 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Bitan vodič za komponente i funkcije postolja alata
KRATKO
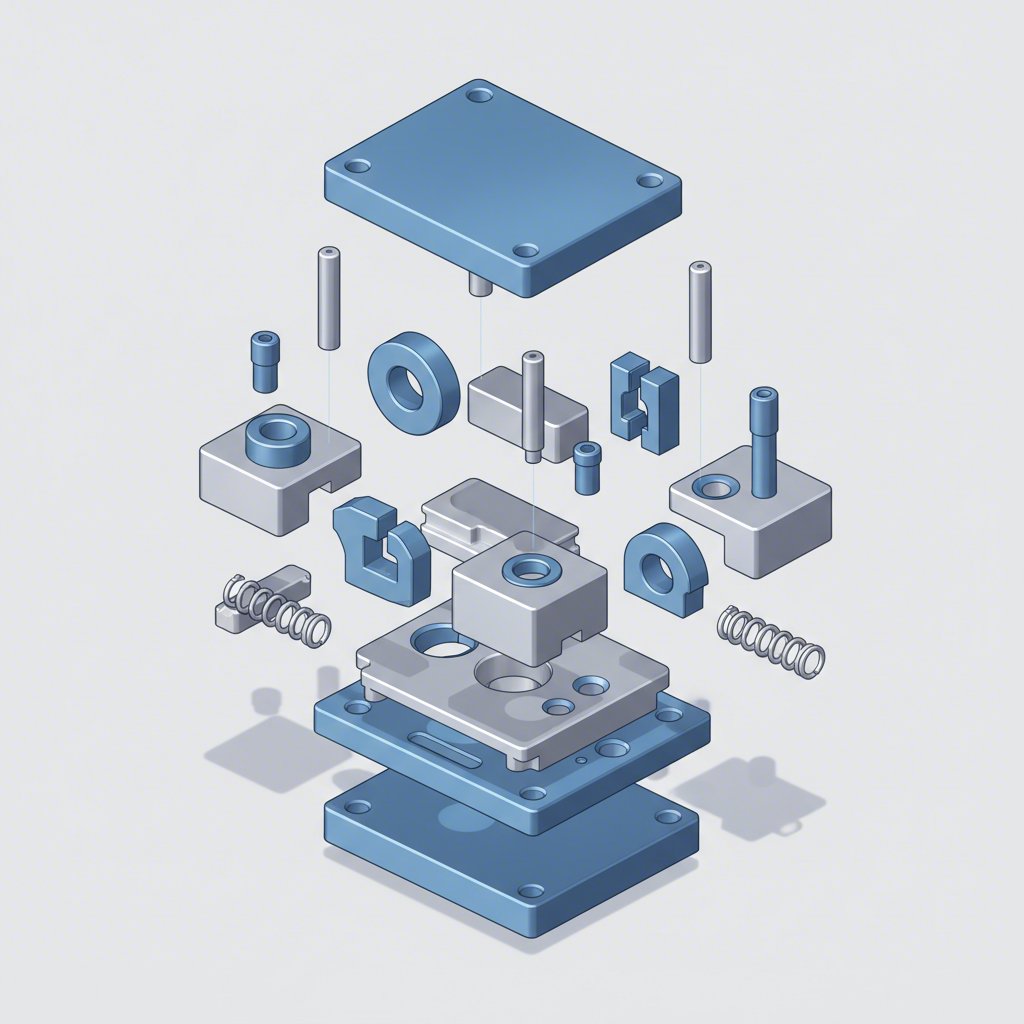
Komplet matrica je precizni proizvodni alat koji reže i oblikuje lim u određeni oblik. Njegove osnovne komponente rade zajedno kako bi osigurale točnost i ponovljivost. Ključni dijelovi uključuju osnovne ploče matrice (ili potplate) koje drže sve elemente, vodilice i osovinice za točno poravnanje te radne elemente poput žiga i blokova matrice koji obavljaju stvarne operacije rezanja i oblikovanja. Dodatne komponente poput opruga i podmetača kontroliraju tok materijala i osiguravaju potrebnu silu.
Temelj: Osnovna anatomija kompleta matrica
U srcu svake operacije utiskivanja nalazi se kalup, koji služi kao čvrsta podloga za sve ostale radne komponente. Glavni elementi ove podloge su ploče kalupa, poznate i kao potplati kalupa. Potpun skup kalupa sastoji se od gornjeg potplata (koji drži sklop probojnika) i donjeg potplata (koji drži blok kalupa), koji se savršeno poravnaju pomoću vodilica. Ove ploče izrađuju se preciznom obradom iz čelika visoke kvalitete ili aluminija tako da budu savršeno ravne i paralelne, što je ključan zahtjev za proizvodnju dosljednih, visokokvalitetnih dijelova. Odabir materijala ovisi o primjeni; dok se čelik često koristi zbog svoje izdržljivosti, aluminij se češće preferira zbog manje težine, brže obrade i izvrsne apsorpcije udara, što ga čini idealnim za kalupe za proboj s visokim opterećenjem.
Dizajn i debljina potplata alata izravno su povezani s količinom sile koju alat mora podnijeti. Na primjer, alat za žigosanje, koji komprimira metal pod ogromnim tlakom, zahtijeva znatno deblje i izdržljivije potplate nego jednostavan alat koji se koristi za lake operacije savijanja. Ova osnovna čvrstoća sprječava progib i osigurava da se sila s prese učinkovito prenese na obradak. Donji potplat alata obično se obrađuje s rupa smještenih na strateškim mjestima. Ovi otvori omogućuju da otpaci i viškovi materijala nastali tijekom probijanja ili izrezivanja prođu kroz njih i budu uklonjeni iz prese, čime se sprječava oštećenje alata i zaustavljanje rada.
Osim toga, sklop kalupa je sučelje između alata i preša. Gornje i donje potplate imaju elemente za pričvršćivanje, poput drški ili rupa za vijke, koji osiguravaju čvrsto učvršćivanje cijelog sklopa kalupa u klip preša i potporne ploče. Ovo čvrsto pričvršćivanje od velike je važnosti za sigurnost i operativnu preciznost. Za složene primjene, posebno u industrijama poput proizvodnje automobila, dizajn sklopa kalupa je od presudne važnosti. Tvrtke poput Shaoyi (Ningbo) Metal Technology Co., Ltd. specijalizirane su za izradu prilagođenih kalupa za usijecanje, gdje su osnovni dijelovi konstruirani tako da zadovolje ekstremne zahtjeve proizvodnje složenih dijelova za automobile s visokom preciznošću i dugim vijekom trajanja.
Preciznost u pokretu: Vodilice, osovnjaci i graničnici
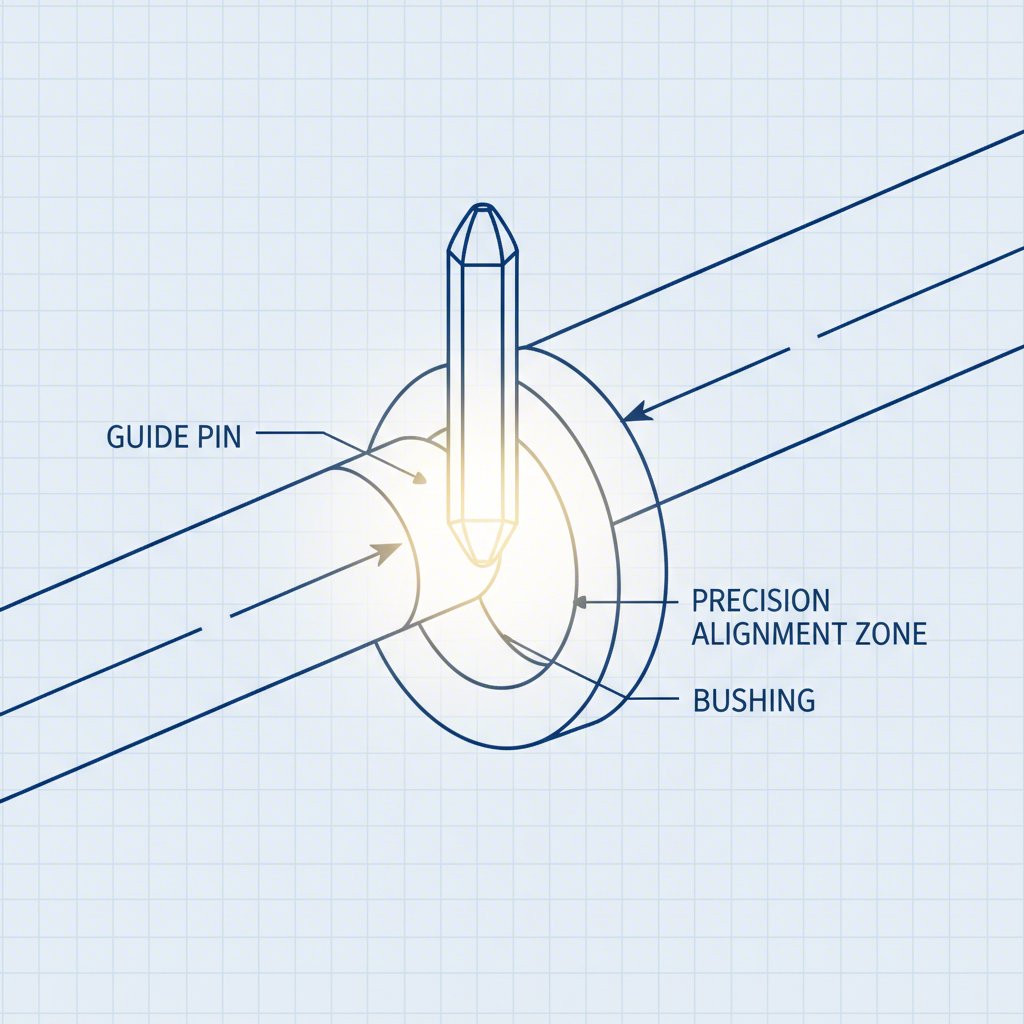
Iako donji dio alata pruža osnovu, izvanrednu točnost kalupa za utiskivanje postiže njegov sustav vođenja. Glavni dijelovi koji su odgovorni za to su vodilice (također nazivane stupovima ili vodičima) i ležajne vodilice. Ovi elementi rade u tandemu kako bi osigurali savršeno poravnanje gornje i donje polovice alata pri svakom hodu prese, često održavajući tolerancije uske do 0,0001 inča. Ovo točno poravnanje ključno je za održavanje ispravnog zazora između reznih tipala i blokova alata, što izravno utječe na kvalitetu dijelova, habanje alata i vijek trajanja alata.
Postoje dva glavna tipa vodilica s priključnim štapovima, od kojih je svaki prilagođen različitim operativnim zahtjevima. Tradicionalni izbor su frikcione čivije, koje su kaljene, precizno brušene čelične čivije koje klize unutar aluminijsko-bakrenih bušona. Ti bušoni su često obloženi grafitnim utikačima za samopodmazivanje kako bi se smanjila trenja i habanje. Alternativa je sustav u stilu kugličnih ležajeva, u kojem čivije klize po nizu kugličnih ležajeva smještenih u kavezu. Ovaj dizajn drastično smanjuje trenje, omogućujući veće brzine prešovanja bez prekomjernog zagrijavanja, te olakšava tehničarima odvajanje polovica alata radi održavanja.
| Značajka | Vodilice s trenjem | Vodilice s kugličnim ležajevima |
|---|---|---|
| Razina trenja | Viša | Vrlo nizak |
| BRZINA RADA | Niža do srednja | Visoko |
| Preciznost | Dobar do visok | Vrlo visoko |
| Trošak | Lower | Viša |
U operacijama u kojima se stvaraju znatne bočne sile — na primjer, kod oblikovanja ili matrica pogonjenih kulisnim mehanizmom — vodilice same po sebi možda neće biti dovoljne za sprečavanje otklona. U tim slučajevima dodaju se potporni blokovi. To su čvrsti, precizno obrađeni čelični blokovi pričvršćeni na obje ploče matrice koji međusobno zahvataju kako bi uprili lateralne sile. Najčešće koriste ploče za habanje izrađene od različitih metala, poput čelika i aluminijskog broncanog spoja, kako bi se spriječilo zalepljivanje i osiguralo glatko funkcioniranje. Ključno je načelo u projektiranju matrica da su vodilice namijenjene poravnavanju ispravno funkcionirajuće matrice, a ne kao kompenzacija za loše održan ili neispravno poravnat pres.
Radni dio: Matrice, blokovi matrice i nosači
Komponente koje obavljaju stvarni posao rezanja i oblikovanja lima su čekić i matrica. Čekić je muška komponenta, obično učvršćena na gornju držačku ploču, koja se gura kroz materijal. Matrica, odnosno kalupna šupljina, je ženska komponenta, pričvršćena na donju ploču, koja definira konačni oblik dijela. Točan odnos i zazor između čekića i matrice određuju kvalitetu reza ili oblikovanja.
Čekići i matrice koriste se za različite operacije, a njihova terminologija odražava njihovu funkciju. Na primjer, kod operacije 'isijecanja' (blanking), isječeni dio lima je traženi dio, poznat kao isječak. Suprotno tome, operacija 'probušivanja' (piercing) je kada čekić stvara otvor u dijelu, a isječeni materijal, koji se naziva cep, odbacuje se kao otpad. Ove radne komponente odgovorne su za brojne procese, uključujući:
- Izrada sirovine: Rezanje vanjskog profila dijela iz limenke.
- Probijanje: Izrada unutarnjih rupa ili elemenata u dijelu.
- Žongliranje: Primjena visokog tlaka za utiskivanje detaljnog otiska u metal.
- Vlačenje: Istezanje i oblikovanje lima u duboke, oblika šalice.
- Savijanje: Oblikovanje materijala duž ravne osi.
Kako bi se olakšalo održavanje i brza zamjena, matrice se često pričvršćuju pomoću držača. Jedan od najčešćih tipova je držač s kugličnim zaključavanjem. Ovaj uređaj koristi kuglični ležaj s oprugom koji se zakvači u prorez oblika suze na dršci matrice. Ovaj sustav omogućuje tehničaru za održavanje kalupa da brzo ukloni istrošenu ili slomljenu matricu i instalira novu, bez potrebe za rastavljanjem cijelog kalupa, znatno smanjujući vrijeme prostoja. Ova modularnost je ključna značajka modernog, učinkovitog dizajna kalupa.
Upravljanje materijalom i primjena sile: Podloge i opruge
Učinkovito upravljanje limom tijekom visokobrzinske operacije utiskivanja jednako je važno kao i same rezanje i oblikovanje. Upravo tu ulogu imaju različiti pločasti prstenovi i opruge unutar alata. Pločasti prsten je ploča opterećena tlakom koja drži, kontrolira ili odvaja metal. Na primjer, odvajajući pločasti prsten je ploča s oprugama koja okružuje noževe za rezanje. Nakon što nož probije materijal, elastičnost metala uzrokuje da se materijal privremeno prihvati za nož; odvajajući pločasti prsten drži materijal prikvačenim kako bi omogućio čisto povlačenje noža.
Kod operacija oblikovanja koriste se i drugi tipovi podloga. Pritisne podloge ključne su kod savijanja s pritiskom, gdje čvrsto drže materijal uz donji dio matrice kako bi osigurale oštar i točan savijen profil. Kod dubokog vučenja, vučne podloge (također nazvane steznim pločama) primjenjuju kontrolirani tlak na periferiju izrezka. Taj tlak od presudne je važnosti za regulaciju protoka materijala u šupljinu matrice. Premali tlak omogućuje nastanak nabora na materijalu, dok prevelik tlak ograničava protok i može uzrokovati pucanje ili lom dijela. Ove podloge obično su pričvršćene pomoću elemenata poput navojnih uložaka ili vijaka s ramenom, koji im omogućuju kretanje gore-dolje uz istodobno primjenjivanje stalne sile.
Silu za ove podloge osiguravaju opruge. Odabir vrste opruge ovisi o zahtjevima aplikacije u pogledu sile, hoda i vijeka trajanja. Tri glavna tipa su:
- Zavojne opruge: Izrađene od čelika za opruge, ove su opruge uobičajene, ekonomične i prikladne za aplikacije koje zahtijevaju umjerenu silu.
- Urethanski opruge: Oni osiguravaju dobar tlak za odstranjivanje i često se koriste u prototipima ili alatima za kratke serije zbog niže cijene.
- Napunjeni cilindri dušikom: To su cilindri napunjeni dušikom koji mogu ostvariti iznimno visoku i konstantnu silu tijekom cijelog hoda prese. Imaju vrlo dug vijek trajanja i predodređeni su za zahtjevne primjene poput dubokog vučenja.
Često postavljana pitanja
1. Što je sastavni dio kalupa?
Dijelovi matrice su pojedinačni dijelovi koji sačinjavaju potpunu montažu kalupa za utiskivanje. Ovi dijelovi rade zajedno kako bi rezali ili oblikovali lim. Ključni primjeri uključuju ploče matrice (osnovu), vođice i osovinice (za poravnavanje), noževe i blokove matrice (rezne/oblikovne elemente), opruge (za silu) te podmetače za skidanje (za kontrolu materijala). Svaki komponenta ima specifičnu funkciju koja je ključna za ukupnu učinkovitost i preciznost matrice.
2. Koje su komponente procesa die castinga?
Iako zvuči slično, ljepljenje pod tlakom je drugačiji proizvodni proces od utiskivanja pločica. Ljepljenje pod tlakom uključuje forsiranje rastaljenog metala pod visokim tlakom u šupljinu kalupa, koja se naziva kalup ili forma. Glavni dijelovi uključuju dvije polovice kalupa (poklopac kalupa i izbacivački kalup), sustav izbacivačkih iglica za potiskivanje očvrslog dijela van te kanale ili uljeve koji usmjeravaju rastaljeni metal u šupljinu. Materijali koji se koriste obično su neželjezni slitine poput aluminija, cinka i magnezija.
3. Što su komponente izrezane kalupom?
Komponente izrezane kalupom su dijelovi proizvedeni postupkom rezanja kalupom, koji se često koristi za mekše materijale poput papira, plastike, tkanine ili pjene, uz tanke metale. 'Kalup' u ovom kontekstu može biti oštar, posebno oblikovan nož (čelični pravilo kalup) koji se pritišće u materijal kako bi se izrezao određeni oblik, slično kao kolačić rezac. Dobiveni proizvodi koriste se u svemu, od ambalaže i brtvila do izolatora za elektroniku i medicinske opreme.