 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Techniques clés d'inspection de l'intégrité des matrices automobiles

TL ;DR
L'inspection efficace des matrices automobiles nécessite une stratégie complète combinant plusieurs techniques. Le processus va de méthodes fondamentales manuelles, telles que les tests visuels et tactiles, à des métrologies avancées de haute précision utilisant des machines de mesure tridimensionnelles (CMM) et la numérisation 3D pour une exactitude dimensionnelle absolue. En outre, les essais non destructifs (END) sont essentiels pour évaluer l'intégrité interne du matériau d'une matrice sans causer de dommages, garantissant ainsi la qualité et la longévité.
Méthodes d'inspection fondamentales : techniques manuelles et visuelles
La première ligne de défense dans le contrôle qualité des matrices automobiles repose sur des techniques fondamentales d'inspection manuelle et visuelle. Ces méthodes sont rentables, rapides et constituent un contrôle préliminaire essentiel avant d'utiliser des technologies plus complexes. L'inspection visuelle est la méthode la plus directe, utilisée pour identifier les défauts macroscopiques ainsi que toute anomalie évidente sur les pièces embouties ou la matrice elle-même. Elle s'appuie sur l'œil entraîné d'un inspecteur afin de détecter les problèmes pouvant compromettre la qualité du produit final.
En complément des vérifications visuelles de base, plusieurs méthodes tactiles et visuelles approfondies permettent d'obtenir une analyse plus fine. Le « test au toucher » consiste pour un inspecteur expérimenté, portant des gants adaptés, à palper la surface de la matrice afin de détecter d'éventuelles imperfections subtiles qui ne seraient pas immédiatement visibles. Pour repérer de minuscules perforations ou ondulations, l’« inspection par enduction d'huile » s'avère très efficace : une couche mince et uniforme d'huile est appliquée sur la surface de la matrice puis examinée sous une lumière intense, ce qui met en évidence les défauts minuscules. Une autre technique consiste à polir la surface avec une gaze souple ou une pierre à aiguiser, ce qui permet de révéler des piqûres, des indentations et autres irrégularités de surface difficiles à voir, en observant la manière dont le matériau réagit à l'action abrasive.
Une procédure d'inspection visuelle standard est un élément essentiel de la maintenance des matrices. Avant tout cycle de production, un contrôle approfondi doit être effectué dans un environnement bien éclairé, souvent à l'aide d'outils de grossissement, afin de s'assurer que la matrice est exempte de contaminants et de dommages. Les points de contrôle clés incluent l'examen de toute la surface à la recherche de fissures, d'éclats ou de décoloration, ainsi qu'une attention particulière portée aux surfaces et arêtes de travail pour détecter les signes d'usure ou d'arrondi, souvent appelé effet « champignon ». Cette approche proactive permet de repérer rapidement les problèmes potentiels, évitant ainsi des temps d'arrêt coûteux et garantissant une qualité constante des pièces.
| Technique | Objectif principal | Défauts clés détectés | Limitations |
|---|---|---|---|
| Inspection visuelle | Identifier les défauts évidents et macroscopiques | Fissures, décoloration, corrosion, accumulation | Ne permet pas de détecter les défauts internes ou microscopiques ; dépend du niveau d'expertise de l'inspecteur |
| Test de toucher | Détecter les imperfections subtiles de surface | Petites indentations, surfaces irrégulières | Fortement dépendant de l'expérience et de la sensibilité de l'inspecteur |
| Inspection du revêtement d'huile | Mettre en évidence les très petits défauts de surface | Petites perforations, ondulations, indentations superficielles | Nécessite une surface propre et un éclairage adéquat pour être efficace |
| Polissage avec pierre à aiguiser/gaze | Révèle les piqûres et les indentations | Piqûres, indentations, rugosité de surface | Peut être abrasif ; doit être utilisé avec précaution pour éviter d'altérer la surface de la matrice |
Métrologie de haute précision : MMT et numérisation 3D
Dans des industries comme la fabrication automobile où la précision est impérative, les vérifications fondamentales sont suivies par des analyses métrologiques avancées. L'outillage de haute précision nécessite une validation à l'aide d'équipements sophistiqués afin de garantir que chaque pièce respecte exactement les spécifications. Les machines à mesurer tridimensionnelles (MMT) sont depuis longtemps incontournables à cet effet. Une MMT utilise une sonde pour collecter des points de données précis sur la surface d'une matrice, qui sont ensuite comparés au modèle CAO d'origine afin de vérifier les tolérances géométriques et la précision dimensionnelle. Cette méthode est exceptionnellement précise pour valider les dimensions critiques.
Ces dernières années, la numérisation 3D s'est imposée comme une alternative puissante et un complément aux machines de mesure tridimensionnelles (MMT). Contrairement à la collecte de données ponctuelle réalisée par une MMT, un numériseur 3D capture des millions de points pour créer un modèle numérique complet et à haute densité de toute la surface du moule. Ces données de surface exhaustives permettent d'établir des rapports d'inspection 3D détaillés, souvent visualisés sous forme de cartes colorées (chromatogrammes) qui montrent clairement les écarts par rapport aux spécifications de conception. Cela facilite l'identification de déformations subtiles, de défauts de surface ou d'usure qui pourraient être passés inaperçus lors de mesures ponctuelles.
Le flux de travail pour une inspection de haute précision comprend généralement plusieurs étapes clés. Tout d'abord, les données sont collectées, soit par palpage avec une MMT, soit par numérisation 3D. Ces données brutes sont ensuite traitées et alignées sur le modèle CAO d'origine. Enfin, une analyse détaillée est effectuée afin d'identifier les zones qui sortent des tolérances spécifiées. Les entreprises spécialisées dans la fabrication d'outillages de haute qualité, telles que Shaoyi (Ningbo) Metal Technology Co., Ltd. , s'appuient sur ces techniques avancées de métrologie et simulations CAO pour garantir que leurs matrices d'estampage automobiles personnalisées répondent aux normes strictes IATF 16949 exigées par les équipementiers et fournisseurs de premier rang.
| Caractéristique | Machine à mesurer par coordonnées (MMC) | balayage 3D |
|---|---|---|
| Méthode de collecte des données | Sonde physique touchant des points spécifiques | Numérisation optique ou laser sans contact capturant des millions de points |
| Richesse des Données | Fournit des données très précises pour des points prédéfinis spécifiques | Crée un modèle 3D complet et à haute densité de l'ensemble de la surface |
| Vitesse | Plus lent, car il mesure point par point | Plus rapide, capture rapidement de grandes surfaces |
| Idéal pour | Vérification des dimensions critiques, des tolérances géométriques et des formes prismatiques | Inspection des surfaces complexes, détection des déformations et création de cartes colorées des écarts |
Analyse de l'intégrité du matériau : Essais destructifs contre essais non destructifs (END)
Au-delà de la précision dimensionnelle, l'intégrité structurelle du matériau d'un outillage automobile est primordiale. Deux approches principales existent pour évaluer cette caractéristique : les essais destructifs et non destructifs. Les essais destructifs, comme leur nom l'indique, impliquent la destruction physique d'une pièce-échantillon afin d'en mesurer les propriétés, telles que la résistance du matériau. Cela peut inclure la rupture, la découpe ou l'écrasement de la pièce moulée dans des zones où des défauts comme des cavités sont suspectés. Bien qu'ils fournissent des données définitives sur les limites d'un échantillon, leur principal inconvénient est que la pièce testée devient inutilisable, ce qui signifie qu'ils ne peuvent être réalisés que sur un petit lot d'échantillons, et non sur chaque composant.
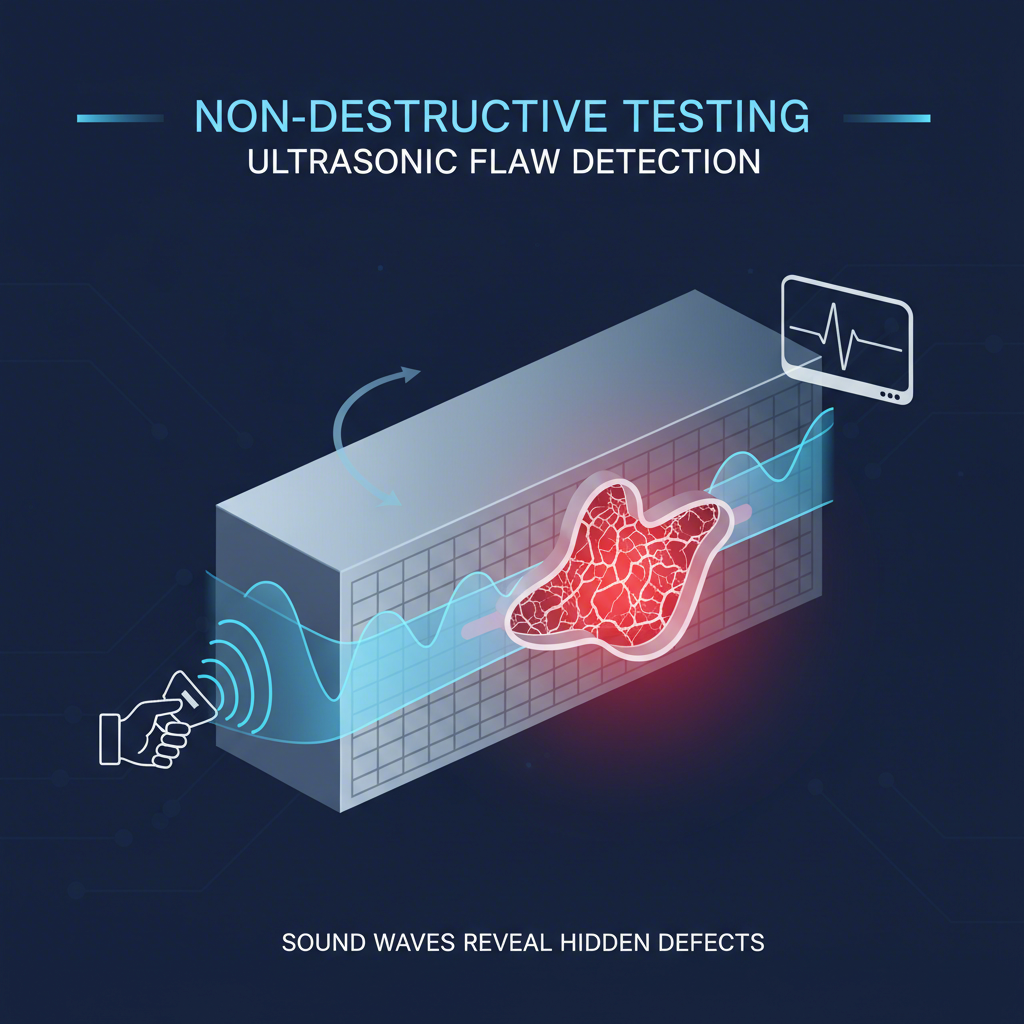
Pour surmonter cette limitation, les essais non destructifs (END) sont largement privilégiés pour l'assurance qualité dans la fabrication des outillages. Les méthodes END permettent aux inspecteurs d'examiner un outillage à la recherche de défauts internes ou en surface sans causer de dommages, ce qui rend possible l'inspection de 100 % des composants critiques. Ces techniques sont essentielles pour détecter les défauts cachés pouvant entraîner une défaillance catastrophique pendant la production. Elles offrent une vue d'ensemble de la structure interne du matériau, garantissant qu'il est exempt d'incohérences susceptibles de compromettre son fonctionnement sous pression extrême.
Plusieurs méthodes END sont particulièrement pertinentes pour les outillages automobiles. Contrôle par particules magnétiques est utilisée sur les matériaux ferromagnétiques comme le fer et l'acier afin de détecter les fissures en surface et juste sous celle-ci. La pièce est magnétisée, puis des particules de fer fines sont appliquées ; toute fissure perturbe le champ magnétique, provoquant l'accumulation des particules et révélant ainsi le défaut. Pour les matériaux non magnétiques, Essai par ressuage est utilisé. Un colorant liquide coloré ou fluorescent est appliqué sur la surface, pénétrant dans les fissures éventuelles. Après avoir essuyé l'excédent, un révélateur est appliqué pour extraire le pénétrant, rendant ainsi la fissure visible. Pour détecter les défauts internes, Contrôle ultrasonore utilise des ondes sonores à haute fréquence qui traversent le matériau et se réfléchissent sur d'éventuels défauts ou sur la paroi arrière, permettant aux techniciens de localiser et de dimensionner les vides ou inclusions internes.
Évaluation de l'état du moule et maintenance : garantir longévité et performance
Le processus d'inspection ne s'achève pas une fois le moule mis en service. Une évaluation systématique des moules utilisés est essentielle pour maintenir les performances, assurer la qualité du produit et prolonger la durée de vie de l'outil. L'évaluation de l'état est un processus proactif visant à analyser les moules usagés afin d'identifier l'usure et les dommages avant qu'ils ne provoquent des défaillances en production. Cela implique une combinaison de vérifications visuelles et dimensionnelles effectuées sur les nouveaux moules, mais en mettant l'accent sur les effets de la contrainte opérationnelle dans le temps.
Lors de l'inspection d'une matrice usagée, plusieurs points de contrôle clés sont essentiels. Un examen approfondi de la surface, souvent sous agrandissement, est nécessaire pour identifier les défauts courants résultant d'une utilisation répétée. Ceux-ci incluent :
- Écaillage et fissuration : Souvent causé par une force excessive ou un mauvais alignement.
- - Je vous en prie. Dommages de surface provoqués par le frottement et le transfert de matière entre le poinçon et la matrice.
- Usure et Évasement : L'arrondi ou la déformation des bords et des extrémités actifs en raison de contraintes élevées.
- Piqûres et Corrosion : Dégradation de surface pouvant affecter la finition de la pièce et l'intégrité de la matrice.
Un programme complet de maintenance est essentiel pour atténuer ces problèmes. Un ensemble clair de bonnes pratiques peut prévenir les pannes prématurées et réduire les temps d'arrêt coûteux. Une bonne maintenance garantit que la matrice continue à fonctionner dans les limites de ses tolérances spécifiées, produisant des pièces cohérentes et de haute qualité tout au long de son cycle de vie. En suivant une routine structurée, on détecte les problèmes tôt, on peut les réparer ou les remplacer en temps opportun et, en fin de compte, on protège l'investissement important qu'est un matricule de haute qualité.
- Nettoyage régulier : Nettoyer soigneusement les matrices avec des solvants appropriés pour éliminer toute huile, résidu ou matériau adhérent avant et après utilisation.
- Inspections planifiées : Mettre en œuvre un calendrier fixe pour les inspections visuelles et dimensionnelles, par exemple après un certain nombre de cycles de production.
- Lubrification adéquate : Assurez-vous d'avoir une lubrification adéquate pendant le fonctionnement afin de minimiser les frottements et d'éviter les irritations.
- Documentation précise : Tenir un registre détaillé de toutes les inspections, les travaux d'entretien et les réparations. Cet historique permet d'identifier les problèmes récurrents et d'éclairer les décisions de rénovation ou de remplacement.
- Réglage correct: Conserver les matrices dans un environnement propre et sec avec un revêtement protecteur pour éviter la corrosion lorsqu'elles ne sont pas utilisées.
Une approche stratégique pour une mort de qualité et une longue vie
Assurer la qualité et les performances des matrices automobiles n'est pas une action unique mais un processus continu et à plusieurs niveaux. Il commence par des contrôles visuels et manuels de base pour détecter les défauts évidents et progresse vers une métrologie de haute précision comme la CMM et le balayage 3D pour garantir le respect de tolérances strictes de conception. Cette combinaison garantit que la matrice est dimensionnellement parfaite avant même d'entrer en production.
En outre, l'accent mis sur l'intégrité des matériaux grâce à des essais non destructifs et, si nécessaire, destructifs confirme que le moule est structurellement solide et capable de résister aux forces extrêmes des opérations d'estampage. Enfin, un programme rigoureux d'évaluation en service et de maintenance est la clé pour maximiser la durée de vie de l'outil et garantir une production constante. En intégrant ces différentes techniques d'inspection dans une stratégie cohérente d'assurance qualité, les fabricants peuvent prévenir les défauts, minimiser les temps d'arrêt et produire des composants automobiles de haute qualité en toute confiance.
Questions fréquemment posées
1. Quelles sont les 4 méthodes d'inspection ?
Dans un contexte général de contrôle qualité, l'inspection est souvent classée en quatre types principaux selon l'étape de production : Inspection préalable à la production (vérification des matières premières), Inspection en cours de production (surveillance de la production en phase initiale), Inspection préalable à l'expédition (contrôle final des produits finis avant leur départ de l'usine) et Surveillance du chargement dans le conteneur. Toutefois, lorsqu'on se réfère spécifiquement à l'inspection technique d'un élément comme une matrice automobile, les méthodes peuvent être regroupées en catégories telles que l'Inspection visuelle, l'Inspection dimensionnelle (métrologie), les Essais de matériaux (END/destructifs) et les Essais fonctionnels.
combien d'étapes y a-t-il dans l'inspection visuelle en END ?
Dans le contexte des essais non destructifs (END), notamment pour des procédés comme le soudage qui partagent des principes avec la fabrication et la maintenance de matrices, l'inspection visuelle est généralement effectuée en trois étapes clés : avant le début du processus (par exemple, vérification des matériaux et de la configuration), pendant le processus (surveillance des problèmes immédiats) et après la fin du processus (examen du produit final pour détecter les défauts de surface). Cette approche en plusieurs étapes garantit le maintien de la qualité tout au long du cycle de vie complet.