 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Pièces moulées sous pression : équilibrer forme, fonction et finitions

TL ;DR
La distinction entre pièces moulées sous pression esthétiques versus fonctionnelles n'est pas un choix binaire, mais un éventail de priorités de conception. Le succès dépend de l'équilibre entre l'attrait visuel et les exigences de performance telles que la durabilité et la résistance à la corrosion. Cet équilibre s'obtient principalement par une sélection stratégique des matériaux, le respect des principes de conception pour la fabricabilité (DFM) et l'application essentielle de finitions de surface spécifiques adaptées à l'utilisation finale de la pièce.
Définir l'éventail : priorités esthétiques versus fonctionnelles
Dans le monde de la fabrication, le débat entre forme et fonction est constant. Pour les pièces moulées sous pression, il ne s'agit pas de choisir l'une au détriment de l'autre, mais plutôt de naviguer sur un spectre de priorités. Presque chaque composant nécessite un mélange d'attrait esthétique et de performance fonctionnelle. La clé est de définir clairement l'intention principale dès le début du processus de conception, car cette décision influence tous les choix ultérieurs, de la sélection du matériau au traitement de surface final.
Les considérations esthétiques portent sur les qualités visuelles et tactiles d'une pièce. Elles sont primordiales pour les produits destinés aux consommateurs, car l'aspect et la sensation influencent directement la valeur perçue. Les facteurs incluent la douceur de surface, la régularité de la couleur, la texture, ainsi que l'absence de défauts visuels tels que les lignes de joint ou les marques de retrait. Un boîtier d'ordinateur portable élégant, une garniture intérieure automobile polie ou un boîtier décoratif pour un appareil haut de gamme sont autant d'exemples où l'esthétique joue un rôle déterminant. L'obtention d'une finition cosmétique supérieure nécessite souvent une conception minutieuse du moule et des procédés de finition secondaires qui peuvent accroître les coûts.
Les exigences fonctionnelles, quant à elles, sont dictées par l'environnement opérationnel et l'objectif mécanique de la pièce. Ces priorités incluent l'intégrité structurelle, la résistance à l'usure, la protection contre la corrosion, la conductivité thermique et la précision dimensionnelle. Pour un support interne de moteur, un boîtier de transmission ou une pièce aérospatiale, la fonction est non négociable. La pièce doit fonctionner de manière fiable sous contrainte, variations de température, et exposition aux produits chimiques ou à l'humidité. Les finitions de surface s'inscrivent dans ce contexte davantage pour améliorer la durabilité et la longévité que pour des raisons esthétiques, comme indiqué dans un guide établi par Kenwalt Die Casting .
Le compromis entre ces priorités relève souvent de l'ingénierie et de l'économie. Par exemple, concevoir une pièce aux courbes complexes pour des raisons esthétiques peut poser des problèmes d'écoulement du métal en fusion, compromettant potentiellement l'intégrité interne. Inversement, optimiser une pièce pour une résistance maximale pourrait aboutir à un aspect visuel moins attrayant. L'objectif de toute équipe produit est de définir clairement l'utilisation finale et de trouver l'équilibre le plus efficace, garantissant ainsi qu'elle soit à la fois esthétique et fiable sans dépasser les contraintes budgétaires.
Le rôle essentiel des finitions de surface
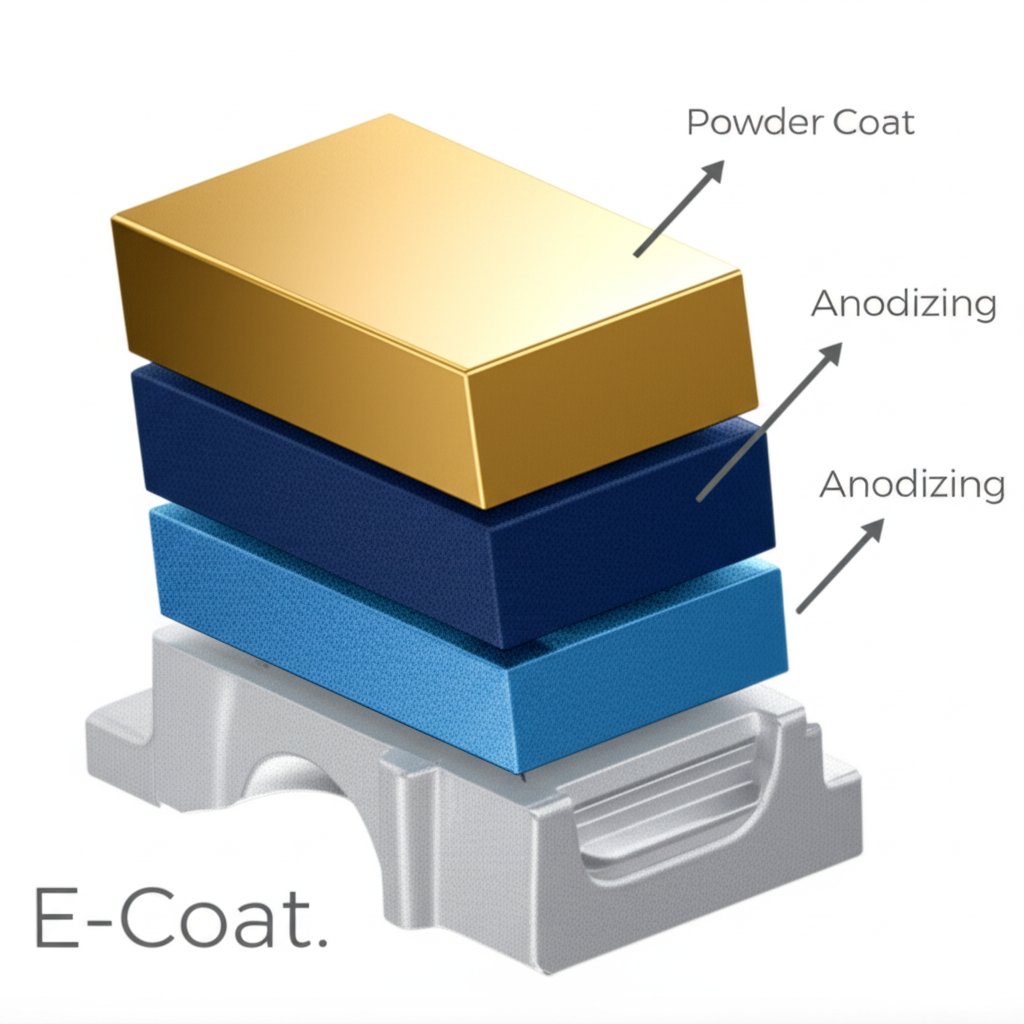
Les finitions de surface constituent l'outil le plus puissant pour rehausser à la fois les qualités esthétiques et fonctionnelles d'une pièce moulée sous pression. Une finition n'est pas simplement un revêtement ; c'est une étape critique du processus de fabrication qui peut transformer une pièce brute en un composant performant et esthétiquement soigné. Comme Zetwerk explique que la finition de surface va au-delà de l'esthétique pour influencer considérablement les performances. Le choix de la finition répond directement aux priorités définies lors de la phase de conception, que l'objectif soit un éclat miroir, une résistance robuste à la corrosion ou une conductivité électrique améliorée.
Plusieurs options de finition courantes sont disponibles, chacune offrant une combinaison unique d'avantages. Anodisation est un procédé électrochimique qui crée une couche d'oxyde dure et résistante à la corrosion sur les pièces en aluminium, idéal pour les appareils électroniques grand public nécessitant durabilité et sensation haut de gamme. Revêtement en poudre fournit une finition épaisse, durable et décorative dans une vaste gamme de couleurs, ce qui la rend parfaite pour les pièces automobiles et les équipements extérieurs. Pour les exigences esthétiques les plus élevées, polissage crée une surface lisse et réfléchissante, tandis que électrolyse ajoute une fine couche d'un autre métal (comme le chrome ou le nickel) pour embellir, renforcer la résistance à l'usure et améliorer la conductivité.
Pour des besoins plus industriels ou fonctionnels, des traitements tels que couche de conversion de chromate offrent une excellente résistance à la corrosion à faible coût, ce qui les rend adaptés aux secteurs aérospatial et électronique où la performance prime sur l'apparence. De même, le sablage ou le grenaillage est un moyen économique de nettoyer une pièce et de créer une texture mate uniforme, ce qui constitue également une excellente étape préparatoire pour la peinture ou le revêtement.
Le choix de la finition appropriée nécessite une analyse minutieuse de l'application, de l'environnement et du budget de la pièce. Un guide complet de coût et de comparaison peut s'avérer indispensable pour prendre une décision éclairée. Pour simplifier ce choix, le tableau ci-dessous compare les finitions courantes en fonction de leurs avantages principaux et de leurs applications typiques.
| Type de finition | Bénéfice principal | Résistance à la corrosion | Coût relatif | Applications communes |
|---|---|---|---|---|
| Anodisation | Esthétique & Fonctionnel | Haut | Moyenne | Électronique grand public, dispositifs médicaux, garnitures architecturales |
| Revêtement en poudre | Fonctionnel et esthétique | Très élevé | Moyenne | Pièces automobiles, mobilier extérieur, boîtiers industriels |
| Polissage | Esthétique | Faible (sauf s'il est revêtu) | Haut | Pièces décoratives haut de gamme, quincaillerie de luxe, réflecteurs |
| Plaqué électrolytique (par exemple, chrome) | Esthétique & Fonctionnel | Très élevé | Haut | Garnitures automobiles, appareils de plomberie, connecteurs électriques |
| Chromatage | Fonctionnel | Moyenne | Faibles | Pièces aéronautiques, électronique, apprêt pour peinture |
| Détonation par tir | Fonctionnel (Préparation) | Aucun | Faibles | Prétraitement pour revêtement, composants industriels |
Principes fondamentaux de conception pour l'optimisation des pièces
Longtemps avant l'application d'un fini de surface, la conception fondamentale d'une pièce moulée sous pression détermine son succès final. Le respect des principes de conception pour la fabricabilité (DFM) est essentiel pour créer des composants à la fois fonctionnellement performants et esthétiquement plaisants. Ces principes garantissent que la pièce peut être produite efficacement, avec un minimum de défauts et à moindre coût. Comme indiqué dans un guide de conception complet , des paramètres clés tels que l'épaisseur des parois, les congés et les angles de dépouille sont critiques.
L'un des principes les plus importants est de maintenir épaisseur uniforme des parois . Des variations brusques d'épaisseur peuvent provoquer un refroidissement inégal du métal en fusion, entraînant des défauts tels que la porosité (vides internes) et les marques de retrait (dépressions de surface). Cela affaiblit non seulement la pièce (une défaillance fonctionnelle), mais détériore également son apparence (une défaillance esthétique). En maintenant des parois uniformes, les concepteurs assurent un écoulement régulier du métal et l'intégrité structurelle.
Congés et rayons —l'arrondi des angles internes et externes vifs—sont un autre élément essentiel. Les angles internes aigus créent des concentrations de contraintes, rendant la pièce sujette à la fissuration sous charge. En ajoutant un congé généreux, les contraintes sont réparties plus uniformément, améliorant considérablement la résistance et la durée de vie en fatigue de la pièce. Du point de vue esthétique, les bords arrondis confèrent un aspect plus lisse et plus fini. De même, angles de dépouille (une légère conicité sur les parois verticales) sont nécessaires pour extraire la pièce du moule sans dommage, préservant ainsi sa finition de surface soigneusement conçue.
Le choix des matériaux joue également un rôle déterminant. Les alliages d'aluminium sont populaires en raison de leur excellent équilibre entre légèreté et résistance, ce qui les rend idéaux pour de nombreuses applications automobiles et électroniques. Les alliages de zinc offrent une grande fluidité, permettant des détails complexes et des parois très fines, ce qui est parfait pour les composants petits et complexes. Pour les applications nécessitant une résistance et une durabilité extrêmes, notamment dans le secteur automobile, d'autres procédés peuvent être envisagés. Par exemple, certains composants soumis à de fortes contraintes bénéficient du forgeage à chaud. Des entreprises comme Technologie métallique de Shaoyi (Ningbo) spécialisées dans la fabrication de pièces automobiles forgées sur mesure, offrent des solutions robustes lorsque la performance mécanique est une priorité absolue.
Pour garantir une conception réussie, les ingénieurs doivent passer en revue une liste de contrôle de ces principes fondamentaux avant de finaliser un modèle :
- Épaisseur de paroi : Est-il aussi uniforme que possible ? Les transitions sont-elles progressives ?
- Angles de dépouille : Y a-t-il une inclinaison suffisante (généralement de 1 à 3 degrés) sur toutes les surfaces parallèles à l'ouverture du moule ?
- Congés et rayons : Tous les angles intérieurs et extérieurs vifs sont-ils généreusement arrondis ?
- Ligne de joint : La ligne de joint est-elle placée dans une zone non critique ou moins visible afin d'en minimiser l'impact esthétique ?
- Nervures et bossages : Les nervures sont-elles utilisées pour renforcer les parois minces plutôt que d'augmenter l'épaisseur globale ? Sont-elles correctement proportionnées (par exemple, 50 à 60 % de l'épaisseur de la paroi) ?
Trouver le bon équilibre pour votre projet
En fin de compte, la création d'un composant moulé sous pression réussi est un exercice de compromis stratégiques et de conception intelligente. Il ne s'agit pas de choisir entre esthétique et fonctionnalité, mais de définir le mélange idéal des deux pour une application spécifique. En définissant clairement les besoins dès le départ, les concepteurs peuvent prendre des décisions éclairées qui guideront tout le processus de fabrication. Un produit grand public privilégiera peut-être une finition de surface impeccable, tandis qu'une pièce industrielle mettra avant tout l'accent sur la résistance du matériau et la résistance à la corrosion.
Le parcours du concept à la pièce finie repose sur une approche globale. Il commence par des principes de conception fondamentaux qui préviennent les défauts et garantissent la fabricabilité. Il se poursuit par une sélection minutieuse des matériaux, alignée sur les objectifs de performance et de coût. Enfin, il aboutit au choix d'un traitement de surface qui met en valeur les qualités intrinsèques de la pièce, lui conférant la durabilité, la protection et l'attrait visuel nécessaires. En maîtrisant l'interaction entre ces éléments, les fabricants peuvent produire des pièces moulées sous pression qui non seulement répondent parfaitement à leur usage prévu, mais qui se distinguent également par leur qualité exceptionnelle.
Questions fréquemment posées
1. Quel est le matériau le plus adapté au moulage sous pression ?
Les alliages d'aluminium comptent parmi les matériaux les plus populaires pour le moulage sous pression, car ils offrent un excellent équilibre entre résistance, légèreté et résistance à la corrosion. Cela en fait un choix idéal pour un large éventail d'applications, allant des pièces automobiles à l'électronique grand public. Les alliages de zinc sont également courants, appréciés pour leur capacité à former des pièces complexes et détaillées avec une grande précision.
2. Quelle est la différence entre le moulage sous pression et le moulage classique ?
La différence principale réside dans le procédé et les matériaux utilisés. Le moulage sous pression utilise une pression élevée pour injecter du métal en fusion dans un moule en acier réutilisable (un outillage), ce qui le rend idéal pour la production en grand volume de métaux non ferreux comme l'aluminium et le zinc. D'autres méthodes de moulage, telles que le moulage au sable ou le moulage par coulée, utilisent des moules jetables et conviennent souvent mieux aux faibles volumes ou au moulage de métaux ferreux comme le fer et l'acier.
3. Quels sont les inconvénients du moulage sous pression (HPDC) ?
Un inconvénient majeur du moulage sous pression haute pression (HPDC) est le risque de porosité. Comme le métal en fusion est injecté très rapidement, de l'air peut être piégé, créant de minuscules vides à l'intérieur de la pièce. Cette porosité peut affaiblir les propriétés mécaniques du composant et compromettre son intégrité structurelle. Le coût élevé initial des outillages (la matrice en acier) rend également ce procédé moins économique pour de petites séries de production.
4. Le moulage sous pression est-il une fabrication additive ?
Non, le moulage sous pression est un procédé de fabrication formative, et non un procédé additif. La fabrication additive, comme l'impression 3D, construit un objet couche par couche à partir de rien. En revanche, le moulage sous pression forme une pièce en injectant un matériau en fusion dans un moule ou une matrice préexistante afin de lui donner sa forme finale.