 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Funkcija jastuka alata: precizna kontrola u procesu presovanja

KRATKO
Primarna funkcija jastuka alata u procesu presovanja je pružanje fleksibilnog, kontroliranog protutlaka, koji se često naziva silom držača sirovca, na poluproizvod. Ova precizna regulacija sile ključna je za upravljanje tokom materijala tijekom oblikovnih operacija, posebno kod dubokog vučenja. Osiguravanjem ispravnog držanja materijala, jastuk alata sprječava uobičajene greške poput nabora, pukotina i kidanja, što rezultira visokokvalitetnijim gotovim dijelovima i većom dosljednošću procesa.
Razumijevanje osnovne funkcije i važnosti jastuka alata
Diezen je ključni sastojak u hidrauličnoj preši, obično hidraulički, pneumatski ili servo-mehanički sustav ugrađen u postolje preše ili klizač. Njegova osnovna svrha je stvaranje kontroliranog i podešivog protutlaka na obradak tijekom procesa oblikovanja. Ova sila, poznata kao sila držača lima, osigurava limeni list između gornjeg alata i držača lima, čime se osigurava da materijal glatko i ravnomjerno utječe u šupljinu alata dok preša izvodi hod. Bez ove kontrole materijal bi se mogao izobličiti ili neravnomjerno istegnuti, što rezultira skupim greškama.
Važnost diezena postaje jasna kada se usporedi s ranijim, manje pouzdanim metodama. Povijesno gledano, alati za prešu oslanjali su se na dijelove poput spiralnih opruga ili pneumatskih opruga kako bi osigurali silu držanja lima. Međutim, ovi sustavi često pružaju nesigurnu performansu. Kako ističu stručnjaci iz N2-Tech , čak i manje razlike između pojedinačnih opruga mogu dovesti do odstupanja u procesu oblikovanja, što uzrokuje naboranost, pukotine ili druge defekte oblika. Sistem za pritisak matrice, kao jedinstveni i podešiv sustav, prevazilazi ova ograničenja pružanjem stabilne i ponovljive krivulje sile, bez obzira na dizajn alata, vrijeme ciklusa ili fluktuacije temperature.
Upravo precizna kontrola toka materijala čini sistem za pritisak matrice neophodnim za složene procese oblikovanja. Tijekom operacije poput dubokog vučenja, materijal prolazi kroz značajno istezanje i deformaciju. Sistem za pritisak matrice primjenjuje upravo dovoljnu silu kako bi se spriječilo naboravanje ruba polaznog komada, a da pritom omogućuje njegovo vučenje u matricu. Premalo sile rezultira naborima, dok prevelika sila ograničava tok materijala i uzrokuje kidanje ili pucanje dijela. Mogućnost preciznog podešavanja ove sile omogućuje operatorima postizanje veće kvalitete proizvoda, smanjenje otpadnih materijala te produljenje vijeka trajanja alata.
Vrste sustava za amortizaciju matrice: hidraulični, pneumatski i servo-mehanički
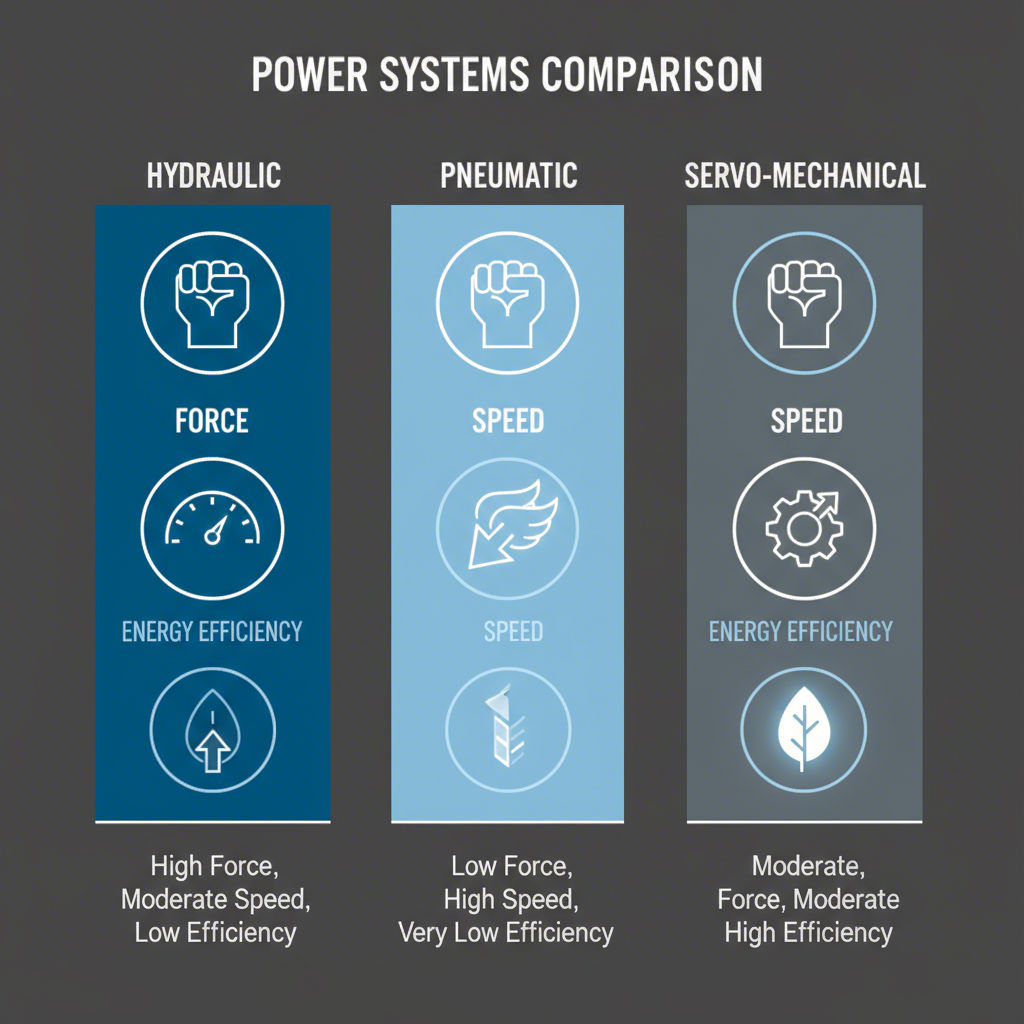
Podmetači matrica nisu rješenje jedinstvene veličine; dolaze u nekoliko različitih vrsta, svaka s posebnim karakteristikama prilagođenim različitim primjenama. Najčešći sustavi su hidraulični, pneumatski i noviji servo-mehanički dizajni. Razumijevanje njihovih razlika ključno je za optimizaciju postupka oblikovanja na preši za specifične materijale, složenost dijelova i proizvodne zahtjeve.
Hidraulični podmetači matrica najzastupljenija su vrsta, posebno u teškim primjenama. Koriste hidrauličnu tekućinu kojom upravljaju proporcionalni ventili kako bi generirali velike sile uz izuzetnu preciznost. Kao što je detaljno opisao vodeći proizvođač Izvodioc , moderni hidraulični sustavi omogućuju programabilne profile sila, što znači da se sila držača sirovca može mijenjati tijekom cijelog hoda vučenja kako bi se zadovoljile promjenjive potrebe geometrije dijela. Ova razina kontrole ključna je za oblikovanje čelika visoke čvrstoće ili složenih automobilskih komponenti.
Pneumatski izvlačni jastuci koriste komprimirani zrak za generiranje sile. Općenito su jednostavniji i jeftiniji od svojih hidrauličkih suparnika, zbog čega su prikladni za lakše primjene gdje su zahtjevi za silom niži, a potreba za preciznošću manje stroga. Iako nude dobru brzinu, kontrola sile im je obično manje točna u odnosu na hidrauličke sustave zbog stišljivosti zraka.
Servo-mehanički izvlačni jastuci , koji se često nazivaju 'e-jastucima', predstavljaju najnoviju evoluciju ove tehnologije. Ovi sustavi zamjenjuju hidraulične ili pneumatske komponente električnim servo motorima i mehaničkim aktuatorima poput sustava zupčanika i kotače. Prema inovatorima u Fagor Arrasate , e-cushions pruža najveću razinu kontrole, brzinu i energetsku učinkovitost. Mogu čak primijeniti silu zadržavanja tijekom uspona klizača preša, što je korisna značajka za kontrolu povratnog elastičnog deformiranja kod naprednih materijala. Iako su početni troškovi veći, smanjena potrošnja energije i niže troškove održavanja mogu dovesti do brzog povrata ulaganja.
Kako bi se pojasnile ove razlike, donja tablica daje izravnu usporedbu:
| Značajka | Hidraulička jastuka | Pneumatski jastuk | Servo-mehanički (E-Cushion) |
|---|---|---|---|
| Upravljanje silom | Visoka i točna; programabilni profili | Umjerena; manje točna | Najveća točnost; dinamička kontrola |
| Energetska učinkovitost | Umjerena; može se poboljšati naprednim sustavima | Niska do umjerena | Vrlo visoka; regenerativne mogućnosti |
| Brzina | Dobra; sposobna za predubrzanje | Dobar | Vrlo visoka i izrazito kontrolabilna |
| Trošak | Umjereno do visoko | Niska | Visoka početna ulaganja |
| Idealne primjene | Duboko vučenje velike izdržljivosti, složeni dijelovi | Lakše oblikovanje, jednostavniji dijelovi | Proizvodnja velikom brzinom, napredni materijali, energetski učinkovite operacije |
Ključna uloga die jastuka u primjenama dubokog vučenja
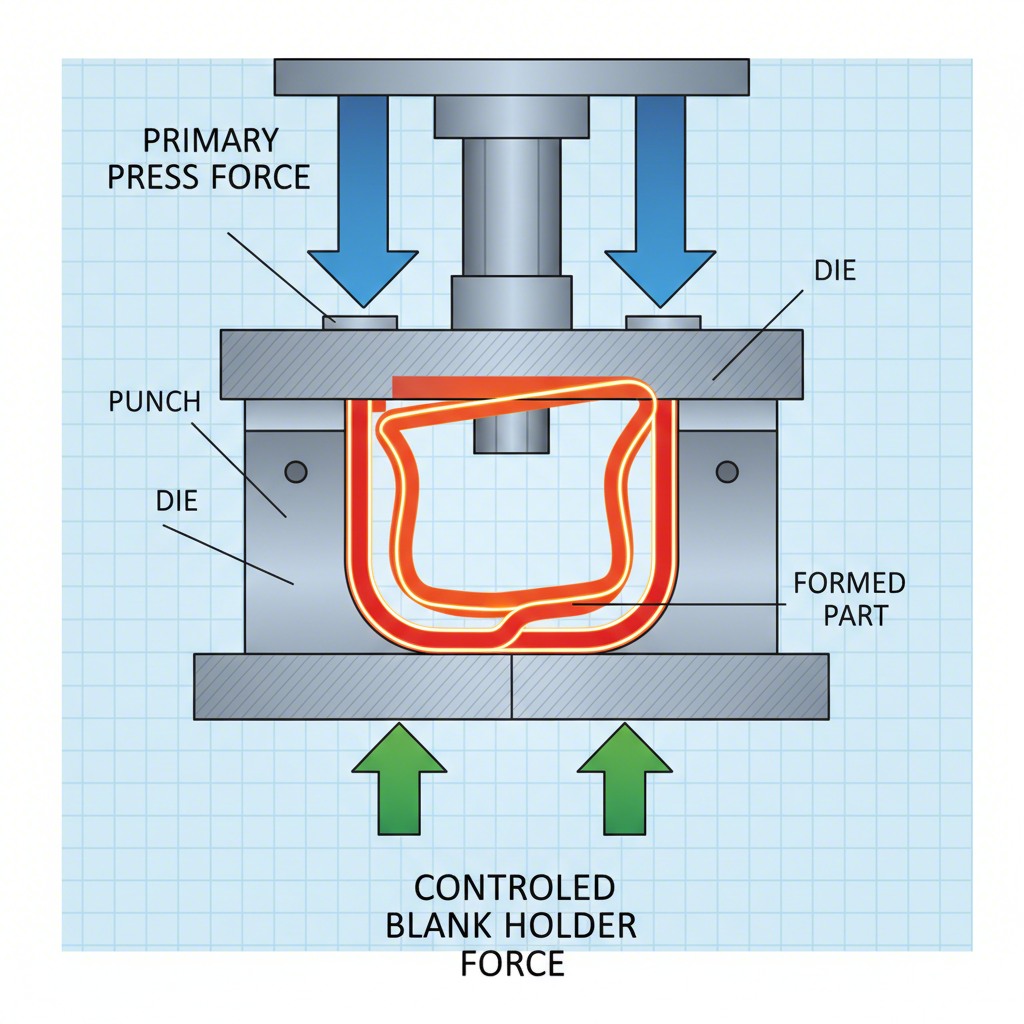
Iako su die jastuci korisni u mnogim operacijama oblikovanja pod tlakom, oni su apsolutno ključni za uspješno duboko vučenje. Ovaj postupak, koji se koristi za izradu dijelova poput ploča karoserije automobila, kuhinjskih sudova i složenih kućišta, uključuje istezanje ravne metalne ploče u trodimenzionalni oblik. Materijal prolazi kroz ekstremnu deformaciju, a bez precizne kontrole nad njegovim protokom u kalup gotovo je sigurno doći do otkaza.
Mehanika dubokog vučenja ističe važnost jastuka. Dok matrica preša gura list u šupljinu kalupa, vanjski dio lista, poznat kao flanec, mora biti omogućen da se pomiče prema unutra. Funkcija die jastuka je primijeniti pažljivo odmjerenu silu držača lista na ovaj flanec. Ta sila predstavlja delikatan balans: mora biti dovoljno jaka da spriječi stiskanje napona u flancu koji uzrokuju naboravanje, a istovremeno dovoljno blaga da materijal može teći glatko bez kidanja zbog prekomjernog vlačnog napona. Zbog toga izvori poput Pressmachine-World.com ističu njihovu nužnost za duboko vučenje.
Savremene hidraulične jastuke za alate nude programabilne profili sile koji su posebno pogodni za složene izvlačenja. Potrebna sila stezanja često nije konstantna tokom celokupnog hoda. Na primer, na početku izvlačenja može biti potrebna veća sila kako bi se sprečilo naboravanje, a zatim se sila smanjuje kako izvlačenje napreduje, kako bi se spriječilo kidanje materijala. Napredni jastuci mogu izvršavati ove složene krivulje sile sa visokom ponovljivošću, osiguravajući stabilan kvalitet proizvoda od prvog do poslednjeg dela.
Ovaj nivo preciznosti od presudne je važnosti u sektorima poput automobilske industrije, gde izvučeni delovi moraju zadovoljiti stroge dimenzione tolerancije. Kompanije specijalizovane za ovu oblast oslanjaju se na napredne tehnologije preša kako bi postigle takve rezultate. Na primer, dobavljači prilagođenih alata za vučenje u automobilskoj industriji, kao što su Shaoyi (Ningbo) Metal Technology Co., Ltd. , koriste sofisticirane procese za proizvodnju visokokvalitetnih komponenti za OEM i Tier 1 dobavljače, što je često omogućeno upravo preciznom kontrolom savremenih sistema hidrauličnih jastuka.
Napredne značajke i moderna tehnologija die jastuka
Suvremeni sustavi die jastuka daleko su napredniji od jednostavnih ploča pod tlakom. Sada su to sofisticirani, programabilni mehatronički sustavi koji nude širok raspon naprednih značajki, omogućujući operatorima bez presedana kontrolu nad procesom oblikovanja. Ove inovacije ključne su za rad s zahtjevnim materijalima poput čelika visoke čvrstoće i aluminija te za postizanje vrlo malih tolerancija koje zahtijeva moderna proizvodnja.
Jedan od najznačajnijih napretaka je mogućnost programiranja cijelog ciklusa jastuka. Kako je navedeno u detaljnoj analizi koju je objavio The Fabricator, rad modernog jastuka se može podijeliti na nekoliko ključnih faza, pri čemu se svaka pojedinačno može kontrolirati. Uključuje pre-ubrzanje, gdje jastuk pomiče kako bi pratio brzinu klizanja prese neposredno prije udara. Ova funkcija svodi na minimum udar, smanjujući buku te trošenje kalupa i same prese. Nakon toga slijedi brzo povećanje tlaka do potrebne sile držanja lima.
Tijekom procesa vučenja, sila se može programirati kao višestepeni profil, koji varira kako se matrica spušta. Osim toga, neki sustavi nude funkciju povlačenja u donjoj mrtvoj točki (BDC) hoda. Ovo kratkotrajno nizlazno kretanje sprječava oštećenje dijela zbog elastičnosti jastuka dok se klizni dio preša počinje povlačiti. Konačno, povratni hod se može kontrolirati kako bi gotov dio doveo do određene pozicije za preuzimanje za potrebe automatizacije, prije nego što se vrati u početni položaj za sljedeći ciklus.
Još jedan ključni razvoj je modularnost i višetočkovna kontrola. Umjesto jednog velikog jastuka, sustavi se mogu izgraditi od više cilindarskih modula koji se neovisno upravljaju. To omogućuje prilagođenu raspodjelu sile po kalupu. Operater može primijeniti veću ili manju silu na određene kutove ili područja držača lima, čime se dobiva snažno sredstvo za ispravljanje problema s protokom materijala kod asimetričnih ili neobično oblikovanih dijelova. Ova višetočkovna kontrola tlaka ključna je za optimizaciju proizvodnje složenih komponenti i smanjenje vremena probnog rada novih kalupa.
Često postavljana pitanja
1. Što je jastuk kalupa?
Die klin je komponenta u preši koja se obično napaja hidrauličkim, pneumatskim ili servo-električnim sustavima i nalazi se u postelji preše. Njezina funkcija je pružiti kontrolirani uzdužni tlak (protutlak) na držač sirovca tijekom procesa oblikovanja. Taj kontrolirani tlak ključan je za regulaciju protoka lima u kalup, čime se sprječavaju greške poput nabora i kidanja, osobito kod dubokog vučenja.
2. Što je tlak klina u preši?
Tlak klina odnosi se na silu koju ostvaruje sustav die klin. Ovaj tlak je podešiv i često se može programirati da varira tijekom hoda preše. To je kritičan parametar u oblikovanju limova jer izravno kontrolira trenje i tok materijala na držaču sirovca. Ispravan tlak klina osigurava da se radni komad oblikuje u željeni oblik bez grešaka.
3. Što je kalup u alatu preše?
U alatu za prešu, kalup je specijalizirana alatna oprema koja oblikuje polazni materijal. Sastoji se obično od muškog dijela (bodljika) i ženskog dijela (šupljina kalupa ili blok kalupa). Lim se postavlja između ovih komponenti, a kada se preša zatvori, bodljik potiskuje lim u šupljinu kalupa, dajući dijelu konačni oblik. Jastuk kalupa radi u suradnji s kalupom kako bi upravljao procesom oblikovanja.