 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Le rôle essentiel de l'usinage par électroérosion dans la fabrication précise de matrices
TL ;DR
L'usinage par électroérosion (EDM) joue un rôle indispensable dans la fabrication moderne de matrices. Il s'agit d'un procédé de fabrication de haute précision qui utilise des étincelles électriques contrôlées pour éroder et façonner des métaux trempés en formes complexes et délicates. Cette technologie est essentielle pour créer des outils durables et précis, des moules d'injection et des matrices d'estampage que les méthodes d'usinage conventionnelles ne peuvent souvent pas produire.
Comprendre l'EDM : les principes fondamentaux
L'usinage par électroérosion, souvent appelé usinage à étincelles, est un procédé de fabrication non traditionnel et sans contact basé sur l'énergie thermique. Contrairement aux méthodes conventionnelles qui utilisent une force mécanique pour couper le matériau, l'EDM enlève le matériau par une série de décharges électriques rapides et répétées — ou étincelles — entre une électrode (l'outil) et une pièce. Les deux composants sont immergés dans un fluide diélectrique, qui agit comme isolant électrique jusqu'à ce qu'une tension spécifique soit atteinte.
Le mécanisme principal débute lorsqu'une haute tension est appliquée, provoquant la rupture du fluide diélectrique et la formation d'un canal de plasma entre l'électrode et la pièce à usiner. Cela crée une étincelle intense dont la température atteint entre 14 500 et 21 500 °F, faisant fondre et vaporiser instantanément une quantité infinitésimale de matériau de la pièce. Une fois le cycle de décharge terminé, le fluide diélectrique évacue les particules vaporisées (débris) de la zone d'usinage. Ce cycle se répète des milliers de fois par seconde, érodant progressivement la pièce afin qu'elle épouse la forme de l'électrode ou suive un chemin programmé.
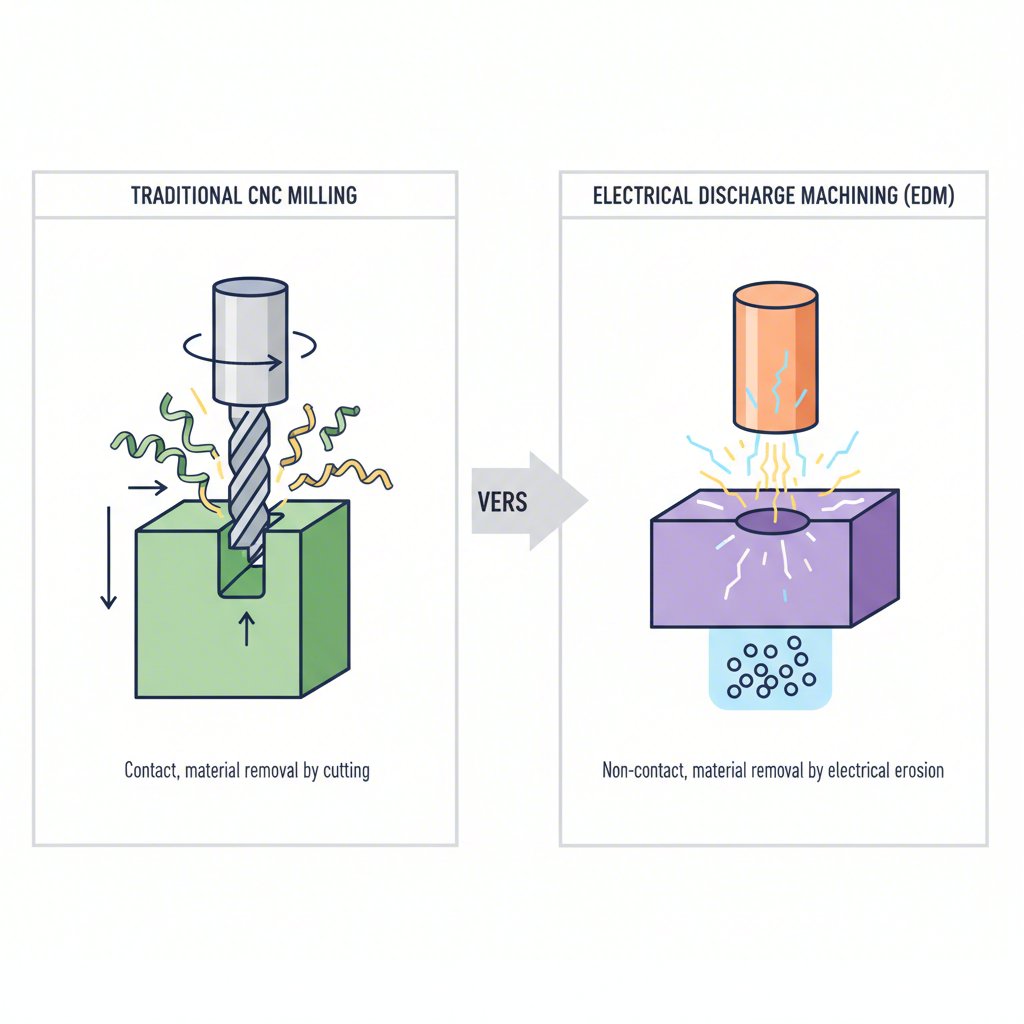
Ce processus est fondamentalement différent de l'usinage traditionnel par fraisage ou tournage CNC. Comme il n'y a aucun contact physique entre l'outil et la pièce, l'usinage par électroérosion (EDM) permet de travailler des matériaux extrêmement durs et résistants, tels que l'acier outil trempé, le titane et le carbure de tungstène, avec une précision exceptionnelle et sans induire de contraintes mécaniques. Cette capacité fait de l'EDM une technologie essentielle pour les applications exigeant des détails fins et des tolérances strictes, que d'autres méthodes ne peuvent pas atteindre.
Le rôle critique de l'EDM dans la fabrication de moules et matrices de haute précision
Dans le monde de la fabrication de moules et de matrices, la précision n'est pas seulement un objectif ; c'est une exigence fondamentale. La technologie de l'électroérosion est à la base de cette précision, permettant la création de moules et de matrices avec un niveau de complexité et d'exactitude autrefois inimaginable. Son rôle principal consiste à produire des détails complexes tels que les angles internes vifs, les nervures profondes et étroites, ainsi que des cavités complexes, qui sont souvent impossibles à réaliser avec des outils de coupe conventionnels en raison des limitations liées à la géométrie et à l'accès de l'outil.
L'une des applications les plus importantes de l'électroérosion est la production de moules pour le moulage par injection plastique et de matrices pour la fonderie et le poinçonnage métalliques. Par exemple, dans le secteur automobile, la fabrication de composants de haute qualité repose sur des outils parfaitement conçus. Les principaux fournisseurs de matrices sur mesure pour emboutissage automobile et fabrication de composants métalliques , des entreprises telles que Shaoyi (Ningbo) Metal Technology Co., Ltd., utilisent des procédés avancés pour offrir la précision exigée par les équipementiers et les fournisseurs de premier rang. L'usinage par électroérosion (EDM) est essentiel dans ce contexte pour fabriquer les matrices d'estampage durables et complexes qui permettent de façonner les tôles en pièces automobiles avec une régularité irréprochable.
En outre, l'électroérosion convient particulièrement bien à l'usinage de matériaux déjà trempés. Les procédés traditionnels nécessitent souvent d'usiner un matériau plus tendre au préalable, puis de le traiter thermiquement, une étape qui peut provoquer des déformations et des imprécisions dimensionnelles. L'électroérosion travaille sur des aciers alliés pré-trempés, éliminant ainsi le risque de distorsion et garantissant que la matrice ou le moule final respecte les tolérances les plus strictes. Cela se traduit directement par une qualité supérieure des produits finis, qu'il s'agisse de biens de consommation en plastique, d'implants médicaux ou de composants aérospatiaux, tout en assurant une durée de vie plus longue aux outils eux-mêmes.
Techniques clés d'électroérosion pour la fabrication de matrices : fil EDM vs. électroérosion par broche
Les fabricants de moules s'appuient principalement sur deux types distincts d'usinage par électroérosion, chacun adapté à des applications différentes : l'électroérosion par immersion et l'électroérosion fil. Comprendre les différences entre ces deux méthodes est essentiel pour apprécier la polyvalence de cette technologie dans un environnement de fabrication.
Électroérosion par immersion , également appelée EDM par broche ou EDM par cavité, utilise un électrode usiné sur mesure, généralement en graphite ou en cuivre, qui présente une forme négative de la caractéristique souhaitée. Cet électrode est lentement abaissé ou « immergé » dans la pièce, et les étincelles électriques érodent le matériau pour former une cavité miroir de la forme de l'électrode. Cette méthode est idéale pour créer des cavités 3D complexes, des trous borgnes et des empreintes détaillées nécessaires pour les moules et les matrices de forge.
EDM à fil , ou DEDF (Découpage Électrique à Fil), fonctionne plutôt comme une scie sauteuse haut de gamme. Elle utilise un fil métallique très fin, alimenté en continu (généralement en laiton), qui sert d'électrode. Ce fil est guidé selon un trajet précis programmé par commande numérique (CNC) afin de découper toute l'épaisseur de la pièce, permettant de créer des profils et des formes 2D complexes. Elle est particulièrement efficace pour produire des poinçons, outils et matrices à partir de plaques épaisses d'acier trempé, ainsi que des pièces aux contours complexes et des composants à ajustement serré.
Pour clarifier le choix qu'un outilleur pourrait faire entre les deux procédés, considérez la comparaison suivante :
| Caractéristique | EDM à immersion (par électrode) | EDM à fil |
|---|---|---|
| Type d'électrode | Électrode pleine, sur mesure (en graphite ou en cuivre) | Fil métallique fin, mono-brin (généralement en laiton) |
| Application principale | Création de cavités 3D, moules, trous borgnes et empreintes complexes | Découpe de profils 2D, poinçons, matrices et contours complexes à travers une pièce |
| Géométrie créée | Formes négatives tridimensionnelles complexes | Contours bidimensionnels complexes, formes coniques et découpes traversantes |
| Interaction avec la pièce | L'électrode s'enfonce dans la pièce pour former une cavité | Le fil traverse complètement la pièce pour découper un profil |
Avantages et bénéfices principaux de l'utilisation de l'usinage par électroérosion dans l'industrie des outillages et matrices
L'adoption généralisée de l'usinage par électroérosion dans la fabrication d'outillages et matrices découle d'un ensemble unique d'avantages qui répondent directement aux défis les plus critiques de l'industrie. Ces avantages vont au-delà du simple enlèvement de matière, offrant une qualité supérieure, une liberté de conception et une efficacité accrue par rapport aux méthodes d'usinage traditionnelles.
Les avantages les plus significatifs sont les suivants :
- Usinage de matériaux extrêmement durs : L'usinage par électroérosion est indifférent à la dureté du matériau, car son mécanisme est thermique et non mécanique. Il permet d'usiner facilement des aciers à outils trempés, du carbure de tungstène et des alliages exotiques que des outils conventionnels usent rapidement ou ne peuvent tout simplement pas couper.
- Création de géométries complexes et détaillées : Étant donné que le processus est sans contact, il n'y a aucune force de coupe susceptible de déformer des détails délicats. Cela permet de créer des angles internes vifs, des fentes profondes et étroites, ainsi que des parois minces impossibles à réaliser avec des fraises.
- Précision inégalée et finition de surface fine : L'usinage par électroérosion peut atteindre des tolérances extrêmement serrées, souvent comprises dans une plage de ± 0,0002 pouce. Le processus peut être ajusté finement pour produire une surface lisse, réduisant voire éliminant le besoin de polissage manuel, ce qui permet d'économiser un temps et une main-d'œuvre considérables.
- Absence de contrainte mécanique sur la pièce : L'absence de contact direct entre l'outil et la pièce signifie qu'aucune contrainte mécanique n'est introduite. Ceci est essentiel pour préserver la stabilité dimensionnelle de composants délicats ou à paroi mince, et pour éviter toute déformation ou fissuration.
En définitive, ces avantages font de l'usinage par électroérosion (EDM) une technologie indispensable pour tout fabricant moderne d'outillages et de matrices. Elle permet la production d'outils de meilleure qualité et plus durables, qui à leur tour produisent des pièces finales supérieures, renforçant ainsi son rôle essentiel dans des secteurs concurrentiels et exigeants comme l'aérospatiale, le médical et la fabrication automobile.
Questions fréquemment posées
1. Quel est le principe de l'électroérosion par enfonçage ?
L'électroérosion par enfonçage, également appelée électroérosion à électrode plongeante, fonctionne en créant une électrode profilée (souvent en graphite ou en cuivre) ayant la forme négative de la cavité à usiner. Cette électrode est immergée dans un fluide diélectrique et approchée de la pièce. Des décharges électriques (étincelles) se produisent entre l'électrode et la pièce, érodant le matériau afin de créer une empreinte correspondant précisément à la forme de l'électrode.
2. À quoi sert une machine à électroérosion pour la fabrication de moules ?
En fabrication de moules, l'usinage par électroérosion (EDM) est utilisé pour créer les cavités complexes et les caractéristiques dans l'acier à outils pré-durci qui formeront les pièces finales en plastique ou en métal. Il est essentiel pour produire des éléments tels que des nervures profondes, des angles internes vifs et des textures complexes, difficiles voire impossibles à réaliser par fraisage CNC traditionnel. Cette précision garantit que les pièces moulées finales répondent exactement aux spécifications.
3. Quel est le rôle de l'EDM ?
Le rôle principal de l'EDM est de façonner et usiner des matériaux conducteurs d'électricité en utilisant l'énergie thermique d'étincelles électriques contrôlées. Il est particulièrement apprécié pour sa capacité à usiner des matériaux très durs avec une grande précision, à créer des géométries complexes sans force mécanique et à produire des finitions de surface fines. Sa fonction principale est le retrait de matière dans les applications où les méthodes conventionnelles sont insuffisantes.
4. Qu'est-ce que l'EDM en usinage CNC ?
L'usinage par EDM est un type spécialisé d'usinage CNC (Commande Numérique par Ordinateur). Alors que l'usinage CNC traditionnel implique un outil de coupe qui entre physiquement en contact avec la matière pour enlever du matériau, le CNC par EDM utilise un chemin contrôlé par ordinateur pour guider une électrode. Le système CNC contrôle le déplacement de l'électrode (dans le cas de l'EDM fil ou de l'EDM à électrode enfoncée) afin de générer des étincelles précisément là où le matériau doit être retiré, permettant ainsi la création automatisée de pièces hautement complexes et précises.