 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Comment la fonderie sous pression haute performance stimule l'innovation automobile

TL ;DR
La fonderie automobile haute performance est un procédé de fabrication dans lequel un métal en fusion, tel que l'aluminium ou le zinc, est injecté dans un moule sous une pression extrême. Cette méthode produit des composants solides, légers et extrêmement précis, essentiels pour les véhicules modernes. Cette technologie est cruciale pour améliorer l'efficacité énergétique, renforcer la performance globale et permettre les conceptions avancées requises tant pour les véhicules à moteur à combustion interne (ICE) que pour les véhicules électriques (EV).
Comprendre la fonderie automobile haute performance
La fonderie sous pression automobile est un procédé de fabrication fondamental qui permet de créer des pièces métalliques complexes et dimensionnellement précises en forçant un métal en fusion dans un moule en acier réutilisable, appelé matrice. Dans les applications hautes performances, ce procédé est affiné pour produire des composants répondant à des exigences strictes en matière de résistance, de poids et de précision. L'utilisation d'une pression élevée garantit que le métal en fusion remplit chaque détail du moule, donnant ainsi une pièce proche de sa forme finale nécessitant un usinage secondaire minimal.
Cette technologie est essentielle à la production de nombreux composants critiques du véhicule. Les constructeurs automobiles s'appuient sur la fonderie sous pression pour des pièces à la fois légères et durables, contribuant directement à la sécurité et à l'efficacité des véhicules. Comme décrit par des experts chez Autocast Inc. , le processus est essentiel pour produire des éléments allant des blocs-moteurs et carter de transmission aux composants structurels du châssis. Par exemple, les blocs-moteurs en aluminium moulés sous pression réduisent le poids total du moteur, ce qui améliore l'accélération et la consommation de carburant, tandis que leur conception précise facilite une dissipation efficace de la chaleur.
Les applications s'étendent à l'ensemble du véhicule. Parmi les exemples clés de pièces moulées sous pression mis en évidence par des analyses sectorielles provenant de Transvalor inclure :
- Composants moteur : Têtes de cylindre et blocs-moteurs légers et robustes.
- Carter de transmission : Carter rigides et dimensionnellement stables pour une transmission de puissance efficace.
- Châssis et pièces structurelles : Supports de suspension et rotules de direction présentant un rapport résistance-poids élevé.
- Boîtiers électroniques : Couvercles de protection pour capteurs, boîtes de vitesses et moteurs.
- Composants de frein : Étriers de frein nécessitant une grande résistance et une haute précision pour la sécurité.
L'adoption de la fonderie sous pression haute performance offre une série d'avantages qui se traduisent directement par des véhicules meilleurs. En créant des pièces légères, elle réduit le poids à vide d'un véhicule, un facteur principal pour améliorer l'efficacité énergétique et réduire les émissions. En outre, la précision des composants moulés sous pression permet un fonctionnement plus fluide du moteur, une meilleure réactivité de la direction et une durabilité accrue globalement. Le procédé est également très efficace, permettant des cycles de production rapides et une fabrication rentable pour des pièces à haut volume.
Procédés fondamentaux et considérations en matière de fabrication
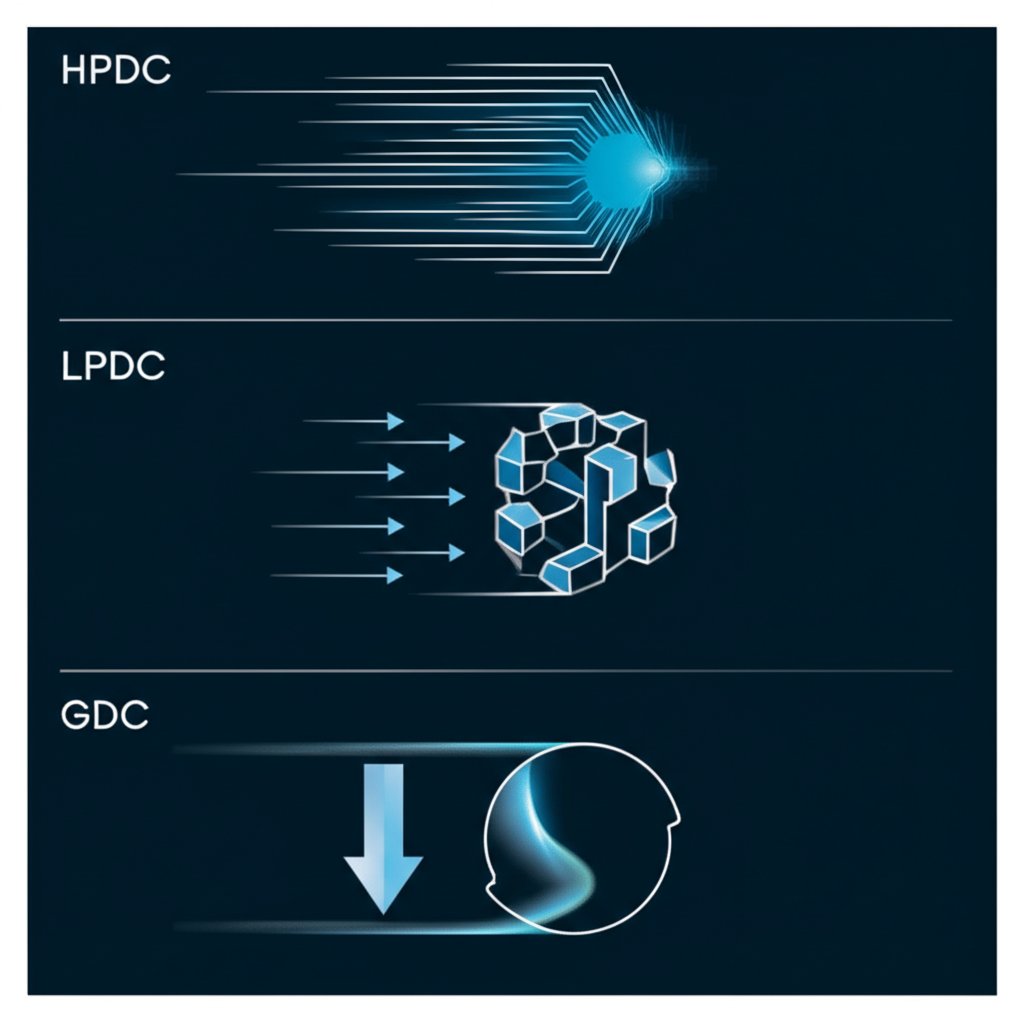
Le monde de la fonderie sous pression n'est pas monolithique : plusieurs procédés distincts existent, chacun adapté à différents matériaux et exigences de composants. Les trois méthodes principales sont la fonderie sous pression haute pression (HPDC), la fonderie sous pression basse pression (LPDC) et la fonderie sous gravité (GDC). Comprendre leurs différences est essentiel pour bien saisir pourquoi la HPDC est si répandue dans les applications automobiles hautes performances.
La coulée sous pression haute vitesse (HPDC), comme son nom l'indique, injecte du métal en fusion à des vitesses et des pressions extrêmement élevées. Selon DyCast Specialties Corporation , cette méthode est idéale pour produire de grands volumes de pièces complexes, à parois minces, avec une excellente précision dimensionnelle et des finitions de surface lisses. La HPDC se subdivise en deux catégories principales : le procédé à chambre chaude, utilisé pour les alliages à bas point de fusion comme le zinc, et le procédé à chambre froide, utilisé pour les alliages à haut point de fusion comme l'aluminium. La méthode à chambre froide domine dans l'industrie automobile pour la fabrication de grandes pièces structurelles telles que les blocs-moteurs et les carter de transmission.
Bien que la coulée sous pression soit excellente pour les pièces complexes et de forme nette, d'autres procédés de fabrication performants comme le forgeage sont essentiels pour les composants nécessitant une résistance maximale et une grande tenue à la fatigue. Par exemple, des entreprises comme Technologie métallique de Shaoyi (Ningbo) se spécialisent dans le forgeage automobile, offrant une autre voie pour créer des pièces de véhicule robustes grâce à un procédé qui met en forme le métal par des forces compressives.
Cependant, le HPDC n'est pas sans ses défis. Un inconvénient majeur est le risque de porosité, où de minuscules vides ou trous se forment dans la pièce coulée en raison des gaz piégés. Cela peut compromettre les propriétés mécaniques du composant. Pour lutter contre ce phénomène, des techniques avancées telles que la méthode de remplissage par écoulement progressif (TFFM) sont utilisées afin de minimiser les gaz piégés, comme indiqué par AdvanTech International . Voici une comparaison des principaux procédés de moulage :
| Procédé | Caractéristiques clés | Idéal pour | Applications automobiles courantes |
|---|---|---|---|
| Moulage sous haute pression (HPDC) | Vitesse très élevée, haute précision, finition lisse, risque de porosité. | Pièces complexes, à parois minces et produites en grande série. | Bloc-moteurs, carter de transmission, boîtiers électroniques, composants structurels. |
| Coulée sous basse pression (CGBP) | Vitesse de remplissage plus lente, bonne intégrité structurelle, moins de turbulence. | Composants volumineux, symétriques et nécessitant une grande fiabilité structurelle. | Roues, pièces de suspension et autres composants critiques pour la sécurité. |
| Moulage par gravité (GDC) | Utilise la gravité pour remplir le moule, procédé simple, donne des pièces denses. | Produire des pièces solides et de haute intégrité avec une porosité minimale. | Étriers de frein, pistons et autres pièces nécessitant une haute résistance. |
Matériaux clés dans la fonderie sous pression haute performance
Le choix du matériau est tout aussi crucial que le procédé de moulage lui-même. Dans la fonderie sous pression automobile, les ingénieurs choisissent principalement parmi une gamme d'alliages non ferreux, l'aluminium, le zinc et le magnésium étant les plus utilisés. Chaque matériau présente un profil de propriétés unique qui le rend adapté à des applications spécifiques, influant directement sur les performances, le poids et la durabilité du véhicule.
L'aluminium est le pilier de l'industrie de la fonderie sous pression automobile. Sa combinaison de faible poids, de haute résistance, d'excellente résistance à la corrosion et d'une bonne conductivité thermique en fait un choix idéal pour une grande variété de composants. Comme l'expliquent des experts en fabrication auprès de Dynacast , les pièces moulées en aluminium à parois minces peuvent supporter les températures de fonctionnement les plus élevées parmi tous les alliages utilisés en fonderie sous pression, ce qui les rend idéales pour les blocs-moteurs, les carter de transmission et les dissipateurs thermiques. La recherche de l’allégement afin d’améliorer l’efficacité énergétique a fait de l’aluminium un matériau indispensable.
Les alliages de zinc constituent un autre choix populaire, particulièrement pour les pièces nécessitant des détails complexes et une finition de surface de haute qualité. La fluidité du zinc lui permet de remplir avec une précision exceptionnelle les cavités fines et complexes des moules, éliminant souvent la nécessité d'opérations secondaires. Il est couramment utilisé pour de petits composants détaillés tels que les boîtiers électroniques, les pièces cosmétiques intérieures et les carrosseries complexes de capteurs. En outre, les moules utilisés pour la fonderie du zinc ont une durée de vie nettement plus longue que ceux utilisés pour l’aluminium, ce qui en fait une option économiquement avantageuse pour les productions à grand volume.
Le magnésium se distingue comme le plus léger de tous les métaux structurels. Son principal avantage réside dans son rapport résistance-poids exceptionnel, ce qui en fait un choix privilégié pour les applications où la réduction du poids est une priorité absolue. Les composants en magnésium sont souvent présents dans les véhicules haut de gamme, notamment dans des pièces telles que les structures intérieures, les noyaux de volant et les tableaux de bord. L'utilisation de procédés avancés tels que le Thixomolding peut encore améliorer la qualité et l'éventail d'applications des pièces en magnésium.
| Matériau | Propriétés clés | Coût | Cas d'utilisation courants dans l'automobile |
|---|---|---|---|
| Aluminium | Léger, haute résistance, excellente dissipation thermique, résistant à la corrosion. | Modéré | Bloc-moteurs, carter de transmission, composants de châssis, dissipateurs thermiques, boîtiers de moteur pour véhicules électriques (VE). |
| Zinc | Grande fluidité permettant des formes complexes, finition de surface excellente, grande durabilité. | Inférieur (en tenant compte de la durée de vie des outils) | Boîtiers électroniques, capteurs, composants intérieurs, connecteurs, engrenages. |
| Magnésium | Extrêmement léger, excellent rapport résistance-poids, bonne rigidité. | Plus élevé | Tableaux de bord, structures de volant, structures de sièges, sous-ensembles. |

L'avenir de la fonderie automobile : Innovations pour les véhicules électriques et l'électronique
L'industrie automobile est en pleine transformation vers l'électrification et la conduite autonome, et la technologie de fonderie évolue rapidement pour relever ces nouveaux défis. L'avenir de la fonderie haute performance est intrinsèquement lié aux exigences des véhicules électriques (EV) et à la prolifération d'électroniques avancées. Cette évolution ne consiste pas seulement à améliorer les pièces existantes ; elle vise à permettre des architectures automobiles entièrement nouvelles.
Pour les véhicules électriques, l'allègement est encore plus critique que pour les véhicules traditionnels, car il a un impact direct sur l'autonomie et les performances. La fonderie sous pression joue un rôle essentiel dans la production de composants structurels volumineux réalisés en une seule pièce, une tendance souvent appelée « gigacasting ». Elle consiste à mouler des pièces massives, comme l'ensemble du plancher d'un véhicule ou un plateau de batterie, en un seul élément. Cette approche regroupe des centaines de pièces plus petites habituellement embouties et soudées en une seule, simplifiant ainsi considérablement l'assemblage, réduisant le poids et abaissant les coûts. Ces grandes pièces moulées en aluminium sont essentielles pour loger et protéger les blocs-batteries lourds, tout en contribuant à la rigidité structurelle du véhicule.
Parallèlement, l'avènement des systèmes avancés d'aide à la conduite (ADAS) et de la connectivité embarquée a entraîné une multiplication du nombre de capteurs, de caméras et d'unités électroniques de contrôle (ECU) dans les véhicules. Chacun de ces composants nécessite des boîtiers précisément fabriqués et protégés contre les interférences électromagnétiques. La fonderie sous pression, en particulier avec des alliages de zinc et d'aluminium, constitue le procédé idéal pour réaliser ces enveloppes complexes à parois minces. La capacité de la fonderie sous pression à produire des pièces proches de leur forme finale permet d'intégrer directement des éléments complexes tels que des dissipateurs thermiques et des points de fixation, ce qui permet de gagner de la place et d'améliorer la gestion thermique des composants électroniques sensibles.
Les progrès technologiques dans le procédé de moulage lui-même repoussent également les limites de ce qui est possible. Des innovations telles que le moulage assisté par vide et les logiciels avancés de simulation d'écoulement dans le moule permettent de produire des pièces avec une porosité réduite, une résistance accrue et même des propriétés soudables. Ces avancées sont essentielles pour la fabrication de composants structurels critiques pour la sécurité et d'enveloppes de batteries étanches pour les véhicules électriques. À mesure que l'industrie progresse, le moulage sous pression restera un facteur clé permettant de concevoir des véhicules plus sûrs, plus efficaces et plus durables.
Questions fréquemment posées
1. Quels sont les inconvénients du HPDC ?
L'inconvénient principal du moulage sous pression haute pression (HPDC) est le risque de porosité. Comme le métal en fusion est injecté à grande vitesse, des gaz peuvent être piégés dans la matrice, formant de minuscules vides dans la pièce finie. Cette porosité peut affaiblir le composant et le rendre inadapté aux applications nécessitant un traitement thermique ou un soudage. Toutefois, des techniques modernes telles que l'assistance par vide et la conception avancée des moules permettent d'atténuer ce problème.
2. Quelle est la différence entre HPDC, LPDC et GDC ?
Comme indiqué dans le corps principal de l'article, la différence essentielle réside dans la pression et la vitesse utilisées pour remplir le moule. Le HPDC utilise une pression très élevée afin de produire rapidement et en grand volume des pièces complexes. Le LPDC utilise une pression plus faible pour un remplissage plus lent et mieux contrôlé, idéal pour des composants structurellement solides comme les roues. Le GDC repose uniquement sur la gravité, produisant ainsi des pièces denses et résistantes, mais avec un cycle de production beaucoup plus lent.
3. Quel est le taux de remplissage pour le HPDC ?
Le taux de remplissage en HPDC fait référence au volume de métal fondu versé dans le manchon d'injection par rapport au volume total du manchon. Des études suggèrent qu'un taux de remplissage de 60 à 70 % est souvent recommandé. Cela permet de minimiser la quantité d'air qui pénètre dans la cavité du moule avec le métal, réduisant ainsi l'entraînement de gaz et la porosité dans la pièce finale.