 Μικρές παραγωγικές σειρές, υψηλοί πρότυποι. Η υπηρεσία γρήγορης δημιουργίας πρωτότυπων μας κάνει την επαλήθευση ταχύτερη και ευκολότερη —
Μικρές παραγωγικές σειρές, υψηλοί πρότυποι. Η υπηρεσία γρήγορης δημιουργίας πρωτότυπων μας κάνει την επαλήθευση ταχύτερη και ευκολότερη —

Συμπίεση Μετάλλου για Κέλυφος Αισθητήρα: Ο Οδηγός Ακριβούς Βαθιάς Έλξης
TL·DR
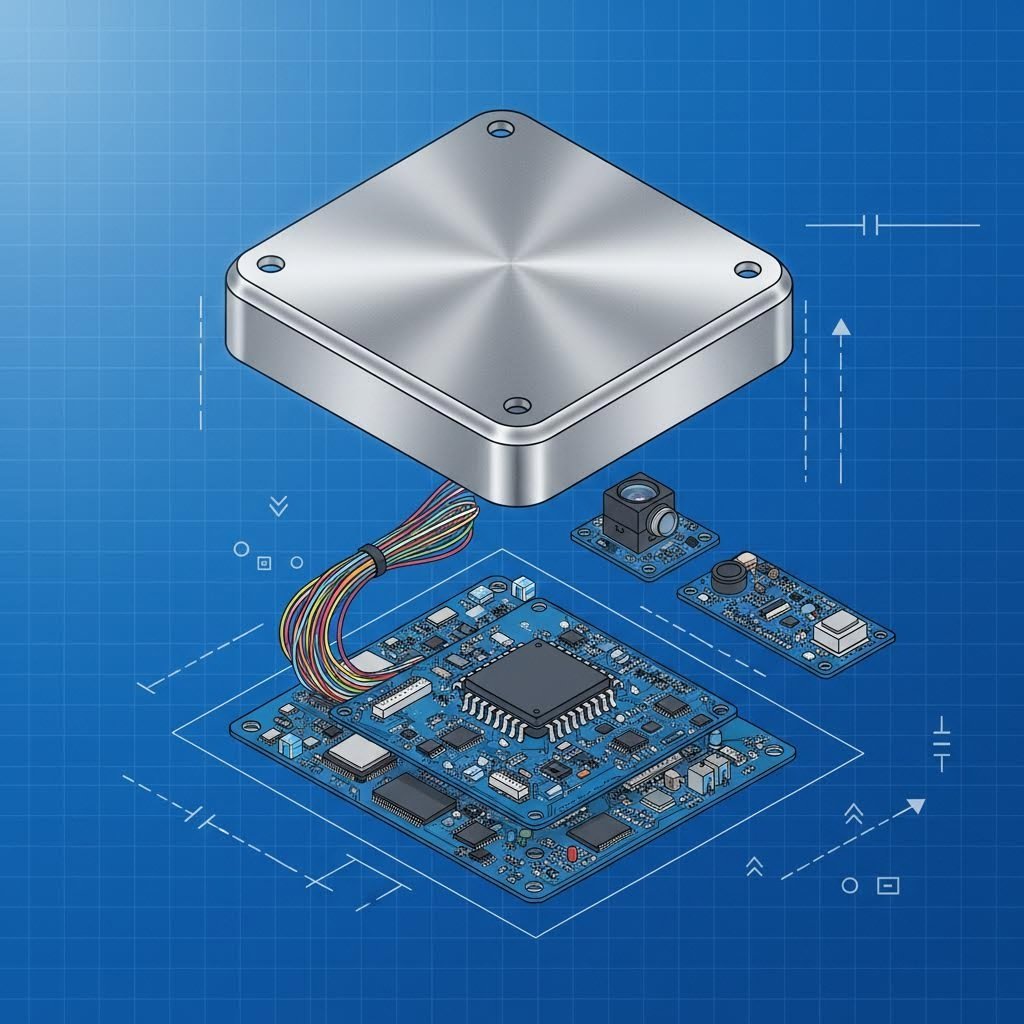
Η εμφάνιση αισθητήρα με μεταλλικό στάμπωμα είναι μια διαδικασία υψηλής ακρίβειας κατασκευής, η οποία χρησιμοποιεί κυρίως τεχνικές βαθιάς έλξης, για τη δημιουργία αδιάρρηκτων, ανθεκτικών προστατευτικών περιβλημάτων για ευαίσθητα ηλεκτρονικά εξαρτήματα. Σε αντίθεση με τη μηχανική κατεργασία ή το πλαστικό μούχλευμα, αυτή η μέθοδος προσφέρει ανώτερη θωράκιση από ηλεκτρομαγνητικές παρεμβολές (EMI), ισχυρή αντοχή σε κραδασμούς και οικονομική κλιμάκωση για παραγωγή μεγάλων ποσοτήτων. Οι μηχανικοί και οι διευθυντές προμηθειών προτιμούν τα μεταλλικά περιβλήματα βαθιάς έλξης λόγω της ικανότητάς τους να διατηρούν αυστηρά ανοχές (συχνά εντός ±0,001") ενώ εξασφαλίζουν αδιάβροχη ακεραιότητα σε δύσκολα αυτοκινητιστικά, ιατρικά και βιομηχανικά περιβάλλοντα.
Στάμπωμα Βαθιάς Έλξης: Το Βιομηχανικό Πρότυπο για Περιβλήματα Αισθητήρων
Για κυλινδρικά ή κουτιού σχήματος περιβλήματα αισθητήρων, βαθιά έλξη με διαμόρφωση έχει αναδυθεί ως η κυρίαρχη μέθοδος κατασκευής, υπερτονίζοντας την παραδοσιακή κατεργασία ως προς την αποδοτικότητα και την δομική ακεραιότητα. Αυτή η διαδικασία περιλαμβάνει την ακτινική έλξη ενός μεταλλικού προμηλεύματος σε ένα καλούπι διαμόρφωσης μέσω της μηχανικής δράσης ενός πενσε. Ο όρος «βαθιά» έλξη συνήθως εφαρμόζεται όταν το βάθος του ελκυμένου εξαρτήματος υπερβαίνει την διάμετρο του.
Το κύριο μηχανικό πλεονέκτημα της βαθιάς έλξης είναι η δημιουργία ενός ακέραιου, μονοκομματιού εξαρτήματος. Σε αντίθεση με σωλήνωση που συγκολλάται ή συναρμολογείται από πολλά μέρη, ένα περίβλημα που παράχθηκε με βαθιά έλξη δεν έχει ραφές που θα μπορούσαν να λειτουργήσουν ως πιθανές διαδρομές διαρροής υγρασίας ή αερίου. Αυτό είναι κρίσιμό για αισθητήρες που λειτουργούν σε περιβάλλοντα υπό πίεση ή βυθισμένα. Standard Die σημειώνει ότι η βαθιά έλξη με κοπαδικεύμα είναι ιδανική για μαζική παραγωγή επειδή μειώνει σημαντικά τα απόβλητα υλικού και εξαλείφει τα δευτερογενή στάδια συναρμολόγησης, με αποτέλεσμα χαμηλότερο κόστος ανά μονάδα σε σύγκριση με την εξέλιξη ή την κατεργασία CNC.
Μηχανικά, η διαδικασία προκαλεί εμπλοκή του υλικού, αυξάνοντας συχνά τη δομική δυσκαμψία του τελικού εξαρτήματος. Αυτό επιτρέπει στους κατασκευαστές να χρησιμοποιούν λεπτότερα υλικά χωρίς να θυσιάζουν την ανθεκτικότητα, βελτιστοποιώντας τον λόγο βάρους προς αντοχή — ένα βασικό στοιχείο για εφαρμογές αισθητήρων στην αεροδιαστημική και την αυτοκινητοβιομηχανία.
Επιλογή Υλικού: Εξισορρόπηση Προστασίας και Πλαστιμότητας
Η επιλογή του σωστού κράματος είναι το πρώτο βήμα για τη διασφάλιση της απόδοσης του αισθητήρα. Το υλικό πρέπει να εξισορροπεί την πλαστιμότητα (ώστε να αντέχει τη διαδικασία βαθιάς έλασης χωρίς να σχίζεται) με τις ιδιότητες προστασίας από το περιβάλλον.
Ανοξείδωτος Χάλυβας (304 έναντι 316L)
Ο ανοξείδωτος χάλυβας είναι το πιο συνηθισμένο υλικό για τα περιβλήματα αισθητήρων λόγω της υψηλής σκληρότητας και της αντίστασης στην παραμόρφωση. Η CNstamping τονίζει την αντίσταση του ανοξείδωτου χάλυβα στη διάβρωση ως κύριο πλεονέκτημα, αν και σημειώνουν ότι η διάχυση θερμότητας είναι χαμηλότερη σε σύγκριση με τα μη σιδηρούχα μέταλλα. Το ποιότητας 304 είναι το βιομηχανικό πρότυπο για γενική βιομηχανική χρήση, προσφέροντας εξαιρετική ελασιμότητα. Για θαλάσσιες ή ιατρικές εφαρμογές, προτιμάται το ποιότητας 316L λόγω της ανωτέρας αντίστασης σε χλωρίδια και σε ενδείξεις φθοράς, εξασφαλίζοντας ότι το περίβλημα δεν θα υποβαθμιστεί σε αλμυρά περιβάλλοντα.
Επιλογές Μη Σιδηρούχων: Αλουμίνιο και Χαλκός
Για εφαρμογές που απαιτούν διάχυση θερμότητας ή συγκεκριμένες μαγνητικές ιδιότητες, χρησιμοποιούνται μη σιδηρούχα μέταλλα:
- Αλουμίνιο: Προσφέρει εξαιρετική θερμική αγωγιμότητα και είναι ελαφρύ, καθιστώντας το κατάλληλο για αισθητήρες αεροδιαστημικής. Ωστόσο, απαιτεί προσεκτική ανοδίωση για αντοχή στη διάβρωση.
- Χαλκός και μπρούτζος: Συχνά επιλέγονται λόγω της ηλεκτρικής αγωγιμότητας και των φυσικών τους ιδιοτήτων θωράκισης EMI, αν και μπορεί να απαιτούν επίστρωση (νικελίου ή χρυσού) για να αποτραπεί η οξείδωση.
| Υλικό | Αντοχή στη διάβρωση | Μορφοποίηση | Προστασία από EMI | Τυπική εφαρμογή |
|---|---|---|---|---|
| Ανοξείδωτο ατσάλι 304 | Υψηλές | Εξοχος | Μετριοπαθής | Γενικοί Βιομηχανικοί Αισθητήρες |
| Ανοξείδωτος Χάλυβας 316L | Πολύ ψηλά | Καλή | Μετριοπαθής | Ιατρικοί/Θαλάσσιοι Δείκτες |
| Αλουμίνιο | Μέτριο (χρειάζεται επίστρωση) | Πολύ Καλή | Καλή | Αεροδιαστημική/Ελαφρύ |
| Χαλκός/Χάλκινο | Χαμηλό (απαιτείται επίστρωση) | Εξοχος | Εξοχος | Ηλεκτρονικά/Ευαίσθητα σε EMI |
Γιατί μέταλλο; Το επιχείρημα κατά των πλαστικών καλυμμάτων
Ενώ η πλαστική έγχυση είναι φθηνή, συχνά αποτυγχάνει να ανταποκριθεί στις αυστηρές απαιτήσεις κρίσιμων εφαρμογών αισθητήρων. Η επιλογή μεταξύ μετάλλου και πλαστικού συχνά ανάγεται σε τρεις παράγοντες: θωράκιση, αντοχή σε κραδασμούς και θερμική σταθερότητα.
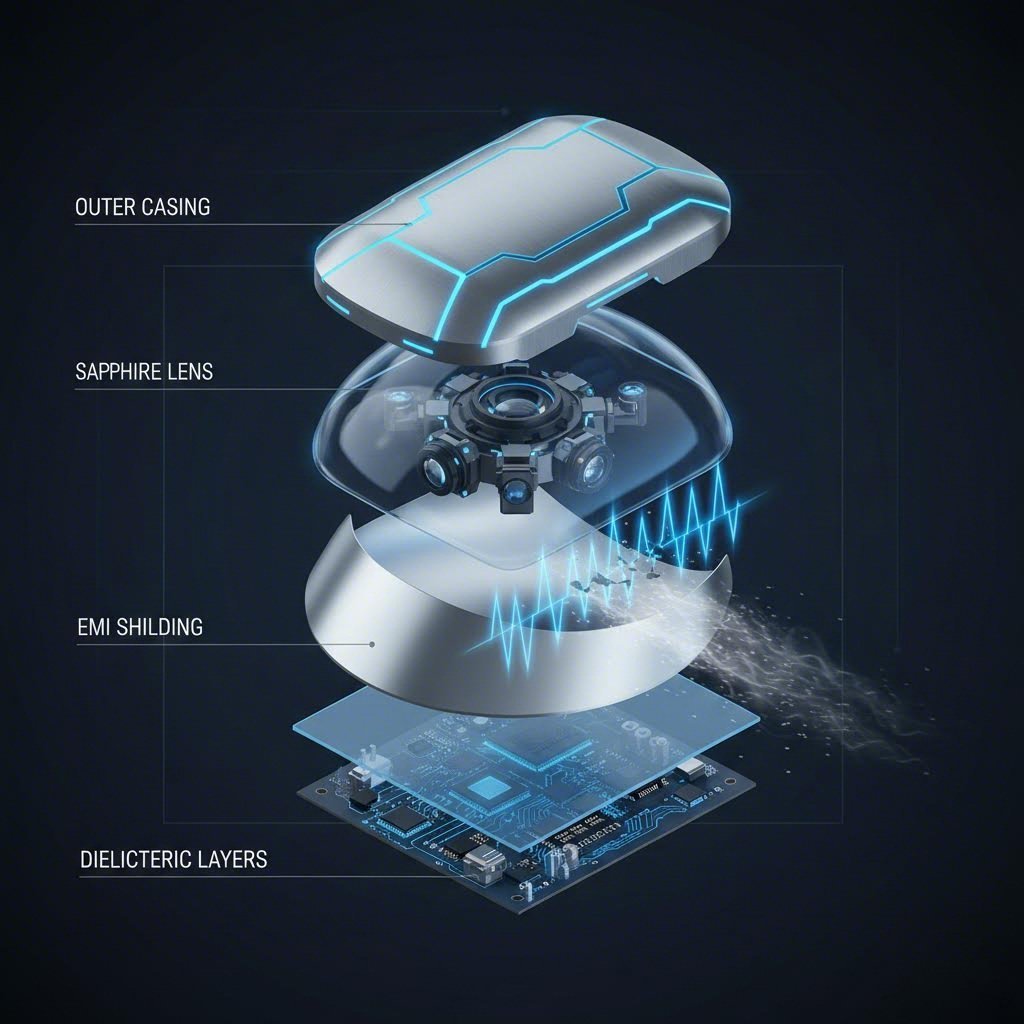
Προστασία από Ηλεκτρομαγνητικές Παρεμβολές (EMI): Οι ηλεκτρονικοί αισθητήρες εγκαθίστανται όλο και περισσότερο σε «θορυβώδη» περιβάλλοντα γεμάτα ασύρματα σήματα και ηλεκτρικά ρεύματα. Η Henli τονίζει ότι τα μεταλλικά καλύμματα λειτουργούν φυσικά ως θάλαμος Faraday, προστατεύοντας τα εσωτερικά εξαρτήματα από εξωτερικές ηλεκτρομαγνητικές παρεμβολές που θα μπορούσαν να διαστρεβλώσουν τις μετρήσεις δεδομένων. Τα πλαστικά καλύμματα απαιτούν ακριβά αγώγιμα επιχρίσματα για να επιτευχθούν παρόμοια αποτελέσματα.
Φυσική αντοχή: Οι μεταλλικές κατασκευές προσφέρουν ανωτέρα αντοχή σε κραδασμούς. Σε εφαρμογές υπό την επισκευή του αυτοκινήτου ή σε βιομηχανικά μηχανήματα, οι αισθητήρες υφίστανται συνεχείς κραδασμούς και πιθανή πρόσκρουση από συντρίμμια. Μια ελάσματινη μεταλλική κατασκευή διατηρεί την δομική της ακεραιότητα και διαστατική ακρίβεια υπό αυτές τις δυνάμεις, ενώ το πλαστικό μπορεί να ραγίσει, να στρεβλωθεί ή να γίνει εύθραυστο με την πάροδο του χρόνου, ειδικά όταν εκτίθεται σε ακτινοβολία UV ή ακραίους κύκλους θερμοκρασίας.
Κρίσιμοι Οδηγοί Σχεδιασμού για Επισκευαστικότητα
Για να μεγιστοποιηθούν τα οφέλη της μεταλλικής διαμόρφωσης, οι μηχανικοί πρέπει να σχεδιάζουν λαμβάνοντας υπόψη τη διαδικασία παραγωγής (Σχεδιασμός για Επισκευαστικότητα, ή DFM). Η ακολούθηση αυτών των κανόνων προλαμβάνει συνηθισμένα ελαττώματα όπως της πτυχώσεις ή της σχισματώσεις κατά τη διάρκεια της διαμόρφωσης.
- Ακτίνες Γωνιών: Αποφύγετε οξείες γωνίες. Η ακτίνα στον πυθμένα του δοχείου και στην φλάντζη πρέπει να είναι τουλάχιστον 4-8 φορές το πάχος του υλικού. Μεγάλες ακτίνες μειώνουν τις συγκεντρώσεις τάσης και επιτρέπουν στο μέταλλο να ρέει ομαλά.
- Ομοιότητα Πάχους Τοιχώματος: Η βαθιά διέλαση οδηγεί φυσικά σε κάποια λεπταίνωση των τοιχωμάτων. Οι σχεδιασμοί πρέπει να λαμβάνουν υπόψη αυτή τη μεταβολή, επιτρέποντας συνήθως μείωση πάχους 10-15% στα κρίσιμα σημεία έντασης.
- Γωνίες απόστασης: Αν και δεν απαιτείται αυστηρά για όλα τα εμφανιζόμενα εξαρτήματα, η προσθήκη ελαφριάς κλίσης μπορεί να διευκολύνει την ευκολότερη εξαγωγή του εξαρτήματος από το μήτρα, προσφέροντας μεγαλύτερη διάρκεια ζωής στο εργαλείο και μειώνοντας τις σημάνσεις τριβής.
- Δευτερεύουσες εργασίες: Όπως αναφέρεται από Precipart , οι πολύπλοκες θήκες αισθητήρων συχνά απαιτούν δευτερεύουσα ολοκλήρωση. Αυτό μπορεί να περιλαμβάνει παθητικοποίηση για την αφαίρεση επιφανειακού σιδήρου από ανοξείδωτο χάλυβα, ή επιμετάλλωση με πολύτιμα μέταλλα για βελτίωση της συγκολλησιμότητας και της αντίστασης επαφής.
Εξασφάλιση Ποιότητας και Δυνατότητα Κλιμάκωσης σε Μεγάλη Παραγωγή
Η αγορά αισθητήρων—που κινείται από την αυτόνομη οδήγηση και το Διαδίκτυο των Πραγμάτων—απαιτεί παραγωγή χωρίς ελαττώματα. Η ακρίβεια είναι απαραίτητη· οι θήκες συχνά απαιτούν ανοχές τόσο στενές όσο ±0,001 ίντσες για να εξασφαλίζεται τέλεια εφαρμογή με τα αντίστοιχα συνδετήρια και τις σφραγίδες.
Η επίτευξη αυτής της συνέπειας σε μεγάλη κλίμακα απαιτεί προηγμένα εργαλεία και αυστηρόν έλεγχο ποιότητας. Οι κατασκευαστές χρησιμοποιούν ενσωματωμένα συστήματα αισθητήρων και οπτικής επιθεώρησης για να επαληθεύουν τις διαστάσεις σε πραγματικό χρόνο. Για κρίσιμους τομείς όπως το αυτοκινητοβιομηχανία, οι προμηθευτές συχνά πρέπει να συμμορφώνονται με τα πρότυπα IATF 16949, τα οποία διέπουν τη διαχείριση ποιότητας στην αλυσίδα εφοδιασμού της αυτοκινητοβιομηχανίας.
Για τους κατασκευαστές που επιθυμούν να καλύψουν το χάσμα μεταξύ πρωτοτυποποίησης και μαζικής παραγωγής, η συνεργασία με έναν ικανό προμηθευτή είναι απαραίτητη. Οι ολοκληρωμένες λύσεις διαμόρφωσης της Shaoyi Metal Technology εξαρτίζουν αυτή τη δυνατότητα, αξιοποιώντας ακριβείς τεχνικές πιστοποιημένες βάσει IATF 16949 και δυνατότητες πρέσας έως 600 τόνους για να παραδώσουν κρίσιμα αυτοκινητικά εξαρτήματα που πληρούν τα πρότυπα των παγκόσμιων OEM.
Εν τέλει, η αξιοπιστία ενός αισθητήρα είναι τόσο καλή όσο το κέλυφος του. Μέσω της βαθιάς έλξης μεταλλικής σφυρηλάτησης, οι μηχανικοί διασφαλίζουν ότι τα ηλεκτρονικά τους συστήματα προστατεύονται από ένα ισχυρό, αδιάκοπο και θωρακισμένο περίβλημα ικανό να αντέξει τις πιο ακραίες λειτουργικές συνθήκες.
Συχνές Ερωτήσεις
1. Ποιο είναι το πλεονέκτημα της βαθιάς διαμόρφωσης με κοπή σε σχέση με την κατεργασία για τα κέλυφη αισθητήρων;
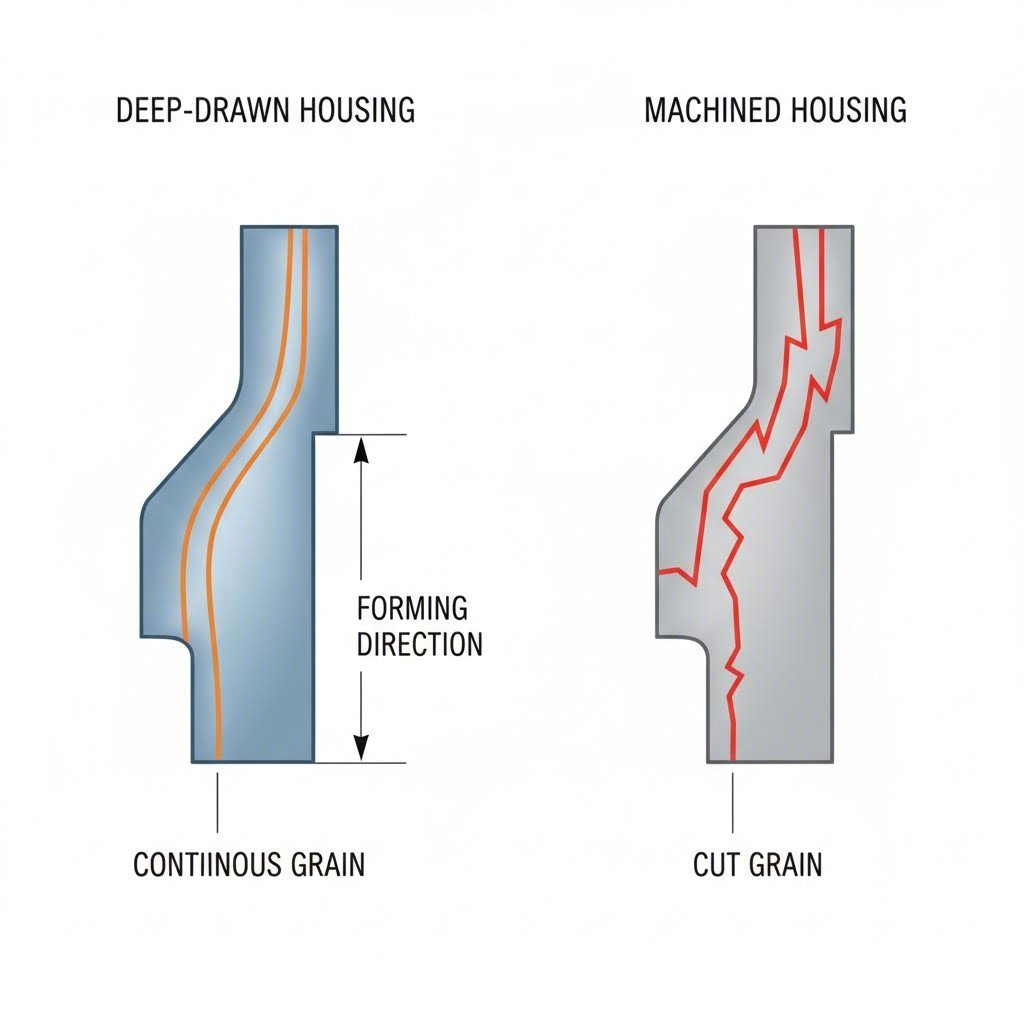
Η βαθιά διαμόρφωση με κοπή είναι σημαντικά πιο οικονομική για παραγωγή μεγάλων ποσοτήτων, επειδή παράγει ελάχιστα υλικά αποβλήτων σε σύγκριση με την κατεργασία, η οποία αφαιρεί υλικό από ένα συμπαγές μπλοκ. Επιπλέον, η διαδικασία της βαθιάς διαμόρφωσης δημιουργεί ένα αδιάκοπο εξάρτημα με συνεχή δομή κόκκων, προσφέροντας ανωτέρα αντοχή και εξαλείφοντας πιθανές διαρροές που σχετίζονται με συγκολλημένα ή συναρμολογημένα κέλυφη.
3. Μπορούν τα κέλυφη αισθητήρων με κοπή να προσαρμοστούν με επιμετάλλωση;
Ναι, τα κέλυφη από μέταλλο με κοπή επιμεταλλώνονται συχνά για βελτίωση της απόδοσης. Συνηθισμένες επεξεργασίες περιλαμβάνουν επιμετάλλωση με νικέλιο για αντοχή στη διάβρωση, επιμετάλλωση με χρυσό για ηλεκτρική αγωγιμότητα και επιμετάλλωση με άργυρο για καλύτερη συγκολλησιμότητα. Αυτές οι επιφανειακές επεξεργασίες επιτρέπουν σε τυπικά βασικά μέταλλα όπως το χαλκός ή το ορείχαλκο να λειτουργούν αποτελεσματικά σε χημικά επιθετικά ή ηλεκτρικά ευαίσθητα περιβάλλοντα.
5. Ποιο μέταλλο είναι καλύτερο για κέλυφη αισθητήρων υποβρύχιας χρήσης;
Το ανοξείδωτο χάλυβας 316L είναι συνήθως το προτιμώμενο υλικό για καλύμματα αισθητήρων υποθαλάσσιας ή θαλάσσιας χρήσης. Περιέχει μολυβδαίνιο, το οποίο παρέχει εξαιρετική αντίσταση στην πιττίνγκαι στη διάβρωση ρωγμών που προκαλείται από περιβάλλοντα χλωριδίων (αλμυρό νερό), διασφαλίζοντας τη μακροχρόνια ακεραιότητα της αεροστεγανής σφραγίδας.