 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Options de traitement de surface pour les profilés d'aluminium automobiles : Meilleure solution
Introduction aux choix de finition pour les profilés automobiles
Lorsque vous achetez ou concevez des profilés en aluminium automobiles, le choix de la finition va bien au-delà d'une simple décision esthétique. Il s'agit d'un facteur critique déterminant les performances de votre pièce, sa durée de vie, ainsi que son intégration dans les lignes d'assemblage modernes des véhicules. Cela semble complexe ? C'est le cas, surtout lorsque vous devez concilier durabilité, apparence et efficacité manufacturière pour 2025 et au-delà.
- Résistance à la corrosion pour environnements difficiles et longue durée de vie
- Protection contre l'usure et l'abrasion pour les pièces mobiles ou exposées
- Classes d'apparence pour répondre aux besoins en garnitures visibles et en marquage
- Compatibilité avec les méthodes d'assemblage – soudage, collage ou fixation mécanique
- Conformité environnementale aux réglementations évolutives
- Impact sur le coût par véhicule et productivité pour une fabrication en grand volume
Pourquoi la qualité de finition est importante pour les profilés en aluminium automobile
Imaginez un longeron de toit, un boîtier de batterie ou un élément de garniture intérieure — chacun fait face à un ensemble spécifique de défis environnementaux et mécaniques. La bonne finition de surface en aluminium peut faire toute la différence entre une pièce qui reste élégante et résiste à la corrosion pendant des années, et une pièce qui tombe en panne prématurément à cause de piqûres, d'écaillage ou de décoloration. Pour les ingénieurs automobiles, cela signifie que les finitions ne sont pas qu'une question d'esthétique — elles concernent aussi la garantie d'une performance fiable et la réduction des risques liés à la garantie.
Ce qu'on entend par traitement de surface et les domaines dans lesquels chaque type excelle
Dans le domaine des profilés en aluminium, le traitement de surface désigne tout procédé modifiant la surface dans le but d'atteindre des objectifs fonctionnels ou esthétiques spécifiques. Ces traitements comprennent notamment :
- Prétraitements : Nettoyage, désoxydation et application de couches de conversion pour préparer la surface à une finition ultérieure
- Anodisation : Épaississement électrochimique des couches d'oxyde pour une résistance accrue à la corrosion et à l'usure, disponible en variantes décoratives ou dures (Type III)
- Systèmes de peinture par poudre et de cataphorèse : Revêtements organiques appliqués pour la couleur, la résistance chimique et une couverture uniforme
- Finition brute de laminage plus procédés de peinture : Utilisation de la surface telle que filée comme base pour l'apprêt et la peinture, équilibrant coût et flexibilité
Chacune de ces finitions de surface en aluminium apporte des avantages spécifiques ainsi que des compromis. Par exemple, l'anodisation offre une excellente protection contre la corrosion et une gamme de couleurs, tandis que la peinture par poudre fournit une couche durable et vive avec de nombreuses options de couleur et de texture. Les finitions mécaniques et chimiques telles que le sablage ou le brillantage peuvent encore améliorer l'apparence ou préparer la surface pour des revêtements ultérieurs. Le choix dépend des besoins spécifiques de votre application — qu'il s'agisse d'une résistance aux UV pour des profilés extérieurs, ou d'une finition économique pour des pièces structurelles cachées.
Comment utiliser cette liste hiérarchisée pour spécifier et trouver des fournisseurs
Ce guide est conçu pour vous aider à comparer et sélectionner en toute confiance les options de traitement de surface pour les profilés d'aluminium automobiles. Dans les sections suivantes, vous remarquerez que chaque finition est évaluée à l'aide de :
- Des titres H3 clairs pour une lecture rapide
- Les avantages et inconvénients sous forme de liste à puces
- Des cas d'utilisation concrets et des conseils de spécification
Nous ferons également référence aux normes clés (telles que ASTM, SAE, ISO et MIL-A-8625) lorsque cela sera pertinent, afin que vous puissiez aligner vos exigences sur les meilleures pratiques du secteur.
Associer le bon alliage, le bon état métallurgique (temper) et la géométrie de la pièce à la finition appropriée de l'aluminium est essentiel. Une mauvaise combinaison peut entraîner des problèmes tels que la corrosion filiforme, l'amincissement des bords ou une mauvaise adhérence, provoquant des défaillances coûteuses à long terme.
Prêt à vous plonger dans le sujet ? Les sections suivantes détaillent chaque type de finition, vous aidant à aligner vos objectifs en matière de performance, d'apparence et de coût sur la solution adaptée à votre prochain projet automobile.
Méthodologie et critères d'évaluation pour le classement des traitements de surface
Lorsque vous êtes confronté à une douzaine de façons de finir les profilés d'aluminium destinés à l'automobile, comment savoir quel procédé donnera les meilleurs résultats ? La réponse réside dans un cadre d'évaluation clair et traçable. Cette section explique les critères, étapes et points de contrôle permettant aux ingénieurs, acheteurs et responsables qualité de prendre des décisions éclairées concernant le traitement de surface de l'aluminium, garantissant ainsi les performances et la conformité requises dans des programmes automobiles exigeants.
Critères d'évaluation conformes aux normes automobiles
Imaginez que vous spécifiez un traitement de surface, pour découvrir après l'assemblage qu'il ne satisfait pas les exigences du constructeur en matière de corrosion ou d'adhérence. Pour éviter cela, chaque finition est évaluée conformément aux normes du secteur et aux réalités concrètes de fabrication. Les principaux critères incluent :
- Résistance à la corrosion : Résistance dans les tests de brouillard salin et de corrosion cyclique (protocoles ASTM, ISO, SAE)
- Adhérence et durabilité : Vérifiées par des tests de quadrillage, d'adhésif et de choc
- Apparence : Uniformité du brillant, de la couleur et de la texture, mesurée par des méthodes de colorimétrie et des normes visuelles
- Compatibilité peinture-cuisson : Capacité à résister aux cycles de cuisson en aval sans perte d'intégrité
- Conformité environnementale : Utilisation de revêtements de conversion sans chrome et de finitions sans COV lorsque cela est possible
- Productivité manufacturière : Temps de cycle, taux de retouche et aptitude à l'automatisation
- Coût et continuité d'approvisionnement : Impact sur le coût par véhicule et capacité à soutenir des plannings automobiles à haut volume
Ces critères garantissent que chaque méthode de finition des surfaces en aluminium est non seulement techniquement valable, mais également adaptée aux lignes de production automobiles.
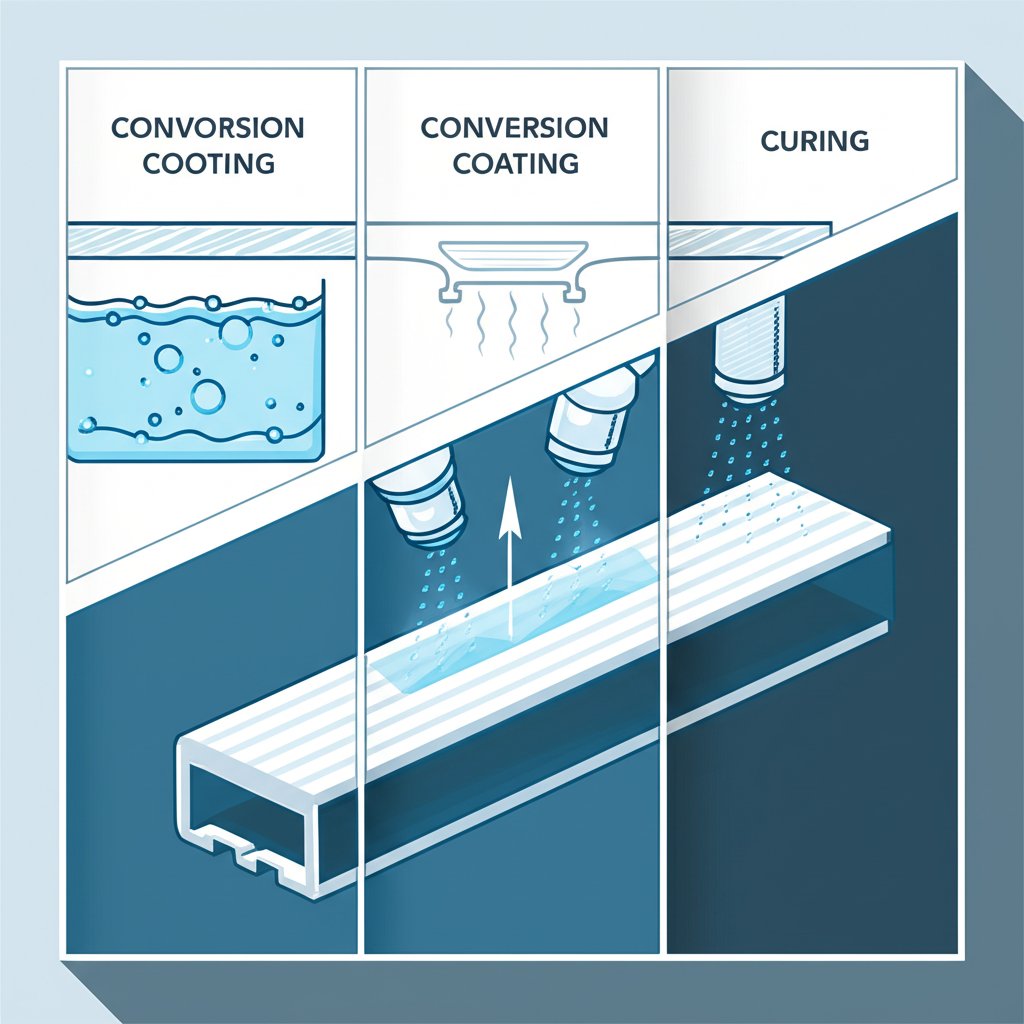
Flux du processus : Prétraitement à la finition finale
L'obtention d'une pièce en aluminium de haute qualité suit un processus rigoureux. Voici une séquence typique, incluant des points de contrôle pour identifier les modes de défaillance possibles :
-
Nettoyage et Désoxydation
- Modes de défaillance : Les huiles ou oxydes résiduels provoquent une perte d'adhérence ; un nettoyage irrégulier entraîne des finitions tachetées
-
Revêtement de conversion (de préférence sans chrome)
- Modes de défaillance : Une application inadéquate entraîne une résistance à la corrosion insuffisante ; un rinçage incorrect provoque des cloquages
-
Finition choisie (Anodisation, Peinture en poudre, Électrodéposition, Peinture liquide)
- Modes de défaillance : Effet Faraday sur les profilés complexes ; épaisseur irrégulière du film ; décalage de couleur sur les zones visibles
-
Cuisson/Scellement
- Modes de défaillance : Scellement insuffisant lors de l'anodisation ; surcuisson ou sous-cuisson des revêtements organiques ; perte de brillance ou d'adhérence
-
Inspection
- Modes de défaillance : Amincissement de bord manqué, défauts de surface non détectés ou mauvaise couverture dans les recoins
Chaque étape est validée à l'aide de méthodes d'essai référencées dans les normes ASTM et ISO relatives à l'adhérence, l'épaisseur du revêtement et la corrosion cyclique. Pour l'anodisation, la référence courante est MIL-A-8625, tandis que la compatibilité du cycle de peinture et du montage est vérifiée conformément aux protocoles des constructeurs ( source ).
Points d'inspection et d'acceptation
L'assurance qualité ne se termine pas à la chaîne de production. L'inspection visuelle, la mesure de la rugosité de surface et les contrôles non destructifs (CND) permettent de confirmer que la pièce en aluminium finie répond aux spécifications. Les points de contrôle typiques incluent :
- Inspection visuelle des fissures, des piqûres ou des décolorations
- Mesure de l'épaisseur du revêtement (méthodes par profilomètre ou ultrasonores)
- Essais d'adhérence (quadrillage, arrachement au ruban)
- Contrôles de rugosité de surface pour les surfaces d'assemblage critiques
- Évaluation de la couleur et du brillant, en particulier pour les pièces de classe esthétique
Ces étapes sont essentielles pour garantir que les revêtements appliqués sur les profilés d'aluminium assurent à la fois performance et esthétique.
Modèles de formulation technique pour simplifier l'approvisionnement
Le fini doit respecter la [norme applicable] et passer les tests d'adhérence et de corrosion cyclique conformément au protocole du constructeur. Le revêtement de conversion ne doit pas contenir de chrome, sauf indication contraire. Masquer les dimensions critiques et les éléments filetés. Inclure un plan de cartographie de l'épaisseur du revêtement.
L'utilisation d'un langage clair basé sur des normes dans vos documents d'approvisionnement permet aux fournisseurs de fournir à chaque fois le bon traitement de surface en aluminium.
Considérations liées à la conception pour la fabricabilité et l'assemblage (DFM/DFA)
Avant de finaliser vos plans, prenez en compte ces conseils pratiques afin d'éviter des surprises ultérieures :
- Identifier les zones nécessitant un masquage ou un bouchonnage (filetages, alésages, contacts électriques)
- Prévoir des rayons d'arêtes pour éviter les bords fins ou tranchants qui pourraient ne pas être recouverts de manière uniforme
- Assurer un bon drainage et une bonne ventilation des profilés creux afin d'éviter la rétention de fluides ou une couverture incomplète
- Prendre en compte les variations dimensionnelles dues à l'épaisseur du film — essentiel pour les assemblages à tolérances serrées
En suivant ces recommandations, vous pouvez définir et finaliser des profilés en aluminium qui répondent à la fois aux objectifs techniques et de production. Ensuite, nous verrons comment ces critères se traduisent dans des solutions de finition réelles, en commençant par un aperçu des offres intégrées de traitement de surface.
Solutions de traitement de surface Shaoyi pour les profilés automobiles
Lorsque vous recherchez des pièces d'extrusion en aluminium dans le cadre des programmes automobiles, le besoin d'un partenaire fiable et intégré pour la finition devient évident. Imaginez disposer de tous les principaux procédés de finition — anodisation (décorative et dure), peinture en poudre, cataphorèse et systèmes de peinture avancés — au même endroit, avec une assurance qualité solide et une traçabilité complète. C'est exactement ce que propose Shaoyi, une entreprise leader en finition de l'aluminium, pour les profilés en aluminium automobiles.
Ce que propose Shaoyi pour les profilés automobiles
Shaoyi se démarque en proposant une gamme complète d'options de traitement de surface pour les profilés d'aluminium automobiles. Ses capacités incluent :
- Anodisation : Finitions décoratives pour baguettes visibles ou anodisation dure pour les zones à fort usure
- Revêtement en poudre : Large gamme de couleurs et de textures, idéale pour les composants extérieurs ou situés sous le capot
- Électrodéposition (E-Coat) : Couverture d'apprêt ultra-uniforme, en particulier dans les profils complexes ou fermés
- Systèmes de peinture : Procédés de peinture et d'apprêt liquides, y compris finition brute d'usine plus peinture pour les applications sensibles au coût
- Prétraitement et Masquage : Nettoyage précis, couches de conversion (y compris sans chromate) et masquage/bouchonnage sur mesure pour filetages, alésages et éléments critiques
Tous les processus sont appuyés par une documentation et une correspondance avec les normes ASTM, SAE, ISO et MIL-A-8625, garantissant une conformité parfaite aux spécifications des acheteurs et aux exigences mondiales des constructeurs automobiles source ).
Où il excelle et quand il faut le choisir
Pourquoi faire confiance à un seul fournisseur de finitions en aluminium pour tous vos besoins d'extrusion ? Voici les points forts de l'approche de Shaoyi :
- Flux de processus intégré : Chaque étape, du prétraitement à l'inspection finale, est gérée au sein d'un même site, réduisant ainsi les délais de livraison et minimisant les erreurs liées aux transmissions
- Gestion de la qualité automobile : Support APQP/PPAP, maîtrise avancée des processus et certification IATF 16949
- Cartographie de l'épaisseur du revêtement : Documentation détaillée pour géométries complexes et surfaces critiques
- Conseils sur les alliages et les états mécaniques : Conseils d'experts pour garantir la compatibilité avec les cycles de cuisson de la peinture ou l'assemblage en aval
- Continuité de la fourniture : Expérience éprouvée dans la prise en charge de plannings de production OEM à haut volume
Si vous pilotez un programme où l'esthétique, la résistance à la corrosion et la productivité sont déterminantes, le modèle tout-en-un de Shaoyi simplifie votre processus et réduit les risques.
Avantages et inconvénients
Avantages
- Solution clé en main pour tous les principaux traitements de surface et revêtements en aluminium
- Contrôle qualité intégré et conformité aux normes (ASTM, SAE, ISO, MIL-A-8625)
- Expertise à la fois dans les finitions décoratives et fonctionnelles pour les pièces en aluminium revêtu
- Réduction des transferts entre fournisseurs, limitant ainsi les risques de défaillances de communication
- Accompagnement pour des exigences complexes de masquage/bouchonnage et multi-procédés
Inconvénients
- Des quantités minimales de commande (QMO) peuvent être requises pour certains finis
- Les plannings de production peuvent être synchronisés sur les fenêtres de lots automobiles, limitant la flexibilité pour les très petites séries
Cas d'utilisation et alliages compatibles
- Moulures extérieures nécessitant des classes d'apparence : Utiliser l'anodisation décorative ou la peinture en poudre pour une couleur et un brillant uniformes sur les surfaces visibles
- Pièces structurelles nécessitant une compatibilité avec la cuisson de la peinture : Sélectionner l'alliage/le tempérament et le système de revêtement appropriés pour résister aux processus d'assemblage en aval
- Composants d'enceinte de batterie nécessitant un revêtement électrophorétique sous couche de finition : Assurer une résistance solide à la corrosion même dans des géométries complexes et fermées
Contrôle qualité et soutien technique
Les solutions de traitement de surface de Shaoyi reposent sur un contrôle qualité rigoureux. Chaque lot d'aluminium revêtu ou d'extrusion finie fait l'objet d'inspections portant sur :
- L'épaisseur et l'uniformité du revêtement (au moyen de méthodes non destructives)
- Résistance à l'adhérence et à la corrosion (selon les normes ASTM/ISO/MIL applicables)
- Apparence et brillance des finitions décoratives
- Masquage et protection appropriés des éléments critiques
L'appui technique comprend des plans de cartographie détaillés, une documentation traçable et des recommandations pour choisir la finition adaptée à votre alliage et à la géométrie de la pièce.
Vos profilés bénéficient d'une finition et d'une traçabilité qualité unifiées, couvrant plusieurs technologies de revêtement, vous aidant ainsi à éviter les difficultés liées à la coordination entre plusieurs fournisseurs et garantissant que chaque pièce répond aux normes automobiles.
En choisissant une entreprise reconnue pour ses finitions en aluminium, comme Shaoyi, vous trouvez un partenaire capable de fournir à la fois de l'aluminium revêtu et des ensembles complets finis, le tout sous un même système intégré de qualité. Ensuite, nous verrons comment les différents types de finitions — en commençant par l'anodisation de type II — s'intègrent au secteur automobile.
Anodisation de type II
Aperçu de l'anodisation de type II et options d'apparence
Lorsque vous imaginez l'aspect lisse et uniforme des garnitures automobiles haut de gamme, il est probable que vous contempliez le résultat du type II d'anodisation. Mais qu'est-ce qui rend ce procédé si efficace en termes de performance et d'esthétique ? L'anodisation de type II, souvent appelée anodisation à l'acide sulfurique, crée une couche d'oxyde contrôlée sur l'aluminium, améliorant à la fois la protection contre la corrosion et l'apparence visuelle.
Ce fini est particulièrement apprécié pour sa capacité à offrir diverses apparences. Vous remarquerez notamment les options suivantes :
- Aluminium anodisé satiné : Un éclat subtil et peu brillant qui résiste aux empreintes digitales et s'harmonise bien avec d'autres matériaux
- Finition mate en aluminium : Obtenue par sablage ou gravure avant l'anodisation, offrant un aspect doux et non réfléchissant
- Finition brossée en aluminium : Créée à l'aide d'un brossage mécanique avant l'anodisation, pour un effet linéaire et texturé
- Teinture colorée : La couche d'oxyde absorbe facilement les teintures, permettant une large gamme de couleurs — du gris naturel au noir profond, bronze ou teintes personnalisées
Un avantage clé de l'anodisation de type II est sa capacité à produire un fini satiné sur l'aluminium uniforme qui ne s'écaille, ne s'écaillera ni ne s'estompera avec le temps. Le fini est intégré à la surface et non une couche séparée, il préserve donc son intégrité même avec une manipulation régulière.
Automotive Performance Fit
Pourquoi l'anodisation de type II est-elle un choix populaire pour les profilés en aluminium automobiles ? Tout repose sur l'équilibre entre durabilité, apparence et fiabilité du procédé. La couche d'oxyde formée durant l'anodisation agit comme une barrière robuste contre la corrosion, ce qui la rend idéale pour les garnitures extérieures et intérieures, les barres de toit et les détails décoratifs exposés à des environnements variés.
En outre, la finition satinée en aluminium est hautement compatible avec l'assemblage en aval et les processus secondaires. La surface anodisée peut rester telle quelle pour un look métallique premium, ou être recouverte de peintures, d'encre ou de marquages laser lorsque la reconnaissance de la marque ou l'identification des pièces est nécessaire. Le scellement de la couche anodisée est une pratique standard, permettant de fixer la couleur et d'augmenter la résistance aux taches ou à l'attaque environnementale. Cela rend l'anodisation de type II idéale pour les pièces devant allier esthétique et durabilité — sans risque de poudrage, de décoloration ou de ternissage.
Avantages et inconvénients
Avantages
- Excellente résistance à la corrosion dans la plupart des environnements automobiles
- Apparence uniforme et reproductible — particulièrement importante pour les éléments visibles comme les garnitures
- Large gamme de finitions : satinée, mate et brossée, avec ou sans couleur
- Surface intégrée, non écaillable — aucun risque d'écaillage comme avec la peinture
- Écologique ; sans COV et nécessitant peu d'entretien
- Possibilité de retoucher les légères rayures à l'aide de kits de réparation
Inconvénients
- Résistance à l'usure moindre par rapport à l'anodisation dure (Type III) pour les pièces soumises à un frottement intense
- Nécessite un contrôle précis du processus pour maintenir la couleur et le brillant d'un lot à l'autre
- Les effets thermiques pendant le montage (par exemple, le soudage) peuvent décolorer le fini
- Non adapté à l'abrasion intensive ou aux surfaces portantes
Cas d'utilisation et points de contrôle qualité
- Moulures extérieures : Poignées de portes, entourages de fenêtres et baguettes de calandre où un fini en aluminium satiné est souhaité
- Pièces décoratives intérieures : Inserts de tableau de bord, bagues de commandes et garnitures de sièges, bénéficiant du toucher agréable et de la cohérence visuelle d'un fini aluminium satiné
- Caches rails de toit : Lorsque l'appariement des couleurs et la stabilité UV sont critiques pour l'apparence à long terme
L'assurance qualité pour l'anodisation de type II implique généralement :
- Contrôles de qualité des scellés pour garantir une résistance maximale à la corrosion
- Échantillonnage par classe d'apparence pour l'uniformité de la couleur et du brillant
- Tests d'adhérence si des peintures ou encres secondaires sont appliquées
- Référence aux normes MIL-A-8625 Type II et aux normes spécifiques des constructeurs automobiles pour la validation
Conseil : Précisez toujours le prétraitement de surface souhaité — tel que brossage, polissage ou sablage — avant l'anodisation. Cela garantit une finition satinée d'aluminium anodisé ou d'aluminium satiné uniforme sur toutes les pièces de votre programme.
Grâce à un bon équilibre entre durabilité, flexibilité et esthétique raffinée, l'anodisation de type II continue de fixer la référence pour les profilés d'aluminium visibles et décoratifs dans l'automobile. Ensuite, nous verrons comment l'anodisation dure de type III relève le niveau en matière de résistance à l'usure et à l'abrasion dans des applications plus exigeantes.
Anodisation dure de type III
Fondamentaux de l'anodisation dure pour la durabilité
Lorsque vous avez besoin d'un fini résistant à l'usure et à la chaleur les plus extrêmes, l'anodisation dure — également appelée anodisation de type III — établit la référence. Contrairement à l'anodisation décorative, l'anodisation dure forme une couche beaucoup plus épaisse et dense d'oxyde d'aluminium, obtenue en réalisant le processus d'anodisation à des températures plus basses et avec des densités de courant plus élevées. Cela donne un revêtement protecteur en aluminium robuste, idéal pour les interfaces glissantes, les outillages soumis à une usure importante, ainsi que pour les composants exposés au frottement ou à l'abrasion. référence ).
Les revêtements d'anodisation dure ont généralement une épaisseur comprise entre 0,0005 et 0,0030 pouce, la moitié environ de cette épaisseur pénétrant dans le substrat et l'autre moitié s'accumulant à la surface. L'oxyde plus dense offre une excellente résistance à l'abrasion et une bonne résistance à la chaleur modérée, ce qui en fait un choix privilégié pour les pièces mobiles et les mécanismes. Toutefois, il convient de noter que les couches d'anodisation dure présentent une couleur plus foncée — souvent gris foncé, bronze ou noir — selon l'alliage et l'épaisseur, et sont moins décoratives que les finitions de type II. Si une couleur est requise, le noir est l'option la plus fiable en raison des propriétés du film d'oxyde.
Conception et adaptation automobiles
Comment l'anodisation dure s'intègre-t-elle à l'ingénierie des surfaces en aluminium automobile ? Vous la remarquerez partout où la durabilité et le faible frottement sont essentiels : pensez aux glissières de sièges, aux rails de toit ouvrant, aux bras de charnière ou aux rails de guidage. La microstructure colonnaire fine de la couche anodisée peut être polie pour obtenir un fini mat plus lisse sur l'aluminium, réduisant ainsi le frottement et prolongeant la durée de vie en service des applications de glissement ( référence ).
Cependant, ce type de revêtement en oxyde d'aluminium présente tout de même quelques contraintes de conception. L'augmentation de l'épaisseur du film peut affecter les tolérances serrées et doit être prise en compte dans vos modèles CAO et dessins. Pour les ajustements critiques, il est essentiel de spécifier un masquage pour les alésages, les filetages ou les surfaces de mise à la terre. De plus, bien que l'anodisation dure offre une excellente résistance à l'usure, elle peut développer des microfissures traversantes sous charge élevée ou contrainte importante, ce qui peut réduire la résistance à la fatigue dans les applications dynamiques. C'est pourquoi le choix soigneux de l'alliage, de la géométrie et du procédé de finition constitue une pratique exemplaire en ingénierie de surface de l'aluminium.
Avantages et inconvénients
Avantages
- Résistance exceptionnelle à l'usure et à l'abrasion pour les pièces soumises à un frottement élevé
- Bonne tenue sous température modérée et conditions de glissement
- Propriétés d'isolation électrique — utile pour isoler des composants
- Peut être poli pour réduire le frottement (finition aluminium mate)
- Conforme aux normes MIL-A-8625 Type III et aux normes qualité automobiles
Inconvénients
- Aspect plus sombre et moins décoratif — choix limités en couleurs
- La couche de film peut modifier des tolérances serrées ; une compensation de conception est requise
- Risque de microfissures dans le revêtement sous des charges de fatigue élevées
- Non adapté aux pièces supportant de lourdes charges lorsque la résistance à la fatigue est critique
- Nécessite un contrôle précis du processus et un masquage pour les géométries complexes
Cas d'utilisation et points de contrôle qualité
- Composants de rail de siège : Là où l'usure par frottement et les mouvements répétés exigent une surface résistante et faible en friction
- Mécanismes de toit ouvrant : Exposés à la fois aux contaminants environnementaux et à l'abrasion mécanique
- Structures de charnières et rails de guidage : Permettant le mouvement et l'alignement sous des charges modérées
- Éléments de fixation pour boîtier de batterie : Nécessite une isolation électrique et une résistance à l'usure
L'assurance qualité pour l'anodisation dure comprend :
- Cartographie de l'épaisseur par des méthodes non destructives (courants de Foucault, ultrasons)
- Vérification de la résistance à l'usure par des tests d'abrasion et de frottement
- Inspection des bords, trous et zones masquées en ce qui concerne la couverture et la précision dimensionnelle
- Référence à la norme MIL-A-8625 Type III et aux protocoles spécifiques des constructeurs automobiles pour la validation
Astuce : Lorsque vous spécifiez une anodisation dure, équilibrez toujours l'épaisseur du film avec les dimensions critiques. Indiquez les exigences en matière de masquage pour les alésages, filetages ou contacts électriques — cette étape est essentielle dans l'ingénierie des surfaces en aluminium pour les profilés automobiles.
En comprenant les forces et les limites de l'anodisation dure en tant que revêtement protecteur pour l'aluminium, vous pourrez prendre des décisions éclairées pour des applications automobiles soumises à une usure importante. Ensuite, nous verrons comment la peinture en poudre augmente la durabilité et la flexibilité en matière de couleur pour les profilés en aluminium extérieurs et situés sous le capot.
Revêtement en poudre
Choix des résines en poudre et prétraitement
Lorsque vous avez besoin d'un fini capable de résister aux rigueurs de la route tout en offrant une couleur vive, le revêtement en poudre est un choix privilégié pour les profilés d'aluminium automobiles. Mais qu'est-ce qui le rend si efficace ? Tout commence par la résine en poudre elle-même, généralement constituée de polyester, d'époxy ou de mélanges hybrides. Parmi ces options, les poudres polyester sont les préférées pour les applications extérieures ou exposées aux UV, grâce à leurs propriétés supérieures de résistance aux intempéries et de maintien de la couleur. Les poudres époxy offrent une excellente résistance chimique, mais sont généralement réservées aux pièces intérieures ou situées sous le capot en raison de leur moindre stabilité face aux UV. Les poudres hybrides combinent les propriétés des deux pour répondre à des besoins spécifiques de performance.
La route menant à un revêtement robuste pour l'aluminium commence par un prétraitement minutieux. Imaginez la préparation d'une pièce avant une intervention de peinture : la moindre trace d'huile, de saleté ou d'oxyde oubliée peut compromettre le résultat final. Le processus débute par un nettoyage approfondi, utilisant des méthodes telles que des lavages à l'alcali, des bains solvants ou même un nettoyage ultrasonique pour les géométries complexes ( source ). Ensuite, un revêtement de conversion (souvent sans chrome pour des raisons de conformité environnementale) est appliqué afin d'améliorer l'adhérence et la résistance à la corrosion, créant une surface uniforme et inerte qui permet à la poudre de s'agripper et de fonctionner comme prévu. Les étapes de rinçage sont critiques : tout résidu laissé en arrière peut entraîner des cloquages ou une défaillance précoce.
Performance automobile et compatibilité d'assemblage
La peinture en poudre est appréciée pour sa durabilité, sa résistance aux chocs et sa capacité à fournir une couche protectrice épaisse qui protège l'aluminium contre la corrosion ainsi que les chocs. Dans l'automobile, cela signifie que les garnitures extérieures, les barres de toit et les cadres de batterie peuvent conserver leur apparence et leur intégrité même après plusieurs années d'exposition au soleil, au sel et aux produits chimiques.
Cependant, vous remarquerez certains défis uniques lors du revêtement d'extrusions en aluminium présentant des sections complexes. L'effet de cage de Faraday peut entraîner une couverture mince ou irrégulière dans les recoins profonds ou les angles serrés. C'est pourquoi un positionnement adéquat, la mise à la terre et la technique de pulvérisation sont essentiels afin de s'assurer que la poudre atteigne toutes les surfaces. Pour les pièces destinées à subir des cycles de cuisson de peinture en aval, il est crucial de spécifier une tolérance au surcuisson dans vos exigences, car une chaleur excessive peut modifier le brillant, la couleur ou même provoquer une perte d'adhérence.
Avantages et inconvénients
Avantages
- Gamme de couleurs et finitions variées (mat, brillant, texturé)
- Surface résistante aux chocs et aux rayures
- Revêtement épais et uniforme protégeant contre la corrosion et les chocs
- Aucun COV — application respectueuse de l'environnement
- La poudre pulvérisée excédentaire peut être récupérée, limitant ainsi les déchets
- Temps de durcissement rapide favorisant une production à haut débit
Inconvénients
- Difficultés de couverture sur les géométries complexes ou en retrait (effet Faraday)
- L'épaisseur du film peut influencer les tolérances serrées — des ajustements de conception peuvent être nécessaires
- La reprise est possible mais nécessite un décapage et un recouvrement
- Options de retouche limitées par rapport à la peinture liquide
- Nécessite un prétraitement rigoureux pour une adhérence et une durée de vie maximales
Cas d'utilisation et points de contrôle qualité
- Moulures extérieures : Le revêtement en poudre assure une couleur durable et une protection contre la corrosion pour les poignées de porte, les entourages de fenêtres et les ornements de calandre.
- Pour les appareils à sous-vêtements Une exposition élevée aux UV et aux intempéries exige un revêtement en aluminium résistant, avec une brillance et une teinte stables.
- Les pièces de rechange de la série A sont: La résistance chimique est essentielle pour les pièces sous le capot ou le boîtier de la batterie exposées à des fluides et des variations de température.
- Couvertures et crochets de service: Là où l'impact et la résistance à l'abrasion sont aussi importants que l'apparence.
Le contrôle qualité des revêtements pour pièces en aluminium comprend :
- Contrôles d'adhérence (essai au quadrillage ou au ruban adhésif)
- Vérification de la réticulation (essai au solvant, dureté au crayon)
- Contrôles de brillance et d'uniformité de la couleur
- Mesure de l'épaisseur du revêtement (méthodes magnétiques ou par courants de Foucault)
Conseil : Spécifiez une tolérance à la surcuisson pour les pièces revêtues de peinture en poudre qui subiront des cycles supplémentaires de cuisson lors du montage final. Cette étape permet de préserver l'intégrité de la couleur, du brillant et de l'adhérence tout au long du processus de fabrication.
La peinture en poudre se distingue comme une méthode polyvalente, durable et durable pour recouvrir les profilés en aluminium destinés à l'automobile. Lorsque vous avez besoin d'un fini qui allie esthétique, protection et efficacité de production, un revêtement en aluminium bien spécifié est souvent la meilleure solution. Ensuite, nous aborderons les systèmes de cataphorèse – idéaux pour obtenir une couverture ultra-uniforme sur des profils complexes et pour servir de primaire résistant à la corrosion sous les couches de finition.
E-coat
Aperçu des systèmes de cataphorèse et variantes
Lorsque vous recherchez un revêtement protecteur pour des profilés d'aluminium présentant des formes complexes ou des cavités profondes, l'électrodéposition (également appelée peinture par cataphorèse) se démarque comme une solution privilégiée. Mais comment cela fonctionne-t-il ? Imaginez plonger votre pièce en aluminium dans un bain où des particules de peinture électriquement chargées se fixent sur chaque surface exposée — même à l'intérieur des angles et des cavités étroites. Ce procédé, également connu sous le nom d'électrocoating, utilise soit des résines époxy cationiques, soit des résines acryliques pour créer une couche mince, uniforme, à la fois durable et constante.
Les électrodépôts époxy cationiques sont appréciés pour leur résistance robuste à la corrosion et sont largement utilisés comme apprêts dans l'automobile. Les électrodépôts à base d'acrylique, quant à eux, offrent une meilleure stabilité UV et sont parfois choisis pour les pièces restant visibles. Quel que soit le type de résine utilisé, l'avantage principal de l'électrodéposition est sa capacité à produire une couche de peinture uniforme — généralement entre 15 et 25 microns — sur l'ensemble de la pièce, surpassant ainsi de nombreuses solutions traditionnelles pour les géométries complexes.
Performances automobiles et compatibilité des finitions
Pourquoi les ingénieurs automobiles spécifient-ils l'électrodéposition comme base pour le traitement des surfaces en aluminium ? La réponse réside dans sa combinaison inégalée de protection contre la corrosion et de capacité de traitement à haut débit. L'électrodéposition forme une barrière continue qui protège l'aluminium contre l'humidité, le sel et d'autres agents corrosifs, en faisant une base idéale pour des revêtements supplémentaires ou une finition autonome adaptée aux pièces cachées ou semi-visibles. On utilise souvent l'électrodéposition comme couche primaire sous des finitions en poudre ou liquides, garantissant une bonne adhérence et une durabilité à long terme pour les composants extérieurs et sous le châssis.
Un autre avantage : l'uniformité de l'e-coat signifie moins de points faibles ou de bords minces propices à la corrosion. Cela le rend particulièrement précieux pour les profilés aluminium automobiles qui présentent des sections creuses, des supports avec des découpes complexes ou des assemblages avec des joints superposés. De plus, le procédé est hautement évolutif, idéal pour un finition de produits en grand volume dans les usines automobiles modernes.
Avantages et inconvénients
Avantages
- Excellente résistance à la corrosion — forme une base protectrice robuste
- Dépôt extrêmement uniforme, même sur des profils complexes ou en retrait
- Permet une fabrication automatisée à haut débit
- Réduit les déchets de matière par rapport aux peintures par pulvérisation
- Compatible avec des finitions liquides ou en poudre pour une protection supplémentaire ou des coloris variés
Inconvénients
- Nécessite un prétraitement précis et complet pour une adhérence optimale
- Investissement initial important pour l'équipement et la mise en place du procédé
- Options limitées en termes de couleurs et d'apparence lorsqu'il est utilisé seul
- Inadapté aux substrats non conducteurs (l'aluminium doit être propre et conducteur)
Cas d'utilisation et points de contrôle qualité
- Assemblages en aluminium adjacents à la caisse nue : L'électrodéposition fournit un primaire résistant à la corrosion pour les pièces intégrées aux structures en acier.
- Éléments internes de l'enceinte de batterie : Une couverture uniforme à l'intérieur des carter complexes garantit longévité et sécurité.
- Supports et éléments de fixation : L'électrodéposition agit comme couche protectrice sous les finitions colorées, particulièrement dans les zones exposées.
Le contrôle qualité des traitements de surface des pièces en aluminium par électrodéposition inclut généralement :
- Contrôle des bains pour surveiller la chimie et la conductivité de la peinture
- Essais d'adhérence (quadrillage ou arrachement au ruban)
- Contrôles de cuisson pour s'assurer du durcissement correct de la couche
- Mesure de l'épaisseur pour confirmer une couverture uniforme
Précisez toujours la compatibilité entre la chimie du revêtement électrophorétique (e-coat) et les éventuels scellants ou adhésifs utilisés en aval. Des matériaux incompatibles peuvent entraîner des contaminations ou des défaillances d'adhérence, compromettant l'efficacité de vos traitements de surface en aluminium.
La capacité unique du revêtement électrophorétique (e-coat) à fournir des revêtements de haute qualité et ultra-uniformes pour les profilés d'aluminium en fait un pilier essentiel du finition des produits automobiles modernes. Ensuite, nous verrons comment la finition brute d'usine (mill finish) associée à un primaire et une peinture offre une alternative flexible et économique pour certaines applications.
Finition brute d'usine avec primaire et peinture
Définition de la finition brute d'usine et cas d'utilisation appropriés
Vous êtes-vous déjà demandé ce qu'était une finition brute sur des profilés en aluminium ? En termes simples, la finition brute désigne la surface du métal telle que filée, non traitée — directement sortie de la presse, sans polissage supplémentaire, traitement chimique ou revêtement appliqué. Cet état brut se caractérise par une apparence mate, des lignes visibles laissées par la filière, ainsi que des marques occasionnelles ou des rayures mineures dues au processus de fabrication. L'aluminium avec finition brute est apprécié pour son coût modéré et constitue souvent la base pour des traitements ou revêtements de surface ultérieurs.
Dans l'automobile, l'aluminium avec finition brute peut être un choix pratique lorsque la pièce sera finalement recouverte de peinture ou utilisée dans des endroits non visibles et protégés. Cela s'applique notamment aux rails de garniture intérieure, aux éléments structurels cachés ou aux pièces de service, où l'efficacité économique et la flexibilité en matière de couleur sont plus importantes qu'un éclat métallique décoratif.
Procédé d'application de primaire et de peinture sur les profilés
Songez-vous à peindre de l'aluminium avec finition brute d'usine ? Le secret d'un résultat durable réside dans une préparation adéquate de la surface. Comme la surface extrudée peut contenir des huiles, des oxydes ou présenter de légères imperfections, il est crucial de préparer correctement l'aluminium avant la peinture afin d'assurer l'adhérence et la résistance à la corrosion. Voici une procédure typique :
- Nettoyage de la surface : Éliminez les huiles, poussières et débris à l'aide de solvants ou de détergents alcalins.
- Lissage mécanique : Brossage léger ou ponçage pour égaliser les zones rugueuses et atténuer les lignes de filière visibles — cette étape permet de réduire les défauts de finition brute qui pourraient transparaître à travers la peinture.
- Prétraitement chimique : Appliquez une solution de mordançage ou un agent de liaison chimique afin d'améliorer l'adhérence de la sous-couche et renforcer la protection contre la corrosion.
- Application de la sous-couche pour aluminium : Utilisez une sous-couche de qualité supérieure spécialement formulée pour l'aluminium afin de créer une base solide pour la couche de finition.
- Couche de finition peinte : Appliquez la couleur et le fini souhaités, qui peuvent être adaptés pour correspondre aux spécifications intérieures ou extérieures.
Chacune de ces étapes vise à maximiser la durée de vie et l'apparence des systèmes de primaire et de peinture en aluminium, garantissant que le fini reste durable même dans des conditions de service automobiles.
Avantages et inconvénients
Avantages
- Coût initial le plus bas — l'aluminium avec finition usine est peu coûteux et facilement disponible
- Flexibilité maximale en matière de couleur et de brillance grâce au choix de la peinture
- Facilité de retouche ou de réparation sur site des surfaces peintes
- Convient bien aux pièces dont l'apparence n'est pas critique ou qui sont cachées
- Aucune limitation en matière de géométrie des pièces — la peinture peut être appliquée sur des profilés complexes
Inconvénients
- Nécessite un prétraitement soigneux — une mauvaise préparation peut entraîner des écaillages, des pelages ou de la corrosion
- Risque accru de voir apparaître des défauts à travers la peinture si la surface usine est rugueuse ou irrégulière
- Moins durable que les finitions anodisées ou en poudre dans des environnements extérieurs, à usure intensive ou corrosifs
- Les finitions peintes peuvent nécessiter un entretien périodique ou des retouches
Cas d'utilisation et points de contrôle qualité
- Jambes de garniture intérieure peintes : Aluminium primaire avec finition usine, peint pour correspondre aux coloris intérieurs, lorsque la durabilité et la possibilité de retouches sont importantes.
- Membres structurels cachés : Composants non visibles après l'assemblage mais nécessitant une protection contre la corrosion et une finition économique.
- Pièces de service nécessitant une réparabilité sur site : Les pièces en aluminium avec finition usine peintes peuvent être facilement poncées et repeintes si elles sont endommagées pendant l'entretien.
Le contrôle qualité pour ce système est essentiel pour garantir les performances et l'apparence. Les points de contrôle qualité courants incluent :
- Essai d'adhérence (grillage ou arrachement au ruban adhésif) après l'application du primaire et de la peinture
- Mesure de l'épaisseur du film pour vérifier la couverture et la durabilité
- Contrôles de la couleur et du brillant par rapport aux échantillons spécifiés
- Essais de corrosion cycliques pour pièces exposées à des environnements agressifs
Astuce : précisez toujours les étapes de lissage de surface, telles qu'un brossage léger ou un ponçage, avant d'appliquer une sous-couche sur l'aluminium avec finition brute. Cette pratique réduit le risque qu'un défaut de la finition brute ne transparaisse à travers la peinture finale, offrant ainsi une apparence plus lisse et plus professionnelle.
Bien qu'une finition brute avec sous-couche et peinture n'offre pas la durabilité ou l'esthétique premium des options anodisées ou recouvertes de poudre, elle reste une solution économique et polyvalente pour de nombreux besoins en profilés d'aluminium automobile. Ensuite, nous allons comparer côte à côte tous les types de finitions afin de vous aider à choisir celle qui convient le mieux aux exigences de votre projet.
Comparaison côte à côte et matrice de décision pour les finitions des profilés d'aluminium automobile
Lorsque vous devez choisir entre différentes options de traitement de surface pour des profilés en aluminium automobiles, le nombre élevé de variables peut sembler accablant. Quel type de finition offre le bon équilibre entre protection, apparence, productivité et coût pour votre application spécifique ? Pour vous faciliter la tâche, nous avons rassemblé une comparaison claire et directe des finitions les plus performantes. Ce tableau et ce conseils rapides vous aideront à sélectionner la finition idéale pour vos besoins en aluminium, sans avoir à remettre en question vos spécifications.
Comparaison directe selon les critères automobiles
| Option de finition | Adéquation aux applications automobiles | Résistance à la corrosion | Résistance à l'usure | Gamme d'apparence | Compatibilité avec la cuisson de la peinture | Coût relatif | Délai de livraison | Recyclabilité | Normes de référence |
|---|---|---|---|---|---|---|---|---|---|
| Solutions de traitement de surface Shaoyi | Solution tout-en-un pour pièces extérieures, structurelles et spéciales | Élevé | Élevé | Large (décoratif, fonctionnel, couleurs/textures personnalisées) | Élevé | Moyenne | Moyenne | Élevé | ASTM, SAE, ISO, MIL-A-8625 |
| Anodisation de type II | Finition visible, intérieure/extérieure décorative | Moyen-Élevé | Moyenne | Mat, satin, teintes colorées | Moyenne | Moyenne | Moyenne | Élevé | MIL-A-8625 Type II, OEM |
| Anodisation dure (Type III) | Haute résistance à l'usure, glissière, structurelle | Élevé | Très élevé | Sombres, teintes limitées | Moyenne | Moyen-Élevé | Moyenne | Élevé | MIL-A-8625 Type III, OEM |
| Revêtement en poudre | Finition extérieure, compartiment moteur, cadres de batterie | Élevé | Élevé | Étendue (mat, brillant, texturé, personnalisé) | Élevé | Moyenne | Faible-Moyen | Élevé | ASTM, ISO, OEM |
| E-coat | Profils complexes, primaire pour les assemblages | Très élevé | Moyenne | Limitée (principalement noir/gris, semi-brillant) | Élevé | Moyenne | Moyen-Élevé | Élevé | ASTM, ISO, OEM |
| Finition brute d'usine avec primaire et peinture | Pièces intérieures cachées, de service ou peintes | Moyenne | Faible-Moyen | Illimitée (selon le système de peinture) | Moyenne | Faible | Faible | Élevé | ASTM, ISO, OEM |
Cette vue comparative facilite la comparaison des finitions de surface pour les pièces métalliques, mettant en évidence leurs avantages respectifs et les compromis à prendre en compte pour votre programme automobile.
Considérations sur les coûts et les délais
- Solution intégrée (comme Shaoyi) peut simplifier votre chaîne d'approvisionnement et réduire le délai total, en particulier lorsqu'il s'agit de finitions multiples ou d'exigences complexes en matière d'assurance qualité.
- Anodisation de type II et revêtement en poudre offre un équilibre modéré entre coût, productivité et apparence pour la plupart des pièces de finition et pièces visibles.
- Anodisation dure et e-coat impliquent généralement des coûts plus élevés en termes de contrôle du processus et de qualité, mais offrent des performances exceptionnelles pour les composants critiques en termes d'usure ou de corrosion.
- Finition brute avec apprêt/peinture est la solution la plus économique, souvent avec le délai de livraison le plus court, mais nécessite une préparation minutieuse et convient mieux aux pièces non visibles ou facilement accessibles.
Pour les projets exigeant plusieurs finitions ou des contraintes de production serrées, travailler avec une seule source comme Shaoyi Metal Parts Supplier —un fournisseur leader de solutions intégrées de pièces métalliques automobiles précises en Chine—signifie que vos pièces en profilé d'aluminium peuvent être finalisées et qualifiées dans le cadre d'un seul plan de validation (PPAP) et d'approvisionnement, réduisant ainsi les risques et simplifiant la communication.
Matrice de décision et Sélections rapides
- Apparence extérieure de classe A : Choisissez un revêtement en poudre ou une anodisation de type II pour une large gamme de couleurs et une uniformité visuelle.
- Protection de base contre la corrosion du châssis : Revêtement électrophorétique (E-coat) ou solutions intégrées Shaoyi pour une protection robuste et uniforme, particulièrement sur les profils complexes.
- Applications à usure élevée ou mécanismes de glissement : Anodisation dure (Type III) ou traitements spécifiques anti-usure de Shaoyi.
- Pièces sensibles au coût et non visibles : Finition brute avec apprêt et peinture pour plus de flexibilité et une réparation facile sur site.
- Exigences multi-procédés ou personnalisées : Finitions de surface intégrées Shaoyi pour les métaux, avec contrôle qualité et documentation assurés par une seule source.
Point clé : Indiquez toujours les exigences relatives au prétraitement et au masquage dans les notes de vos plans. Cette étape est essentielle pour éviter les défaillances en aval, les reprises ou les réclamations sous garantie, quel que soit le type de finition de surface de l'aluminium choisi.
Alors que vous finalisez votre cahier des charges, souvenez-vous que le meilleur choix ne repose pas uniquement sur la finition elle-même, mais aussi sur sa compatibilité avec vos objectifs de fabrication, de coûts et de qualité. Ensuite, nous conclurons avec des conseils pratiques pour rédiger le cahier des charges et transmettre les informations aux fournisseurs, garantissant ainsi que le traitement de surface choisi pour l'aluminium apporte une valeur durable sur le terrain.
Recommandation finale et conseils pour la rédaction du cahier des charges relatif aux profilés aluminium automobiles
Quelle finition choisir pour votre programme
Lorsque vous arrivez au moment de prendre la décision finale, il est facile de se sentir submergé par la variété des traitements de surface disponibles pour l’aluminium. Alors, comment identifier la solution idéale pour votre projet ? Imaginez que vous concevez un nouveau boîtier de batterie pour un véhicule électrique, ou que vous redéfinissez les éléments extérieurs d’un SUV de nouvelle génération — votre choix de traitement de surface en aluminium influencera directement la durabilité, le coût, voire même la perception de votre marque. Voici un guide rapide pour vous aider à associer vos besoins à la finition appropriée :
- Anodisation : Sélectionnez ce produit pour sa résistance décorative à la corrosion et son aspect métallique premium et durable.
- Anodisation dure : Préférez-le pour les zones à fort frottement ou les composants glissants—pensez aux rails de siège ou aux rails de toit ouvrant.
- Revêtement en poudre : Idéal pour une couleur durable, une résistance chimique et une large gamme d'apparences sur les pièces extérieures ou sous le capot.
- Électrodéposition (E-Coat) : Choisissez-le comme primaire résistant à la corrosion, particulièrement pour les profils complexes ou les pièces nécessitant une base solide sous d'autres revêtements.
- Finition brute d'usine plus primaire/peinture : Préférez cette option pour les pièces peintes sensibles au coût ou les éléments structurels cachés où la flexibilité et la facilité de retouche sont primordiaux.
Chacun de ces traitements de surface en aluminium joue un rôle spécifique, aussi devez-vous prendre en compte l'exposition, l'usure, l'apparence et les contraintes budgétaires de votre application avant de valider votre spécification.
Langage des spécifications et notes sur les plans
Des spécifications claires et basées sur des normes constituent votre meilleure défense contre la confusion ou les travaux de retouche. Voici un modèle que vous pouvez adapter à la plupart des projets d’extrusion en aluminium :
Finition : [procédé]. Prétraitement : [conversion, sans chrome de préférence]. Normes : [ASTM/ISO/MIL selon les cas]. Essais : adhérence, épaisseur, aspect visuel, corrosion cyclique selon le protocole du constructeur. Masquage : [caractéristiques]. Compatibilité peinture-cuisson : [oui/non].
Lorsque vous préparez l’aluminium pour la peinture ou tout autre revêtement, mentionnez toujours explicitement sur vos plans les étapes de lissage, de nettoyage et de masquage de la surface. Cela garantit que tous les acteurs, de la conception à la production, comprennent clairement les attentes relatives à chaque traitement de surface en aluminium.
Liste de contrôle pour le transfert au fournisseur
Imaginez que votre projet soit prêt à être transféré. Voici une liste de contrôle pour assurer un transfert fluide avec votre fournisseur et maintenir votre plan qualité sur la bonne voie :
- Spécifier l’alliage et le tempérament pour chaque profilé
- Inclure les géométries détaillées et les cartes de masquage (filetages, alésages, contacts électriques)
- Identifier les points de support pour une couverture optimale du revêtement
- Mettre en évidence les dimensions critiques et les tolérances admissibles (prendre en compte l'épaisseur du film)
- Définir les critères d'acceptation et les normes de référence pour le contrôle qualité
- Partager un plan d'échantillonnage et d'inspection (premier article, lots ou contrôles en continu)
- Clarifier dès le départ votre politique de retouche et de réparation sur site
En suivant ces étapes, vous réduirez les imprévus et vous assurerez que le traitement de surface choisi pour l'aluminium fournisse des résultats constants et de haute qualité.
Prêt à regrouper vos opérations de finition et de contrôle qualité sous un même toit ? Shaoyi Metal Parts Supplier —un fournisseur leader chinois de solutions intégrées précises pour pièces métalliques automobiles—peut vous aider à simplifier chaque étape, de la conception à la production de masse, pour toutes vos pièces en profilé d'aluminium. Leur expertise en matière d'options de traitement de surface pour les profilés d'aluminium automobile vous garantit d'obtenir la finition adaptée, à chaque fois.
Questions fréquemment posées
1. Quels sont les traitements de surface les plus courants pour les profilés d'aluminium automobile ?
Les traitements de surface les plus couramment utilisés pour les profilés automobiles en aluminium incluent l'anodisation (Type II pour l'apparence et la résistance à la corrosion, Type III pour la résistance à l'usure), le revêtement en poudre pour une couleur durable et une protection chimique, l'électrodéposition (e-coat) pour une protection uniforme contre la corrosion sur des formes complexes, ainsi que la finition brute (mill finish) avec apprêt et peinture pour une flexibilité économique. Chaque traitement offre des avantages spécifiques en termes de durabilité, d'apparence et de compatibilité avec les normes de fabrication automobile.
comment choisir la bonne finition pour mon projet de profilé automobile en aluminium ?
Le choix de la finition idéale dépend des exigences de votre projet en matière de résistance à la corrosion, d'apparence, de performance d'usure et de budget. L'anodisation décorative est idéale pour les éléments visibles, l'anodisation dure convient aux pièces soumises à un fort frottement, le revêtement en poudre offre une couleur vive et durable, l'électrodéposition (e-coat) est recommandée pour les profils complexes nécessitant une protection uniforme, et la finition brute d'extrusion (mill finish) combinée à de la peinture est une solution économique pour les pièces cachées ou accessibles pour l'entretien. Prenez en compte l'exposition de la pièce, ses besoins en assemblage et les normes de qualité pour faire le bon choix.
3. Quelle est la différence entre l'anodisation et le revêtement en poudre sur les profilés en aluminium ?
L'anodisation crée une couche d'oxyde intégrée à la surface de l'aluminium, améliorant sa résistance à la corrosion et offrant une gamme de finitions métalliques. L'anodisation de type II est appréciée pour son apparence décorative, tandis que l'anodisation de type III (anodisation dure) offre une meilleure résistance à l'usure. Le thermolaquage, quant à lui, est un revêtement organique appliqué sous forme de poudre et polymérisé pour former une couche protectrice, colorée et durable. Le thermolaquage permet plus de choix en matière de couleurs et de textures, mais nécessite un prétraitement rigoureux pour assurer une adhérence optimale.
4. Pourquoi le prétraitement est-il important avant d'appliquer tout fini de surface sur des profilés en aluminium ?
Le prétraitement est essentiel car il élimine les contaminants, améliore l'adhérence et renforce la résistance à la corrosion. Un nettoyage approprié et un revêtement de conversion (souvent sans chrome) permettent de garantir que le fini choisi - qu'il s'agisse d'anodisation, de peinture en poudre, d'électrodéposition ou de peinture classique - s'applique correctement et fonctionne comme prévu. Omettre ou effectuer de manière insuffisante le prétraitement peut entraîner des défaillances précoces telles que pelage, cloquage ou corrosion.
5. Quels sont les avantages de travailler avec un fournisseur intégré comme Shaoyi pour les traitements de surface des profilés aluminium ?
Travailler avec un fournisseur intégré tel que Shaoyi permet d'optimiser le processus de finition en regroupant sous un même toit l'ensemble des traitements de surface majeurs, le contrôle qualité et la gestion de la chaîne d'approvisionnement. Cette approche réduit les délais d'exécution, limite les risques d'erreurs liés à l'utilisation de multiples fournisseurs, garantit la conformité aux normes automobiles et offre un accompagnement expert pour choisir la combinaison idéale d'alliage, de géométrie et de finition adaptée à votre application.