 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Sivi lijev za automobilske kalupe: Znanost o čvrstoći

KRATKO
Sivi lijev, posebno sivi i žilavi (čvorasti) sorti, predstavlja najčešći materijal za velike automobilske žige za utiskivanje. Razlog tome je izuzetna kombinacija visoke čvrstoće na tlak, odličnog prigušenja vibracija, izvrsne otpornosti na habanje te ukupne ekonomičnosti. Kako bi se postigla potrebna izdržljivost i savršena površinska obrada za utiskivanje modernih nadvozija automobila, nužni su specijalizirani proizvodni postupci i napredne površinske obrade poput ionskog nitriranja.
Zašto je sivi lijev materijal izbora za automobilske žige
U visokotlačnom svijetu proizvodnje automobila, alati koji oblikuju karoserije vozila moraju izdržati ogromne i ponavljajuće sile. Veliki kalupi za utiskivanje, koji presavijaju lim u složene oblike poput vrata i haube, zahtijevaju materijal koji je istovremeno izuzetno jak i iznimno stabilan. Sivi lijev se već dugo koristi kao industrijski standard za ovu zahtjevnu primjenu, nudeći jedinstvenu kombinaciju svojstava koju je teško nadmašiti drugim metalima, uključujući mnoge vrste čelika. Njegova pogodnost proizlazi iz temeljnih karakteristika koje se izravno prenose na kvalitetnije dijelove i učinkovitiji proizvodni proces.
Glavna prednost sivog lijeva je izvanredna čvrstoća na tlak, koja mu omogućuje da podnosi velika opterećenja bez deformacije. Kao što je detaljno opisano u analizama industrije od strane izvora poput Sinoway Industry , ova svojstva su ključna u operacijama utiskivanja gdje se očekuje milijuni ciklusa tijekom vijeka trajanja kalupa. Osim toga, sivi lijev ima izvrsne sposobnosti prigušenja vibracija. Tijekom snažnog udara kod presovanja, apsorbira energiju i smanjuje drobljenje, što je od presudne važnosti za održavanje dimenzionalne točnosti i postizanje glatke površine na gotovom automobilskom dijelu. Ova unutarnja stabilnost svodi na minimum trošenje alata i pomaže spriječiti mane na presovanim pločama.
Osim svojih mehaničkih svojstava, sivi lijev nudi značajne ekonomske i proizvodne prednosti. Usporedivo s kovanom čeličnom polaznom šipkom, općenito je jeftiniji za proizvodnju, što je ključan faktor kod ogromnih kalupa koji se koriste u automobilskoj industriji. Materijal također pokazuje izvrsnu ljevnost, što znači da se može ulijevati u složene oblike kalupa kako bi se stvorili gotovo konačni oblici, smanjujući potrebu za naknadnim obradbama. Ova kombinacija performansi i vrijednosti čini ga nezamjenjivim materijalom u automobilskoj industriji.
- Visoka čvrstoća na tlak: Podnosi ekstremne siluče otporne sile bez gubitka oblika, osiguravajući dosljednu kvalitetu dijelova.
- Superiorna prigušenja vibracija: Praću vibracije tijekom rada, što rezultira većom stabilnošću, smanjenim trošenjem alata i boljom obradom površine.
- Odlična otpornost na iznosenje: Tvrdina materijala osigurava dug vijek trajanja, čak i u abrazivnim uvjetima s visokim metal-na-metal trenjem.
- Troškovna učinkovitost: Nudi izrazito konkurentnu ravnotežu između performansi i cijene u usporedbi s materijalima poput kovane čelika.
- Dobra obradivost: Može se efikasno obrađivati kako bi se postigle točne konačne dimenzije i složene značajke potrebne za moderne dizajne vozila.
Ključni tipovi sivog lijeva korišteni u proizvodnji kalupa
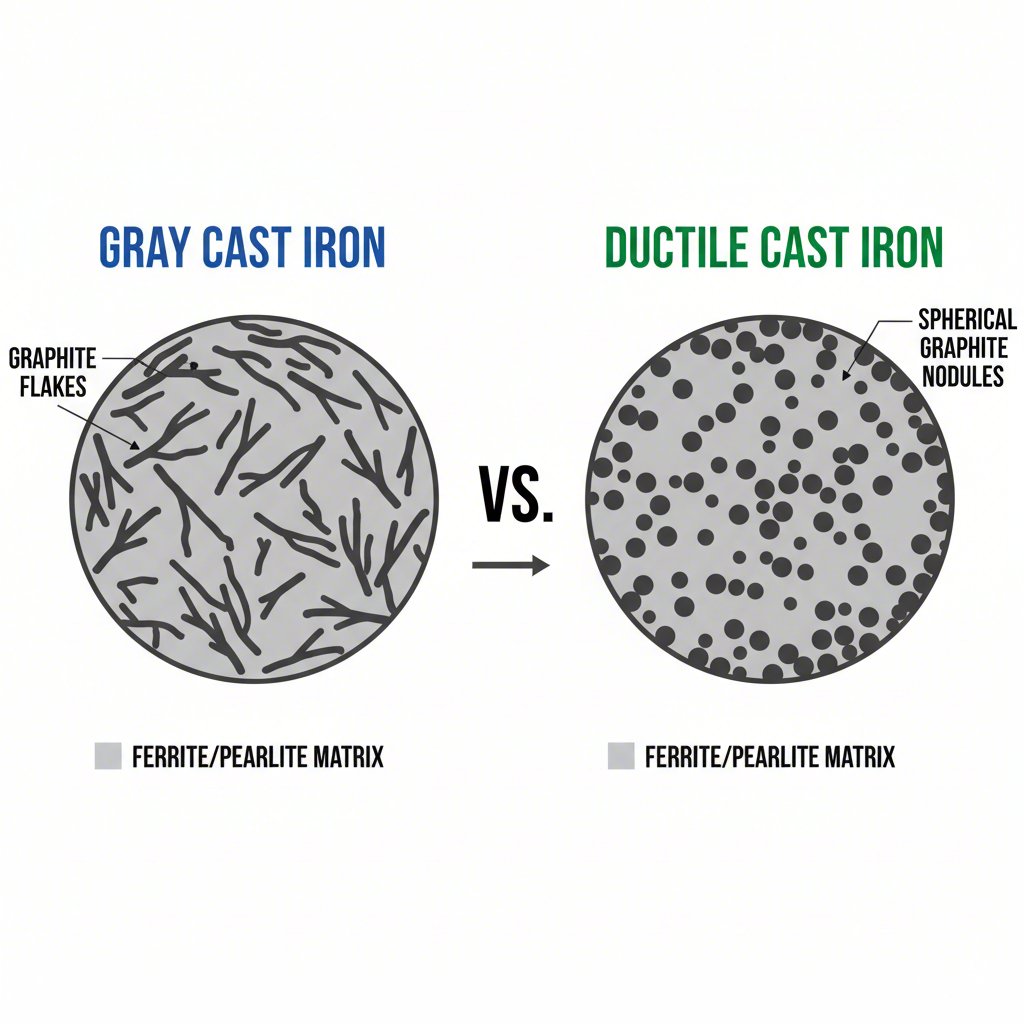
Nije sav sivi lijev isti. Specifična svojstva legure sivog lijeva određena su njegovom mikrostrukturom, posebno oblikom slobodnog ugljika (grafita) unutar željezne matrice. Za velike automobilske kalupe dominiraju dvije glavne vrste: sivi lijev i žilavi lijev (također poznat kao nodularni ili lijev s kuglastim grafitom). Odabir između njih ovisi o specifičnoj primjeni, vrsti naprezanja i željenoj ravnoteži između performansi i troškova.
Sivi lijev je najtradicionalniji i najšire korišten tip. Naziv potječe od sivkastog izgleda površine pri lomu, koji je uzrokovan prisutnošću pločica grafita. Prema detaljnoj usporedbi izvršenoj od strane MAT Foundry Group , ovi iveri daju sivom lijevu izvrsnu obradivost i neusporedivu sposobnost prigušivanja vibracija. Međutim, isti ti oštri iveri djeluju kao točke koncentracije unutarnjeg naprezanja, zbog čega je sivi lijev krhak te ima relativno nisku vlačnu čvrstoću i otpornost na udarce. Najbolje je pogodan za dijelove alata koji su pod visokim tlačnim opterećenjem, ali ne doživljavaju značajna vlačna naprezanja ili nagli udar, poput glavnog tijela ili baze sklopa alata.
Kosi željezni liv, modernija inovacija, pretvara grafit u male sferične čvorove dodavanjem modifikatora poput magnezija. Ova naizgled mala promjena ima dubok utjecaj na mehanička svojstva materijala. Zaobljeni oblik čvorova eliminira točke unutarnjeg naprezanja prisutne u sivom livu, čineći materijal znatno jačim, izdržljivijim i, kako mu samo ime govori, duktilnijim. Može se savijati i značajno deformirati prije loma, što mu daje izvrsnu vlačnu čvrstoću i otpornost na udarce. Zbog toga je kosi željezni liv idealan izbor za ključne dijelove alata koji su izloženi većim opterećenjima, poput probojnika, držača i umetaka koji obavljaju primarne operacije oblikovanja i rezanja.
Sivi liv naspram kosog liva: Tehnička usporedba
| Imovina | Siva litica | Kosi (čvornati) lijevani željezo |
|---|---|---|
| Struktura grafita | Pločice | Kugle (čvorovi) |
| Soprtnost na povlačenje | Niska (npr. do 276 N/mm²) | Visoka (npr. do 827 N/mm²) |
| Duktilnost i produljenje | Vrlo niska (krta) | Visoka (može se deformirati bez loma) |
| Opornost udaru | Loše | Izvrsno |
| Ugašenje vibracija | Izvrsno | Dobar |
| Zajednička primjena | Kalupi za obuću, osnove za strojeve, blokovi motora | Kalupi za probijanje, zupčanici, cijevi pod visokim tlakom |
Proces proizvodnje i površinske obrade
Izrada velikog automobilskeg kalupa od lijevanog željeza višefazni je proces koji zahtijeva značajno stručno znanje iz područja metalurgije, lijevanja, obrade i inženjerstva površina. Put od sirovine do gotovog alata spremanog za prešu uključuje nekoliko ključnih koraka, od kojih svaki doprinosi konačnom radu i vijeku trajanja kalupa. Početna faza je lijevanje, tijekom kojeg se rastaljeno željezo ulijeva u pijesni kalup napravljen od modela kalupa. Ovaj postupak, često lijevanje u pijesku za velike komponente kako to opisuju stručnjaci za lijevanje na Metco , stvara grubu, preveliku formu kalupa.
Nakon što se odlivak ohladi i zakruti, prelazi se na fazu obrade. Kako to ističu stručnjaci za alate na Sandvik Coromant , za ovo su potrebne napredne vještine obrade metala kako bi se grubo ulijevanje smanjilo na točne konačne dimenzije. Višeosne CNC glodalice koriste se za izradu složenih zakrivljenih površina koje će činiti limove karoserije vozila. Ovaj je proces dugotrajan i vrlo precizan, jer konačna površina mora biti savršeno glatka i točna unutar djelića milimetra. Pronalaženje proizvodnog partnera s dokazanim iskustvom ključno je. Na primjer, dobavljači poput Shaoyi (Ningbo) Metal Technology Co., Ltd. specijalizirani su za izradu posebnih alata za vučenje u automobilskoj industriji, koristeći napredne simulacije i upravljanje projektima kako bi isporučili visokokvalitetne alate proizvođačima opreme i dobavljačima prvog nivoa.
Završni i možda najvažniji korak za osiguravanje performansi je obrada površine. Neobrađena površina od lijevanog željeza, iako tvrda, podložna je prianjanju (zalepljivanju) i trošenju pri vučenju prevučenih ili čelika visoke čvrstoće. Kako bi se tome suprotstavili, radne površine alata prolaze kroz postupak kaljenja. Prema Advanced Heat Treat Corp. , vodeća metoda je ionsko azotiranje, termokemijska obrada koja dušik uvlači u površinu. Time se stvara iznimno tvrda, otporna na habanje i klizna površinska sloj koji sprječava trenje metal-na-metal, smanjuje ogrebotine i omogućuje kalupu da zadrži izvrsnu A-klasu površine tijekom serije visokog obujma proizvodnje.
- Lijevanje: Talina sivog ili žilavog lijeva ulijeva se u pijesni kalup kako bi se stvorio početni, gotovo konačni oblik kalupa.
- Smanjenje naprezanja: Sirovi odljevak podvrgava se toplinskoj obradi kako bi se uklonili unutarnji naponi nastali tijekom hlađenja, osiguravajući dimenzionalnu stabilnost.
- Precizno obrada: Odljevak se obrađuje glodanjem, bušenjem i brušenjem pomoću CNC strojeva kako bi se postigla točna konačna geometrija i konture površine.
- Površinsko kaljenje: Gotove površine podvrgavaju se ionskom azotiranju ili sličnoj obradi kako bi se stvorio izdržljiv, malo trenja podložan sloj otporan na habanje i zalepljivanje.
- Završno poliranje i sklopka: Obrađene površine poliraju se do ogledalnog sjaja, a različiti dijelovi sklopa kalupa se montiraju i testiraju.
Donošenje pravog izbora materijala za dugovečnost
Zaključno, odabir lijevanog željeza za velike alate za automobilske presovanje je namjerna inženjerska odluka temeljena na dubokom razumijevanju znanosti o materijalima i proizvodnim ekonomskim aspektima. Prirodna čvrstoća materijala na tlak, sposobnost prigušivanja vibracija te izvrsna otpornost na habanje pružaju čvrstu osnovu za alate koji moraju pouzdano raditi u ekstremnim uvjetima. Odabirom sivog lijevanog željeza zbog njegove stabilnosti i ekonomske isplativosti ili kuglastog grafitnog lijevanog željeza zbog njegove superiorne čvrstoće i otpornosti na udarce, inženjeri mogu optimizirati učinkovitost i vijek trajanja svakog dijela unutar sklopa alata.
Međutim, sirovina je samo dio jednadžbe. Sofisticirani procesi precizne obrade i napredna površinska tretiranja poput ionskog nitriranja su ono što otključava puni potencijal sivog lijeva. Ovi koraci pretvaraju grubu odljevku u visokoučinkovito alat koji može proizvesti milijune bezgrešnih automobilskih dijelova. Konačno, nastavak dominacije sivog lijeva u ovoj primjeni svjedočanstvo je njegovoj neusporedivoj kombinaciji učinkovitosti, izvedivosti proizvodnje i vrijednosti.
Često postavljana pitanja
1. Koji je najprikladniji materijal za velike matrice za vučenje?
Za velike matrice za vučenje u automobilskoj industriji, sivi lijev, posebno sivi lijev za baze i žilavi (nodularni) lijev za komponente s visokim opterećenjem, najprikladniji je i najčešće korišteni materijal. To je zbog izvrsne čvrstoće na tlak, sposobnosti prigušivanja vibracija, otpornosti na habanje te ekonomske isplativosti pri proizvodnji takvih velikih alata.
2. Zašto je površinsko tretiranje potrebno za matrice od sivog lijeva?
Obrađivanje površine, poput ionskog nitriranja, neophodno je kako bi se znatno povećala tvrdoća površine i smanjeno trenje. To sprječava uobičajene probleme poput zalepljivanja (adhezije) i grebanja pri utiskivanju modernih prevučenih ili čelika visoke čvrstoće. Ovo osigurava da kalup zadrži izvrsnu kvalitetu površine i produljuje njegov radni vijek.
3. Je li sivi lijev još uvijek aktualan u modernoj proizvodnji automobila?
Apsolutno. Unatoč dostupnosti naprednih čelika i drugih legura, sivi lijev ostaje iznimno aktuelan za primjenu kod velikih kalupa za utiskivanje i blokova motora. Njegova jedinstvena kombinacija mehaničkih svojstava, izvrsna ljevna sposobnost u složenim oblicima i ukupne ekonomske prednosti čine ga idealnim izborom za mnoge komponente u masovnoj proizvodnji automobila.