 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Ključne strategije podmazivanja automobilskih matrica za bolje performanse
KRATKO
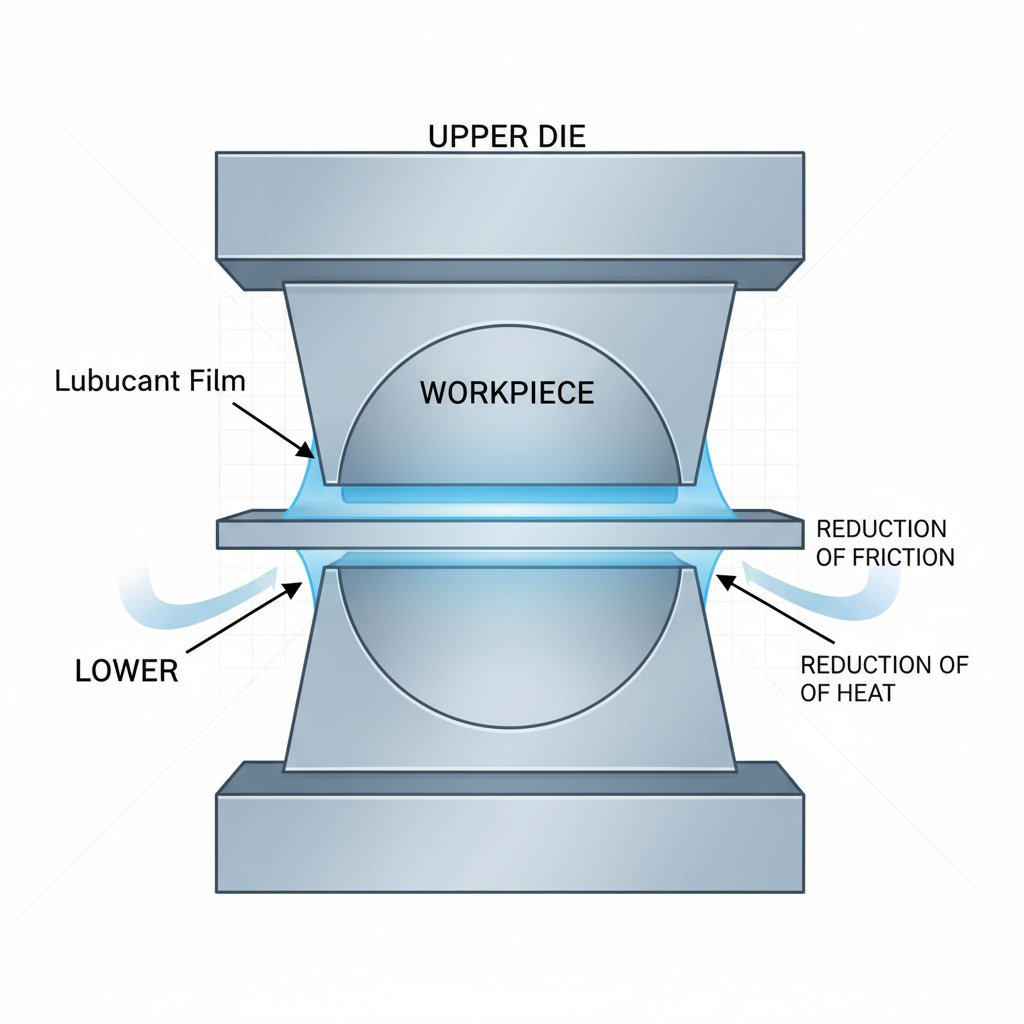
Podmazivanje kalupa u automobilskoj industriji ključni je proces nanošenja specijaliziranog sredstva radi stvaranja zaštitne folije između kalupa i obratka tijekom operacija utiskivanja ili lijevanja. Učinkovita strategija podmazivanja nužna je za smanjenje trenja i topline, sprječavanje preranog trošenja alata, osiguravanje visokokvalitetnog otpuštanja proizvedenih dijelova te maksimalno produljenje radnog vijeka skupih kalupa.
Ključna uloga podmazivanja u radu automobilskih kalupa
U svakom postupku utiskivanja, oblikovanja ili izrade, interakcija između alata i obratka predstavlja trenutak intenzivnog trenja i generiranja topline. Glavni cilj podmazivanja kalupa je uvođenje otporne filmske barijere na ovom sučelju kako bi se upravljali tim silama. Ovaj proces nije samo nanošenje tekućine; on je osnovni element uspješne proizvodne operacije koji utječe na sve, od kvalitete gotovih dijelova do poslovnih troškova. Kada se pravilno provede, dobro planirana strategija podmazivanja može značajno povećati učinkovitost cijelog proizvodnog ciklusa.
Funkcije podmazivanja kalupa su višestruke i idu daleko izvan jednostavnog smanjenja trenja. Odgovarajuće podmazivanje stvara fizičko razdvajanje između površine kalupa i dijela, što je ključno za sprječavanje oštećenja i osiguravanje čistog odvajanja. Dugovečnost visoko preciznih alata, poput posebnih automobilskih kalupa za utiskivanje koje razvijaju stručnjaci poput Shaoyi (Ningbo) Metal Technology Co., Ltd. , izravno ovisi o pažljivo provedenom programu podmazivanja. Bez toga, čak i najizdržljiviji kalupi će pretrpjeti preranu habanje.
Učinkovito podmazivanje kalupa pruža nekoliko ključnih prednosti:
- Upravljanje trenjem i toplinom: Smanjenjem otpora između kalupa i obratka, sredstva za podmazivanje rasipaju intenzivnu toplinu koja nastaje tijekom oblikovanja, što je ključno za održavanje dimenzionalne stabilnosti alata i dijela.
- Zaštita kalupa: Film podmazivača djeluje kao zaštitni sloj, sprječavajući zalepljivanje, grebanje i druge oblike habanja koji proizlaze iz izravnog kontakta metal-na-metal. To izravno rezultira duljim vijekom trajanja alata i smanjenjem vremena za održavanje.
- Poboljšan kvalitet dijelova: Ispravno podmazivanje osigurava glatko strujanje materijala preko površine kalupa, sprječavajući kidanje, pukotine i kozmetičke nedostatke. Također omogućuje čisto otpuštanje dijela iz kalupa, izbjegavajući izobličenja.
- Kontrola korozije: Mnogi sredstva za oblikovanje sadrže aditive koji štite alat i gotov dio od oksidacije i rđe tijekom i nakon procesa proizvodnje.
Nasuprot tome, posljedice nedovoljne podmazivanja su ozbiljne. Nedovoljna ili netočna primjena tekućine dovodi do povećane stope otpisa, skupih popravaka alata i neplaniranih zaustavljanja proizvodnje. U automobilskoj industriji, u kojoj se sve više koriste lagani materijali poput aluminija radi poboljšanja energetske učinkovitosti, zahtjevi na tehnologiju podmazivanja su još veći. Ovi materijali zahtijevaju specijalizirane strategije podmazivanja kako bi se riješili njihovi jedinstveni karakteristici oblikovanja i spriječili problemi poput zalepljivanja tijekom postupaka lijevanja pod tlakom.
Razvoj sveobuhvatne strategije podmazivanja
Postizanje izvrsnosti u podmazivanju zahtijeva odstupanje od nasumičnog, reaktivnog pristupa prema planiranom, sveobuhvatnom strategiji. Prilikom razvoja plana podmazivanja, posebno u okruženju brze zamjene alata (QDC), tvrtke nikada ne bi trebale razmatrati komponentu izolirano. Učinkovita strategija osigurava da svi elementi — od odabira i razrjeđivanja podmazivača do metoda nanošenja i kontrola procesa — djeluju u skladu kako bi skraćivali postavke i spriječavali pogreške.
Kompleksna strategija započinje razumijevanjem da različiti poslovi imaju različite zahtjeve. Na primjer, proizvođači automobila često imaju posebne, odobrene tekućine za svoje alate. Ključni dio strategije uključuje odabir između reaktivnog, temeljenog na rasporedu pristupa i naprednijeg sustava temeljenog na stanju. Iako je podmazivanje prema rasporedu jednostavnije, strategija temeljena na stanju prati stvarno stanje maziva i strojeva kako bi se optimizirala primjena, smanjio otpad i poboljšala učinkovitost. Ovaj proaktivni pristup ključan je za moderne proizvodne tvornice s velikom raznolikošću proizvodnje.
Kako biste izgradili pouzdanu strategiju podmazivanja, razmotrite sljedeću listu provjere:
- Analizirajte primjenu: Procijenite materijal obratka (npr. čelik visoke čvrstoće, aluminij), složenost dijela i vrstu operacije (npr. kaljenje, duboko vučenje, lijevanje pod tlakom).
- Posavjetujte se s dobavljačima: Suradite s dobavljačem maziva kako biste odabrali odgovarajuću tekućinu. Oni mogu pružiti ključne informacije o karakteristikama oblikovanja i kompatibilnosti s daljnjom obradom, poput bojanja ili pocinčavanja.
- Definirajte parametre primjene: Odredite optimalnu metodu nanošenja (npr. raspršivanje, valjci), poziciju mlaznica, količinu i vremensko zakazivanje. Pametni kontroleri mogu pohraniti ove „profili raspršivanja“ kako bi osigurali ponovljivost i eliminirali pogodrivanje tijekom promjena.
- Ustanovite ispravno razrjeđivanje i nadzor: Koristite grafikon koncentracije koji pruža dobavljač maziva kako biste utvrdili ispravan omjer razrjeđivanja. Redovito provjeravajte koncentraciju refraktometrom kako biste osigurali dosljednost.
- Integrirajte s radom prese: Radi maksimalne učinkovitosti, posebno s QDC-om, koristite sustave poput brzorastavljivih razdjelnika za cjevovode maziva. To ne samo ubrzava promjenu, već sprječava i pogreške poput spajanja krivog crijeva na krivu mlaznicu.
U tablici u nastavku uspoređuju se dva strategijska pristupa, ističući prednosti proaktivnog pristupa temeljenog na sustavima.
| Radionica | Reaktivan (usmjeren na komponente) pristup | Proaktivan (usmjeren na sustav) pristup |
|---|---|---|
| Nanosenje maziva | Ručna ili primjena prema fiksnom rasporedu; često rezultira prekomjernim ili nedovoljnim podmazivanjem. | Automatizirana primjena temeljena na stanju, s preciznom kontrolom količine i vremenskog trenutka. |
| Postupak zamjene | Individualne crijevne veze; veliki rizik od ljudske pogreške i onečišćenja. | Korištenje brzorastavljivih razdjelnika i programiranih recepata; svodi na minimum pogreške i vrijeme zaustavljanja. |
| Praćenje | Rijetki ili nepostojeći pregledi koncentracije i stanja podmazivača. | Redovno praćenje omjera razrjeđivanja i rada sustava; podešavanja zasnovana na podacima. |
| Rezultat | Nekonzistentna kvaliteta dijelova, veće trošenje podmazivača, povećano trošenje alata i dulje vrijeme prostoja. | Konzistentna kvaliteta dijelova, smanjeni otpad, produljeni vijek trajanja alata i poboljšana operativna učinkovitost. |
Odabir pravog podmazivača: Vodič kroz vrste i svojstva
Sam podmazivač je temelj svake strategije podmazivanja alata. Odabir odgovarajuće vrste ključan je i u velikoj mjeri ovisi o specifičnoj primjeni, uključujući materijal koji se oblikuje, radne temperature i tlakove. Četiri glavne kategorije industrijskih podmazivača nude različita svojstva prilagođena različitim scenarijima.
Osnovni tipovi uključuju ulja, masti, suhe podmazivače i prodorne podmazivače. Za većinu automobilskih primjena u alatima najčešća su ulja i specijalizirani sintetski spojevi. Na primjer, kod lijevanja aluminija pod tlakom pri visokim temperaturama, vodenim se bazirani podmazivači za alate projektiraju tako da učinkovito hlade površinu alata i spriječavaju zalepljivanje, uobičajeni problem uzrokovani Leidenfrostovim efektom, kada tekućina ispari prije nego što može namočiti vruću površinu. Slično tome, za utiskivanje aluminijskih BIW (body-in-white) dijelova, toplinski taljeni podmazivači mogu osigurati izvrsnu graničnu podmazanost u usporedbi s konvencionalnim uljima.
Donošenje ispravne odluke zahtijeva pažljivu procjenu nekoliko čimbenika. Podmazivač koji dobro funkcionira pri niskim temperaturama može se raspasti pod ekstremnom toplinom pri preradi kovanjem ili lijevanjem pod tlakom. Sljedeća tablica daje usporedbu uobičajenih vrsta podmazivača koji se koriste u oblikovanju metala:
| Vrsta maziva | Ključna svojstva | Najbolje za | Odluka Komisije |
|---|---|---|---|
| Na ulju (mineralno/sintetsko) | Izvrsno hlađenje, širok raspon viskoznosti, može sadržavati aditive za ekstremni pritisak (EP). | Opće kaljenje, vučenje, visokobrzinske operacije. | Može uzrokovati probleme u održavanju čistoće; viskoznost se mijenja s temperaturom. |
| Emulzije na bazi vode/sintetike | Izvrsna svojstva hlađenja, čisto, nezapaljivo. | Lijevanje pod tlakom pri visokim temperaturama, primjene gdje je potrebna otpornost na plamen. | Zahtijeva pažljivo praćenje koncentracije; mogućnost razvoja bakterija. |
| Maziva u obliku suhog filma (grafit, PTFE) | Podnosi ekstremne temperature i tlakove; osigurava čistu, ne-masnu površinu. | Kovanje, ekstrudiranje i primjene gdje postoji zabrinutost zbog kontaminacije tekućinom. | Može biti teško ravnomjerno nanijeti; možda zahtijeva pripremu površine. |
| Ljepljiva maziva | Nanosi se kao čvrsta tvar i otopi se na toplini; pruža izvrsnu graničnu podmaznost. | Utiskivanje zahtjevnih materijala poput legura aluminija. | Zahtijeva specijaliziranu opremu za nanosenje. |
Kako biste vodili postupak odabira, postavite sljedeća pitanja:
- Koji je materijal polaznog komada i njegova debljina?
- Koje su maksimalne temperature i tlakovi uključeni u proces?
- Postoje li specifični zahtjevi za kvalitetom površine gotovog dijela?
- Koje su okolišne, zdravstvene i sigurnosne razmatranja?
- Je li podmazivanje kompatibilno s nizvodnim procesima poput zavarivanja, farbanja ili prevlačenja?
Optimizacija rada kroz strategijsko podmazivanje
Konačno, učinkovito podmazivanje alata za automobilsku industriju je mnogo više od održavanja — to je strateški imperativ za svaku modernu operaciju oblikovanja metala. Prijelaz iz mentaliteta jednostavnog nanošenja tekućine prema upravljanju potpunim sustavom podmazivanja ključan je za postizanje maksimalnih performansi. Uspješna strategija priznaje da su odabir podmazivača, način nanošenja i nadzor procesa međusobno povezani elementi koji izravno utječu na produktivnost, kvalitetu i profitabilnost.
Pažljivom analizom specifičnih zahtjeva svake pojedine primjene, surađujući s kvalificiranim dobavljačima i koristeći tehnologiju za osiguravanje preciznosti i ponovljivosti, proizvođači mogu ostvariti značajne prednosti. Rezultati su očiti: produžen vijek trajanja alata, smanjeni postotci otpada, brža prerba i čišće, sigurnije radno okruženje. U konkurentnom automobilskom sektoru, savladavanje podmazivanja alata ključni je faktor razlikovanja koji potiče operativno izvrsnost.
Najčešća pitanja o podmazivanju alata
1. Što je podmazivač za obradu pod tlakom?
Kod postupka pod tlakom, posebno s metalima visoke temperature poput aluminija, obično se koriste specijalizirani vodenom bazom temeljeni podmazivači. Ovi proizvodi dizajnirani su tako da podmazuju kalup kako bi olakšali izbacivanje dijela i, iznimno važno, da hlade površine kalupa između ciklusa. Oni moraju izdržati ekstremne temperature i spriječiti pojave poput zalepljivanja. Neki specijalizirani proizvodi, poput onih koji sadrže grafit, koriste se i zbog njihove stabilnosti na visokim temperaturama.
2. Koje su 4 vrste podmazivača?
Četiri glavne vrste industrijskih podmazivača su ulja, masti, prodorni podmazivači i suhi podmazivači. Ulja su tekuća i izvrsna za prijenos topline. Masti su polučvrste i dobro se lijepe uz površine. Prodorni podmazivači imaju vrlo nisku viskoznost kako bi prodirali u uske pukotine. Suhi podmazivači, poput grafita ili PTFE-a, su čvrsta tijela koja smanjuju trenje u visokim temperaturama ili u čistim okruženjima.
3. Što je tip 3 metode podmazivanja?
To se općenito odnosi na jednu od tri uobičajene metode podmazivanja strojeva poput zupčanika. Glavne metode su podmazivanje masti, prskanjem (gdje komponente uranjaju u kupku ulja) i prisilna cirkulacija ulja (gdje pumpa aktivno distribuira ulje do ključnih točaka). Odabir metode ovisi o brzini, opterećenju i konstrukcijskim zahtjevima stroja.
4. Koje su tri ili četiri vrste sustava podmazivanja?
U kontekstu industrijskih strojeva, sustavi podmazivanja odnose se na način isporuke. Oni uključuju ručne sustave (npr. pištolj za mast), centralizirane sustave koji automatski dostavljaju sredstvo za podmazivanje na više točaka iz jednog spremnika, sustave maslinastog ulja koji raspršuju atomizirano sredstvo za podmazivanje i cirkulacijske sustave koji neprestano filtriraju i ponovno koriste ulje. Kod kalupa, sustav je često automatizirani sustav prskanja ili valjka dizajniran za preciznu primjenu.