 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Emboutissage de Pare-boue Latéraux : Fabrication Maison ou Pièces Embouties par Matrice
TL ;DR
L'emboutissage des panneaux de bas de caisse désigne le procédé industriel consistant à presser une tôle métallique dans un moule pour former des pièces structurelles de carrosserie. Toutefois, de nombreux passionnés utilisent ce terme lorsqu'ils hésitent entre acheter des remplacements de qualité d'origine « emboutis » ou fabriquer eux-mêmes leurs pièces. Les panneaux emboutis sont des pièces complètes destinées à être soudées, permettant de restaurer l'intégrité structurelle, tandis que les panneaux « glissants » sont des couvrements esthétiques collés ou agrafés sur la rouille. Pour une restauration correcte, les panneaux emboutis à souder sont essentiels. Bien qu'il soit impossible de reproduire un véritable emboutissage hydraulique à domicile, les bricoleurs expérimentés peuvent utiliser des cinqueuses à nervures et des plieuses à tôle pour fabriquer des panneaux personnalisés fonctionnels.
Qu'est-ce que les panneaux de bas de caisse emboutis ? (Procédé et qualité)
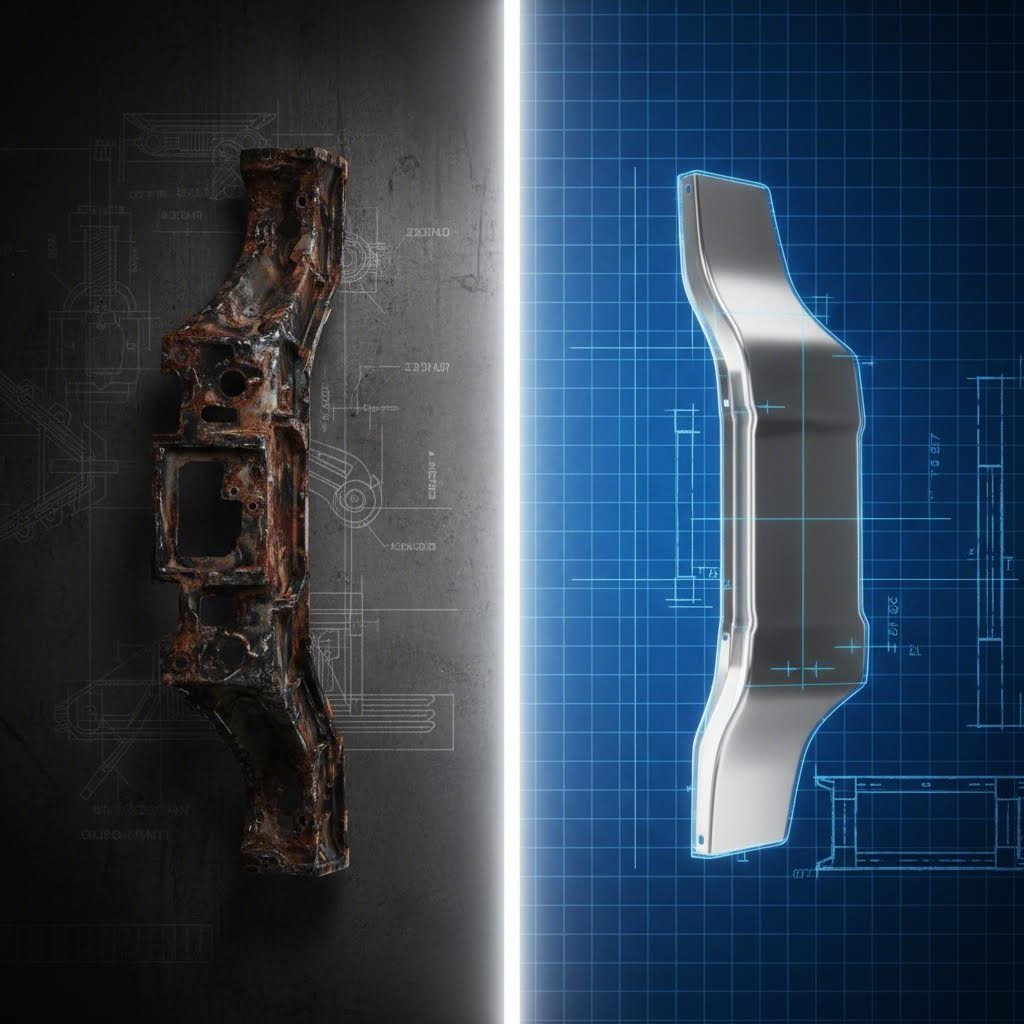
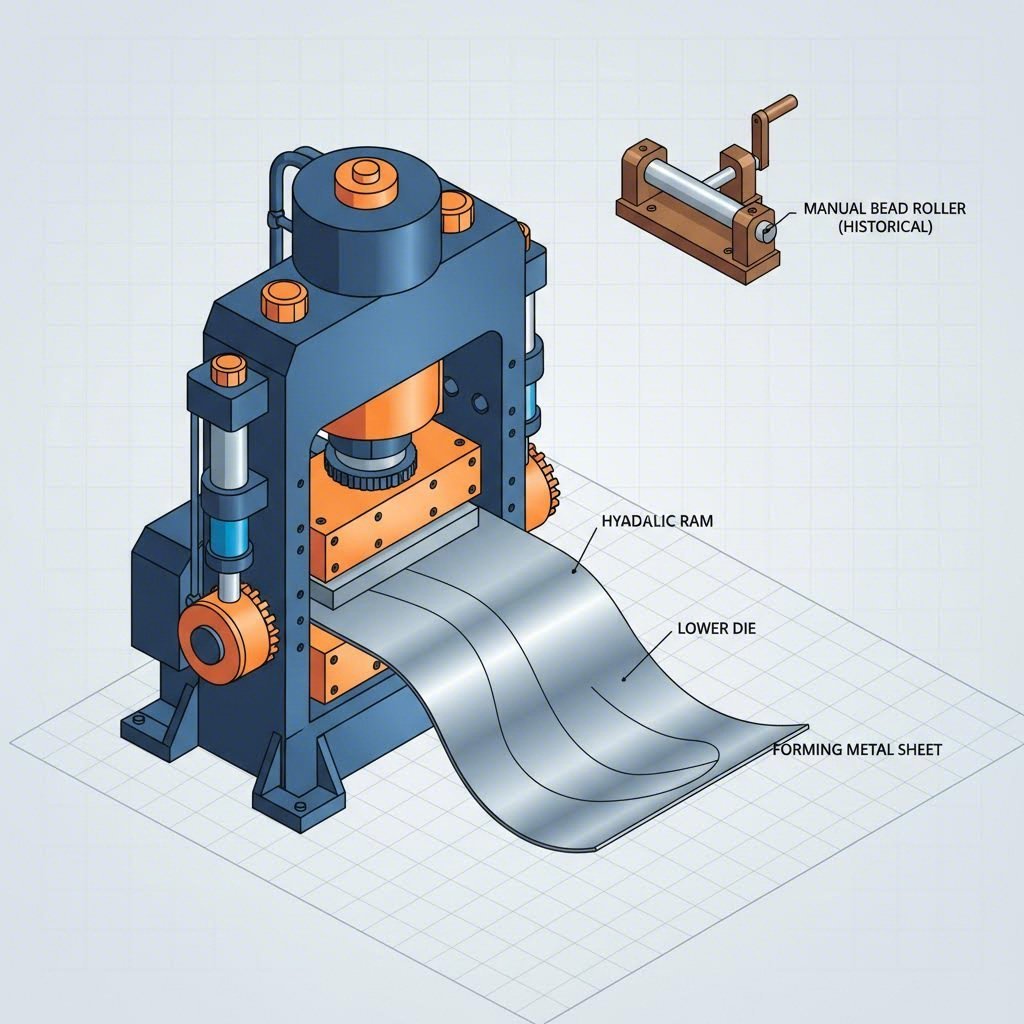
Pour comprendre la valeur d'une pièce de rechange de haute qualité, il est utile de connaître l'ingénierie derrière l'emboutissage des panneaux de bas de caisse . Contrairement à l'acier plié simple, un panneau « embouti » est créé à l'aide de machines industrielles lourdes qui pressent une tôle plate entre deux matrices complémentaires. Ce procédé force le métal à prendre des formes complexes en trois dimensions, correspondant exactement aux spécifications d'origine du véhicule.
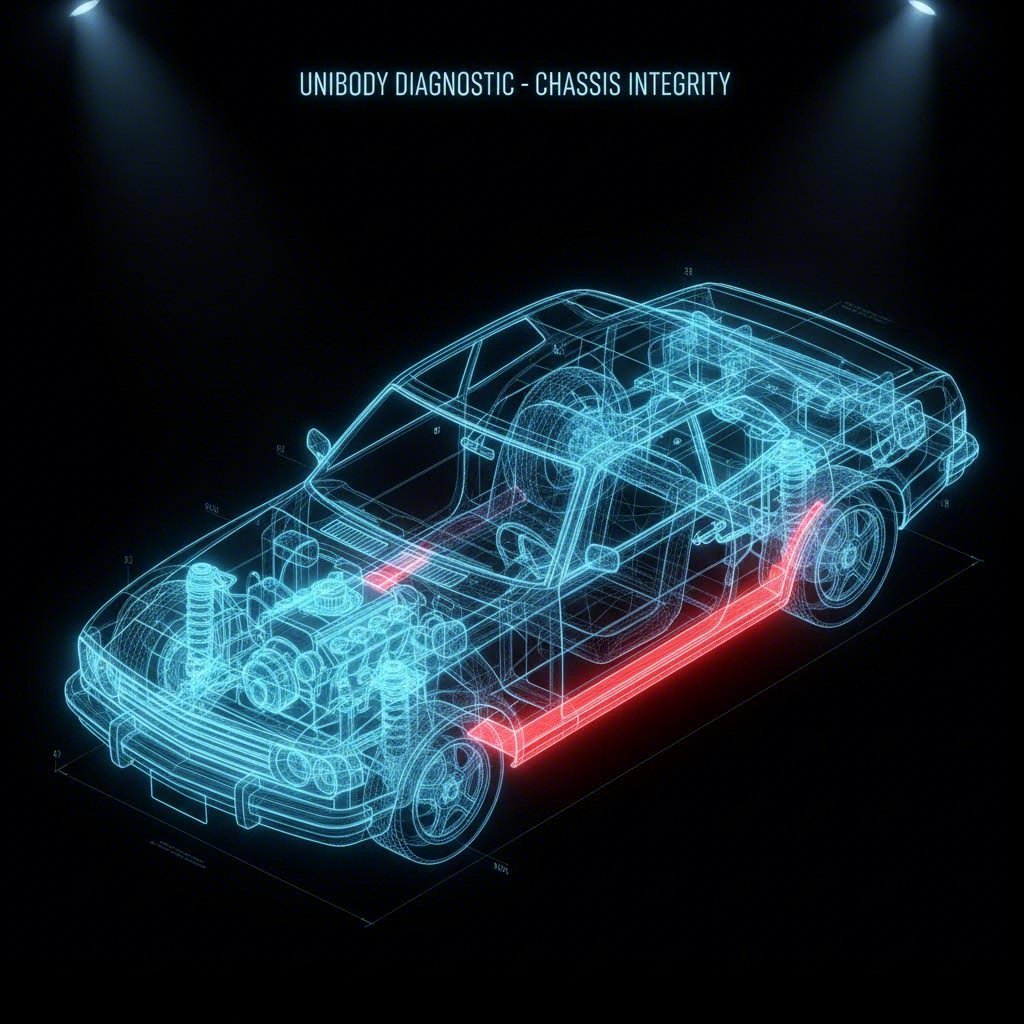
Un véritable emboutissage crée des caractéristiques essentielles que le simple pliage ne peut pas réaliser, telles que des courbes composées, des lignes de carrosserie bien définies et des trous d'évacuation encastrés. Étant donné que le longeron de seuil est un composant structurel d'un véhicule à caisse autoportante, l'épaisseur spécifique et la forme du métal contribuent à la rigidité et à la sécurité du véhicule en cas de collision. C'est pourquoi les professionnels de la restauration utilisent presque exclusivement des pièces embouties plutôt que des tôles génériques.
L'écart entre un garage domestique et une fabrication industrielle est considérable. La production industrielle exige une grande précision et une force immense. Par exemple, des fabricants avancés comme Shaoyi Metal Technology utilisent des presses avec une force allant jusqu'à 600 tonnes pour garantir que des composants tels que les bras de suspension et les sous-ensembles répondent aux normes strictes IATF 16949 des équipementiers. Ce niveau de force est nécessaire pour fixer la mémoire du métal, assurant un ajustement parfait sans nécessiter de remplissage excessif ou de modifications lors de l'installation.
Comparaison essentielle : panneaux emboutis (à souder) contre panneaux glissés
Le dilemme le plus courant pour les propriétaires de véhicules est de choisir entre un remplacement complet par emboutissage au moule et un couvercle « glissé ». Ce sont deux produits fondamentalement différents conçus pour des usages distincts. Un panneau embouti est une pièce structurelle de réparation, tandis qu'un panneau glissé est un simple correctif esthétique.
Selon les experts en restauration de Raybuck Auto Body Parts , le soudage d'un panneau complet est la seule façon de restaurer la résistance du châssis monocoque du véhicule. Les panneaux glissés, souvent appelés « couvre-rouille », sont généralement plus minces et conçus pour être installés par-dessus le métal existant, souvent à l'aide d'adhésif pour tôlerie ou de rivets. Bien que cela masque la rouille, cela ne l'arrête pas, et la faiblesse structurelle demeure.
| Caractéristique | Estampé au moule (à souder) | Glissé (recouvrement) |
|---|---|---|
| Objectif | Restauration structurelle | Réparation esthétique |
| Méthode d'installation | Découpage, meulage, soudage | Adhésif, rivets ou points de soudure |
| Ajustement | Contour usine exact | Légèrement surdimensionné pour s'adapter par-dessus l'ancien métal |
| Coût (pièce uniquement) | 150 $ - plus de 400 $ la paire | 40 $ - 100 $ la paire |
| Intensité de main-d'œuvre | Élevé (chirurgie majeure) | Faible (projet de week-end) |
| Longévité | Permanent (décennies) | Temporaire (la rouille réapparaît souvent en dessous) |
« Estampage » fait maison : alternatives pour le formage et la fabrication de métal
Un segment de la communauté automobile recherche « estampage de panneaux de bas de caisse » dans l'intention de fabriquer soi-même les pièces. Il est important de préciser que vous ne pouvez pas « estamper » du métal dans un garage domestique sans matrices industrielles. Toutefois, vous pouvez fabriqués ou forme fabriquer des panneaux de bas de caisse à l'aide d'outils de travail du métal.
Fabriquer un panneau de bas de caisse entièrement à partir de rien est une solution viable pour les véhicules rares dont il n'existe aucun support après-vente. Ce processus consiste à façonner manuellement une tôle plate (généralement en acier de jauge 18 ou 20) afin d'en reproduire le profil d'origine. Comme illustré dans guides classiques de restauration , cela nécessite un équipement spécifique :
- Pince à cintrer : Utilisée pour créer des pliages longs et droits destinés aux brides supérieures et inférieures.
- Rouleau à gorge : Indispensable pour renforcer la tôle et reproduire les lignes esthétiques du carrossage ou les nervures de rigidité.
- Rétreinteur/étireur : Utilisé pour courber la tôle afin qu'elle épouse le profil du bas de caisse sur toute la longueur du véhicule.
- Bancs et marteaux : Des formes en bois (bancs) peuvent être construites pour façonner la tôle par martelage dans le cas de courbes complexes.
Bien que la fabrication artisanale procure une grande satisfaction, elle manque de la précision du poinçonnage industriel. Les panneaux façonnés à la main nécessitent souvent plus de mastic pour masquer les imperfections. Si une pièce emboutie est disponible pour votre véhicule, son achat est presque toujours plus rentable que les heures nécessaires pour en fabriquer une équivalente à partir de zéro.
Aperçu de l'installation : quels panneaux emboutis sont nécessaires
Choisir un panneau embouti signifie s'engager dans une réparation importante. Il ne s'agit pas d'une mise à niveau rapide ; c'est une intervention structurelle majeure. Le processus implique généralement de retirer les portes et parfois de renforcer l'ouverture des portes pour empêcher la carrosserie de s'affaisser une fois que l'ancien longeron, qui assure un soutien structurel, aura été découpé.
Le déroulement de l'installation suit généralement ces étapes :
- Préparation : Le véhicule doit être nivelé sur des chandelles. Les jeux entre les portes doivent être mesurés et notés avant de commencer la découpe.
- Retrait : Utilisez un perceuse à points de soudure pour retirer les soudures d'usine. Une meuleuse d'angle équipée d'un disque de coupe est utilisée pour découper les sections rouillées.
- Nettoyage : Le longeron intérieur sous-jacent doit être nettoyé de la rouille et traité avec un primaire anti-soude.
- Alignement : Le nouveau panneau embouti est fixé en place avec des pinces. C'est la phase critique durant laquelle les portes sont remontées temporairement afin de s'assurer qu'elles s'ouvrent et se ferment correctement sans frottement.
- Leur valeur maximale est de: Une fois aligné, le panneau est soudé par procédé MIG. Pour éviter la déformation du métal mince, les soudures doivent être effectuées par courtes impulsions, en se déplaçant autour du panneau afin de répartir la chaleur.
Pour ceux qui traitent des camionnettes rouillées, les discussions communautaires soulignent souvent que, bien que le perçage des soudures par points soit fastidieux, il préserve mieux le métal environnant qu'une découpe agressive, ce qui rend l'installation de la nouvelle pièce emboutie nettement plus facile.
Le verdict : réparer ou remplacer ?
La décision d'utiliser l'emboutissage des panneaux de bas de caisse (fabrication) ou acheter des pièces de remplacement embouties dépend essentiellement de la valeur du véhicule et de votre objectif final. Pour un projet de restauration apprécié ou une voiture que vous souhaitez garder en sécurité sur l'autoroute, investir dans des panneaux emboutis à souder est le seul choix responsable. Ils rétablissent la cellule de sécurité du véhicule et protègent la valeur de votre travail. Les couvre-joints rapportés ont leur utilité pour les camionnettes agricoles ou les véhicules bon marché où l'esthétique prime sur la longévité, mais ils ne doivent jamais être confondus avec une réparation authentique.
Questions fréquemment posées
1. Les bas de caisse à glisser doivent-ils être soudés ?
Techniquement, non. Les bas de caisse peuvent être fixés à l'aide de rivets ou d'adhésifs structuraux haute résistance. Toutefois, un soudage est possible et assure une liaison plus solide. Gardez à l'esprit que même s'ils sont soudés, un bas de caisse rapporté sur une structure rouillée ne restaure pas la cote d'origine du véhicule en matière de sécurité en cas de collision.
2. Vaut-il la peine de réparer des bas de caisse rouillés ?
Oui, si le véhicule a de la valeur ou circule sur des routes publiques. Les bas de caisse font partie intégrante de la structure monocoque. Laisser leur corrosion s'aggraver compromet la rigidité de l'habitacle. Selon les estimations courantes du secteur , bien qu'un remplacement professionnel puisse coûter plus de 4 000 $, la préservation de l'intégrité structurelle et de la valeur de revente justifie l'intervention pour les modèles recherchés.
3. Quelle épaisseur métallique est utilisée pour les bas de caisse emboutis ?
La plupart des panneaux d'aile arrière estampés de qualité OEM sont fabriqués en acier de jauge 18 à 20. Cette épaisseur offre un bon compromis entre rigidité structurelle et facilité de mise en œuvre. Les camions lourds peuvent utiliser un acier plus épais, tandis que certaines voitures économiques utilisent un matériau plus fin. Vérifiez toujours que votre pièce de rechange correspond à la jauge d'origine.