 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Matériaux pour le poinçonnage métallique automobile : Le guide de l'ingénieur
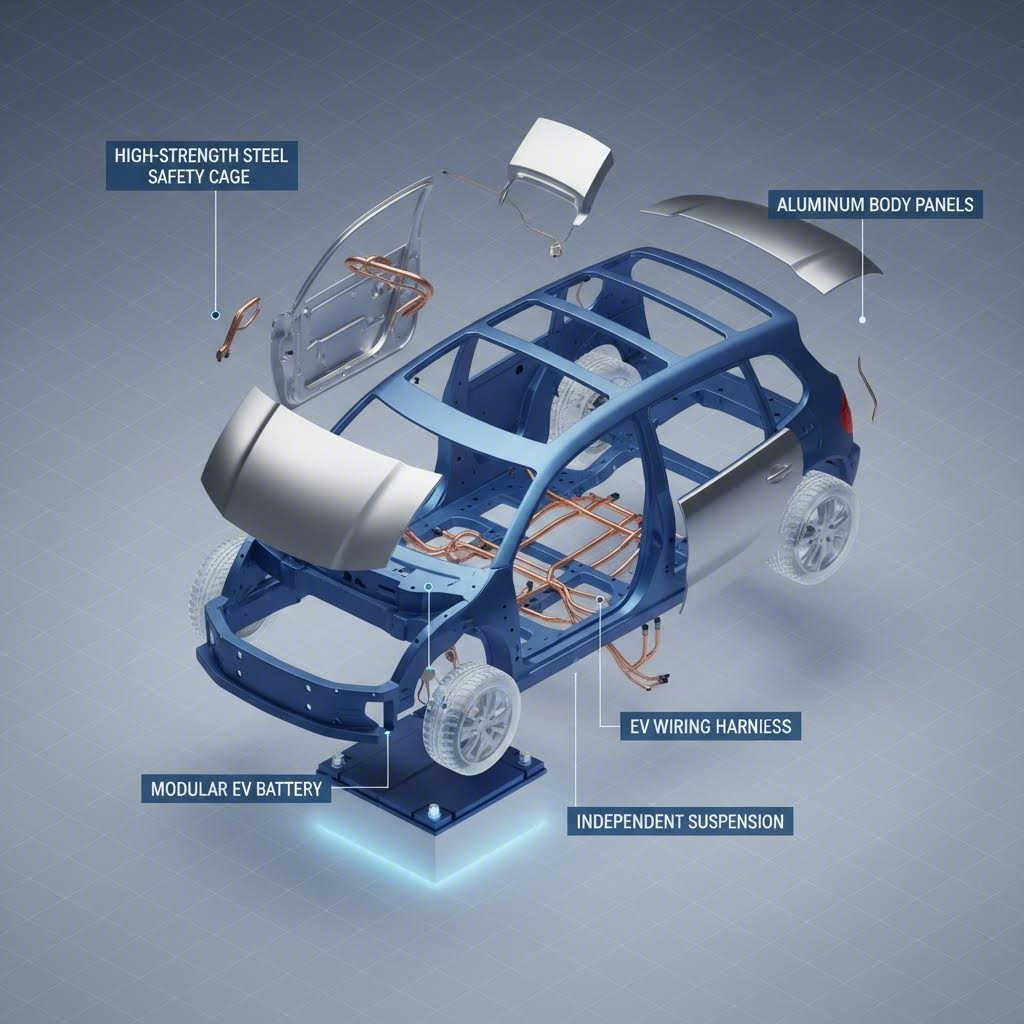
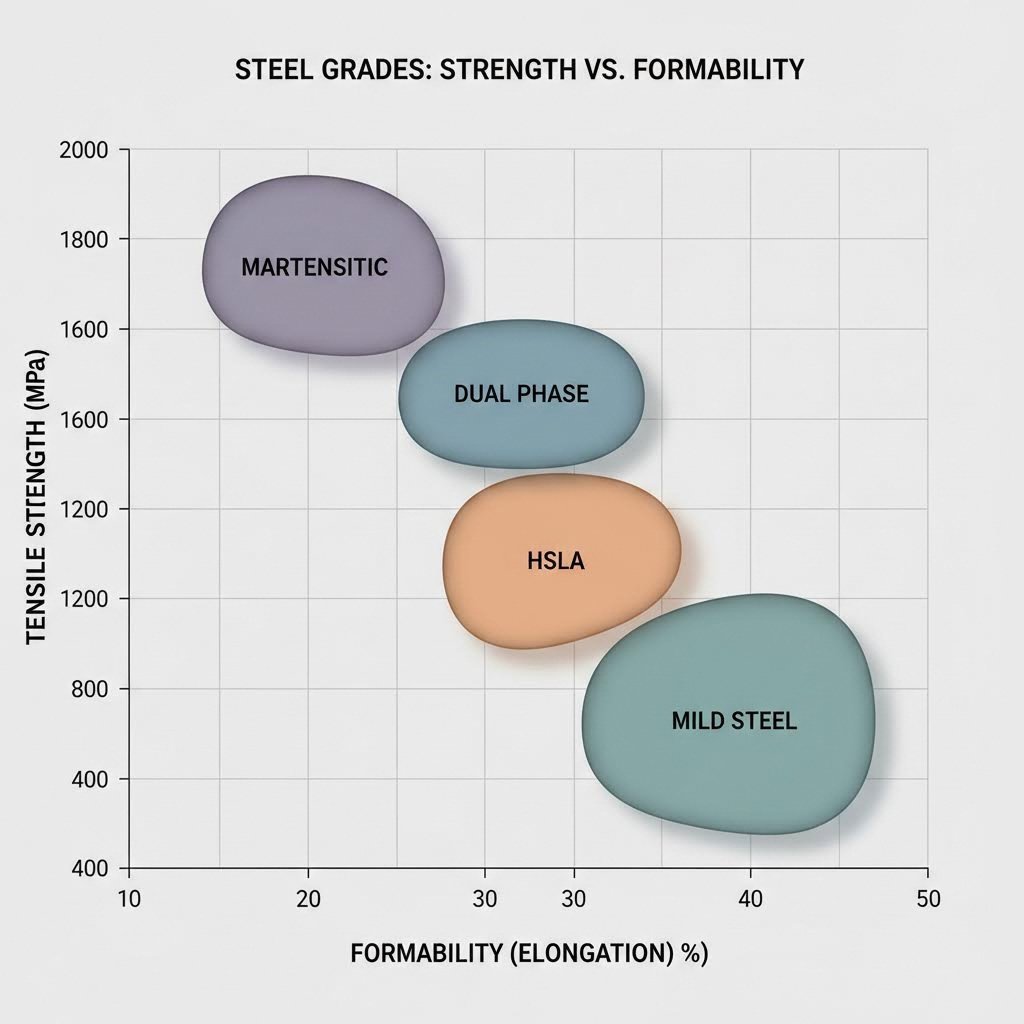
<h2>TL;DR</h2><p>Le poinçonnage de métaux automobiles repose principalement sur trois familles de matériaux : <strong>Acier</strong> (acier haute résistance avancé et HSLA) pour l'intégrité structurelle et la sécurité en cas de collision, <strong>Aluminium</strong> (séries 5xxx et 6xxx) pour les panneaux de carrosserie légers, et <strong>Cuivre</strong> pour les composants d'électrification des VE. Le choix dépend de l'équilibre entre le « triangle d'or » de la fabrication : résistance à la traction, allègement et efficacité coût. Pour les applications modernes, les ingénieurs s'orientent de plus en plus vers les aciers martensitiques et bifasiques pour les pièces critiques de sécurité, tout en réservant des alliages spécialisés comme le cuivre au béryllium pour les connecteurs électriques hautes performances.</p><h2>Alliages d'acier : la colonne vertébrale structurelle du poinçonnage automobile</h2><p>Malgré la recherche de légèreté, l'acier reste le matériau dominant dans la fabrication automobile grâce à son rapport coûts-résistance inégalé et sa formabilité. Toutefois, l'industrie a largement dépassé l'acier doux classique. Les opérations actuelles de poinçonnage utilisent une hiérarchie sophistiquée d'alliages conçus pour répondre à des normes strictes de sécurité en cas de collision sans ajouter une masse excessive.</p><h3>De l'acier doux à l'HSLA</h3><p>Les nuances d'acier à faible teneur en carbone (acier doux), telles que 1008 et 1010, sont traditionnellement utilisées pour les composants non critiques comme les planchers ou les couvercles esthétiques. Elles offrent une excellente ductilité et sont faciles à former à froid, mais manquent de limite d'élasticité nécessaire pour les cages de sécurité modernes. L'<strong>acier haute résistance à faible teneur en alliage (HSLA)</strong> comble cet écart. En ajoutant de petites quantités de vanadium, de niobium ou de titane, les aciers HSLA atteignent des limites d'élasticité allant jusqu'à 80 ksi (550 MPa), tout en conservant leur soudabilité. Ils sont couramment emboutis en composants de châssis, traverses et renforts de suspension où la rigidité structurelle est primordiale.</p><h3>Acier haute résistance avancé (AHSS)</h3><p>Pour les zones critiques de sécurité comme les montants A, montants B et les longerons, les ingénieurs font appel aux <a href="https://www.arandatooling.com/blog/guide-to-materials-used-in-metal-stamping/">aciers haute résistance avancés (AHSS)</a>. Ces aciers multiphasés sont conçus au niveau microstructural pour offrir une résistance extrême :</p><ul><li><strong>Acier bifasique (DP) :</strong> Composé d'une matrice ferritique souple assurant la formabilité et d'îlots martensitiques durs assurant la résistance, les aciers DP (par exemple DP590, DP980) sont idéaux pour les zones de choc nécessitant une absorption d'énergie.</li><li><strong>Plasticité induite par transformation (TRIP) :</strong> Offre une formabilité supérieure pour son niveau de résistance, ce qui le rend adapté aux formes complexes exigeant une forte absorption d'énergie lors d'une collision.</li><li><strong>Acier martensitique (MS) :</strong> Le plus dur du groupe AHSS, utilisé pour la résistance à l'intrusion dans les longerons latéraux et les pare-chocs. Le poinçonnage de l'acier MS nécessite souvent des procédés spécialisés de « poinçonnage à chaud » afin d'éviter les fissures et le ressuage.</li></ul><h2>Alliages d'aluminium : champions de l'allègement</h2><p>Avec le resserrement des réglementations sur les émissions et la persistance de l'anxiété liée à l'autonomie des véhicules électriques, l'aluminium est devenu la référence en matière de réduction de poids (« allègement »). Remplacer les panneaux de carrosserie en acier par de l'aluminium peut réduire le poids des composants jusqu'à 40 %, améliorant directement l'économie de carburant et l'autonomie de la batterie. Toutefois, le poinçonnage de l'aluminium présente des défis tels qu'un <strong>ressuage</strong> accru — la tendance du métal à retrouver sa forme initiale après formage.</p><h3>Série 5xxx contre série 6xxx</h3><p>Le poinçonnage automobile utilise principalement deux familles spécifiques d'aluminium :</p><table><thead><tr><th>Série</th><th>Nuances courantes</th><th>Caractéristiques</th><th>Applications typiques</th></tr></thead><tbody><tr><td><strong>5xxx (magnésium)</strong></td><td>5052, 5182</td><td>Non traitable thermiquement, haute résistance à la corrosion, bonne formabilité. Durcit par travail à froid.</td><td>Panneaux intérieurs de carrosserie, composants de châssis, réservoirs de carburant, caches thermiques.</td></tr><tr><td><strong>6xxx (magnésium + silicium)</strong></td><td>6061, 6016</td><td>Traitable thermiquement, résistance plus élevée. Peut être durci après poinçonnage (lors de la cuisson de la peinture).</td><td>Panneaux extérieurs de carrosserie (capots, portes, toits), montants structurels, boîtiers de batterie de VE.</td></tr></tbody></table><p>Selon les <a href="https://www.wiegel.com/materials/">guides industriels des matériaux</a>, la série 6xxx est particulièrement précieuse pour les carrosseries extérieures car elle est formable à l'état T4, puis vieillit vers un état T6 plus résistant pendant le cycle de cuisson de la peinture, augmentant ainsi la résistance aux bosses du véhicule fini.</p><h2>Cuivre et métaux spéciaux : la révolution du VE</h2><p>L'électrification de la transmission modifie la demande en matériaux vers des métaux à haute conductivité. Alors que les moteurs à combustion interne privilégiaient la résistance thermique, les véhicules électriques (VE) mettent l'accent sur l'efficacité électrique.</p><h3>Cuivre pour la connectivité</h3><p>Le cuivre est indispensable pour les barres conductrices, les bornes et les cadres de connexion. Le <strong>cuivre sans oxygène (C101/C102)</strong> et le <strong>cuivre électrolytique demi-dur (ETP) (C110)</strong> constituent la référence en matière de conductivité. Pour les composants nécessitant à la fois conductivité et propriétés mécaniques de ressort — comme les interrupteurs de batterie et les connecteurs haute tension — le <strong>cuivre au béryllium</strong> est le matériau de prédilection malgré son coût plus élevé. Il offre la résistance de l'acier avec des propriétés conductrices bien supérieures à celles du laiton ou du bronze.</p><h3>Alliages exotiques pour environnements extrêmes</h3><p>Au-delà des « trois grands » (acier, aluminium, cuivre), certaines applications de niche utilisent des alliages exotiques :</p><ul><li><strong>Titane :</strong> Utilisé dans les systèmes d'échappement et les ressorts de soupapes des véhicules hautes performances en raison de sa résistance à la chaleur et de son rapport résistance/densité.</li><li><strong>Inconel & Hastelloy :</strong> Ces superalliages à base de nickel résistent à des températures et à une corrosion extrêmes, ce qui les rend indispensables pour les composants de turbocompresseurs et les joints dans les moteurs très puissants.</li></ul><h2>Sélection stratégique : équilibrer performance et coût</h2><p>Le choix du bon matériau pour le poinçonnage de métaux automobiles est un compromis complexe entre les trois facteurs du « triangle d'or » : <strong>Performance (poids/résistance)</strong>, <strong>Formabilité</strong> et <strong>Coût</strong>.</p><h3>Compromis coût-poids</h3><p>Bien que l'aluminium permette des économies de poids significatives, il peut coûter jusqu'à trois fois plus cher que l'acier doux. Par conséquent, les services achats réservent souvent l'aluminium aux grandes surfaces où les gains de poids sont maximisés (capots, toits), tout en conservant l'AHSS pour la cage de sécurité afin de maîtriser les coûts. Les <a href="https://americanind.com/blog/material-selection-for-progressive-stamping-factors-and-trade-offs/">facteurs de sélection des matériaux</a> incluent également les coûts d'outillage ; le poinçonnage d'AHSS nécessite des matrices en carbure et des presses à tonnage plus élevé, ce qui augmente l'investissement initial par rapport aux aciers plus doux.</p><h3>Partenariat pour la réussite de la production</h3><p>La complexité des matériaux modernes — de l'aluminium sujet au ressuage à l'acier martensitique ultra-dur — exige un partenaire de fabrication doté de capacités métallurgiques avancées. Que ce soit pour valider un prototype de boîtier de batterie de VE ou pour passer à l'échelle de la production de poutres structurelles en HSLA, l'équipement du poinçonneur doit répondre aux exigences du matériau. Pour les OEM recherchant un pont entre prototypage rapide et production de masse, <a href="https://www.shao-yi.com/auto-stamping-parts/">Shaoyi Metal Technology</a> propose des services de poinçonnage certifiés IATF 16949, utilisant des presses allant jusqu'à 600 tonnes pour travailler avec précision des alliages automobiles complexes.</p><h2>Conclusion</h2><p>L'époque où l'on utilisait une seule nuance d'acier doux pour toute la carrosserie d'un véhicule est révolue. Le poinçonnage moderne de métaux automobiles est une discipline multi-matériaux qui exige une compréhension fine de la métallurgie. En déployant stratégiquement l'AHSS pour la sécurité, l'aluminium pour l'efficacité et le cuivre pour l'électrification, les ingénieurs peuvent optimiser les véhicules pour la prochaine génération de mobilité. La clé réside dans une collaboration précoce avec des partenaires de poinçonnage qui comprennent les comportements de formage uniques de ces matériaux avancés.</p><section><h2>Questions fréquentes</h2><h3>1. Quel est le meilleur matériau pour le poinçonnage de métaux automobiles ?</h3><p>Il n'existe pas de matériau unique « idéal » ; le choix dépend de la fonction de la pièce. L'acier haute résistance avancé (AHSS) est le meilleur pour les composants structurels de sécurité en raison de sa haute limite d'élasticité. L'aluminium (séries 5xxx/6xxx) est le meilleur pour les panneaux de carrosserie afin de réduire le poids. Le cuivre est essentiel pour les composants électriques des VE en raison de sa conductivité.</p><h3>2. Pourquoi l'aluminium est-il plus difficile à poinçonner que l'acier ?</h3><p>L'aluminium présente un degré plus élevé de « ressuage » que l'acier doux, c'est-à-dire qu'il a tendance à retrouver sa forme initiale après le relâchement de la presse à poinçonner. Cela nécessite une conception de matrices sophistiquée et des logiciels de simulation précis pour surcourber le matériau exactement afin qu'il se détende aux tolérances finales correctes. Il est également plus sensible aux fissures si le rayon de pliage est trop serré.</p><h3>3. Quelle est la différence entre HSLA et AHSS ?</h3><p>L'acier haute résistance à faible teneur en alliage (HSLA) tire sa résistance d'éléments d'alliage microscopiques comme le vanadium et est généralement utilisé pour les pièces de châssis. L'acier haute résistance avancé (AHSS) utilise des microstructures multiphasées complexes (comme bifasique ou TRIP) pour atteindre des rapports résistance/poids nettement supérieurs, ce qui le rend supérieur pour les zones de sécurité critiques en cas de collision.</p></section>