 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

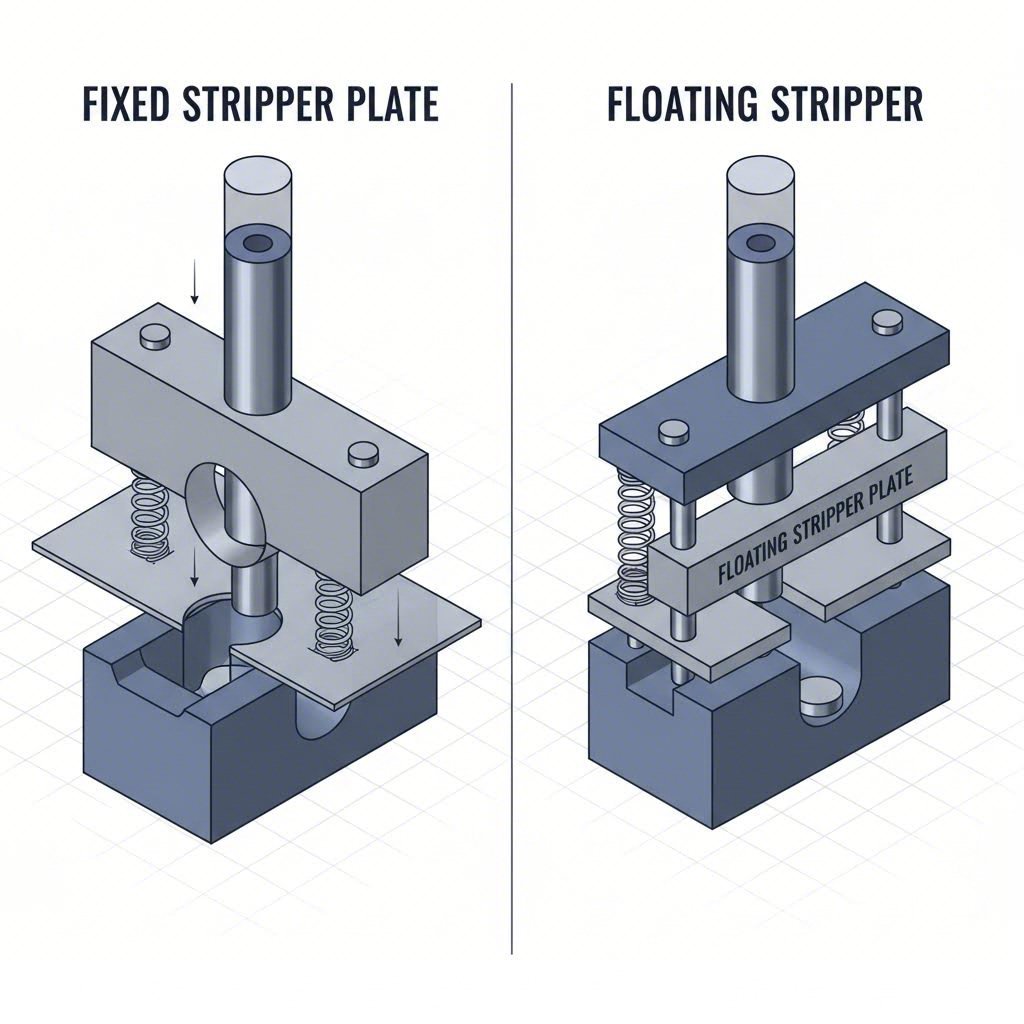
Plaque d'éjection fixe contre plaque d'éjection flottante : La décision en matière de matrice qui fait ou défait votre outillage

La décision cruciale concernant la plaque d'expulsion que tout concepteur de matrice doit maîtriser
Imaginez que vous exploitez une opération de pressage à haut volume et quʼsoudain, vos pièces se coincent sur les poinçons, des bavures inattendues apparaissent sur les bords, et votre équipe de maintenance sʼactive pour diagnostiquer le problème. Quelle en est la cause ? Dans de nombreux cas, l'origine du dysfonctionnement remonte à un choix fondamental effectué lors de la conception de la matrice : le type de plaque d'expulsion sélectionné pour l'application.
Que vous soyez conception de matrices progressives pour des composants automobiles ou la conception d'outillages pour l'électronique de précision, comprendre le choix entre plaque d'expulsion fixe et flottante est essentiel. Ce choix influence directement la qualité des pièces, la durée de vie de l'outil et vos coûts globaux.
Pourquoi le choix de votre plaque d'expulsion détermine la performance de la matrice
Alors, qu'est-ce qu'une plaque d'éjection exactement ? C'est le composant chargé de retirer la matière de la pièce du poinçon après chaque course. Une éjection correcte par la plaque d'éjection garantit une séparation propre des pièces, évite l'arrachement des chutes et maintient des temps de cycle constants. En choisissant la bonne configuration, votre matrice fonctionne sans à-coups. Un mauvais choix entraîne une succession de problèmes en production.
La plaque d'éjection fait plus que simplement dégager la matière : elle guide les poinçons, contrôle le déplacement de la matière et influence la stabilité globale de la matrice. Le choix entre un modèle fixe et un modèle flottant devient donc une décision fondamentale qui impacte tous les aspects de la performance de la matrice.
Le coût caché d'un mauvais choix de plaque d'éjection
Choisir un type de plaque d'éjection inadapté entraîne des conséquences qui vont bien au-delà de l'investissement initial dans l'outillage :
- Dommages aux pièces : Rayures, déformations et incohérences dimensionnelles dues à une force d'éjection inappropriée
- Usure accélérée de l'outil : Les poinçons mal alignés et le frottement excessif réduisent la durée de vie des composants
- Temps d'arrêt non planifié : Les réglages fréquents et les réparations d'urgence perturbent les plannings de production
- Taux de rebut accrus : Un mauvais éjection provoque le rejet de pièces et le gaspillage de matière
Créer les conditions du succès pour le poinçonnage de précision
Voici le défi auquel sont confrontés de nombreux concepteurs de matrices : les informations relatives au choix de la plaque d'éjection sont dispersées entre manuels techniques, catalogues fournisseurs et savoir-faire transmis oralement d'ingénieur à ingénieur. Aucune ressource unique ne regroupe cette comparaison essentielle avec des critères de décision clairs et applicables — jusqu'à aujourd'hui.
Ce guide propose une évaluation complète des plaques d'éjection fixes par rapport aux plaques flottantes, accompagnée de cadres structurés de sélection et de recommandations pratiques. Vous découvrirez exactement dans quelles situations chaque type excelle, comprendrez les compromis impliqués, et gagnerez en confiance pour prendre cette décision cruciale en matière d'outillage selon vos applications spécifiques.
Critères d'évaluation pour le choix de la plaque d'éjection
Avant de plonger dans les détails spécifiques des plaques d'éjection fixes et mobiles, vous avez besoin d'un cadre clair pour prendre cette décision. Sans critères définis, comparer ces deux options devient une estimation plutôt qu'une démarche d'ingénierie. Établissons la méthodologie d'évaluation que les professionnels utilisent lorsqu'ils choisissent la configuration appropriée de plaque d'éjection pour les moules et les applications de matrices.
Cinq facteurs déterminant le succès de la plaque d'éjection
Lorsque les ingénieurs évaluent quelle plaque d'éjection convient le mieux à leur application, ils reviennent systématiquement à cinq dimensions critiques. Chaque facteur a un poids différent selon les exigences spécifiques de production :
- Exigences en matière de force d'éjection :La force nécessaire pour séparer le matériau des poinçons se situe généralement entre 10 et 25 % de la force de poinçonnage. Les applications ayant des besoins d'éjection plus élevés exigent des conceptions de plaques plus robustes, capables de fournir une pression constante.
- Compatibilité avec l'épaisseur du matériau : Les matériaux fins se comportent différemment des matériaux épais lors de l'éjection. Le choix de votre plaque d'éjection doit tenir compte de la plage d'épaisseur spécifique que vous allez usiner, car une inadéquation peut endommager les pièces ou entraîner une éjection incomplète.
- Considérations relatives au volume de production : Les opérations à haut volume exigent des plaques d'éjection capables de maintenir leurs performances sur des millions de cycles. Pour des séries plus courtes, des configurations plus simples, nécessitant des réglages plus fréquents, peuvent être acceptables.
- Exigences d'entretien : Certaines conceptions de plaques d'éjection requièrent un remplacement régulier des ressorts, une lubrification ou un réalignement. Comprendre ces besoins permanents vous aide à calculer précisément les coûts d'exploitation.
- Efficacité économique : Le prix d'achat initial ne reflète qu'une partie de la réalité. Prenez en compte la complexité de l'installation, les temps d'arrêt pour réglages, la fréquence de remplacement des composants et l'impact sur la qualité des pièces lors de l'évaluation du coût total de possession.
Notre méthode d'évaluation de chaque type de plaque d'éjection
Dans cette comparaison, nous évaluerons les plaques d'éjection fixes et flottantes selon chacun des critères énumérés ci-dessus. Vous découvrirez une analyse claire des domaines dans lesquels chaque type excelle, ainsi que de leurs limites respectives. Cette approche structurée élimine les préférences subjectives et fonde votre décision sur des facteurs de performance mesurables.
Le cadre de sélection utilisé par les professionnels
Les concepteurs de matrices expérimentés ne choisissent pas les plaques d'éjection uniquement par habitude ou en fonction des recommandations des fournisseurs. Ils associent systématiquement les exigences de l'application aux capacités de la plaque. Lorsque vous passerez en revue les comparaisons détaillées qui suivent, gardez à l'esprit ces dimensions d'évaluation : elles vous guideront vers la configuration offrant des performances optimales pour vos défis spécifiques d'estampage.
Plaques d'éjection fixes pour une stabilité et une efficacité coûts
Maintenant que vous comprenez le cadre d'évaluation, examinons notre premier candidat dans la comparaison entre plaque d'éjection fixe et flottante. Les plaques d'éjection fixes représentent l'approche fondamentale de l'éjection des pièces, une philosophie de conception qui privilégie la simplicité, la rigidité et des performances constantes pour des gammes d'applications spécifiques.
Lorsque votre opération d'emboutissage exige un comportement prévisible et une outillage économique, les éjecteurs fixes apparaissent souvent comme le choix judicieux. Mais comprendre précisément leur fonctionnement — et dans quels cas ils excellent — permet de distinguer les conceptions de matrices performantes de celles problématiques.
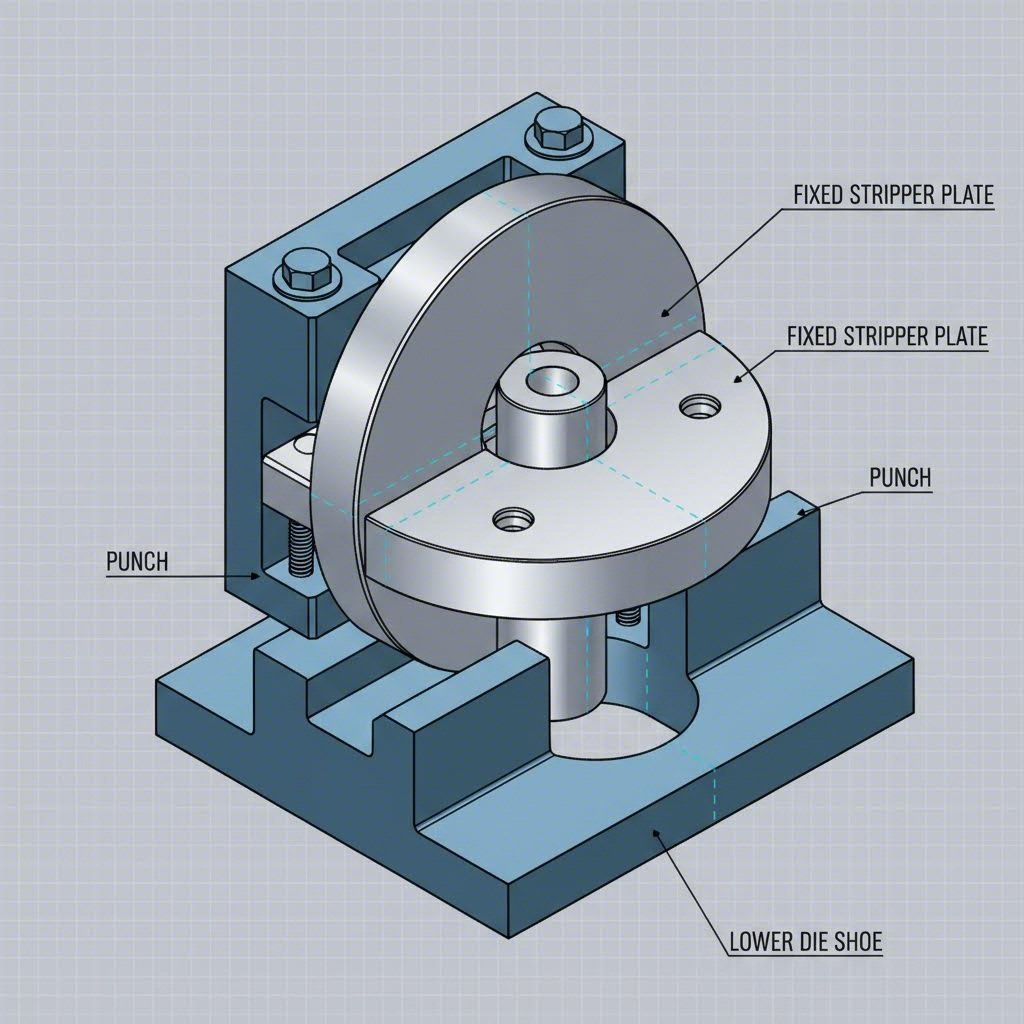
Comment les éjecteurs fixes assurent des performances constantes
Les plaques d'éjection fixes sont montées rigidement sur la semelle de matrice ou sur l'ensemble porte-poinçons, conservant ainsi une position constante par rapport aux composants de la matrice tout au long de la course de la presse. Contrairement à leurs homologues à ressort, ces plaques ne se déplacent pas indépendamment : elles dépendent directement de la course de la presse pour séparer la matière des poinçons.
Ce design de montage rigide crée plusieurs caractéristiques de performance que vous remarquerez immédiatement :
- Guidage des poinçons : La plaque fournit une surface de référence stable qui guide les poinçons pilotes pour le fixation aux plaques d'éjection, en maintenant l'alignement tout au long des opérations à grande vitesse
- Jeux constants : En l'absence de variables dues à la déformation des ressorts, l'écart entre le poinçon et la plaque d'éjection reste constant, assurant une action d'éjection uniforme
- Résistance aux vibrations: La connexion solide à la structure de la matrice amortit les vibrations en fonctionnement qui pourraient affecter la qualité des pièces
Lorsque vous travaillez avec des poinçons pilotes droits pour plaques d'éjection, la configuration fixe garantit que ces composants critiques d'alignement restent précisément positionnés. Cette stabilité s'avère particulièrement précieuse dans les applications de matrices progressives où un mauvais alignement cumulatif pourrait s'accentuer sur plusieurs postes.
Applications idéales pour les plaques d'éjection fixes
Les démonteurs fixes brillent le plus dans les applications correspondant à leurs forces intrinsèques. Envisagez cette conception lorsque votre projet implique :
- Matériaux en faible épaisseur : Les tôles de moins de 1,5 mm d'épaisseur se détachent généralement proprement sans nécessiter la pression contrôlée offerte par les conceptions flottantes
- Poinçonnage à grande vitesse : Les opérations dépassant 400 coups par minute profitent du nombre réduit de pièces mobiles et d'un comportement constant
- Composants électroniques de précision : Les cadres de plombs, les bornes de connecteurs et les pièces micro-poinçonnées exigent la stabilité que procurent les plaques fixes
- Composants automobiles en faible épaisseur : Supports, attaches et petits éléments structurels découpés dans des tôles d'acier ou d'aluminium minces
- Opérations simples d'emouture : Matrices à une station avec une géométrie simple où le comportement du matériau est prévisible
Le point clé ici ? Les plaques d'éjection fixes excellent lorsque l'épaisseur du matériau se situe dans une plage maîtrisable et que l'interaction entre la poinçonneuse et le matériau reste prévisible. Elles sont particulièrement efficaces lorsque le frottement de la plaque d'éjection sur la surface supérieure est minimal et contrôlé.
Analyse des avantages et inconvénients des plaques d'éjection fixes
Chaque décision en matière d'outillage implique des compromis. Voici une évaluation honnête de ce que les plaques d'éjection fixes apportent à votre conception de matrice :
Avantages
- Coût initial plus faible : Une construction plus simple se traduit par une réduction des coûts de fabrication — souvent inférieure de 20 à 30 % par rapport à des conceptions flottantes équivalentes
- Conception et installation plus simples : Moins de composants signifient un montage plus rapide, un dépannage facilité et moins d'erreurs d'assemblage
- Exigences minimales en matière de maintenance : Pas de ressorts sujets à la fatigue, pas de mécanismes de réglage à calibrer, pas de pièces mobiles à lubrifier
- Excellente performance sur tôles minces : Assure un dénudage fiable pour les matériaux où la force contrôlée n'est pas critique
- Durée de vie plus longue : Avec moins de composants sujets à l'usure, les plaques fixes correctement conçues ont souvent une durée de vie supérieure à celle des alternatives flottantes
- Comportement constant cycle après cycle : Élimine les variables introduites par la dégradation des ressorts ou les dérives de réglage
Inconvénients
- Plage limitée d'épaisseur de matériau : Moins performant avec les matériaux plus épais, où une pression de dénudage contrôlée devient nécessaire
- Moins tolérant au désalignement de la poinçonneuse : En l'absence de compensation par ressort, un léger désalignement est transmis directement aux composants poinçon et matrice
- Absence de fonction de pré-dénudage : Ne peut pas maintenir le matériau avant l'engagement du poinçon, ce qui limite son utilisation dans les opérations de formage complexes
- Adaptabilité réduite : Difficulté à régler finement le comportement d'éjection après la finition de la construction de la matrice
- Problèmes de reprise élastique du matériau : Les matériaux plus épais peuvent dévier les poinçons faute de la force opposée que fournissent les conceptions flottantes
Les plaques d'éjection fixes représentent la solution 80/20 en conception de matrices — elles couvrent 80 % des applications avec une complexité largement réduite. L'essentiel est de reconnaître si votre application relève de cette majorité.
Lors de la spécification de plaques d'éjection fixes, le choix du matériau est crucial. Les aciers outils comme le D2 offrent une excellente résistance à l'usure pour les applications à grand volume, tandis que l'OHNS (acier non rétractable durcissable à l'huile) constitue une alternative économique pour des séries de production modérées. La dureté se situe généralement entre 58 et 62 HRC pour la surface de la plaque d'éjection, assurant ainsi une bonne durabilité sans fragilité excessive.
Comprendre ces caractéristiques vous permet de faire un choix éclairé, ou de reconnaître quand votre application exige les fonctionnalités supplémentaires offertes par les plaques d'éjection flottantes.
Plaques d'éjection flottantes pour une polyvalence maximale
Que se passe-t-il lorsque votre application dépasse les limites acceptables des plaques d'éjection fixes ? Lorsque l'épaisseur du matériau augmente, que la géométrie des pièces devient complexe ou que les exigences de précision se resserrent, vous avez besoin d'une solution plus sophistiquée. Découvrez les plaques d'éjection flottantes — des composants robustes actionnés par ressorts, capables de gérer des applications d'estampage exigeantes là où les solutions fixes échouent.
Les éjecteurs flottants représentent la catégorie haut de gamme dans la comparaison entre plaques d'éjection fixes et flottantes, offrant une transmission de force contrôlée et une adaptabilité qui transforment des opérations de matrices complexes en processus de production fiables.
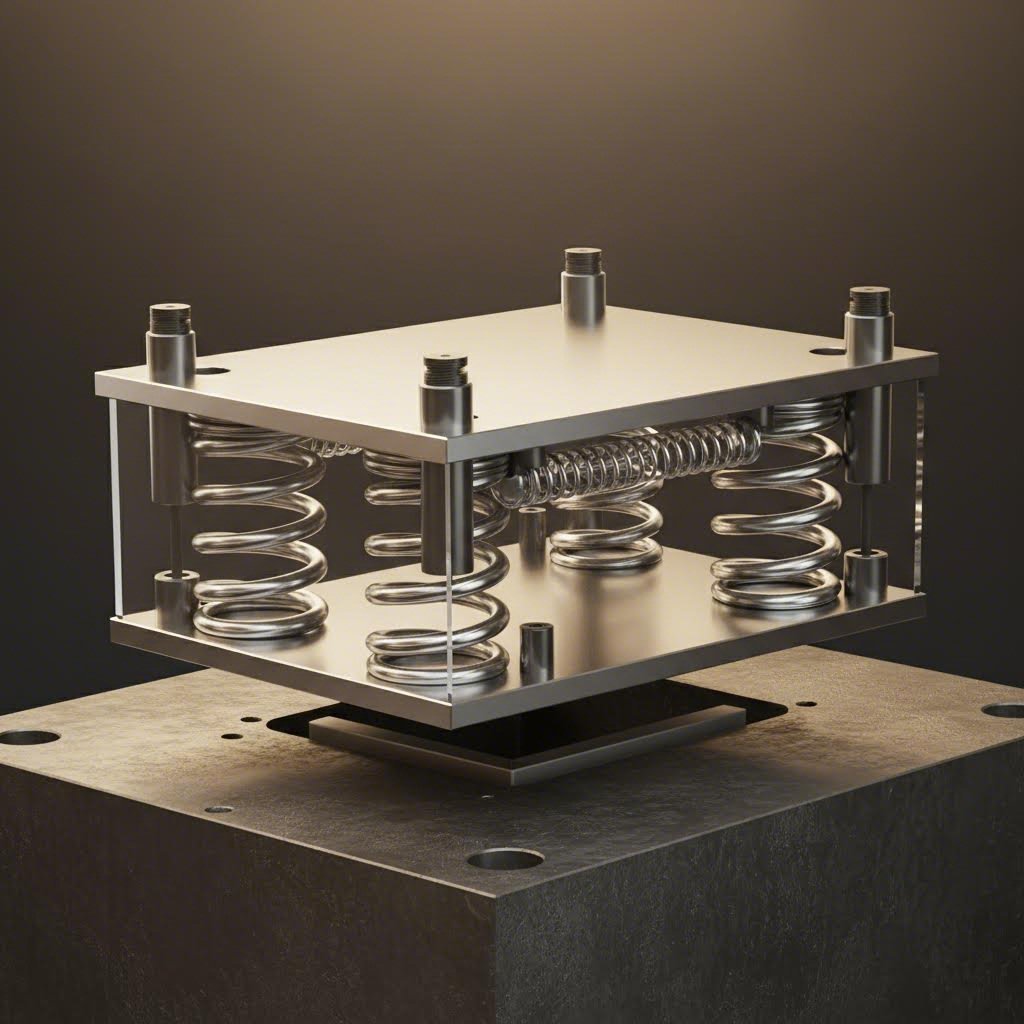
Précision à chargement par ressort pour applications exigeantes
Contrairement à leurs homologues rigides, les plaques de démontage flottantes sont montées sur des ressorts ou d'autres éléments élastiques qui permettent un mouvement vertical indépendant. Cette différence apparemment simple modifie fondamentalement la manière dont la plaque interagit avec le matériau de votre pièce.
Voici comment fonctionne la conception actionnée par ressort en pratique :
- Contact avant engagement : Lorsque la presse descend, la plaque flottante entre en contact avec le matériau et le maintient en place avant que les poinçons n'entrent en action, stabilisant ainsi la pièce pour des découpes plus propres
- Pression contrôlée pendant le poinçonnage : Les ressorts se compriment lorsque les poinçons pénètrent le matériau, maintenant une force descendante constante sur le matériau tout au long de la course de coupe
- Démontage actif lors de la remontée : Pendant la course ascendante, la force du ressort pousse activement le matériau hors des poinçons, plutôt que de compter uniquement sur la gravité et le frottement
- Compensation automatique de l'usure : La conception à ressort compense les légères usures des poinçons sans nécessiter de réglage du flan
Les butées de ressort du plateau d'éjection jouent un rôle critique dans ce système, en maintenant les ressorts en position tout en permettant un déplacement correct de compression. Ces composants doivent supporter des millions de cycles sans se desserrer ni se rompre, ce qui rend essentielle la sélection de butées de qualité pour une fiabilité à long terme.
La magie opère grâce à une distribution contrôlée de la pression. Alors que les plaques fixes offrent une relation unique et statique avec le matériau, les conceptions à mouvement libre créent une interaction dynamique qui s'adapte aux variations du matériau, aux conditions de l'outil de poinçonnage et aux exigences opérationnelles.
Lorsque les plaques d'éjection à mouvement libre surpassent les solutions fixes
Certaines applications exigent pratiquement l'usage de plaques d'éjection à mouvement libre. Si votre projet correspond à l'un de ces scénarios, l'investissement supplémentaire est généralement rentabilisé par une meilleure qualité et une productivité accrue :
- Traitement de matériaux épais : Les tôles dont l'épaisseur dépasse 1,5 mm nécessitent une force contrôlée pour éviter le soulèvement du matériau et garantir une pénétration complète du poinçon
- Opérations à l'aide de matrices progressives : Les matrices multistations bénéficient des plaques flottantes qui contrôlent le matériau, en maintenant l'alignement lors des opérations séquentielles
- Prévention du tirage de déchets : La pression active vers le bas pendant l'éjection réduit considérablement la tendance des déchets à être ramenés à travers la matrice
- Positionnement haute précision des pièces : Les plaques d'éjection réglables permettent un ajustement fin de la fixation du matériau pour les applications ayant des tolérances positionnelles strictes
- Conditions variables du matériau : Lors du traitement de matériaux présentant des variations d'épaisseur ou des lots de duretés différentes, la compliance des ressorts s'adapte à ces changements
- Géométries complexes des pièces : Les pièces comportant des éléments formés, des zones embouties ou des formes complexes de périmètre bénéficient d'une manipulation contrôlée du matériau
Envisagez l'utilisation de plaques d'éjection flottantes dans les applications de moulage par injection : elles remplissent une fonction similaire, utilisant la force des ressorts pour éjecter proprement les pièces à partir de géométries complexes de cavités. Le principe sous-jacent s'applique directement au poinçonnage métallique : l'application d'une force contrôlée résout des problèmes que les systèmes rigides ne peuvent pas traiter.
Avantages et limites des éjecteurs flottants
Prendre une décision éclairée nécessite une évaluation honnête tant des points forts que des contraintes. Les plaques d'éjection flottantes offrent des avantages indéniables, mais elles comportent également des compromis.
Avantages
- Contrôle supérieur des pièces : Le matériau reste fermement positionné tout au long de la course du poinçon, éliminant tout déplacement qui provoquerait des variations dimensionnelles
- Gère efficacement les matériaux plus épais : La force des ressorts compense le rappel élastique du matériau et les forces de soulèvement qui submergent les plaques fixes
- Réduit considérablement le tirage de limaille : La pression active d'éjection maintient les limailles dans l'ouverture de la matrice plutôt que de les remonter avec le poinçon
- S'adapte à l'usure des poinçons : Lorsque les arêtes de coupe s'émoussent, la compliance du ressort maintient un désemboutissage efficace sans réglage immédiat
- Livraison de force ajustable : Le préréglage et le choix des ressorts permettent d'ajuster la force de désemboutissage aux exigences spécifiques de l'application
- Protège les poinçons des dommages : L'engagement contrôlé du matériau réduit la charge latérale pouvant briser ou écailler les arêtes de coupe
- Améliore la qualité des bords : La fixation adéquate du matériau minimise la formation de bavures et les déformations autour des éléments emboutis
Inconvénients
- Coût Initial Plus Élevé : Les ressorts, les butées et les exigences d'usinage de précision augmentent l'investissement initial en outillage
- Maintenance des ressorts requise : Les ressorts de compression fatiguent avec le temps et nécessitent un contrôle et un remplacement périodiques
- Configuration plus complexe : Le préréglage approprié de la précharge du ressort et du débattement exige des régleurs qualifiés et davantage de temps de configuration
- Points d'usure supplémentaires : Les logements pour ressorts, les broches de guidage et les surfaces de maintien introduisent des composants qui nécessitent une surveillance
- Risque d'incohérence : Des ressorts usés ou non appariés peuvent engendrer une force d'éjection inégale sur la surface de la plaque
- Hauteur de matrice accrue : Les exigences en matière de débattement des ressorts augmentent la hauteur totale de l'ensemble matrice, ce qui peut limiter la compatibilité avec la presse
Le choix approprié des ressorts est essentiel au succès de la plaque éjectrice flottante. Les ressorts doivent fournir une force suffisante sur toute leur plage de fonctionnement tout en résistant à des millions de cycles de compression — un équilibre qui nécessite une ingénierie précise plutôt qu'une spécification arbitraire.
Lors de la spécification de plaques d'éjection flottantes, les calculs relatifs à la force des ressorts méritent une attention particulière. La force d'éjection doit vaincre l'adhérence du matériau sur le poinçon ainsi que tout effet de vide, tout en restant suffisamment douce pour éviter toute déformation de la pièce. Ce calcul dépend du type de matériau, de l'épaisseur, du périmètre du poinçon et du jeu de coupe — des variables propres à chaque application. Plutôt que d'appliquer des formules génériques, consultez des ingénieurs expérimentés en outillages ou des fabricants de ressorts capables d'évaluer vos exigences spécifiques.
La réglabilité offerte par les plaques flottantes s'avère particulièrement précieuse pendant les phases d'essai de l'outillage et d'optimisation de production. Si les performances d'éjection ne sont pas tout à fait adaptées, vous pouvez ajuster la précharge des ressorts ou remplacer les ressorts par d'autres de raideur différente sans avoir à modifier l'outillage de manière importante — une souplesse que les plaques fixes ne peuvent tout simplement pas égaler.
Maintenant que les options fixes et flottantes ont été minutieusement examinées, vous êtes prêt à découvrir comment des capacités d'ingénierie avancées peuvent encore améliorer les performances des plaques d'éjection.
Solutions de plaques d'éjection conçues avec précision pour l'excellence automobile
Vous avez maintenant vu comment les plaques d'éjection fixes offrent une efficacité économique pour les matériaux minces, et comment les conceptions flottantes gèrent les applications exigeantes sur matériaux épais. Mais que se passe-t-il lorsque votre projet nécessite le meilleur des deux mondes ? Lorsque les équipementiers automobiles exigent des pièces sans défaut, lorsque les tolérances se resserrent au niveau du micron, et que les volumes de production atteignent plusieurs millions, les approches standard atteignent leurs limites.
C'est là qu'interviennent les solutions de plaques d'éjection conçues avec précision. L'ingénierie moderne des matrices combine la technologie de simulation avancée, des procédés de fabrication certifiés et une méthodologie de conception experte afin de créer des systèmes d'éjection optimisés selon des besoins spécifiques. Que vous ayez besoin d'une plaque d'éjection pour moule d'injection destinée à des composants plastiques ou d'une plaque d'éjection pour matrice d'emboutissage destinée à des pièces métalliques, les principes d'ingénierie qui sous-tendent l'excellence restent constants.
Excellence technique dans la conception moderne des plaques d'éjection
Qu'est-ce qui distingue une performance correcte d'une plaque d'éjection des résultats exceptionnels ? La réponse réside dans la compréhension que chaque application présente des exigences spécifiques. Les propriétés des matériaux varient selon les fournisseurs. Les géométries des pièces créent des concentrations de contraintes localisées. Les cadences de production influencent le comportement thermique. Une ingénierie experte tient compte de ces variables grâce à une analyse systématique, plutôt que par des spécifications génériques.
Considérez ce qu'est une plaque d'éjection dans le contexte du moulage par injection : elle doit résister aux cycles thermiques, à l'usure causée par les polymères chargés, et assurer une force d'éjection constante sur toute la surface de la pièce. Les plaques d'éjection utilisées en emboutissage métallique font face à des défis différents : charges de choc à haute fréquence, contact abrasif avec le matériau et exigences strictes en matière d'alignement. L'ingénierie professionnelle des matrices répond à ces exigences spécifiques à l'application par :
- Optimisation du choix des matériaux : Adaptation des nuances d'acier pour outillage aux profils d'usure spécifiques, aux conditions de charge et aux exigences de finition de surface
- Analyse géométrique : Évaluation de la répartition de la force d'éjection le long des périmètres complexes des pièces afin d'éviter les surcharges localisées
- Gestion thermique : Prise en compte de la génération de chaleur pendant les opérations à haute vitesse, qui affecte les jeux et le comportement du matériau
- Planification de l'intégration : Conception de systèmes d'éjecteur fonctionnant harmonieusement avec les autres composants de la matrice pour une performance globale optimale
L'approche de la plaque d'éjection utilisée dans la conception des moules d'injection offre des enseignements précieux pour les applications d'emboutissage. Les concepteurs de moules utilisent couramment des outils de simulation pour prédire le comportement de l'éjection avant usinage de l'acier — une méthodologie que les ingénieurs de matrices progressives d'emboutissage adoptent de plus en plus face aux défis complexes liés aux plaques d'éjection.
Comment la simulation CFA optimise la performance des éjecteurs
Cela semble complexe ? Ce n'est pas nécessaire. La simulation assistée par ordinateur (CFA) transforme l'optimisation des plaques d'éjection d'une simple estimation en une science rigoureuse. Avant même le début de la fabrication, les ingénieurs peuvent tester virtuellement différentes configurations, prévoir d'éventuels problèmes et affiner les conceptions pour une performance optimale.
La simulation CAO répond à des questions critiques auxquelles les méthodes traditionnelles ne peuvent pas répondre de manière fiable :
- Cartographie de la répartition des forces : Visualiser la manière dont les forces d'arrachement se répartissent sur la surface de la plaque met en évidence les zones nécessitant un renfort ou un soulagement
- Analyse de la déformation : La prédiction de la déformation de la plaque sous charge permet d'identifier les conceptions qui conservent des jeux critiques tout au long de la course de la presse
- Optimisation de la raideur du ressort : Pour les conceptions flottantes, la simulation aide à définir les combinaisons de ressorts qui fournissent une force constante sur toute la plage de fonctionnement
- Prédiction de l'usure : L'identification des zones à forte usure oriente les décisions concernant les traitements de surface et la planification de la maintenance
- Modélisation des effets thermiques : Comprendre les variations dimensionnelles induites par la température permet d'éviter les problèmes de jeu pendant la production
Des entreprises comme Shaoyi utilisent des simulations avancées par éléments finis (CAE) pour optimiser la conception des plaques d'éjection avant de passer à la fabrication des outillages. Cette approche permet de détecter les problèmes potentiels dès le départ, lorsque les modifications coûtent quelques centimes plutôt que des dollars, et accélère le passage du concept à l'outillage prêt pour la production.
La méthode basée sur la simulation s'avère particulièrement utile lors de l'évaluation du choix entre une plaque d'éjection fixe ou flottante. Plutôt que de se fier uniquement à des règles fondées sur l'expérience, les ingénieurs peuvent modéliser les deux configurations pour une application spécifique et comparer objectivement leurs performances prévues. Parfois, l'analyse révèle qu'une plaque fixe bien conçue peut gérer une application traditionnellement attribuée aux conceptions flottantes, ou inversement.
Fabrication de Précision pour des Résultats Sans Défaut
Même le design le plus sophistiqué ne donne rien sans une fabrication précise pour lui donner vie. Les applications automobiles exigent particulièrement des capacités de fabrication capables de produire systématiquement des outillages répondant à des spécifications strictes. C'est là que des certifications comme l'IATF 16949 prennent tout leur sens, plutôt que de rester purement décoratives.
La certification IATF 16949 indique un système de management de la qualité spécifiquement conçu pour répondre aux exigences de la chaîne d'approvisionnement automobile. Pour la fabrication de plaques d'éjection, cela se traduit par :
- Contrôles documentés des processus : Chaque étape de fabrication suit des procédures validées garantissant la reproductibilité
- Validation du système de mesure : Les équipements de contrôle font l'objet d'un étalonnage régulier et d'une vérification de leur capacité
- Traçabilité: Les certificats des matériaux et les registres de traitement permettent de rattacher les composants finis aux matières premières d'origine
- Amélioration continue: L'analyse systématique des données qualité alimente en permanence l'amélioration des processus
Lorsque la précision de la plaque d'éjection influence directement la qualité des pièces — et que les équipementiers automobiles remontent les défauts dans toute la chaîne d'approvisionnement — ces contrôles de fabrication deviennent essentiels plutôt que facultatifs. Un finition de plaque d'éjection en plaqué argent, par exemple, exige une préparation de surface constante et un contrôle précis de l'épaisseur du placage, que seuls des processus de fabrication rigoureux peuvent garantir.
La différence entre une performance acceptable et exceptionnelle des plaques d'éjection tient souvent à la précision de fabrication — la capacité à produire systématiquement des composants conformes à l'intention de conception, avec une tolérance de l'ordre du micron plutôt que de la dizaine de microns.
Les services professionnels d'ingénierie de matrices combinent ces compétences — simulation CAO, fabrication certifiée et expertise applicative — afin de fournir des solutions de plaques d'éjection optimisées pour des besoins spécifiques. L'équipe d'ingénierie de Shaoyi illustre cette approche intégrée, offrant un prototypage rapide en seulement 5 jours et atteignant un taux d'approbation du premier passage de 93 % grâce à sa méthodologie de conception pilotée par la simulation. Leur conception complète des moules et capacités de fabrication répondent aux applications automobiles exigeantes où les conceptions d'éjecteurs fixes et flottants nécessitent une ingénierie experte pour répondre aux normes des équipementiers.
Les principaux avantages d'un partenariat avec des spécialistes de l'ingénierie de matrices de précision incluent :
- Capacités de prototypage rapide : Accélérez les délais de développement grâce à des outillages rapides destinés aux tests de validation
- Taux élevés d'approbation du premier passage : Les conceptions validées par simulation réduisent les itérations d'essai et accélèrent le lancement en production
- Outillage conforme aux normes OEM : Répondez aux exigences en matière de documentation, de qualité et de traçabilité demandées par les clients automobiles
- Optimisation spécifique à l'application : Profitez de l'expertise technique adaptée pour concevoir des plaques d'éjection selon vos besoins spécifiques
Que votre application exige un traitement de surface en argent pour la résistance à la corrosion ou un durcissement spécialisé pour les matériaux abrasifs, une ingénierie de précision garantit que l'outillage final fonctionne comme prévu, du premier prototype jusqu'à la fin de sa durée de vie en production.
L'excellence en ingénierie établissant la base d'une performance optimale des plaques d'éjection, examinons maintenant les composants et accessoires essentiels qui complètent le système.
Composants et accessoires essentiels pour plaques d'éjection
Votre choix de plaque d'éjection — fixe ou flottante — ne représente qu'une partie du système complet. Les composants environnants influencent fortement la performance globale de la matrice, la durée de vie de l'outil et la qualité des pièces. Les poinçons pilotes, les supports de ressorts et les boulons de plaque d'éjection travaillent conjointement avec la conception choisie de la plaque pour former un système d'éjection fiable.
Pensez-y de cette façon : même la meilleure plaque de déchargement flottante donne de mauvais résultats lorsqu'elle est associée à des poinçons pilotes inadéquats ou à des ressorts mal spécifiés. Comprendre ces composants d'accompagnement vous permet de construire des systèmes complets plutôt que des solutions isolées.
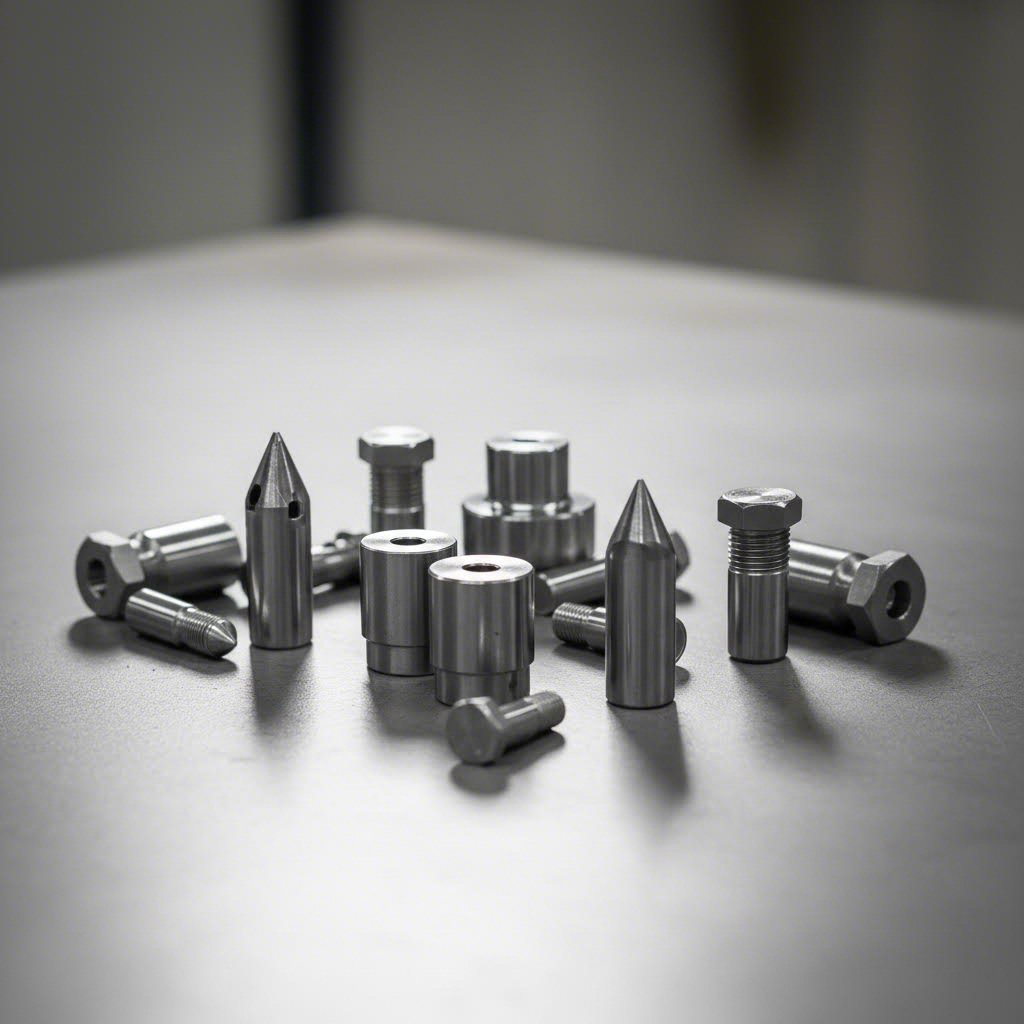
Sélection des poinçons pilotes pour systèmes de plaques de déchargement
Les poinçons pilotes remplissent une fonction essentielle qui va au-delà de la simple réalisation de trous. Ces composants de précision maintiennent l'alignement de la bande tout au long des opérations de matrice progressive, garantissant que chaque poste engage la pièce exactement à la bonne position. En choisissant des poinçons pilotes en carbure à fixer sur des plaques de déchargement, vous investissez dans une précision d'alignement qui s'accumule positivement sur chaque poste de la matrice.
Les poinçons pilotes droits pour plaques de déchargement doivent répondre à des exigences strictes :
- Concentricité : Le diamètre du pilote doit être parfaitement aligné avec la tige, à quelques microns près, afin d'éviter des erreurs cumulatives de positionnement
- Finition de surface : Des surfaces de pilote lisses réduisent le frottement lors de l'avancement de la bande et minimisent l'usure des trous pilotes
- Dureté : La pointe du poinçon pilote doit résister à l'usure causée par les contacts répétés avec le matériau tout en conservant une stabilité dimensionnelle
- Précision de la longueur : Une profondeur correcte d'engagement du poinçon pilote garantit que la bande est positionnée avant que les poinçons de découpe n'entrent en contact avec le matériau
La relation entre l'engagement du poinçon pilote et le type de plaque d'éjection mérite une attention particulière. Dans les conceptions à éjecteur fixe, les poinçons pilotes doivent s'engager complètement dans la bande avant que les poinçons de découpe ne traversent la surface de la plaque. Les éjecteurs flottants offrent davantage de souplesse : la plaque chargée par ressort maintient le matériau pendant que les poinçons pilotes assurent le positionnement, créant ainsi une séquence d'engagement contrôlée qui réduit le risque de mauvais positionnement.
Composants essentiels améliorant les performances de la plaque d'éjection
Outre les poinçons pilotes, plusieurs catégories de composants influencent le fonctionnement de votre système de plaque d'éjection tout au long de sa durée de production :
- Options de brides de maintien des ressorts : Ces composants fixent les ressorts de compression dans les applications de démontage flottant. Des bagues de qualité maintiennent la position des ressorts pendant des millions de cycles, empêchant le desserrage ou le désalignement qui provoque une force de démontage irrégulière. Envisagez des bagues à colleret pour un positionnement précis du ressort ou des conceptions à tête creuse pour un accès facile au réglage.
- Configurations des boulons de démontage : Les boulons reliant les plaques flottantes aux composants de matrice doivent allier résistance et réglabilité. Les filetages fins permettent un contrôle précis de la précharge, tandis que les filetages standard offrent un remplacement plus facile. Le choix du matériau du boulon — allant de l'acier allié standard à des nuances premium — influence la durée de vie en fatigue sous charge cyclique.
- Systèmes de goupilles de guidage et de douilles : Un guidage correct des plaques évite les mouvements latéraux responsables des frottements entre la poinçonneuse et la plaque de démontage, ainsi que des problèmes de contact avec la surface supérieure. Des goupilles de guidage rectifiées de précision, associées à des douilles de qualité, conservent l'alignement même en cas d'usure progressive.
- Plaques de maintien et blocs d'appui : Ces composants de support répartissent les forces de démontage sur la surface de la plaque, empêchant une déflexion localisée qui affecte la qualité de la pièce.
La distance de déplacement du poinçon—la longueur de course pendant laquelle les poinçons se déplacent au-delà de la plaque d'éjecteur—influence de manière significative le choix des composants. Un trajet de poinçon plus long nécessite une guidage pilote plus robuste et une capacité de course de ressort plus importante dans les conceptions à mouvement libre. Lorsque la plaque d'éjecteur frotte contre la surface supérieure en cas de mauvais alignement, les deux composants subissent une usure accélérée.
Comparaison entre poinçons pilotes en carbure et en acier standard
L'une des décisions de composant les plus significatives concerne le choix du matériau du poinçon pilote. Le choix entre les poinçons pilotes en carbure et en acier outil standard affecte la durée de vie de l'outil, les intervalles de maintenance et les coûts d'exploitation à long terme.
| Caractéristique | Poinçons pilotes droits en carbure | Pilotes en acier outil standard |
|---|---|---|
| Résistance à l'usure | Exceptionnel—conserve le diamètre sur des millions de cycles | Bon—l'usure progressive nécessite un remplacement périodique |
| Coût initial | 3 à 5 fois plus élevé que les alternatives standard | Investissement initial inférieur |
| Meilleures applications | Production à grand volume, matériaux abrasifs, tolérances strictes | Volumes modérés, matériaux non abrasifs, tolérances standard |
| Risque de casse | Une fragilité plus élevée nécessite une manipulation soigneuse | Plus tolérant aux chocs et aux désalignements |
| Potentiel de reprise en usinage | Limité — généralement remplacé plutôt que repris en usinage | Plusieurs reprises en usinage prolongent la durée de vie utile |
Les poinçons-guides droits en carbure destinés à être fixés sur des plaques de déchargement offrent des avantages significatifs dans les applications exigeantes. Lors du traitement de matériaux abrasifs tels que l'acier inoxydable ou l'acier au silicium, les guides en carbure conservent leur diamètre de précision beaucoup plus longtemps que les solutions standard. Pour les opérations fonctionnant trois postes avec un temps d'arrêt planifié minimal, la fréquence réduite de remplacement justifie souvent l'investissement initial plus élevé.
Cependant, la fragilité du carbure exige du respect. Une manipulation inadéquate lors du montage de la matrice, un impact accidentel ou un mauvais alignement sévère peuvent fracturer instantanément les pions en carbure, alors que des alternatives en acier à outils pourraient survivre au même traitement avec seulement des dommages superficiels. Cette caractéristique influence non seulement le choix du matériau, mais aussi celui du type de plaque d'éjection : la séquence d'engagement contrôlée des plaques d'éjection flottantes réduit les charges d'impact qui menacent les composants en carbure.
Les décisions au niveau des composants s'accumulent dans l'ensemble de votre système de matrice. Investir dans des pions pilotes en carbure haut de gamme fixés aux plaques d'éjection tout en négligeant la qualité des supports de ressorts crée un système limité par son élément le plus faible.
Lors de la spécification des poinçons pilotes et des accessoires pour votre système de plaque d'éjection, tenez compte de l'environnement opérationnel complet. Associez les niveaux de qualité des composants à travers tout le système, sélectionnez des matériaux adaptés à vos volumes de production et assurez-vous que tous les éléments fonctionnent harmonieusement avec votre conception de plaque fixe ou flottante.
Barres et bagues d'éjection en tant que solutions alternatives
Jusqu'ici, nous nous sommes concentrés sur le choix entre plaque d'éjection fixe ou flottante — mais que se passe-t-il si une plaque n'est pas du tout la bonne solution ? Parfois, le meilleur choix ne consiste pas à opter entre des conceptions fixes ou flottantes. Il s'agit plutôt de prendre du recul et de reconnaître que des barres d'éjection ou des bagues d'éjection pourraient mieux répondre à votre application.
Ces méthodes alternatives d'éjection occupent une place importante dans la conception des outillages. Comprendre dans quelles situations chaque approche excelle vous permet d'éviter la sur-ingénierie pour des applications simples, tout en garantissant que les outillages complexes reçoivent des solutions appropriées.
Lorsque les barres d'éjection surpassent les plaques
Imaginez une opération de découpage simple — un poinçon unique produisant des pièces rondes ou rectangulaires simples à partir d'une tôle. Cette application a-t-elle vraiment besoin d'un plateau d'éjection complet avec toute sa complexité et son coût associé ? Souvent, la réponse est non.
Les barres d'éjection offrent une alternative simplifiée pour les configurations d'outils plus simples. Ces bandes étroites en acier outil trempé sont montées en travers de l'ouverture du moule, en contact avec la pièce de chaque côté du poinçon. Lorsque la presse remonte, les barres maintiennent le matériau pendant que le poinçon se retire.
Envisagez l'utilisation de barres d'éjection lorsque votre application implique :
- Moules de découpage simples : Les opérations monocasiers avec des géométries de pièces simples bénéficient d'une complexité réduite
- Grande empreinte des poinçons : Lorsqu'un plateau d'éjection plus large que les matériaux disponibles serait nécessaire, des barres enjambant l'ouverture du moule fournissent une solution pratique
- Outils à changement rapide : Les barres permettent un accès plus rapide au poinçon pour remplacement ou affûtage, par rapport au retrait de plaques entières
- Hauteur limitée du moule : Le profil vertical minimal des barres préserve la hauteur de fermeture dans les applications à espace limité en presse
- Projets sensibles au coût : Les barres nécessitent moins de matière et d'usinage que les plaques complètes, réduisant ainsi l'investissement en outillage
Le compromis ? Les barres d'éjection offrent un contrôle moindre du matériau par rapport aux plaques. Elles ne contactent la pièce que le long de lignes étroites, plutôt que sur toute la surface. Pour les matériaux minces ou les opérations où la planéité de la pièce n'est pas critique, cette limitation importe rarement. Pour les applications exigeant une immobilisation précise du matériau, les éjecteurs à plaque complète restent le meilleur choix.
Éjecteurs à bague pour applications spécialisées
Que faire avec des poinçons ronds fonctionnant de manière isolée ? Les éjecteurs à bague — aussi appelés bagues d'éjection ou colliers d'éjection — s'adaptent concentriquement autour de poinçons individuels, fournissant une force d'éjection localisée exactement là où elle est nécessaire.
Cette alternative aux plaques d'éjection excelle dans des scénarios spécifiques :
- Opérations de poinçonnage à poinçon unique : Lorsqu'un trou rond domine la fonction de la matrice, un extracteur annulaire assure une extraction efficace sans le surcoût d'une plaque complète
- Outils de poinçonnage pour tourelle : Chaque poste de poinçonnage profite d'un système d'extraction autonome qui se déplace avec chaque outil
- Poinçons de grand diamètre : Les poinçons ronds de grande taille génèrent des forces d'extraction importantes concentrées sur une petite surface — les bagues gèrent ces charges de manière efficace
- Applications de rétrofit : Ajouter une capacité d'extraction à des matrices existantes s'avère souvent plus facile avec des bagues qu'en installant des systèmes complets de plaques
- Variantes à ressort : Les extracteurs annulaires peuvent intégrer des ressorts individuels pour un comportement flottant propre à chaque poinçon
Les extracteurs annulaires sont généralement montés dans la plaque d'extraction ou son support avec un ajustement légèrement serré ou par vis de fixation. Le diamètre intérieur de la bague assure le guidage du poinçon tandis que sa face inférieure entre en contact avec la pièce lors de l'extraction. Cette double fonction — guidage et extraction — rend les bagues particulièrement précieuses pour les poinçons longs et fins sujets à la déflexion.
Choix entre plaques, barres et bagues
Comment déterminer quelle méthode d'éjection convient à votre application ? La décision dépend de la complexité de la matrice, de la géométrie de la pièce et des exigences de production :
| Méthode d'éjection | Meilleures applications | Les principaux avantages | Limitations principales |
|---|---|---|---|
| Plaques d'éjection (fixes/floating) | Matrices progressives, géométries complexes, pièces de précision | Contrôle total du matériau, guidage des poinçons, polyvalence | Coût plus élevé, conception plus complexe |
| Barres d'éjection | Découpage simple, grandes pièces, matrices à changement rapide | Coût inférieur, accès facile au poinçonnage, hauteur minimale | Maintien limité du matériau, moins de précision |
| Démonte-poinçons annulaires | Poinçons ronds, outillage pour tourelle, applications de rétrofit | Force concentrée, guidage du poinçon, conception modulaire | Poinçons ronds uniquement, réglage individuel requis |
Lorsque vous évaluez vos options, posez-vous ces questions directrices :
- Combien de poinçons nécessitent un démontage ? La présence de plusieurs poinçons en proximité favorise les plaques ; les poinçons isolés conviennent mieux aux barres ou anneaux
- Quelle est la géométrie de la pièce que je produis ? Les périmètres complexes nécessitent des plaques ; les formes simples fonctionnent avec des barres ou des bagues
- Quelle est l'importance de la planéité du matériau ? Des exigences strictes en matière de planéité orientent vers des démonteurs complets à plaque
- Quelle est ma contrainte budgétaire ? Un budget limité peut privilégier des solutions plus simples à base de barres, adaptées à certaines applications
- À quelle fréquence changerai-je les poinçons ? Des changements fréquents favorisent les barres ou bagues, qui permettent un accès plus facile
La meilleure solution d'éjection correspond aux besoins réels de l'application, et non à l'option la plus sophistiquée disponible. Des matrices de découpage simples équipées de plaques d'éjection sont surdimensionnées ; des matrices progressives dotées uniquement de barres d'éjection sont sous-dimensionnées.
De nombreuses matrices de production combinent stratégiquement ces méthodes. Une matrice progressive pourrait utiliser une plaque d'éjection flottante sur la plupart des postes, tout en intégrant des bagues d'éjection pour des poinçons isolés de grand diamètre générant des forces d'éjection exceptionnelles. Cette approche hybride optimise le système d'éjection de chaque poste en fonction de ses exigences spécifiques.
Maintenant que les solutions de dénudage alternatives sont comprises, vous êtes prêt pour la comparaison complète et directe qui réunit toutes ces options dans un cadre unifié de sélection.
Comparaison complète entre plaque de dénudage fixe et flottante
Vous avez exploré les plaques de dénudage fixes, les conceptions flottantes, les solutions de précision et les méthodes alternatives de dénudage. Il est maintenant temps de tout rassembler dans la comparaison approfondie que vous attendiez — l'analyse comparative qui consolide tous les facteurs critiques en des orientations décisionnelles exploitables.
Il ne s'agit pas de désigner un vainqueur universel. Au contraire, vous obtiendrez un cadre clair permettant d'associer chaque type de plaque de dénudage à des exigences d'application spécifiques. Le bon choix dépend entièrement de vos besoins de production uniques, des caractéristiques des matériaux et de vos priorités en matière de performance.
Comparaison directe Fixe vs Flottant
Lors de l'évaluation du choix entre une plaque d'éjection fixe et une plaque d'éjection flottante, six dimensions sont les plus importantes. Le tableau comparatif suivant présente les trois niveaux de solutions — usinées avec précision, flottantes et fixes — selon ces facteurs critiques de performance :
| Critère d'évaluation | Solutions conçues avec précision | Plaques d'éjection flottantes | Plaques d'éjection fixes |
|---|---|---|---|
| Capacité de force d'éjection | Optimisée par simulation CAO pour répondre exactement aux exigences de l'application ; gère de 10 à 25 % de la force du poinçon grâce à un étalonnage précis | Réglable par sélection de ressorts ; gère généralement efficacement des forces d'éjection plus élevées | Limitée aux forces pouvant être gérées par un montage rigide ; meilleure pour les applications à faible force |
| Plage d'épaisseur du matériau | Capacité sur tout le spectre — des matériaux fins à épais, avec une optimisation spécifique à l'application | Excellente avec des matériaux de plus de 1,5 mm ; gère les tôles épaisses nécessitant une pression contrôlée | Optimale pour les matériaux à faible épaisseur inférieurs à 1,5 mm ; peine avec les tôles plus épaisses |
| Exigences en matière d'entretien | Maintenance prédictive activée par les données de simulation ; intervalles d'entretien optimisés | Inspection et remplacement réguliers des ressorts ; ajustements périodiques requis | Entretien minimal ; moins de composants sujets à usure à surveiller ou remplacer |
| Coût initial | Investissement haut de gamme ; coût initial le plus élevé compensé par l'optimisation des performances | Modéré à élevé ; 20-40 % de plus que les alternatives fixes | Investissement initial le plus faible ; économique pour les applications adaptées |
| Meilleures applications | Exigences des équipementiers automobiles, production sans défaut, matrices progressives complexes | Matériaux épais, matrices progressives, prévention de l'extraction de limaille, positionnement de précision | Poinçonnage de tôles fines, opérations à grande vitesse, découpage simple, composants électroniques |
| Adéquation du volume de production | Fabrication à grand volume avec exigences qualité strictes ; millions de cycles | Volumes moyens à élevés ; le remplacement du ressort ajoute des fenêtres de maintenance périodiques | Tous volumes ; particulièrement rentable pour les passes de matériaux minces à grande vitesse et haut volume |
Remarquez comment chaque option occupe une enveloppe de performance distincte. Les solutions de précision offrent des capacités maximales mais nécessitent un investissement équivalent. Les conceptions flottantes allient polyvalence et complexité maîtrisée. Les plaques fixes offrent simplicité et économie pour les applications correspondant à leurs atouts.
Matrice de sélection par type d'application
Au-delà de la comparaison générale, certains scénarios d'application spécifiques orientent vers des recommandations claires. Utilisez cette matrice pour associer les caractéristiques de votre projet à l'approche de plaque d'éjection la plus adaptée :
| Scénario d'application | Solution recommandée | Justification |
|---|---|---|
| Composants structurels automobiles avec exigences IATF | Précision-Ingénierie | Les exigences de traçabilité OEM, l'attente de zéro défaut et les géométries complexes justifient un outillage haut de gamme |
| Poinçonneuses progressives avec 5+ postes | Flottante ou Conçue sur mesure | Le contrôle du matériau sur plusieurs opérations empêche les erreurs d'alignement cumulatives |
| Découpe de tôles épaisses (supérieure à 2 mm) | Flottant | La force du ressort compense le rappel du matériau ; évite l'extraction du déchet |
| Poinçonnage de terminaux pour connecteurs haute vitesse | Fixé | Les matériaux minces et les vitesses extrêmes privilégient la stabilité rigide plutôt que la souplesse des ressorts |
| Prototypage et production en faible volume | Fixé | Un investissement moindre est adapté lorsque l'outillage pourrait changer avant le lancement en grande série |
| Applications de plaques d'éjection à plaques chauffantes | Précision-Ingénierie | La gestion thermique nécessite une conception basée sur la simulation pour maintenir les jeux |
| Développement de plaques d'éjection pour moules prototypes | Flottante ou Conçue sur mesure | La réglabilité permet d'accommoder les itérations de conception ; l'éjection contrôlée protège les surfaces des pièces |
| Opérations simples de découpage rond | Éjecteurs fixes (ou à bague) | La géométrie simple ne justifie pas la complexité d'un système flottant |
Lorsque votre application couvre plusieurs catégories — par exemple, une matrice progressive traitant des matériaux minces à haute vitesse — évaluez les facteurs en conséquence. L'exigence principale détermine généralement le choix, les facteurs secondaires confirmant ou ajustant l'orientation initiale.
Compromis entre coût et performance révélés
Le prix d'achat initial ne représente qu'une fraction du coût total. Les décisions intelligentes en matière d'outillage tiennent compte de l'ensemble du contexte économique sur tout le cycle de production :
- Investissement initial : Les plaques fixes coûtent 20 à 30 % de moins que les solutions flottantes ; les solutions de précision hautement ingénieries ont un prix plus élevé
- Temps de mise en place : Les plaques fixes s'installent rapidement avec un minimum de réglage ; les conceptions flottantes nécessitent un réglage préalable des ressorts ; les solutions de précision incluent des procédures de mise en place optimisées
- Fréquence de maintenance : Les ressorts dans les systèmes flottants nécessitent une inspection tous les 500 000 à 1 000 000 cycles ; les plaques fixes peuvent fonctionner sans maintenance pendant plusieurs années
- Coûts d'immobilisation : Un arrêt lié à l'éjecteur entraîne une perte de temps de production, quel que soit l'investissement initial en outillage ; choisir le mauvais type crée des coûts récurrents
- Réduction des rebuts : Le choix approprié de l'éjecteur influence directement le rendement au premier passage ; des solutions haut de gamme se rentabilisent souvent grâce à des taux de rejet réduits
- Impact sur la durée de vie de l'outil : Une force d'éjection adéquate prolonge la durée de vie du poinçon et de la matrice ; des systèmes inadaptés accélèrent l'usure de tous les composants de coupe
Considérez l'approche par plaques éjectrices avec système d'éjection en tube en U utilisée dans certaines applications de moules d'injection : l'investissement initial en complexité permet une qualité de pièce constante, réduisant les opérations secondaires et les retours clients. Le même principe s'applique au poinçonnage : investir correctement dans les systèmes de plaques éjectrices génère souvent un retour sur investissement positif grâce à des améliorations de qualité en aval.
La plaque d'éjection la plus coûteuse est celle qui est incorrecte, peu importe son prix d'achat. Une plaque fixe peu coûteuse provoquant 2 % de rebut supplémentaire sur une série d'un million de pièces génère des coûts bien plus élevés qu'un système flottant haut de gamme offrant une qualité constante.
Lors du calcul du retour sur investissement pour les plaques d'éjection, incluez ces facteurs souvent négligés :
- Temps d'ingénierie : Les applications complexes peuvent nécessiter plusieurs itérations d'essais avec des systèmes d'éjection simples — un temps que des solutions de précision éliminent complètement
- Coût d'opportunité : Le retard dans le lancement de la production dû au dépannage des problèmes de plaque d'éjection entraîne une perte de position sur le marché et de confiance client
- Effets en cascade : Les dommages aux pièces causés par la plaque d'éjection peuvent entraîner des problèmes d'assemblage en aval, des réclamations de garantie et un impact sur la réputation
- Valeur de flexibilité : La réglabilité des plaques d'éjection flottantes permet de s'adapter aux variations des lots de matière et à l'usure des poinçons sans modifier la matrice
Pour des applications critiques — composants de sécurité automobile, dispositifs médicaux, pièces aéronautiques — la garantie de performance offerte par des systèmes flottants conçus avec précision ou correctement spécifiés justifie généralement leur surcoût. Pour les pièces standards aux tolérances plus permissives, les éjecteurs fixes offrent des résultats économiques.
Fort de ce cadre comparatif complet, vous êtes prêt à transformer l'analyse en action grâce à des recommandations spécifiques adaptées à des scénarios de production courants.
Recommandations finales pour le choix de votre plaque d'éjection
Vous avez examiné les détails techniques, évalué les compromis et exploré tout le spectre des solutions de débourrage. Vient maintenant le moment le plus important : transformer toutes ces connaissances en une action assurée adaptée à votre application spécifique. Que vous conceviez une nouvelle matrice progressive, que vous résolviez un problème sur une opération d'estampage existante ou que vous planifiiez le lancement d'une production à grand volume, ces recommandations hiérarchisées vous guident vers le bon choix de plaque de débourrage.
Souvenez-vous : l'objectif n'est pas de trouver la « meilleure » plaque de débourrage en termes absolus. Il s'agit plutôt d'associer les exigences uniques de votre application à la solution qui offre des performances optimales, une fiabilité et une valeur maximale dans votre situation particulière.
Votre feuille de route pour le choix de la plaque de débourrage
Après avoir analysé d'innombrables applications et évalué sous tous les angles le choix entre plaques de débourrage fixes et flottantes, des tendances claires se dégagent. Ces recommandations hiérarchisées reflètent la démarche qu'empruntent les ingénieurs expérimentés en conception de matrices :
- Pour le poinçonnage de précision automobile nécessitant la conformité à l'IATF : Associez-vous à des spécialistes certifiés en ingénierie de matrices qui allient des capacités de simulation CAE à une fabrication certifiée qualité. Les enjeux dans les applications automobiles — implications en matière de sécurité, exigences de traçabilité des équipementiers (OEM) et attentes de zéro défaut — exigent des solutions conçues avec précision plutôt que des approches standard. Des entreprises comme Shaoyi incarnent cette capacité, offrant un prototypage rapide en aussi peu que 5 jours et atteignant un taux d'approbation du premier coup de 93 % grâce à une méthodologie de conception pilotée par simulation. Leur certification IATF 16949 et leur expertise complète en conception de moules en font une ressource précieuse lorsque votre application exige un soutien professionnel en ingénierie de matrices.
- Pour les matériaux minces de moins de 1,5 mm d'épaisseur : Les plaques de décharge fixes offrent une performance fiable et économique. La conception rigide de fixation assure une excellente guidage des poinçons, nécessite peu d'entretien et garantit un comportement constant sur des millions de cycles. Les applications typiques incluent le poinçonnage haute vitesse d'électronique, les supports automobiles en tôle mince et les opérations simples de découpage. N'optez pas pour une ingénierie excessive dans ces cas : réservez votre budget outillage haut de gamme pour les projets qui requièrent véritablement des solutions flottantes ou de précision.
- Pour les matériaux épais ou les matrices progressives : Les plaques de décharge flottantes offrent la pression contrôlée et la manipulation du matériau exigées par ces applications. La conception à ressort compense le rappel élastique du matériau, empêche l'extraction des ébarbes et s'adapte à l'usure des poinçons survenant lors de longues séries de production. Lors du traitement de tôles de plus de 1,5 mm ou de l'utilisation de matrices progressives avec plusieurs postes, la réglabilité et la force de décharge active des conceptions flottantes justifient généralement leur investissement initial plus élevé.
- Pour les travaux de prototype et de développement : Commencez avec des démonteurs fixes, sauf si les exigences spécifiques de l'application indiquent clairement le contraire. Un investissement initial moindre est justifié lorsque les conceptions peuvent évoluer avant le lancement en production. Vous pouvez toujours passer à des systèmes flottants lors de la fabrication des outillages de production si les résultats des essais le nécessitent.
- Pour les applications d'équipements spécialisés : Tenez compte des exigences spécifiques de votre équipement. Par exemple, une plaque de démontage pour fendilleuse Yardmax est soumise à des conditions totalement différentes de celles d'un outillage de poinçonnage de précision : charges de choc importantes, exposition à l'environnement extérieur et caractéristiques de matériaux différentes. Adaptez le choix de votre démonteur à l'environnement opérationnel réel, plutôt que d'appliquer universellement les critères des matrices de poinçonnage. De même, les applications de plaques de démontage Ingun pour équipements de test exigent un alignement précis qui peut favoriser des conceptions fixes, malgré d'autres facteurs suggérant des alternatives flottantes.
Adaptez votre application au type de démonteur approprié
Au-delà des recommandations prioritaires, envisagez ces informations spécifiques à l'application qui affinent votre sélection :
- Lorsque la planéité de la pièce est critique : La force de maintien contrôlée des extracteurs flottants empêche le soulèvement du matériau, qui cause des déformations dimensionnelles pendant le découpage
- Lorsque vous travaillez avec plusieurs épaisseurs de matériau : Les plaques d'extracteur réglables offrent un retour sur investissement grâce à leur capacité à s'adapter à différentes matières sans modification des outils
- Lorsque l'arrachage des ébauches provoque des problèmes de qualité : La pression descendante active des conceptions flottantes réduit considérablement la rétention des ébauches sur les faces des poinçons
- Lorsque la hauteur de l'outil est limitée : Le profil vertical minimal des extracteurs fixes préserve la hauteur de fermeture précieuse dans les applications limitées par la presse
- Lorsque les fenêtres de maintenance sont limitées : La réduction du nombre de composants dans les conceptions fixes signifie qu'il y a moins de pièces à inspecter, régler ou remplacer
- Lors du traitement de matériaux abrasifs : Associez le choix de votre serre-tôle à des traitements de surface appropriés et à des matériaux de poinçon pilote haut de gamme afin d'augmenter la durée de service
Notez que les applications spécialisées, comme le remplacement des plaques serre-tôles pour sépare-bûches Yardmax, suivent des critères de sélection totalement différents — en mettant l'accent sur la durabilité et la résistance aux chocs plutôt que sur la précision qui prévaut dans les décisions relatives aux matrices d'estampage.
Recommandations d'experts pour des scénarios courants
Pour les lecteurs confrontés à des décisions spécifiques, voici des recommandations directes basées sur les scénarios d'application les plus fréquents :
- Lancement d'un nouveau programme de matrice progressive : Investissez dans une simulation CAO lors de la conception afin d'optimiser la configuration de la plaque serre-tôle avant l'usinage de l'acier. Le coût de la simulation représente une fraction des modifications nécessaires lors des essais.
- Qualité des pièces inconstante : Évaluez si le type actuel de déchargeur correspond aux exigences d'épaisseur et de complexité du matériau. Passer d'un système fixe à un système flottant résout souvent les problèmes récurrents de qualité.
- Planification d'une production automobile à haut volume : Collaborez dès le début du projet avec des spécialistes en conception d'outillages certifiés IATF. L'équipe d'ingénierie de Shaoyi fournit un outillage rentable et de haute qualité adapté aux normes des équipementiers, avec des capacités de fabrication à haut volume pouvant s'adapter à vos besoins de production.
- Équilibrer les contraintes budgétaires et les besoins de performance : Utilisez des déchargeurs fixes lorsque cela est approprié afin de préserver le budget pour des solutions flottantes ou de précision là où elles sont réellement nécessaires.
- Modernisation des matrices existantes : Les déchargeurs à bague offrent une solution pratique pour ajouter un déchargement de type flottant à des emplacements spécifiques de poinçons, sans remplacer l'ensemble de la plaque.
Le choix entre une plaque d'arrachement fixe et flottante repose finalement sur un principe : adapter votre solution à vos besoins réels. Une sous-ingénierie crée des problèmes de qualité ; une sur-ingénierie gaspille des ressources. Le juste équilibre réside dans une évaluation honnête des exigences réelles de votre application.
En avançant dans le choix de votre plaque d'arrachement, souvenez-vous que cette décision s'intègre à tous les autres aspects de la conception de la matrice. Le meilleur choix de plaque d'arrachement prend en compte la géométrie des poinçons, les caractéristiques du matériau, les volumes de production, les exigences de qualité et les capacités de maintenance comme des facteurs interconnectés plutôt que des variables isolées. En cas de doute, consultez des ingénieurs expérimentés en matrices qui pourront évaluer l'ensemble de votre application et recommander des solutions optimisées pour votre réussite spécifique.
Questions fréquentes sur les plaques d'arrachement fixes et flottantes
1. Qu'est-ce qu'une plaque d'arrachement dans un outil de presse ?
Une plaque d'éjection est un composant essentiel de la matrice qui permet de retirer le matériau de la pièce des poinçons après chaque course. Elle peut être fixe (montée rigidement) ou flottante (à ressort). Les éjecteurs fixes retirent la matière mais ne la maintiennent pas pendant le fonctionnement, tandis que les éjecteurs flottants maintiennent activement la matière en place pendant l'emboutissage et utilisent une force de ressort pour une éjection contrôlée. Le choix entre ces types influence directement la qualité des pièces, la durée de vie de l'outil et l'efficacité de la production.
2. Qu'est-ce que la force d'éjection dans les applications d'outils de presse ?
La force d'éjection est la force nécessaire pour détacher le matériau collé au poinçon après la découpe. Elle varie généralement entre 10 et 25 % de la force de poinçonnage. Les plaques d'éjection flottantes offrent une force d'éjection réglable grâce au choix des ressorts, tandis que les plaques fixes dépendent directement de la course de la presse. Une force d'éjection adéquate évite l'arrachement des chutes, garantit une séparation propre des pièces et maintient des temps de cycle constants lors des opérations d'emboutissage.
3. Quand dois-je utiliser une plaque d'éjection fixe plutôt qu'une plaque flottante ?
Les plaques d'éjection fixes sont idéales pour les matériaux de faible épaisseur inférieure à 1,5 mm, les opérations d'emboutissage à haute vitesse dépassant 400 coups par minute, et les matrices simples de découpage. Elles coûtent 20 à 30 % de moins que les alternatives flottantes, nécessitent un entretien minimal et offrent une excellente stabilité pour l'emboutissage de précision en électronique. Choisissez les éjecteurs fixes lorsque le comportement du matériau est prévisible et que la pression de maintien contrôlée n'est pas critique.
4. Quels sont les principaux avantages des plaques d'éjection flottantes ?
Les plaques d'éjection flottantes sont particulièrement adaptées aux matériaux épais supérieurs à 1,5 mm, aux matrices progressives, et aux applications exigeant un positionnement précis des pièces. Leurs principaux avantages incluent un meilleur contrôle du matériau pendant le poinçonnage, une réduction du tirage des ébavures grâce à une pression descendante active, une compensation automatique de l'usure des poinçons, ainsi qu'une force de ressort réglable. Elles sont indispensables lorsque le reprise élastique du matériau, des géométries complexes ou des exigences de production sans défaut imposent une force d'éjection maîtrisée.
5. En quoi les barres et bagues d'éjection diffèrent-elles des plaques d'éjection ?
Les barres d'éjection sont des lames étroites en acier trempé qui s'étendent sur l'ouverture de la matrice — idéales pour le poinçonnage simple, les pièces de grande taille et les outillages à changement rapide à moindre coût. Les bagues d'éjection s'enroulent autour de poinçons ronds individuels, parfaites pour des opérations à un seul poinçon et pour les outillages de tourelle. Les plaques offrent un contrôle complet du matériau dans le cas de matrices progressives complexes. Le choix se fait selon la complexité de la matrice : plaques pour les travaux de précision multi-postes, barres pour les opérations simples, bagues pour des poinçons ronds isolés.