 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Automatisation dans l'industrie du emboutissage métallique : Le système nerveux central
TL ;DR
L'automatisation dans l'industrie du poinçonnage métallique a évolué depuis une simple manipulation mécanique jusqu'à devenir le « système nerveux central » des installations de fabrication modernes. Il ne s'agit plus seulement de production accélérée ; cela représente une intégration globale de trois piliers fondamentaux : le matériel avancé (presses servo et robots), les logiciels intelligents (IIoT et données prédictives) et les processus optimisés (inspection par vision et sécurité). Ce guide explore la manière dont ces technologies fonctionnent ensemble pour assurer une qualité sans défaut et maximiser le retour sur investissement.
Pour les responsables d'usine et les ingénieurs, le passage à l'automatisation signifie aller au-delà des machines autonomes pour créer un écosystème entièrement synchronisé. En exploitant des technologies telles que les systèmes de transfert en ligne par tandem et la validation visuelle en temps réel, les fabricants peuvent pallier les pénuries de main-d'œuvre, améliorer la sécurité en retirant les opérateurs des zones dangereuses, et atteindre la précision exigée par les normes de l'industrie automobile et aérospatiale.
L'écosystème technologique : bien plus que de simples robots
Le fondement de toute ligne de poinçonnage automatisée réside dans son matériel. Bien que les robots soient l'élément le plus visible, la véritable puissance provient de l'intégration de machines spécialisées communiquant de manière fluide. Comprendre les rôles spécifiques de la technologie servo et des systèmes de transfert est essentiel pour choisir l'équipement adapté à votre installation.
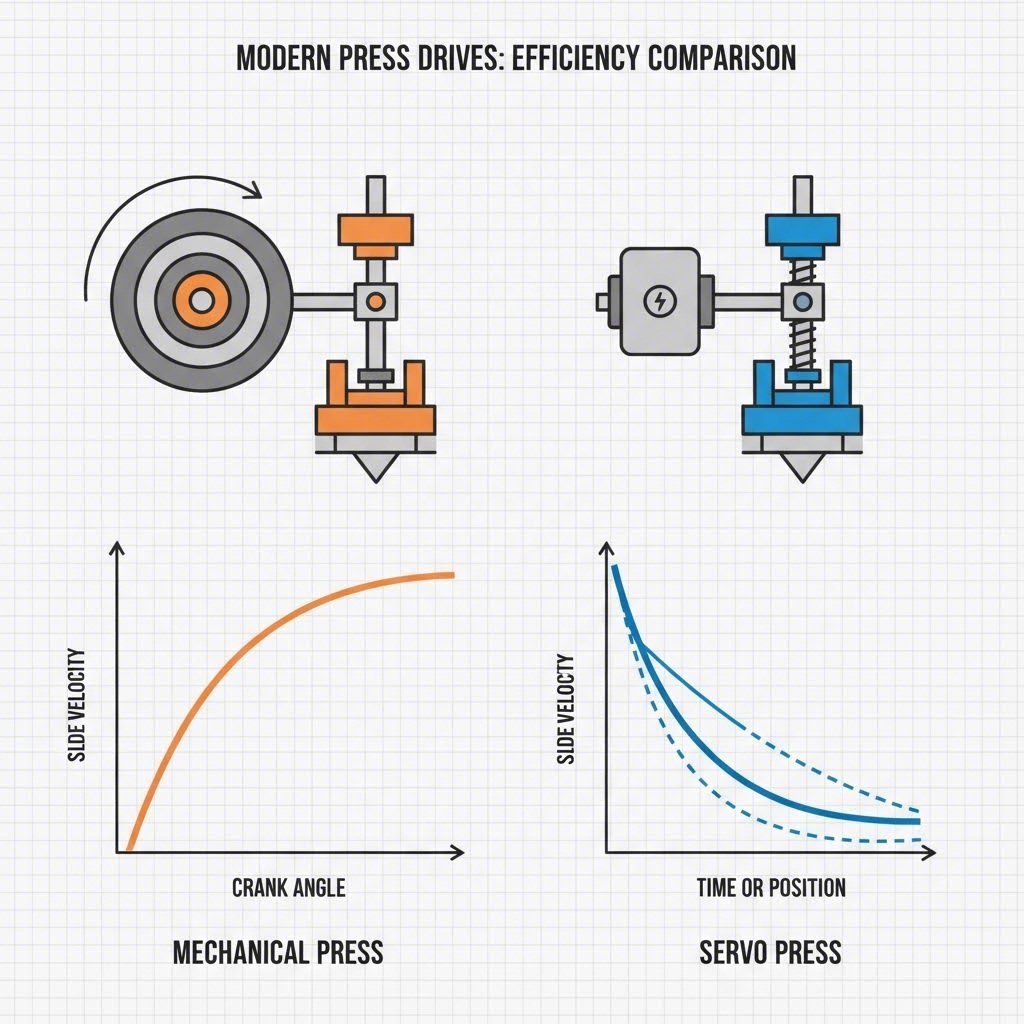
Presses servo-électriques contre systèmes mécaniques
Les presses mécaniques traditionnelles fonctionnent avec un système de volant d'inertie fixe, ce qui limite leur flexibilité. En revanche, technologie des presses servo permet un contrôle précis de la vitesse et de la position de la course à n'importe quel point du mouvement. Cette capacité permet aux fabricants d'ajuster les temps de maintien pour des opérations de formage spécifiques, réduisant ainsi le ressaut élastique et améliorant la qualité des pièces. En contrôlant en temps réel la vitesse de déplacement et la pression du moule, les presses servo peuvent produire des géométries complexes impossibles à réaliser avec des systèmes mécaniques standards.
Solutions de dépalettisation en tête de ligne (FOL)
L'automatisation commence en tête de ligne. Le processus de dépalettisation — séparer les flans bruts et les alimenter dans la première presse — exige une fiabilité absolue afin d'éviter les doubles alimentations, qui peuvent provoquer des collisions catastrophiques dans les outils. Deux technologies principales dominent ce domaine :
- Ventilateurs magnétiques : Efficaces pour les matériaux ferreux, mais susceptibles de saisir plusieurs feuilles si le film d'huile est trop épais.
- Systèmes à ventouses : Privilégiés pour leur précision. Comme souligné par des experts chez JR Automation , les ventouses minimisent le risque de double préhension et garantissent l'alimentation feuille par feuille, ce qui en fait la norme pour les lignes à haute vitesse.
Transfert robotisé en tandem presse à presse (P2P)
Le transfert des pièces entre postes dans une ligne en tandem est souvent le goulot d'étranglement le plus important. Les systèmes modernes de transfert P2P utilisent des robots à grande vitesse et multi-axes qui se synchronisent avec le cycle de la presse. Contrairement à l'automatisation rigide, ces systèmes robotisés offrent la flexibilité nécessaire pour gérer des productions variées à faible volume. Ils peuvent être reprogrammés en quelques minutes pour s'adapter à différentes géométries de pièces, réduisant ainsi considérablement les temps de changement de série — un indicateur clé critique pour les ateliers de découpage modernes.
Fabrication intelligente et données : Le « système nerveux numérique »
Le matériel seul n'est pas suffisant sans l'intelligence nécessaire pour le piloter. La fabrication intelligente transforme une usine d'estampage en une entreprise pilotée par les données, souvent appelée Industrie 4.0. Ce « système nerveux numérique » s'appuie sur des capteurs et la connectivité pour surveiller en temps réel l'état des machines et la stabilité des processus.
Maintenance prédictive et IIoT
La maintenance réactive — réparer les machines après leur panne — est coûteuse et inefficace. En intégrant des capteurs de l'Internet industriel des objets (IIoT), les fabricants peuvent surveiller des variables critiques telles que les vibrations du moteur, la température de l'huile et la force de la presse. Ulbrich souligne comment les algorithmes de maintenance prédictive analysent ces données pour anticiper les pannes d'équipement plusieurs jours, voire semaines, avant qu'elles ne se produisent. Ce changement permet aux équipes de maintenance de planifier les réparations pendant les arrêts programmés, améliorant ainsi considérablement l'efficacité globale des équipements (OEE).
Le rôle des jumeaux numériques
Un « jumeau numérique » est une réplique virtuelle du processus de poinçonnage physique. Avant même que la première tôle ne soit emboutie, les ingénieurs peuvent simuler l'ensemble du cycle de production dans un environnement virtuel. Cela leur permet d'identifier d'éventuelles collisions, d'optimiser les trajectoires des robots et de valider les temps de cycle. Les jumeaux numériques réduisent la phase d'essais et d'erreurs liée à la mise en service physique, garantissant ainsi que la ligne automatisée fonctionne à son efficacité maximale dès le premier jour.
Points critiques d'intégration : Palettisation et inspection
Les défis les plus complexes en matière d'automatisation surviennent souvent en fin de ligne (EOL). Lorsque les pièces terminées sortent de la presse, elles doivent être inspectées, palettisées et préparées pour l'expédition sans créer de goulot d'étranglement.
Stratégies de palettisation en fin de ligne (EOL)
L'automatisation du processus de palettisation est notoirement difficile en raison de la variabilité des conteneurs d'expédition. Il existe généralement deux approches :
- Palettisation entièrement automatique : Des bras robotiques prennent les pièces finies et les placent directement dans des racks d'expédition. Cela nécessite un calage précis des cales et du positionnement des racks.
- Systèmes hybrides : Ces systèmes permettent à la fois le chargement manuel et automatique des racks, offrant ainsi une grande flexibilité. Toutefois, ils exigent des zones de sécurité sophistiquées (à l'aide de rideaux lumineux et de scanners) afin de garantir que les opérateurs humains puissent travailler en toute sécurité aux côtés des robots.
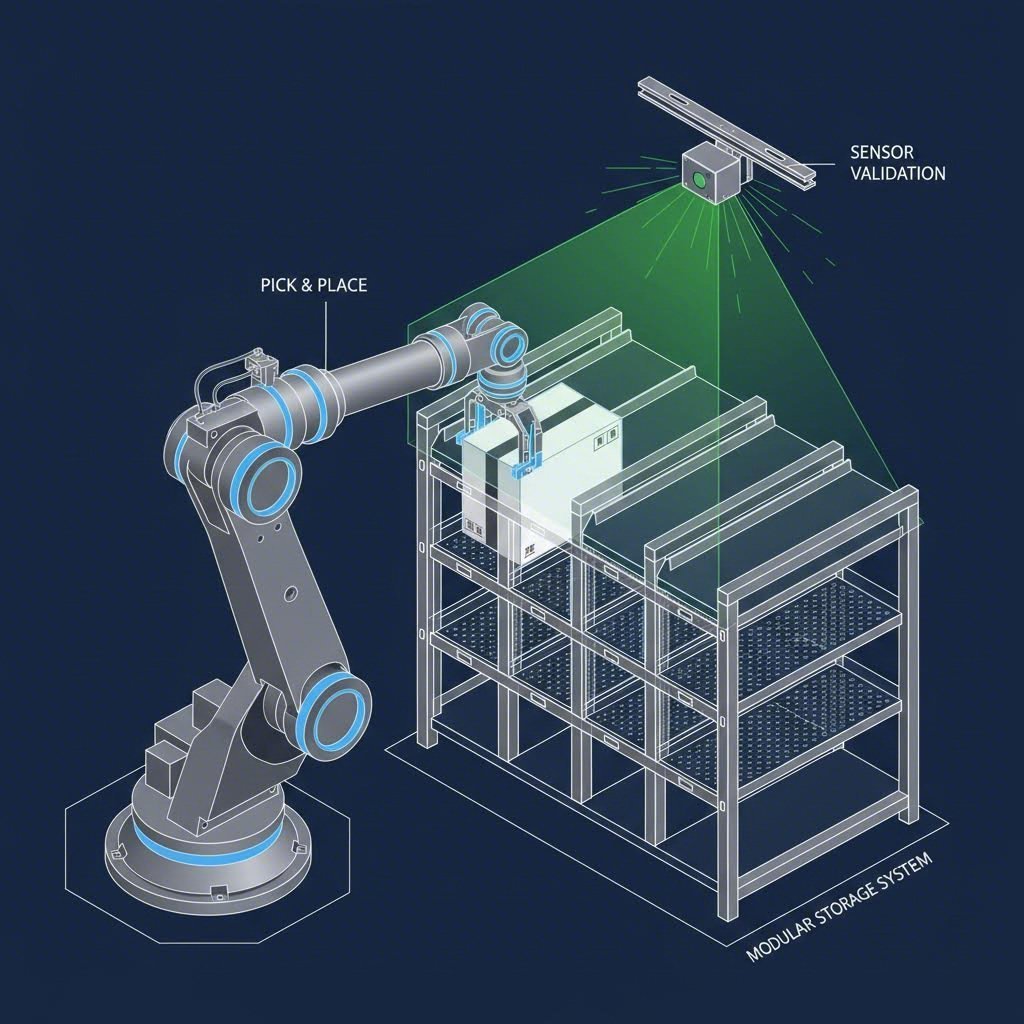
Systèmes de validation par vision
Un robot ne peut pas "voir" un rack mal aligné ou un débris sans assistance. Des systèmes avancés de vision 3D sont essentiels pour valider la position et l'intégrité des racks avant le placement d'une pièce. Ces systèmes analysent le contenant pour s'assurer qu'il est exempt d'obstructions et correctement orienté. En outre, un contrôle visuel en ligne inspecte les pièces immédiatement après le poinçonnage afin de détecter les défauts de surface, les fissures ou les écarts dimensionnels, garantissant ainsi que seules des pièces sans défaut soient livrées au client.
La justification économique : ROI, sécurité et capacité
Investir dans l'automatisation représente une dépense en capital importante, mais le retour sur investissement (ROI) est généré par des gains mesurables en efficacité, en qualité et en utilisation de la main-d'œuvre.
Sécurité et montée en compétences de la main-d'œuvre
L'un des arguments les plus convaincants en faveur de l'automatisation concerne la sécurité. En retirant les opérateurs de la ligne de presse, les fabricants éliminent le risque de blessures graves aux mains et aux membres. En outre, Manor Tool souligne que l'automatisation n'élimine pas nécessairement les emplois ; elle permet plutôt une montée en compétences de la main-d'œuvre. Les opérateurs passent de tâches manuelles répétitives de chargement à des rôles à plus forte valeur ajoutée, tels que la programmation des systèmes, le contrôle qualité et les postes de technicien de maintenance.
Un partenariat pour la réussite en production de grande série
Pour les équipementiers automobiles et industriels, le choix d'un partenaire de poinçonnage dépend souvent de ses capacités d'automatisation et de ses certifications qualité. Une installation entièrement automatisée peut garantir le débit nécessaire à la production de masse tout en respectant des tolérances strictes. Par exemple, Shaoyi Metal Technology s'appuie sur une précision certifiée IATF 16949 et des capacités de presse allant jusqu'à 600 tonnes pour combler l'écart entre la fabrication rapide de prototypes et la production à grande échelle. Leur approche illustre comment des services d'usinage avancés peuvent fournir des composants essentiels tels que les bras de commande et les sous-ensembles, conformes aux normes mondiales les plus strictes.
L'avenir est synchronisé
L'automatisation dans l'industrie du pressage métallique a évolué d'un avantage concurrentiel vers une norme opérationnelle fondamentale. L'avenir appartient aux installations capables de synchroniser la précision pilotée par servomoteurs avec des analyses basées sur les données. En considérant la ligne de pressage comme un système cohérent et intelligent, les fabricants peuvent atteindre l'objectif ultime de la production : une vitesse accrue, un coût réduit et une qualité parfaite. À mesure que la technologie progresse, on peut s'attendre à une intégration encore plus poussée de l'intelligence artificielle et de l'apprentissage automatique, brouillant davantage la frontière entre fabrication physique et optimisation numérique.
Questions fréquemment posées
1. Quelle est la différence entre l'automatisation rigide et le transfert robotisé ?
L'automatisation rigide utilise des systèmes mécaniques fixes pour déplacer les pièces entre les presses. Elle est extrêmement rapide, mais manque de flexibilité, ce qui la rend idéale pour une production à grand volume et faible diversité. Le transfert robotisé utilise des bras robotiques programmables, offrant des vitesses légèrement plus lentes mais une grande flexibilité pour les opérations à forte diversité où les conceptions de pièces changent fréquemment.
2. Comment la technologie de presse servo améliore-t-elle la qualité des pièces ?
Les presses servo permettent un mouvement de glissière programmable, ce qui signifie que la vitesse et la pression peuvent être ajustées à différents points de la course. Cela permet des fonctions de « maintien » qui réduisent le ressaut du matériau et favorisent un meilleur écoulement du métal, offrant ainsi une précision dimensionnelle supérieure et une meilleure finition de surface par rapport aux presses mécaniques traditionnelles.
3. Quels sont les principaux avantages en matière de sécurité liés à l'automatisation d'une ligne de poinçonnage ?
Le principal avantage en matière de sécurité est la séparation physique de l'opérateur par rapport à la machine de pressage. Les systèmes automatisés prennent en charge le chargement, le transfert et la décharge de pièces métalliques lourdes et tranchantes, réduisant ainsi considérablement les risques de blessures par écrasement, de coupures et de troubles musculosquelettiques liés à la manipulation manuelle.