 Μικρές παραγωγικές σειρές, υψηλοί πρότυποι. Η υπηρεσία γρήγορης δημιουργίας πρωτότυπων μας κάνει την επαλήθευση ταχύτερη και ευκολότερη —
Μικρές παραγωγικές σειρές, υψηλοί πρότυποι. Η υπηρεσία γρήγορης δημιουργίας πρωτότυπων μας κάνει την επαλήθευση ταχύτερη και ευκολότερη —

Ποια γραμμή διαμόρφωσης αυτοκινήτου είναι κατάλληλη για εσάς;
Ως αναπόσπαστο μέρος της σύγχρονης αυτοκινητοβιομηχανίας, τρίβλα τύπου τύπου αυτοκινήτων και οι τεχνολογίες αυτοματισμού έχουν εξελιχθεί σημαντικά. Σε αυτό το blog, εξερευνούμε τρεις κοινούς τύπους γραμμών παραγωγής με αυτοματοποιημένη διαμόρφωση με κοπτικά που χρησιμοποιούνται ευρέως στην αυτοκινητοβιομηχανία: διαμόρφωση με προοδευτικό κοπτικό, διαμόρφωση με κοπτικό μεταφοράς και γραμμές διαμόρφωσης tandem. Κάθε μία έχει τα δικά της πλεονεκτήματα και η κατανόηση των διαφορών τους μπορεί να βοηθήσει τους κατασκευαστές αυτοκινήτων να επιλέξουν την καλύτερη λύση με βάση τις συγκεκριμένες τους ανάγκες.
Κοινοί Τύποι Γραμμών Διαμόρφωσης στην Αυτοκινητοβιομηχανία
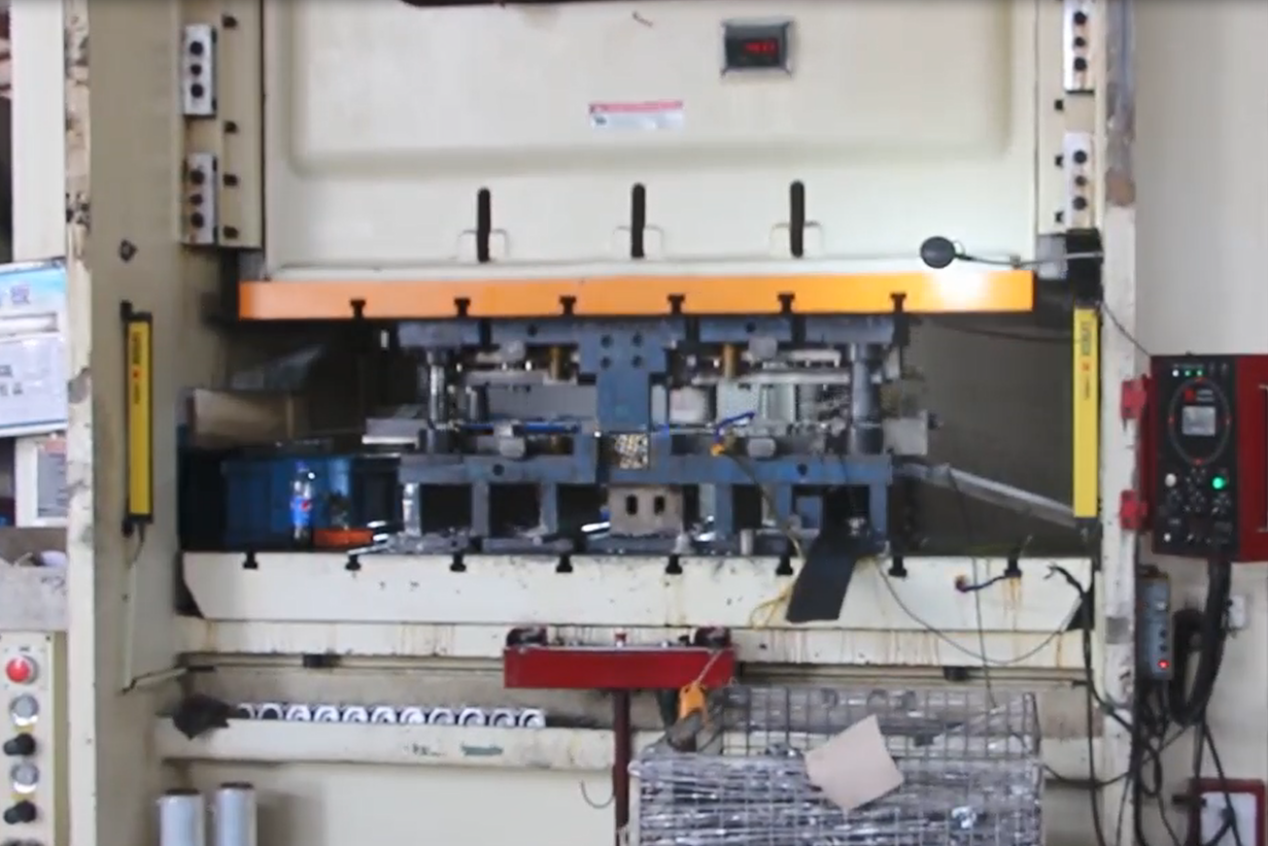
1. Γραμμή Διαμόρφωσης με Προοδευτικό Κοπτικό
Σύνοψη: Η γραμμή διαμόρφωσης με προοδευτικό κοπτικό ενσωματώνει τις διαδικασίες τροφοδοσίας ελάσματος, εξομάλυνσης, λίπανσης, διαμόρφωσης και εκφόρτωσης. Περιλαμβάνει ξετύλιγμα (uncoiler), τροφοδότη εξομάλυνσης, πρέσα διαμόρφωσης, προοδευτικό κοπτικό και αυτοματοποιημένο σύστημα εκφόρτωσης. Το βαθμικό σφραγισμός πετρώματος αποτελείται από πολλαπλούς σταθμούς (μερικές φορές πάνω από 20), στους οποίους κάθε ένας εκτελεί μια ξεχωριστή ενέργεια, όπως διάτρηση, κοπή, φλαντζάρισμα, διαμόρφωση και αποπεράτωση. Όλες οι ενέργειες συγχρονίζονται σε ένα μόνο χτύπημα.
Κύρια Χαρακτηριστικά:
Υψηλή Αποδοτικότητα Παραγωγής: Η γραμμή μπορεί να επιτύχει πάνω από 30 κτύπους τη λεπτή.
Φιλική προς την αυτοματοποίηση: Από τη φόρτωση μέχρι την εκφόρτωση, όλα τα στάδια είναι αυτοματοποιημένα, μειώνοντας την εργασία και τα ανθρώπινα λάθη.
Μικρό μέγεθος: Μία μόνο πρέσα λειτουργεί ως πλήρης μονάδα παραγωγής.
Ασφάλεια: Κλειστά συστήματα μειώνουν τους κινδύνους κατά τις εργασίες με υψηλή ταχύτητα.
Μειονέκτημα: Χαμηλότερη απόδοση υλικού λόγω απαιτήσεων διάταξης λωρίδας και απορρίψεων κατά την προέλαση του εξαρτήματος.
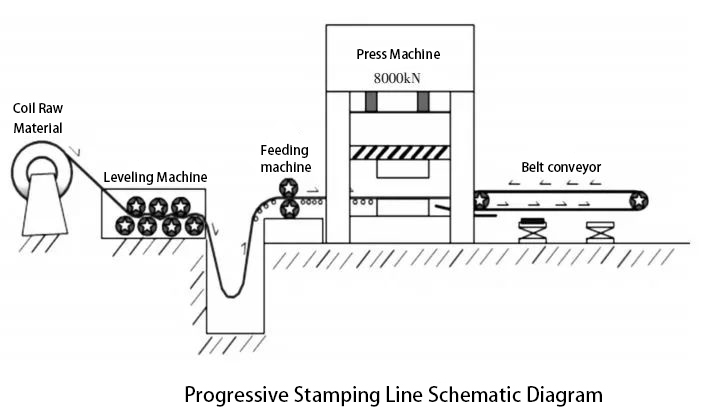
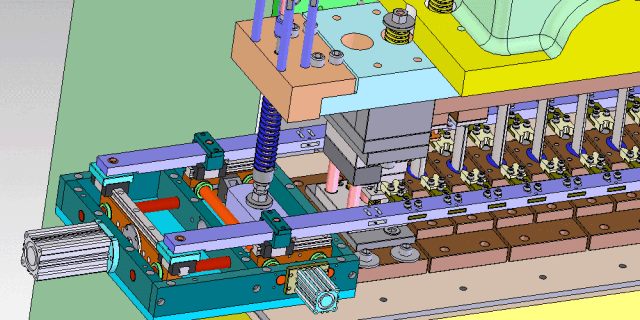
Διαγραμματική Παράσταση Γραμμής Διαδοχικής Κοπής
2. Γραμμή Κοπής με Μεταφορά Μήτρας
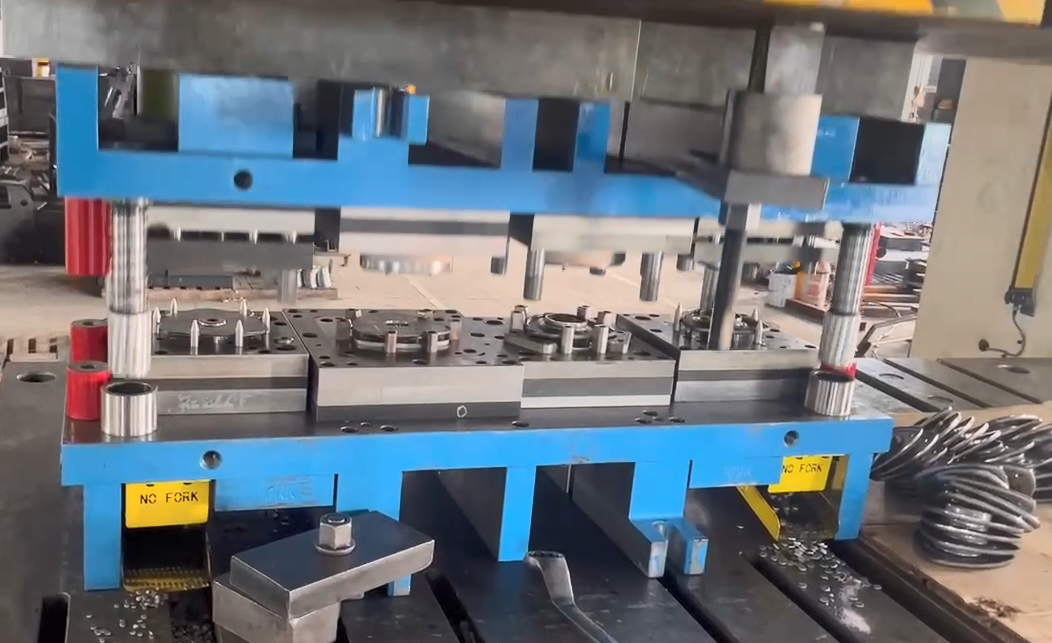
Σύνοψη: Μία πρέσα μεγάλου τόναζου είναι εξοπλισμένη με 4 έως 5 επιμέρους μήτρες, ενώ ρομποτικοί βραχίονες ή τροφοδότες μεταφέρουν τα εξαρτήματα μεταξύ των σταθμών. Δέχεται τόσο πολύκρισμα όσο και έλασμα σε μορφή φύλλων.
Κύρια Χαρακτηριστικά:
Εύκαμπτη Είσοδος Υλικού: Υποστηρίζει τη μορφή πηνίου και φύλλου.
Παραγωγικότητα Μεσαίου Επιπέδου: Υψηλότερη από τις γραμμές tandem, αλλά συνήθως πιο αργή από τις προοδευτικές διατάξεις.
Ευφυείς αισθητήρες: Περιλαμβάνει αισθητήρες για ανίχνευση διπλών φύλλων, πρόληψη λανθασμένης τροφοδοσίας και εποπτεία ασφαλείας.
Ακρίβεια Εργαλειοθέτησης: Απαιτεί ακριβές ύψος και ευθυγράμμιση της μήτρας για συνεπή μεταφορά.
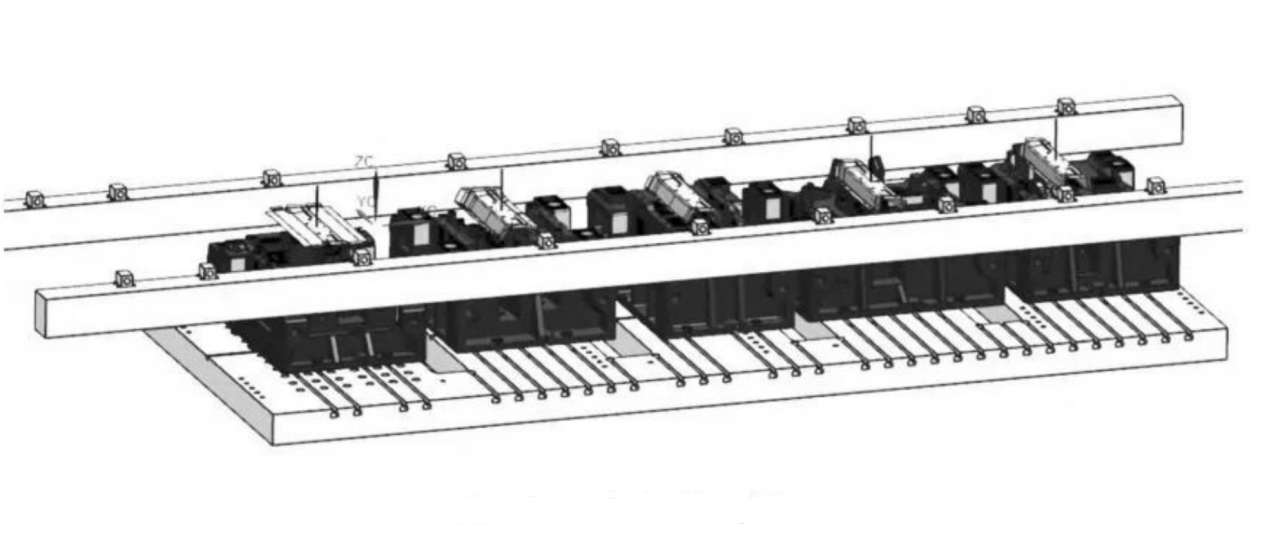
Γραμμή Αυτοματισμού Διαδοχικής Διαμόρφωσης Πολλαπλών Σταθμών
3. Γραμμή Διαδοχικής Διαμόρφωσης Tandem
Σύνοψη: Οι γραμμές tandem αποτελούνται από πολλαπλές πρέσσες τοποθετημένες σε σειρά. Κάθε πρέσα χρησιμοποιεί μία μήτρα που αντιπροσωπεύει μία μόνο εργασία. Ρομπότ ή βραχίονες χειρίζονται τη μεταφορά και την εκφόρτωση των εξαρτημάτων.
Κύρια Χαρακτηριστικά:
Πολυδιάστατη Εφαρμογή: Κατάλληλη για μεγάλα και πολύπλοκα επενδυτικά πάνελ.
Υψηλή ευελιξία: Δέχεται μια ευρεία ποικιλία σχημάτων, μεγεθών και πάχους εξαρτημάτων.
Εύκολη συντήρηση: Οι επιμέρους θέσεις διαμόρφωσης επιτρέπουν ανεξάρτητες ρυθμίσεις και επισκευές.
Μεγάλο Περίγραμμα: Πολλαπλές πρέσες απαιτούν περισσότερο χώρο στο δάπεδο.
Χαμηλότερη Παραγωγή: Πιο αργές σε σχέση με προοδευτικές ή μεταφορικές γραμμές.
Πώς να επιλέξετε την κατάλληλη γραμμή διαμόρφωσης;
Επιλέγοντας το σωστό σφραγίσματα αυτοκινήτων γραμμή παραγωγής εξαρτάται από τους εξής παράγοντες:
Τύπος & Ιδιότητες Υλικού: Η τεκτονικότητα, το πάχος και η σκληρότητα του υλικού επηρεάζουν τη δύναμη της πρέσας και την επιλογή του συστήματος τροφοδοσίας.
Πολυπλοκότητα Μερών: Πιο περίπλοκα γεωμετρικά σχήματα μπορεί να απαιτούν μεταφορά ή διαδοχικό κοπτικό τύπωμα για καλύτερα αποτελέσματα διαμόρφωσης.
Μηνιαίος Όγκος Παραγωγής: Οι υψηλότεροι όγκοι δικαιολογούν την επένδυση σε γραμμές διαδοχικής κοπής με υψηλή ταχύτητα. Για μέσους ή χαμηλούς όγκους μπορεί να είναι πιο συμφέρουσες οι μεταφορικές ή διαδοχικές διατάξεις.
Διαστάσεις του προϊόντος: Μεγαλύτερα ή ασύμμετρα εξαρτήματα μπορεί να μην είναι κατάλληλα για διαδοχικά μήτρες.
Ευελιξία έναντι Αποδοτικότητας:
Για υψηλή παραγωγική δυνατότητα απαιτήσεις: Συνεχόμενη ψαλίδα είναι αδικολύτως κατάλληλο.
Για ευελιξία και Προσαρμογή : Οι διαδοχικές γραμμές προσφέρουν καλύτερη προσαρμοστικότητα. 
Πρακτική Εφαρμογή στην Αυτοκινητοβιομηχανία
Γραμμές Διαδοχικής Κοπής: Κατάλληλο για μικρά έως μεσαία αυτοκινητοβιομηχανικά εξαρτήματα μεγάλου όγκου, όπως στηρίγματα, αγκυρώσεις και ενισχύσεις.
Γραμμές μεταφοράς: Κατάλληλο για εξαρτήματα μεσαίου μεγέθους με μέτρια πολυπλοκότητα διαμόρφωσης, όπως εγκάρσια μέλη ή δοκοί πλαισίου.
Διαδοχικές Γραμμές: Ιδανικό για μεγάλα εξωτερικά πάνελ (πόρτες, οροφές, καπό) που απαιτούν πολύπλοκη διαμόρφωση και υψηλότερα αισθητικά πρότυπα.
Κοινοί Όροι στην Παγκόσμια Σφραγίσματα αυτοκινήτων
Προοδευτικός Τύπος: PRG
Τύπος Μεταφοράς: TRF
Γραμμή Τάντεμ: TDM
Αυτά τα ακρωνύμια χρησιμοποιούνται ευρέως σε διεθνές επίπεδο και αντιπροσωπεύουν τυποποιημένες κατηγορίες αυτοματισμού στη βιομηχανία.
Περίληψη
Κατανόηση των διαφορών μεταξύ προοδευτικά καλούπια , μεταφοράς με σφυρηλάτηση , και γραμμές σφυρηλάτησης τύπου tandem βοηθά τους κατασκευαστές αυτοκινητοβιομηχανικών εξαρτημάτων να βελτιστοποιήσουν το κόστος, τον χώρο και την παραγωγικότητα. Καθώς η ελαφρύνση και η αποδοτικότητα των αυτοκινήτων γίνονται ζωτικής σημασίας, η σωστή επιλογή της τεχνολογίας αυτοματισμού σφυρηλάτησης εξασφαλίζει τη συνέπεια του προϊόντος, την ασφάλεια στο εργοστάσιο και ανταγωνιστικό πλεονέκτημα.
Επικοινωνήστε μαζί μας για να μάθετε πώς οι λύσεις μας σε γραμμές σφυρηλάτησης μπορούν να καλύψουν τις ανάγκες σας στην αυτοκινητοβιομηχανία.