 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Kako visokoučinkovito brizganje potiče inovacije u automobilskoj industriji

KRATKO
Visokoučinkovito brizganje u automobilskoj industriji je proizvodni proces u kojem se rastaljeni metal, poput aluminija ili cinka, pod visokim tlakom ubrizgava u kalup. Ovom metodom proizvode se čvrsti, lagani i iznimno precizni dijelovi koji su neophodni za moderne automobile. Ova tehnologija ključna je za poboljšanje učinkovitosti potrošnje goriva, povećanje ukupne učinkovitosti i omogućavanje naprednih dizajna potrebnih kako za vozila s unutarnjim izgaranjem (ICE), tako i za električna vozila (EVs).
Razumijevanje visokoučinkovitog brizganja u automobilskoj industriji
Automobilska obrada lijevanjem pod tlakom je osnovni proizvodni proces koji stvara složene i dimenzionalno točne metalne dijelove tjeranjem rastopljenog metala u ponovno upotrebljivi čelični kalup, poznat kao kalup za lijevanje. U visokootpornim primjenama, ovaj se proces usavršava kako bi se proizvodili dijelovi koji zadovoljavaju stroge zahtjeve za čvrstoćom, težinom i preciznošću. Uporaba visokog tlaka osigurava da rastopljeni metal ispuni svaku složenost kalupa, što rezultira gotovim oblikom dijela koji zahtijeva minimalnu sekundarnu obradu.
Ova tehnologija ključna je za proizvodnju brojnih kritičnih komponenti vozila. Proizvođači automobila oslanjaju se na lijevanje pod tlakom za dijelove koji su istovremeno lagani i izdržljivi, time izravno doprinoseći sigurnosti i učinkovitosti vozila. Kao što opisuju stručnjaci na Autocast Inc. , proces je ključan za proizvodnju svih komponenti, od blokova motora i kućišta mjenjača do strukturnih dijelova šasije. Na primjer, blokovi motora od livene aluminijumske legure smanjuju ukupnu težinu motora, čime se poboljšava ubrzanje i potrošnja goriva, dok njihov točan dizajn pomaže u učinkovitom rasipanju topline.
Primjene se protežu cijelim vozilom. Ključni primjeri dijelova izrađenih pod tlakom koje ističu analize industrije iz Transvalor uključuje:
- Komponente motora: Glave cilindara i blokovi motora koji su lagani i izdržljivi.
- Kućišta mjenjača: Krute i dimenzionalno stabilne kućište za učinkovitu prijenos snage.
- Dijelovi šasije i strukturni dijelovi: Konzole za ovjes i koluti upravljača s visokim omjerom čvrstoće i težine.
- Kućišta elektronike: Zaštitna poklopca za senzore, mjenjače i motore.
- Komponente kočnica: Kvačila kočnica koja zahtijevaju veliku čvrstoću i preciznost radi sigurnosti.
Uvođenje visokoučinkovitog postupka pod tlakom nudi niz prednosti koje se izravno ogledaju u kvalitetnijim vozilima. Stvaranjem laganih dijelova smanjuje se masa vozila na cesti, što je primarni čimbenik za poboljšanje učinkovitosti potrošnje goriva i smanjenje emisija. Osim toga, preciznost komponenti izrađenih pod tlakom omogućuje glađe rad motora, osjetljiviju vožnju i povećanu ukupnu izdržljivost. Postupak je također vrlo učinkovit, omogućujući brze proizvodne cikluse i rentabilnu proizvodnju dijelova u velikim serijama.
Osnovni procesi i aspekti proizvodnje
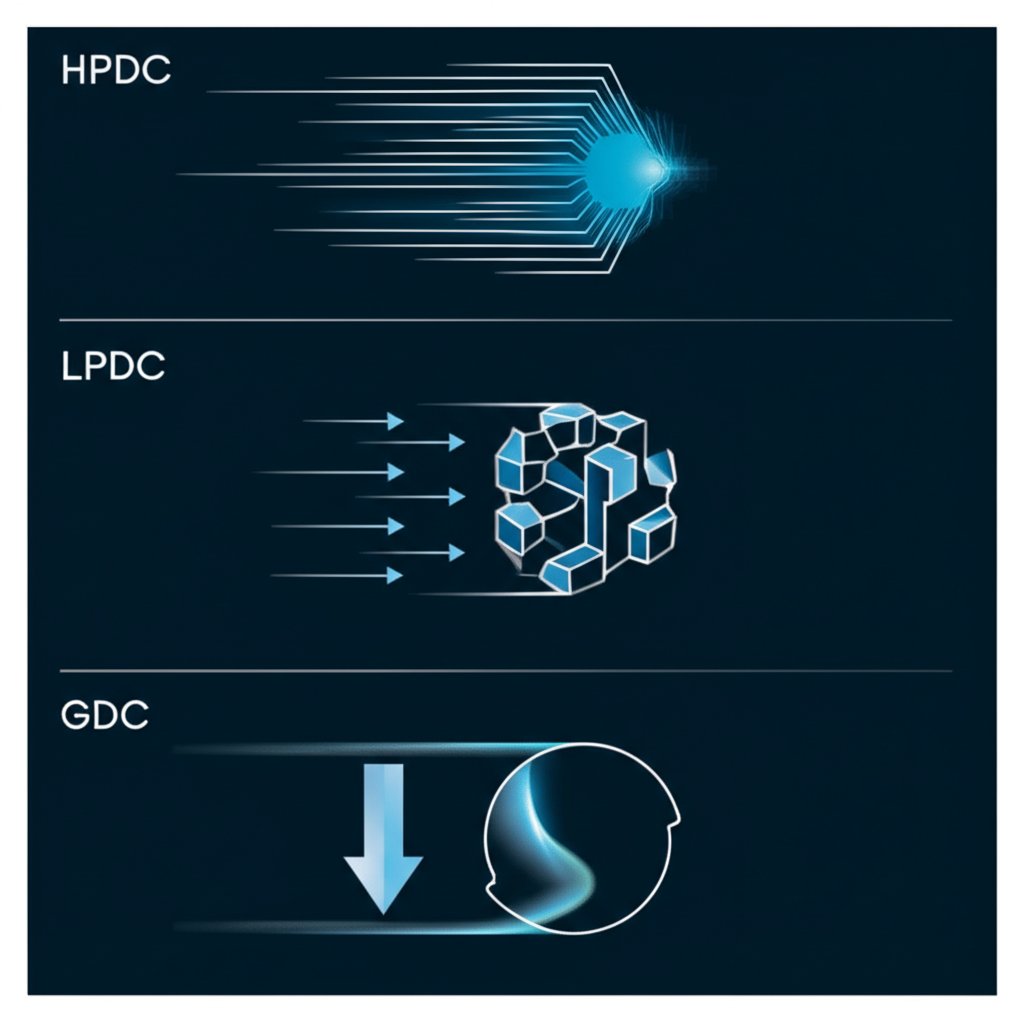
Područje lijevanja pod tlakom nije jedinstveno; postoje nekoliko različitih postupaka, od kojih je svaki prilagođen različitim materijalima i zahtjevima za komponente. Tri su primarna metode: lijevanje pod visokim tlakom (HPDC), lijevanje pod niskim tlakom (LPDC) i gravitacijsko lijevanje (GDC). Razumijevanje njihovih razlika ključno je za razumijevanje zašto je HPDC toliko raširen u visokoučinkovitim automobilskim primjenama.
HPDC, kako samo ime govori, ubrizgava rastaljeni metal vrlo velikim brzinama i pod visokim tlakom. Prema DyCast Specialties Corporation , ova metoda idealna je za proizvodnju velikih količina složenih, tankostijenih dijelova s izvrsnom dimenzijskom točnošću i glatkim površinama. HPDC se dalje dijeli na dvije glavne kategorije: postupak s vrućom komorom, koji se koristi za legure s niskom temperaturom taljenja poput cinka, i postupak s hladnom komorom, koji se koristi za legure s visokom temperaturom taljenja poput aluminija. Metoda s hladnom komorom dominira u automobilskoj industriji pri proizvodnji velikih strukturnih dijelova poput blokova motora i kućišta mjenjača.
Iako se precizno lijevanje ističe kod složenih dijelova gotovog oblika, drugi procesi visokoučinkovite proizvodnje, poput kovanja, ključni su za komponente koje zahtijevaju maksimalnu čvrstoću i otpornost na zamor. Na primjer, tvrtke poput Shaoyi (Ningbo) Metal Technology specijalizirane su za automobilska kovanja i nude alternativni pristup izradi izdržljivih dijelova vozila putem procesa koji oblikuje metal koristeći tlačne sile.
Međutim, HPDC nije bez izazova. Glavni nedostatak je mogućnost stvaranja poroznosti, kada se male šupljine ili rupice formiraju unutar odljevka zbog zarobljenih plinova. To može ugroziti mehanička svojstva komponente. Kako bi se to spriječilo, koriste se napredne tehnike poput metode punjenja prijelaznim tokom (TFFM), kako je istaknuto od strane AdvanTech International . Ispod je usporedba glavnih postupaka lijevanja:
| Proces | Ključne karakteristike | Najbolje za | Uobičajene automobilske primjene |
|---|---|---|---|
| Visokotlaka odlivina (HPDC) | Vrlo velika brzina, visoka preciznost, glatki završetak, mogućnost poroznosti. | Komponente velikih serija, složene i tankih stijenki. | Blokovi motora, kućišta mjenjača, elektronička kućišta, strukturne komponente. |
| Lijevanje pod niskim tlakom (LPDC) | Sporija brzina punjenja, dobra strukturna čvrstoća, manje turbulencije. | Velike, simetrične i strukturno izdržljive komponente koje zahtijevaju visoku čvrstoću. | Kotači, dijelovi ovjesa i druge komponente ključne za sigurnost. |
| Gravitacijsko lijevanje pod tlakom (GDC) | Koristi gravitaciju za punjenje kalupa, jednostavan postupak, rezultira gusto strukturiranim dijelovima. | Proizvodnja jakih, visokokvalitetnih dijelova s minimalnom poroznošću. | Kočione kaliperne, klipovi i drugi dijelovi koji zahtijevaju veliku čvrstoću. |
Ključni materijali u die casting proizvodnji visokih performansi
Odabir materijala jednako je važan kao i sam proces lijevanja. U automobilskoj industriji za die casting inženjeri uglavnom biraju iz niza neželjeznih legura, pri čemu su aluminij, cink i magnezij najzastupljeniji. Svaki materijal nudi jedinstven skup svojstava zbog kojih je pogodan za određene primjene, izravno utječući na performanse, težinu i trajnost vozila.
Aluminij je radna sila u industriji automobilskog die castinga. Kombinacija male težine, visoke čvrstoće, izvrsne otpornosti na koroziju i dobre toplinske vodljivosti čini ga idealnim izborom za širok spektar komponenata. Kao što detaljno objašnjavaju stručnjaci za proizvodnju na Dynacast , tanji lijevani aluminijevi odljevci mogu izdržati najviše radne temperature od svih legura za precizno lijevanje pod tlakom, što ih čini savršenima za blokove motora, kućišta mjenjača i hladnjake. Potreba za olakšanjem radi poboljšanja učinkovitosti potrošnje goriva učinila je aluminij nezaobilaznim materijalom.
Legure cinka također su popularan izbor, posebice za dijelove koji zahtijevaju složene detalje i visokokvalitetnu površinsku obradu. Tekuća struktura cinka omogućuje mu da s izuzetnom preciznošću ispuni tanke i složene presjeke kalupa, često eliminirajući potrebu za sekundarnim operacijama. Često se koristi za manje, detaljnije komponente poput elektroničkih kućišta, unutarnjih dekorativnih dijelova i složenih tijela senzora. Osim toga, kalupi koji se koriste za lijevanje cinka traju znatno dulje od onih za aluminij, što ga čini ekonomičnim rješenjem za seriju velike proizvodnje.
Magnezij se ističe kao najlakši od svih konstrukcijskih metala. Njegova primarna prednost je izuzetan omjer čvrstoće i težine, zbog čega je premium izbor za aplikacije u kojima je smanjenje težine apsolutni prioritet. Komponente od magnezija često se nalaze u vozilima visoke klase, na dijelovima poput okvira unutrašnjosti, jezgri upravljača i instrumentnih ploča. Korištenje naprednih procesa poput Thixomoldinga može dodatno poboljšati kvalitetu i raspon primjene magnezijevih dijelova.
| Materijal | Ključna svojstva | Trošak | Uobičajene automobilske primjene |
|---|---|---|---|
| Aluminij | Lagana masa, visoka čvrstoća, izvrsna disipacija topline, otpornost na koroziju. | Umerena | Blokovi motora, kućišta mjenjača, komponente šasija, rashladni radijatori, kućišta elektromotora za električna vozila. |
| Cinkov | Visoka tečivost za složene oblike, izvrsna obrada površine, visoka izdržljivost. | Niža (uzimajući u obzir vijek trajanja alata) | Kućišta elektronike, senzori, unutarnji dijelovi, spojnice, zupčanici. |
| Magnezij | Izuzetno lagana masa, izvrsan omjer čvrstoće i težine, dobra krutost. | Viša | Instrumentne ploče, okviri upravljača, okviri sjedala, potporni okviri. |

Budućnost automobilske tehnike pod pritiskom: inovacije za EV i elektroniku
Automobilska industrija prolazi kroz snažan pomak prema elektrifikaciji i vožnji bez vozača, a tehnologija pod pritiskom se brzo razvija kako bi zadovoljila ove nove izazove. Budućnost visokoučinkovite tehnike pod pritiskom neraskidivo je povezana s potrebama električnih vozila (EV) i sve većeg broja naprednih elektroničkih komponenti. Taj razvoj nije samo pitanje poboljšavanja postojećih dijelova; radi se o omogućavanju potpuno novih arhitektura vozila.
Kod električnih vozila (EV), smanjenje težine još je važnije nego kod tradicionalnih vozila, jer izravno utječe na domet i performanse. Litijevi proces ima ključnu ulogu u proizvodnji velikih, cjelovitih strukturnih komponenti — trend koji se često naziva 'gigalijevi'. On uključuje ljevanje ogromnih dijelova, poput cijelog podvozja vozila ili ladice za bateriju, kao jedinstvene cjeline. Ovaj pristup kombinira stotine manjih kalibriranih i zavarenih dijelova u jedan, drastično pojednostavljujući montažu, smanjujući težinu i snižavajući troškove. Ovi veliki aluminijski ljevani dijelovi ključni su za smještaj i zaštitu teških baterijskih paketa, istovremeno doprinoseći strukturnoj krutosti vozila.
Istovremeno, razvoj naprednih sustava za pomoć vozaču (ADAS) i povezanosti unutar vozila doveo je do naglog porasta broja senzora, kamera i elektroničkih upravljačkih jedinica (ECU) u vozilu. Svaki od ovih dijelova zahtijeva precizno izrađene kućišta s elektromagnetskim opletanjem. Litje pod tlakom, posebno legurama cinka i aluminija, idealan je postupak za izradu ovih složenih, tankostijenih kućišta. Mogućnost dobivanja gotovog oblika kod litja pod tlakom omogućuje integraciju složenih elemenata poput rashladnih rebri i točaka za pričvršćivanje izravno u dio, što štedi prostor i poboljšava upravljanje toplinom za osjetljivu elektroniku.
Tehnološki napretci u samom procesu lijevanja također povećavaju mogućnosti onoga što je izvedivo. Inovacije poput lijevanja s vakuumskom potporom i naprednim softverom za simulaciju toka u kalupu omogućuju proizvodnju dijelova s nižom poroznošću, većom čvrstoćom i čak svojstvima pogodnim za zavarivanje. Ovi napretci ključni su za izradu strukturnih komponenti važnih za sigurnost te kućišta baterija bez curenja za električna vozila. Kako se industrija razvija, trajektno lijevanje i dalje će biti ključni čimbenik u stvaranju sigurnijih, učinkovitijih i održivijih vozila.
Često postavljana pitanja
1. Koje su nedostatke HPDC-a?
Glavni nedostatak visokotlačnog postupka lijevanja pod tlakom (HPDC) je opasnost od poroznosti. Budući da se rastaljeni metal ubrizgava na velikoj brzini, plinovi mogu biti zarobljeni unutar kalupa, stvarajući mikroskopske šupljine u gotovom dijelu. Ova poroznost može oslabiti komponentu i učiniti je neprimjerenom za primjene koje zahtijevaju toplinsku obradu ili zavarivanje. Međutim, moderne tehnike poput upotrebe vakuuma i naprednog dizajna kalupa pomažu u ublažavanju ovog problema.
2. U čemu je razlika između HPDC, LPDC i GDC?
Kao što je detaljno opisano u glavnom tekstu članka, ključna razlika leži u tlaku i brzini koja se koristi za punjenje kalupa. HPDC koristi vrlo visok tlak za brzu, visokovolumensku proizvodnju složenih dijelova. LPDC koristi niži tlak za sporije i kontroliranije punjenje, što je idealno za strukturno izdržljive komponente poput kotača. GDC ovisi isključivo o gravitaciji, što rezultira gustoćom i čvrstoćom dijelova, ali s mnogo sporijim ciklusom proizvodnje.
3. Koliki je omjer punjenja za HPDC?
Omjer punjenja u HPDC postupku odnosi se na volumen rastopljenog metala koji se ulijeva u cijev za ubrizgavanje u odnosu na ukupni volumen cijevi. Istraživanja pokazuju da se često preporučuje omjer punjenja od 60-70%. To pomaže u smanjenju količine zraka koja se potisne u kalupnu šupljinu zajedno s metalom, time smanjujući zarobljavanje plinova i poroznost u gotovom dijelu.