 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Dijelovi izrađeni postupkom pod tlakom: ravnoteža forme, funkcionalnosti i površinskih obrada

KRATKO
Razlika između estetski naspram funkcionalnih die cast dijelova nije binarni izbor, već spektar dizajnerskih prioriteta. Uspjeh ovisi o ravnoteži između vizualne privlačnosti i zahtjeva za performansama poput izdržljivosti i otpornosti na koroziju. Ova se ravnoteža postiže prvenstveno strategijom odabira materijala, poštivanjem načela dizajna za proizvodivost (DFM) te ključnom primjenom specifičnih površinskih obrada prilagođenih namjeni dijela.
Definiranje spektra: estetski naspram funkcionalnih prioriteta
U svijetu proizvodnje, rasprava između forme i funkcije je stalna. Kod die cast dijelova, riječ nije o odabiru jednog naspram drugom, već o kretanju unutar spektra prioriteta. Skoro svaki komponent zahtijeva kombinaciju estetske privlačnosti i funkcionalnih performansi. Ključ je u ranom definiranju primarnog cilja tijekom procesa dizajniranja, jer ta odluka utječe na sve kasnije izbore, od odabira materijala do završne površinske obrade.
Estetska razmatranja usmjerena su na vizualna i taktilna svojstva dijela. Ona su od primarnog značaja za proizvode namijenjene potrošačima, jer izgled i osjećaj direktno utječu na doživljaj vrijednosti. Čimbenici uključuju glatkoću površine, konzistentnost boje, teksturu te odsutnost vidljivih nedostataka poput linija razdvajanja ili udubljenja. Elegantno kućište prijenosnog računala, polirana unutarnja obloga automobila ili dekorativno kućište za visokoklasni uređaj su primjeri gdje je estetika ključni pokretač. Postizanje vrhunskog kozmetičkog izgleda često zahtijeva pažljivo projektiranje kalupa te dodatne završne postupke koji mogu povećati troškove.
Funkcionalni zahtjevi, s druge strane, određeni su radnim okolišem i mehaničkom svrhom dijela. Ove prioritetne karakteristike uključuju strukturnu čvrstoću, otpornost na trošenje, zaštitu od korozije, toplinsku vodljivost i dimenzijsku točnost. Za unutarnji motorički nosač, kućište mjenjača ili komponentu za zrakoplovnu industriju, funkcija je obvezujuća. Dio mora pouzdano funkcionirati pod opterećenjem, promjenama temperature te izloženošću kemikalijama ili vlazi. Završne obrade površina u ovom kontekstu manje imaju veze s izgledom, a više s povećanjem trajnosti i duljine vijeka trajanja, kako je navedeno u vodiču autora Kenwalt Die Casting .
Kompromis između ovih prioriteta često je pitanje inženjerstva i ekonomije. Na primjer, projektiranje dijela s kompleksnim krivuljama radi estetskih razloga može stvoriti izazove za tok rastopljenog metala, potencijalno ugrožavajući unutarnju cjelovitost. Nasuprot tome, optimizacija dijela za maksimalnu čvrstoću može rezultirati manje vizualno privlačnom površinom. Cilj svakog tima proizvoda je jasno definirati krajnju upotrebu i postići najučinkovitiji balans, osiguravajući da konačni dio bude i privlačan i pouzdan, bez prekoračenja ograničenja budžeta.
Ključna uloga površinskih obrada
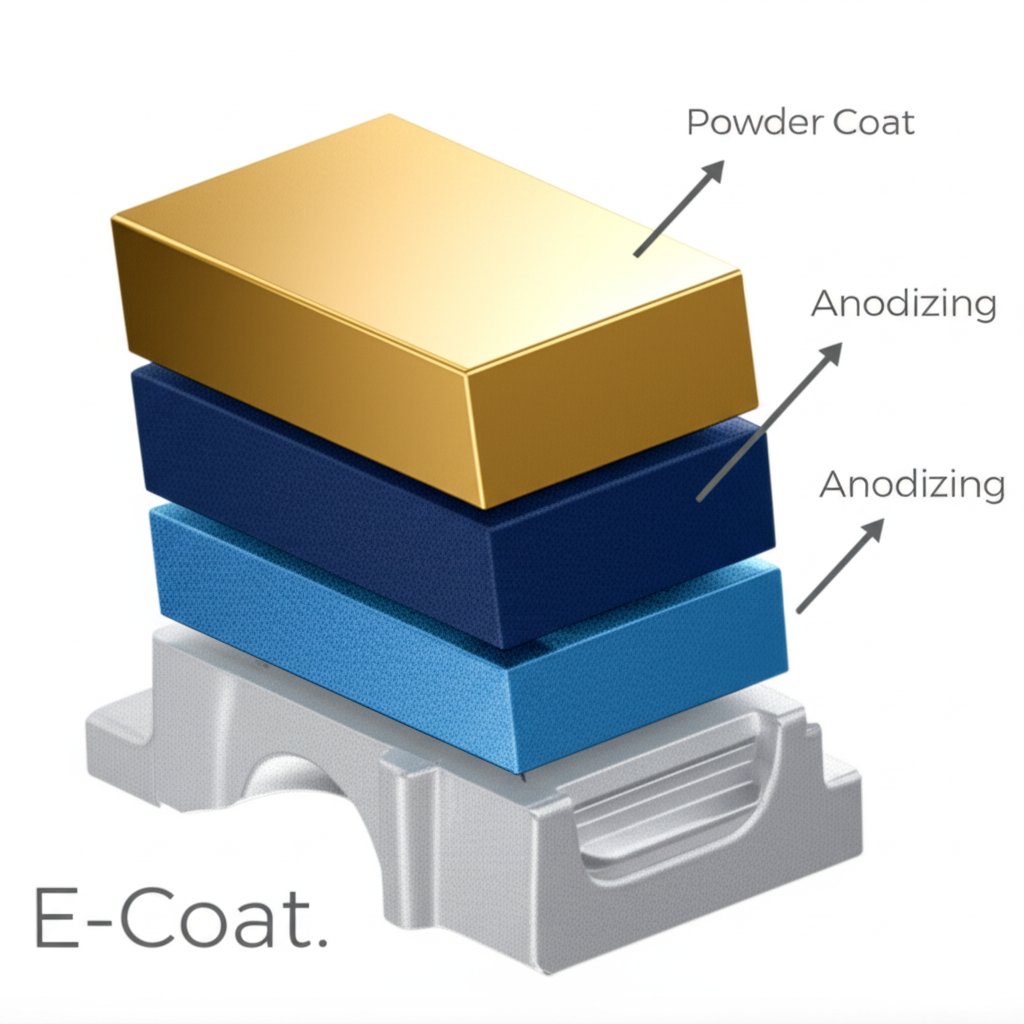
Površinske obrade su najmoćnije alate za poboljšanje estetskih i funkcionalnih svojstava die-cast dijela. Obrada nije samo premaz; to je ključna proizvodna faza koja može transformirati sirovi odljevak u visokoučinkoviti, vizualno privlačan komponent. Kako Zetwerk objašnjava da završna obrada površine ide dalje od izgleda te znatno utječe na učinkovitost. Odabir završne obrade izravno zadovoljava prioritete definirane u fazi dizajna, bez obzira je li cilj ogledalo-sličan sjaj, otpornost na koroziju ili poboljšana električna vodljivost.
Dostupno je nekoliko uobičajenih opcija završne obrade, od kojih svaka nudi jedinstvenu kombinaciju prednosti. S druge vrste je elektrokemijski proces koji stvara tvrdi, otporan na koroziju oksidni sloj na aluminijskim dijelovima, što je savršeno za potrošačku elektroniku kojoj je potrebna izdržljivost i premium osjet. Pulverizacija pruža debeli, izdržljivi i dekorativni premaz u širokom rasponu boja, što ga čini idealnim za auto dijelove i opremu za vanjsku uporabu. Za najveće estetske zahtjeve, poliranje stvara glatku, reflektirajuću površinu, dok elektrolit dodaje tanki sloj drugog metala (poput kroma ili nikla) radi ljepote, otpornosti na habanje i vodljivosti.
Za industrijske ili funkcionalnije potrebe, tretmani poput kromatni konverzijski premaz nudele izvrsnu otpornost na koroziju uz niske troškove, zbog čega su pogodni za zrakoplovnu i elektroničku industriju gdje je važnija radna svojstva od izgleda. Slično tome, pijeskarenje ili čelično hlađenje je ekonomičan način čišćenja dijela i stvaranja jednolične mat teksture, što također predstavlja odličnu pripremnu fazu za farbanje ili premazivanje.
Odabir pravog završnog obrade zahtijeva pažljivu analizu primjene dijela, okoline i budžeta. Kompletni vodič za usporedbu troškova može biti neocjenjiv za donošenje obrazložene odluke. Kako bi se olakšao ovaj izbor, u tablici u nastavku uspoređuju se uobičajeni završeci na temelju njihovih glavnih prednosti i tipičnih primjena.
| Vrsta završetka | Primarna prednost | Otpornost na koroziju | Relativna cijena | Zajednička primjena |
|---|---|---|---|---|
| S druge vrste | Estetski i funkcionalni | Visoko | Srednji | Potrošačka elektronika, medicinski uređaji, arhitektonski dodaci |
| Pulverizacija | Funkcionalno i estetsko | Vrlo visoko | Srednji | Automobilske komponente, namještaj za vanjske prostore, industrijski kućišta |
| Poliranje | Estetski | Niska (osim ako nije premazana) | Visoko | Premium dekorativni dijelovi, luksuzna oprema, reflektori |
| Galvanska obrada (npr. kromiranje) | Estetski i funkcionalni | Vrlo visoko | Visoko | Automobilske ukrašene ploče, armatura za vodovod, električni spojevi |
| Kromatna konverzija | Funkcionalno | Srednji | Niska | Dijelovi za zrakoplovnu industriju, elektronika, podloga za boju |
| Obrada šljunkom | Funkcionalno (priprema) | Nijedno | Niska | Pretobrada za premazivanje, industrijski komponenti |
Osnovna načela dizajna za optimizirane dijelove
Dugo prije nanošenja završne obrade površine, osnovni dizajn die-cast dijela određuje njegov konačni uspjeh. Poštivanje načela Dizajna za proizvodnost (DFM) ključno je za izradu komponenti koje su funkcionalno ispravne i estetski ugodne. Ova načela osiguravaju da se dio može učinkovito proizvesti, s minimalnim nedostacima i nižim troškovima. Kao što je detaljno opisano u sveobuhvatnom vodiču za dizajn , ključne varijable poput debljine stjenke, zaobljenja i nagiba kutova imaju presudnu važnost.
Jedan od najvažnijih principa je održavanje jednokratna debljina zida . Nagle promjene debljine mogu uzrokovati neravnomjerno hlađenje rastopljenog metala, što dovodi do grešaka poput poroznosti (unutarnjih šupljina) i udubljenja (površinskih ulegnuća). Ovo ne samo oslabljuje dio (funkcionalna kvar) već i pogoršava njegov izgled (estetski kvar). Održavanjem konzistentne debljine zidova, dizajneri osiguravaju glatko strujanje metala i strukturnu cjelovitost.
Zaobljenja i polumjeri —zaokruživanje oštrih unutarnjih i vanjskih kutova—su još jedan ključni element. Oštri unutarnji kutovi stvaraju koncentracije napona, zbog čega je dio sklon pucanju pod opterećenjem. Dodavanjem dovoljno velikog zaobljenja, napon se ravnomjernije raspodjeljuje, znatno poboljšavajući čvrstoću i vijek trajanja dijela pri cikličnim opterećenjima. S estetskog stajališta, zaobljeni rubovi daju glađi, završeniji izgled. Na sličan način, nagibni kutovi (blagi nagib na okomitim zidovima) potrebni su za izbacivanje dijela iz kalupa bez oštećenja, čime se očuvava pažljivo dizajnirana površinska obrada.
Odabir materijala također igra ključnu ulogu. Legure aluminija popularne su zbog izvrsnog omjera lagane težine i čvrstoće, što ih čini idealnim za mnoge automobilske i elektroničke primjene. Legure cinka nude visoku tekućinost, što omogućuje složene detalje i vrlo tanke zidove, što je odlično za male, složene komponente. Za primjene koje zahtijevaju izuzetnu čvrstoću i izdržljivost, posebno u automobilskoj industriji, razmatraju se alternativni procesi. Na primjer, neke komponente pod velikim opterećenjem imaju koristi od vrućeg kovanja. Tvrtke poput Shaoyi (Ningbo) Metal Technology specijalizirane su za precizijski izrađene automobilske dijelove izradom kovanja i nude robusna rješenja gdje je mehanička izvedba apsolutni prioritet.
Kako bi osigurali uspješan dizajn, inženjeri bi trebali pregledati popis ovih osnovnih načela prije konačnog oblikovanja modela:
- Debljina zida: Je li što više moguće jednoličan? Jesu li prijelazi postupni?
- Kutovi izvlačenja: Postoji li dovoljno izmaka (obično 1-3 stupnja) na svim površinama paralelnima s otvaranjem kalupa?
- Zaobljenja i polumjeri: Je li svaki oštar unutarnji i vanjski kut dovoljno zaobljen?
- Ravnina razdvajanja: Je li ravnina razdvajanja smještena u nekritičnom ili manje vidljivom području kako bi se smanjio njezin estetski utjecaj?
- Rebra i ispupčenja: Koriste li se rebra za povećanje čvrstoće tankih stijenki umjesto povećanja ukupne debljine? Jesu li pravilno razmjerni (npr. 50-60% debljine stijenke)?
Postignite pravi balans za vaš projekt
Konačno, izrada uspješnog die-cast komponenta je vježba strategskog kompromisa i inteligentnog dizajna. Riječ nije o odabiru između estetike i funkcionalnosti, već o definiranju idealne kombinacije oboje za specifičnu primjenu. Dizajneri, tako da unaprijed definišu prioritetne zahtjeve, mogu donositi informirane odluke koje će voditi cijelim proizvodnim procesom. Potrošački proizvod može biti usmjeren prema besprijekornom kvalitetu površine, dok će industrijski dio staviti na prvo mjesto čvrstoću materijala i otpornost na koroziju.
Put od ideje do gotovog dijela ovisi o sveobuhvatnom pristupu. Počinje temeljnim načelima dizajna koji sprječavaju nedostatke i osiguravaju izvodivost proizvodnje. Nastavlja se pažljivim odabirom materijala u skladu s ciljevima performansi i troškova. Konačno, culminira odabirom površinske obrade koja poboljšava inherentna svojstva dijela, osiguravajući potrebnu izdržljivost, zaštitu i vizualni izgled. Upravo vladanjem međudjelovanjem ovih elemenata proizvođači mogu proizvesti pod lijevanjem izrađene dijelove koji nisu samo pogodni za svrhu, već i izuzetne kvalitete.
Često postavljana pitanja
1. Koji je najprikladniji materijal za pod lijevanjem?
Aluminijske legure među su najpopularnijim materijalima za razlijevanje pod tlakom jer pružaju odličnu ravnotežu između čvrstoće, lagane težine i otpornosti na koroziju. Zbog toga su izvrsan izbor za širok spektar primjena, od automobilske opreme do potrošačke elektronike. Cinkove legure također su česte, a cijene se zbog sposobnosti da oblikuju složene, detaljne dijelove s visokom preciznošću.
2. U čemu je razlika između razlijevanja pod tlakom i klasičnog ljevanja?
Glavna razlika je u procesu i korištenim materijalima. Razlijevanje pod tlakom koristi visoki tlak kako bi rastopljeni metal ubrizgao u ponovno upotrebljivi kalup od čelika (kalup), što ga čini idealnim za proizvodnju velikih serija nemetalnih metala poput aluminija i cinka. Ostale metode ljevanja, poput ljevanja u pijesku ili preciznog ljevanja, koriste jednokratne kalupe i često su prikladnije za manje serije ili za ljevanje feromagnetskih metala poput željeza i čelika.
3. Koje su nedostatke visokotlačnog razlijevanja (HPDC)?
Značajna mana HPDC-a je mogućnost stvaranja poroznosti. Budući da se rastaljeni metal ubrizgava vrlo brzo, zrak može biti zarobljen, stvarajući sićušne šupljine unutar dijela. Ova poroznost može oslabiti mehanička svojstva komponente i ugroziti njezinu strukturnu cjelovitost. Također, visoki početni trošak alata (čelični kalup) čini ovaj postupak manje ekonomičnim za male serije proizvodnje.
4. Je li ljevanje pod tlakom aditivna proizvodnja?
Ne, ljevanje pod tlakom je formirajući proizvodni postupak, a ne aditivni. Aditivna proizvodnja, poput 3D tiskanja, gradi objekt sloj po sloj od ničega. Suprotno tome, ljevanje pod tlakom oblikuje dio tako da se rastaljeni materijal ubrizgava u već postojeći kalup ili matricu kako bi dobio konačni oblik.