 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Fabrication des composants de colonne de direction par emboutissage : Guide des matériaux et procédés
TL ;DR
L'emboutissage est le procédé de fabrication dominant pour les volumes élevés et les pièces critiques pour la sécurité composants de colonne de direction par emboutissage , notamment des supports de fixation, des mécanismes de réglage d'inclinaison et des gaines compressibles. Par rapport aux méthodes traditionnelles de fonderie, l'emboutissage métallique à l'aide d'aciers à haute résistance et faible alliage (HSLA) permet une réduction significative du poids et un coût unitaire inférieur, tout en respectant des normes rigoureuses de tests de collision. Ce guide examine la faisabilité technique, les stratégies de sélection des matériaux et les exigences applicables aux fournisseurs (telles que l'IATF 16949) nécessaires à la conception d'ensembles de direction robustes.
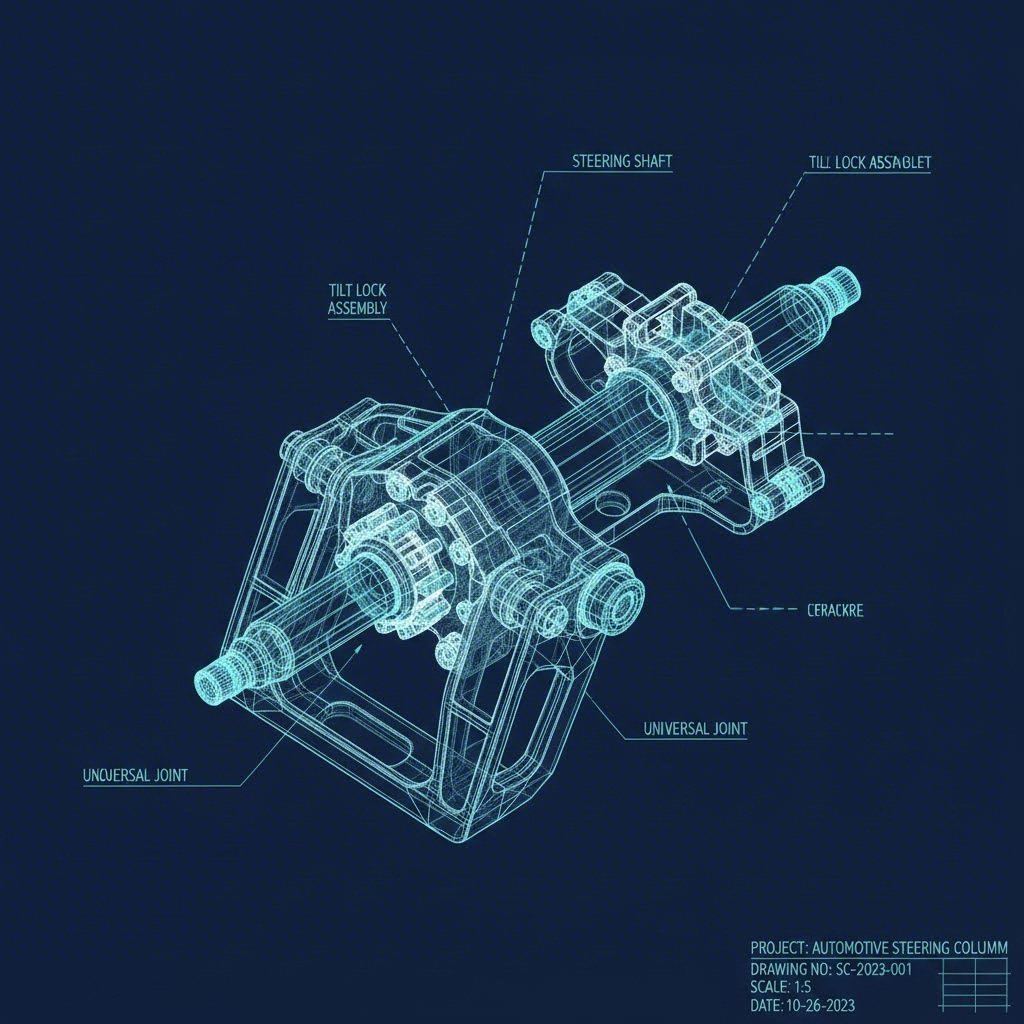
Composants essentiels emboutis dans les colonnes de direction
Les colonnes de direction modernes sont des sous-ensembles complexes nécessitant une grande précision pour garantir la sécurité et le confort du conducteur. Le poinçonnage métallique permet aux ingénieurs de produire des géométries complexes avec une forte répétabilité. Les composants suivants sont des candidats privilégiés pour le poinçonnage progressif et par transfert.
Supports de fixation et structures de soutien
La colonne de direction doit être solidement fixée à la traverse transversale du véhicule ou au tableau de bord afin d'éviter les vibrations. Les supports emboutis sont souvent préférés aux pièces en aluminium moulé dans de nombreuses applications grand public, en raison de leur meilleur rapport résistance-poids. Ces supports sont généralement réalisés en acier HSLA afin de supporter des charges statiques élevées ainsi que des forces dynamiques en fonctionnement, sans subir de déformation permanente.
Mécanismes d'inclinaison et de réglage angulaire
L'ergonomie du conducteur dépend des mécanismes de réglage d'inclinaison (rake) et de télescopage (reach). Les plaques de verrouillage et les dents utilisées dans ces systèmes sont souvent embouties à une forme quasi définitive. Le découpage fin de précision est fréquemment utilisé ici pour obtenir des bords de cisaillement propres, nécessaires à un engagement de verrouillage fluide, éliminant ainsi les opérations d'usinage secondaires.
Vestes collapsibles et zones de sécurité
En cas de collision frontale, la colonne de direction est conçue pour s'effondrer, absorbant l'énergie afin de protéger le conducteur. Cela est souvent obtenu grâce à des plaques absorbantes d'énergie ou des supports en treillis, emboutis et roulés, qui se déforment de manière contrôlée. Les fabricants utilisent des matrices spécialisées pour créer des concentrations de contraintes spécifiques ou des ondulations dans le métal, garantissant que la pièce se froisse de façon prévisible sous une charge précise.
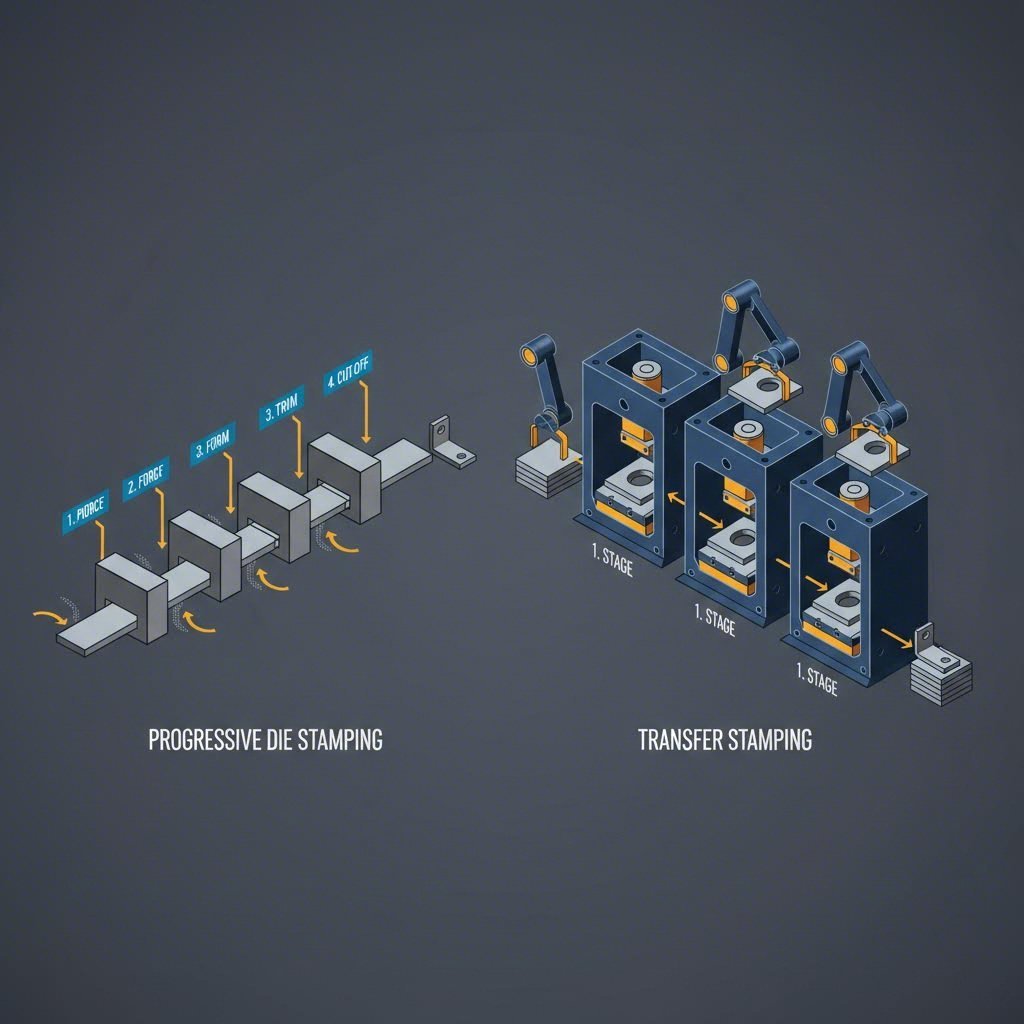
Procédés de fabrication : emboutissage progressif versus emboutissage en transfert
Le choix de la bonne méthodologie d'emboutissage est essentiel pour équilibrer l'investissement en outillage et le coût unitaire. Pour les composants de colonne de direction, la décision se situe souvent entre l'emboutissage en matrice progressive et l'emboutissage par transfert.
Estampage à matrice progressive
Pour les composants plus petits et à forte production, comme les crans de verrouillage, les clips et les supports plus petits, l'emboutissage en matrice progressive est la norme. Dans ce procédé, une bobine métallique est alimentée à travers une seule matrice comportant plusieurs postes. Chaque poste effectue une opération spécifique — découpage, pliage ou perforation — tandis que la bande avance. Cette méthode atteint un nombre élevé de coups par minute (CPM), réduisant ainsi significativement le temps de cycle et le prix unitaire pour les programmes automobiles à grande série.
Emboutissage par transfert pour géométries complexes
Les grands boîtiers structurels ou composants nécessitant des emboutissages profonds exigent souvent un emboutissage par transfert. Contrairement aux matrices progressives où les pièces restent attachées à la bande, l'emboutissage par transfert déplace des flans individuels entre les postes à l'aide de doigts mécaniques. Cela permet des opérations de formage plus complexes et une meilleure utilisation du matériau, ce qui est essentiel lorsqu'on travaille avec des aciers de qualité automobile coûteux.
Du prototype à la production de masse
La validation de la faisabilité de fabrication dès la phase de conception est cruciale. Les équipementiers automobiles exigent souvent que les fournisseurs démontrent leurs capacités sur l'ensemble du cycle de vie du produit. Les fabricants capables de passer du prototypage rapide à la production de masse offrent un avantage stratégique. Par exemple, Shaoyi Metal Technology propose des solutions complètes d'emboutissage évolutives, allant des prototypes initiaux à la fabrication en grande série, en utilisant des presses jusqu'à 600 tonnes pour produire des composants critiques tels que les bras de commande et les sous-ensembles, conformément aux normes IATF 16949.
Défis techniques et sélection des matériaux
La fabrication par emboutissage de pièces critiques de direction implique la gestion de comportements métallurgiques complexes. Les ingénieurs doivent tenir compte des propriétés des matériaux qui influencent à la fois la facilité de fabrication et les performances finales de la pièce.
Gestion du ressaut élastique dans les aciers HSLA
Pour réduire le poids des véhicules, les fabricants s'appuient de plus en plus sur des aciers à haute résistance et faible teneur en alliages (HSLA). Bien que résistants, ces matériaux présentent un ressaut élastique important — c'est-à-dire la tendance du métal à retrouver sa forme initiale après l'emboutissage. Des stratégies de compensation lors de la conception des outillages, guidées par une analyse par éléments finis (AEF), sont essentielles pour maintenir les tolérances, notamment pour les pièces assemblées dans les colonnes télescopiques.
Tolérances strictes et tenue aux chocs
Les composants de direction fonctionnent sans jeu pour garantir une précision optimale. Les pièces embouties doivent respecter des tolérances strictes (souvent comprises dans une plage de +/- 0,05 mm) afin d'éviter les cliquetis ou les jeux. En outre, le matériau doit conserver sa ductilité pour éviter toute fissuration lors de la déformation rapide provoquée par un impact. Le choix de la nuance d'acier implique un équilibre entre la résistance à l'écoulement nécessaire à la durabilité et les propriétés d'allongement requises pour l'absorption d'énergie.
Critères de sélection des fournisseurs pour l'emboutissage automobile
L'approvisionnement en composants de direction emboutis nécessite un processus de qualification qui va au-delà du seul prix. Le système de management de la qualité et les capacités techniques du fournisseur sont primordiaux.
- Certification IATF 16949 : Il s'agit du prérequis incontournable pour les fournisseurs automobiles, garantissant que les systèmes de management de la qualité sont conformes aux exigences des constructeurs (OEM).
- Capacités internes en outillage et matrices : Les fournisseurs disposant d'un département interne d'outillage peuvent réagir plus rapidement aux modifications techniques et assurer un entretien plus efficace des matrices, réduisant ainsi les temps d'arrêt.
- Simulation et conception conjointe : Les fournisseurs de premier plan utilisent des logiciels de simulation pour prédire les problèmes de formage avant que l'acier ne soit découpé. Recherchez des partenaires disposés à collaborer à la conception conjointe afin d'optimiser la géométrie des pièces pour le processus d'estampage.
- Assemblage à valeur ajoutée : De nombreux composants de direction nécessitent des opérations secondaires. Les fournisseurs proposant des soudures en ligne, des rivetages ou l'assemblage de supports sur des tubes offrent une solution plus complète, réduisant ainsi la complexité logistique.
Résumé de la faisabilité manufacturière
Le passage de la fonderie à l'estampage dans la production des colonnes de direction est motivé par la recherche constante de l'industrie automobile en matière de réduction du poids et d'efficacité des coûts. En exploitant des procédés avancés tels que l'estampage par matrices progressives et des matériaux comme l'acier HSLA, les ingénieurs peuvent concevoir des composants répondant à des normes de sécurité strictes tout en optimisant les indicateurs de production. La réussite dans ce domaine exige une compréhension approfondie du comportement des matériaux et un partenariat avec des fabricants compétents et certifiés.
Questions fréquemment posées
1. Quels sont les principaux composants d'un système de direction ?
Les composants principaux d'un système de direction moderne comprennent le volant, la colonne de direction (qui abrite l'arbre et les mécanismes de sécurité), la crémaillère (à pignon et crémaillère ou à billes recirculantes) et les biellettes de direction qui transmettent la force aux rotules de direction aux roues. Dans les systèmes de direction assistée électrique (EPS), un moteur électrique et une UCE sont également intégrés à la colonne ou à la crémaillère.
2. Quel composant transmet la force de direction aux roues ?
Les biellettes de direction sont les éléments de liaison essentiels qui transmettent le mouvement latéral provenant de la crémaillère aux rotules de direction aux roues. Elles sont chargées de pousser et de tirer les roues afin d'en modifier l'angle, garantissant ainsi que le véhicule réponde précisément aux actions du conducteur.