 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Presse hydraulique contre presse mécanique pour l'emboutissage : Vitesse, force et coût
TL ;DR
Le choix entre une presse hydraulique et une presse mécanique repose sur un compromis entre vitesse et contrôle de force . Les presses mécaniques sont les chevaux de trait de l'industrie pour la production à grand volume, utilisant l'énergie accumulée dans le volant d'inertie pour effectuer des cycles rapides et constants, idéaux pour le découpage et le formage peu profond. Les presses hydrauliques, quant à elles, génèrent une force par pression fluide, délivrant leur tonnage nominal complet tout au long de la course complète — ce qui les rend supérieures pour l’emboutissage profond, les formes complexes et les séries de production variables. Pour les fabricants cherchant à équilibrer ces besoins, comprendre les différences spécifiques dans l'application de la force constitue la première étape vers l'optimisation des coûts et de la qualité de production.
La différence fondamentale : énergie du volant d'inertie contre pression fluide
La distinction fondamentale réside dans la manière dont chaque machine génère et transmet la force. Cette différence d'ingénierie détermine tous les aspects de leur performance, du temps de cycle à l'entretien.
Presses mécaniques fonctionnent à l'énergie cinétique. Un moteur électrique accélère un volant d'inertie massif, qui stocke de l'énergie. Lorsque l'opérateur enclenche l'embrayage, cette énergie est libérée par un système d'engrenages et de manivelle pour actionner le poinçon. Le mouvement est fixe et cyclique — comme un coup de marteau. Ce design permet une vitesse et une répétabilité exceptionnelles, mais offre peu de flexibilité en ce qui concerne le profil de la course.
Presses hydrauliques s'appuient sur la pression hydrostatique. Une pompe force un fluide hydraulique dans un cylindre, poussant un piston vers le bas. La force est générée par la pression appliquée du fluide, et non par la quantité de mouvement d'une masse en déplacement. Cela crée un mouvement de poussée plus proche d'un serrage de serre-joint que d'un coup de marteau. Le poinçon permet un contrôle variable de la vitesse et de la position, permettant à l'opérateur de gérer précisément comment et quand la force est appliquée à la pièce.
Tonnage et application de la force : La courbe critique
Le principal critère technique différenciant pour les ingénieurs est où dans la course, le moment où la presse peut exercer son tonnage nominal. Ce facteur détermine souvent si une presse peut physiquement effectuer un travail spécifique.
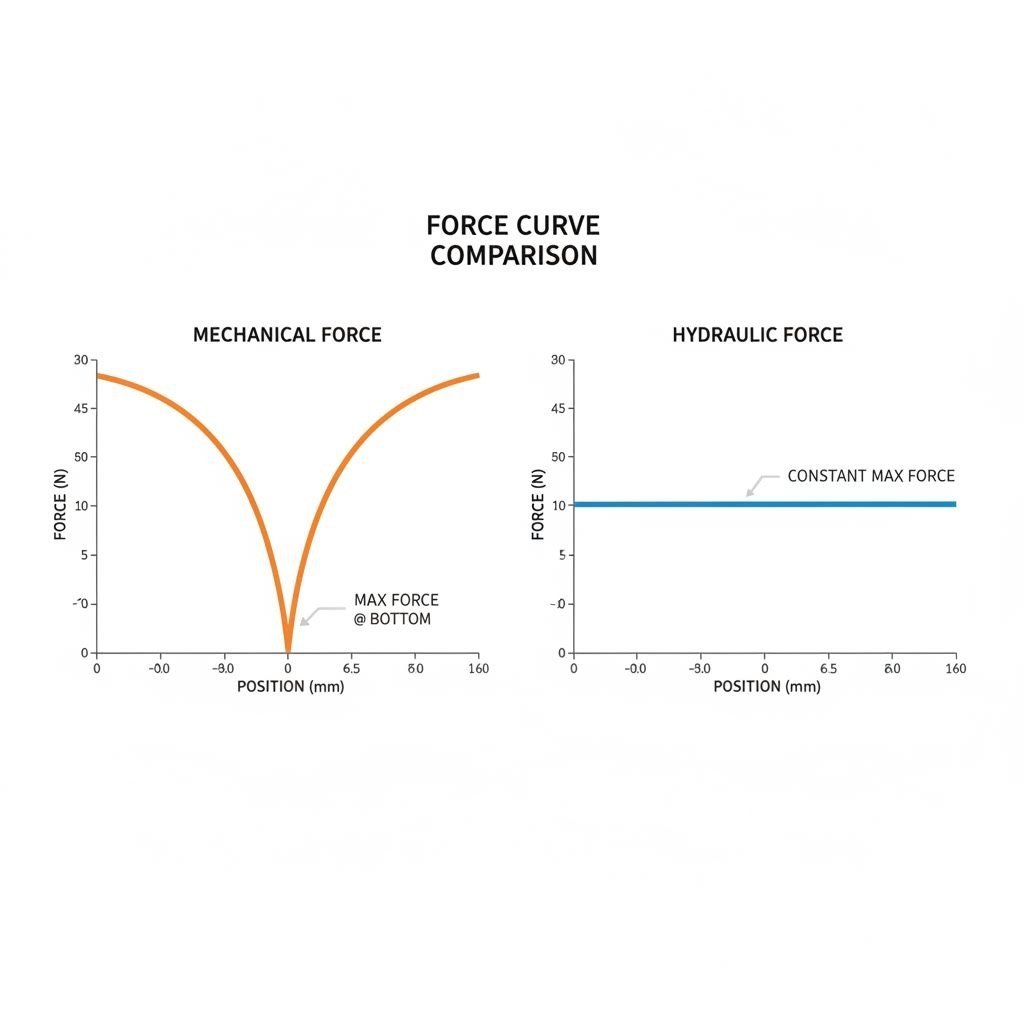
Mécanique : Évaluée au point mort bas (BDC)
Une presse mécanique est évaluée pour son tonnage maximal uniquement au tout bas de sa course, appelé point mort bas (BDC). Lorsque le traversin est plus haut dans la course, la force disponible est nettement inférieure en raison de la courbe d'avantage mécanique du système à manivelle/excentrique. Par exemple, une presse mécanique de 200 tonnes pourrait n'exercer que 50 tonnes de force à deux pouces du bas. Cette limitation rend les presses mécaniques peu adaptées aux applications d'emboutissage profond où une forte force est nécessaire dès le début de la course.
Hydraulique : Tonnage complet n'importe où
En revanche, une presse hydraulique peut délivrer toute sa force nominale en tout point de la course. Que le piston soit en haut, au milieu ou en bas, le système hydraulique peut appliquer une pression maximale instantanément. Cette caractéristique est essentielle pour emboutissage profond les opérations où le matériau nécessite une pression de formage constante sur une longue distance afin de s'écouler correctement sans se déchirer.
Vitesse, volume de production et efficacité
La vitesse est souvent le facteur principal de coût dans le poinçonnage métallique, et c'est là que les presses mécaniques dominent historiquement.
- Vitesse élevée pour grandes séries : Les presses mécaniques sont conçues pour la vitesse. De petites presses mécaniques à armature ouverte peuvent atteindre des vitesses allant jusqu'à 1 500 coups par minute (CPM), tandis que les presses plus grandes à colonnes verticales fonctionnent encore nettement plus vite que des presses hydrauliques comparables. Pour des pièces comme les connecteurs électriques, les rondelles ou les supports automobiles dont on a besoin de millions d'unités, le cycle fixe d'une presse mécanique est imbattable.
- Polyvalence pour petites séries : Les presses hydrauliques sont par nature plus lentes en raison du temps nécessaire pour pomper le fluide. Toutefois, elles excellent dans les environnements à forte variété et faible volume. Leur temps de configuration est généralement plus rapide, car les limites de course sont programmables plutôt que mécaniques. Elles sont également idéales pour les essais et la prototypie.
Pour les fabricants qui augmentent leur production, la transition s'opère souvent d'une flexibilité hydraulique vers une vitesse mécanique. Des partenaires spécialisés comme Shaoyi Metal Technology exploitent cette progression, utilisant des capacités variées de presses pour accompagner leurs clients automobiles, depuis la prototypie initiale à faible volume jusqu'à la production de masse de millions de composants certifiés IATF 16949.
Flexibilité de conception, installation et maintenance
Au-delà des caractéristiques techniques brutes, la réalité opérationnelle quotidienne de ces machines diffère considérablement.
| Caractéristique | Presse mécanique | Presse hydraulique |
|---|---|---|
| Contrôle de la course | Longueur de course fixe (rigide) | Longueur de course entièrement réglable |
| Sécurité contre les surcharges | Risque de blocage au point mort bas (réparation coûteuse) | Soupapes de décharge intégrées (surcharge sécurisée) |
| Entretien | Usure de l'embrayage/frein, points de lubrification | Jointures, flexibles, pompes (risque de fuite) |
| Configuration des outillages | Hauteur de fermeture précise essentielle | Hauteur de fermeture tolérante (souple) |
Sécurité et surcharge : Un avantage majeur des systèmes hydrauliques est la protection contre les surcharges. Si une presse hydraulique dépasse sa limite en tonnes, une soupape de sécurité s'ouvre simplement et la pression est relâchée sans dommage. Une presse mécanique, en revanche, peut rester "bloquée en point mort bas" si elle est surchargée au PMB, nécessitant souvent plusieurs heures de maintenance pour libérer le piston et risquant d'endommager des outillages coûteux.
Réalité de la maintenance : Les presses mécaniques sont robustes et peuvent durer des décennies avec une lubrification adéquate, bien que les garnitures d'embrayage et de frein soient des pièces d'usure. Les presses hydrauliques comportent moins de pièces mobiles rigides mais exigent une surveillance stricte quant à la propreté du fluide, à l'intégrité des joints et à l'état des flexibles afin d'éviter les fuites et les pertes de pression.
La presse servo : L'hybride moderne
Ces dernières années, la technologie des presses servo est apparue afin de combler le fossé. Une presse servo utilise un moteur servo à couple élevé pour entraîner un système mécanique, éliminant ainsi le volant d'inertie et l'embrayage. Cela permet des profils de course entièrement programmables : les utilisateurs peuvent programmer le traversin pour ralentir pendant la phase de formage (afin de réduire la chaleur et améliorer la qualité des pièces) et accélérer pendant la course de retour.
Bien que les presses servo offrent le « meilleur des deux mondes » — la vitesse des presses mécaniques avec la contrôlabilité des presses hydrauliques — elles impliquent un coût initial plus élevé. Elles deviennent progressivement la norme dans les industries à haute précision comme la fabrication de composants pour batteries de véhicules électriques, où des courbes complexes de formage sont requises en parallèle d'un haut débit de production.

Résumé : quelle presse vous convient le mieux ?
Le choix de la bonne presse ne consiste pas à trouver la technologie « meilleure », mais à adapter la machine à votre réalité de production spécifique. Utilisez ce cadre pour guider votre décision :
- Choisissez une presse mécanique si : Vous produisez en grande série (des milliers à des millions de pièces), vos pièces sont relativement plates (découpage, perforation, formage peu profond), et la vitesse est votre priorité absolue.
- Choisissez une presse hydraulique si : Vous devez effectuer des emboutissages profonds, votre production implique une grande variété de pièces différentes avec des changements fréquents, ou vous avez besoin de la pleine capacité en tonnage sur toute la course.
- Choisissez une presse servomotrice si : Vous avez besoin de la précision nécessaire pour contrôler l'écoulement du matériau sur des pièces complexes, vous exigez une efficacité énergétique, et vous disposez d'un budget permettant d'investir dans une technologie polyvalente et pérenne.
Questions fréquemment posées
1. Une presse hydraulique peut-elle effectuer des opérations de découpage ?
Oui, les presses hydrauliques peuvent effectuer de l'ébauchage, mais elles sont généralement moins efficaces que les presses mécaniques. Le choc de "rupture brutale" généré au moment de la fracture du matériau peut endommager le système hydraulique à long terme, sauf si la presse est équipée d'amortisseurs spéciaux. Pour les opérations pures d'ébauchage, les presses mécaniques sont généralement préférées en raison de leur vitesse et de leur rigidité.
2. Pourquoi une presse mécanique est-elle plus rapide qu'une presse hydraulique ?
Une presse mécanique est plus rapide car elle utilise l'énergie stockée dans un volant de masse en rotation continue. Lorsque l'embrayage s'enclenche, cette énergie cinétique accumulée est libérée presque instantanément pour actionner le traversin. Une presse hydraulique doit pomper du fluide pour générer une force à chaque cycle, ce qui constitue un processus intrinsèquement plus lent impliquant des changements de position des valves et une montée en pression.
3. Quel type de presse est plus sûr pour l'opérateur et l'outillage ?
Les presses hydrauliques sont généralement considérées comme plus sûres pour les outillages en cas de surcharge. Si un objet étranger pénètre dans l'outil ou si le matériau est trop épais, la soupape de décharge du système hydraulique se déclenche, arrêtant immédiatement la presse sans dommage. Une presse mécanique tentera d'achever son cycle rigide indépendamment de tout obstacle, ce qui peut entraîner des dommages catastrophiques pour l'outil ou la structure de la presse elle-même.