 ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —
ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —

সিএনসি মেশিনিং কী? দেখুন কীভাবে কাঁচা স্টক থেকে প্রিসিশন পার্টস তৈরি হয়
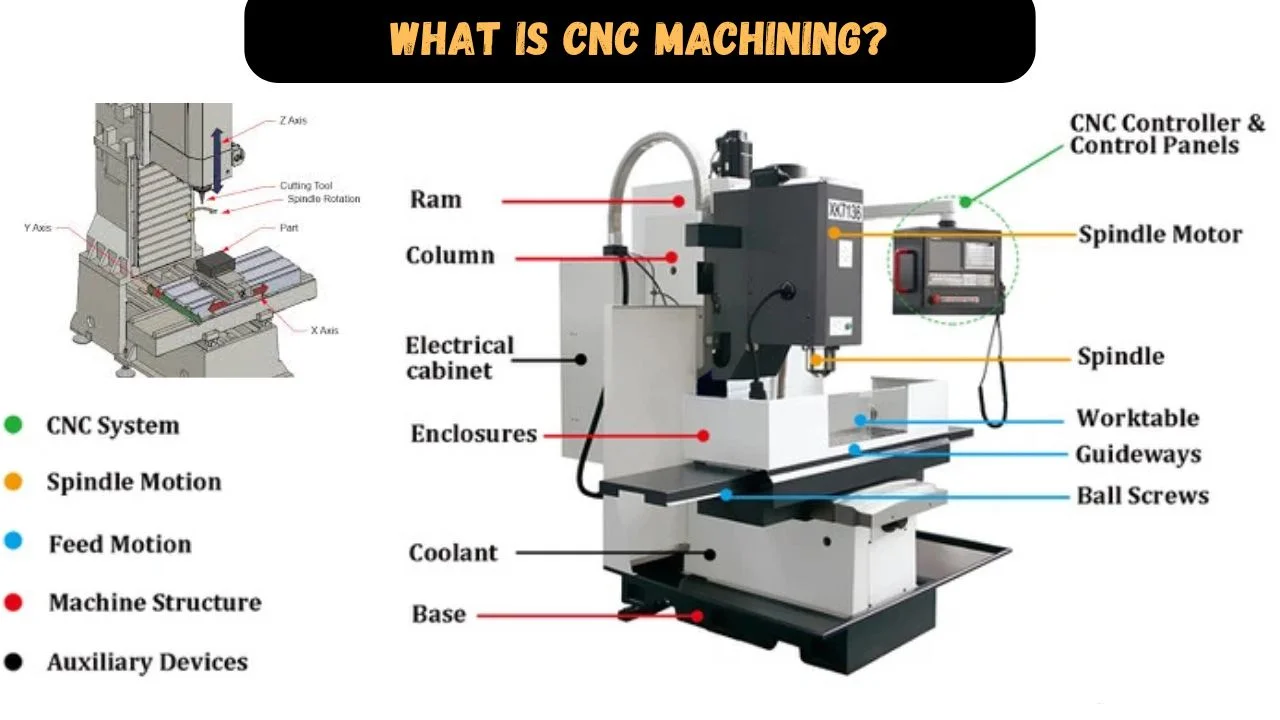
সহজ ইংরেজিতে সিএনসি মেশিনিং কী?
সহজ ইংরেজিতে সিএনসি কী বোঝায়?
সিএনসি বলতে কম্পিউটার নিউমেরিক্যাল কন্ট্রোল বোঝায়। সহজ কথায়, এটি মানে হলো একটি কম্পিউটার নিয়ন্ত্রণ করে কীভাবে একটি মেশিন টুল চলবে এবং কীভাবে কাজ করবে। যদি আপনি খুঁজে থাকেন সিএনসি মেশিন কী বোঝায় অথবা এমনকি টাইপ করেছেন সিএনসি মেশিন কী , তবে সংক্ষিপ্ত উত্তরটি হলো: এটি একটি মেশিন যা শুধুমাত্র হাতে নিয়ন্ত্রণের উপর নির্ভর না করে প্রোগ্রাম করা নির্দেশাবলী অনুসরণ করে।
সিএনসি মেশিনিং হলো একটি বিয়োজনমূলক উৎপাদন প্রক্রিয়া, যেখানে কম্পিউটার-নিয়ন্ত্রিত মেশিন টুল ধাতু বা প্লাস্টিকের মতো কাঁচামাল থেকে উপাদান অপসারণ করে চূড়ান্ত পার্টগুলি তৈরি করে।
সিএনসি মেশিনিং আসলে কী করে
এই পার্থক্যটি গুরুত্বপূর্ণ। সিএনসি হল নিয়ন্ত্রণ পদ্ধতি। সিএনসি মেশিনিং হল কাটিং প্রক্রিয়াটি নিজেই । সফটওয়্যার নির্দেশাবলী মিল, লেথ, রাউটার এবং অন্যান্য মেশিন টুলগুলিকে একটি কঠিন ব্লক, প্লেট বা বার থেকে উপাদান অপসারণ করতে নির্দেশ দেয়। উপাদান যোগ করে কোনো অংশ তৈরি না করে, মেশিনটি যা কিছু অপ্রয়োজনীয় তা কেটে ফেলে। এভাবেই শপগুলি ব্র্যাকেট, হাউজিং এবং শ্যাফটের মতো সাধারণ উপাদানগুলি তৈরি করে।
যখন মানুষ জিজ্ঞাসা করে সিএনসি মেশিনিং কী? , তারা সাধারণত সেই ব্যবহারিক চিত্রটি চায়: ডিজিটাল নির্দেশাবলী যা কাঁচা ধাতু বা প্লাস্টিককে একটি নির্ভুল অংশে রূপান্তরিত করে। এবং যখন প্রশ্নটি হয় সিএনসি মেশিনিং কী? , সবচেয়ে স্পষ্ট উত্তর হল নিয়ন্ত্রিত উপাদান অপসারণ।
জার্গন ছাড়া সিএনসি বনাম সিএনসি মেশিনিং
যখন মানুষ জিজ্ঞাসা করে সিএনসি মেশিন কী? অথবা সিএনসি মেশিন বলতে কী বোঝায়? , এই মৌলিক শব্দগুলি বিষয়টিকে অনুসরণ করাকে অনেক সহজ করে তোলে:
- CAD: কম্পিউটার-সহায়ক ডিজাইন সফটওয়্যার, যা অংশের আঁকা বা ৩ডি মডেল তৈরি করতে ব্যবহৃত হয়।
- CAM: কম্পিউটার-সহায়ক উৎপাদন সফটওয়্যার, যা ডিজাইনকে যন্ত্রচালিত নির্দেশনায় রূপান্তরিত করে।
- G-কোড: যন্ত্রভাষা যা সরঞ্জামকে কীভাবে চলতে হবে এবং কীভাবে কাজ করতে হবে তা নির্দেশ করে।
- টুলপাথ: কাটিং টুল যে পথে উপাদানের মধ্য দিয়ে চলে।
- সহনশীলতা: লক্ষ্য আকার থেকে গ্রহণযোগ্য বৈচিত্র্যের পরিমাণ।
- ওয়ার্কহোল্ডিং: যন্ত্রটি, চাকতি, ক্ল্যাম্প বা ফিক্সচার যা কাটার সময় অংশটিকে নিরাপদভাবে ধরে রাখে।
এই শব্দগুলো প্রতিটি সম্পন্ন অংশের পেছনের শব্দভাণ্ডার। তবে আকর্ষণীয় বিষয় হলো এগুলো কীভাবে ডিজিটাল ফাইল থেকে শুরু করে চূড়ান্ত মেশিন-কাটা উপাদান পর্যন্ত পরস্পরের সাথে সংযুক্ত হয়।
সিএনসি মেশিনিং প্রক্রিয়া ধাপে ধাপে কী?
এই মৌলিক শব্দগুলো তখন অর্থবহ হয়ে ওঠে যখন আপনি দেখেন যে এগুলো কীভাবে ক্রমানুসারে একসাথে কাজ করে। যদি আপনি কখনও জিজ্ঞেস করে থাকেন, " সিএনসি মেশিন কী? এবং এটি কীভাবে কাজ করে," তবে সবচেয়ে স্পষ্ট উত্তর হলো একটি অংশকে ডিজিটাল ফাইল থেকে চূড়ান্ত উপাদানে পরিণত হওয়া পর্যন্ত অনুসরণ করা। একটি বাস্তব কারখানায়, কাটার কাজ শুধুমাত্র গল্পের একটি অংশ মাত্র। সেটআপ, যাচাইকরণ, পরীক্ষা, বার্বার অপসারণ এবং সমাপ্তি—এই সমস্ত প্রক্রিয়া গ্রহণযোগ্য অংশ তৈরির অংশ হিসেবে বিবেচিত হয়।
সিএডি মডেল থেকে সিএম টুলপাথ পর্যন্ত
- সিএডি-তে অংশটি সংজ্ঞায়িত করুন। এই প্রক্রিয়াটি শুরু হয় ২ডি ড্রয়িং বা ৩ডি মডেল দিয়ে। এই ডিজাইনে জ্যামিতি, প্রধান বৈশিষ্ট্য, উপাদান নির্বাচন এবং সহনশীলতা (টলারেন্স) প্রয়োজনীয়তা ধরা হয়।
- সিএম-এ টুলপাথ তৈরি করুন। CAM সফটওয়্যার মেশিনটি কীভাবে পার্টটি তৈরি করবে তা পরিকল্পনা করে। এটি অপারেশন, টুল এবং কাটিংয়ের ক্রম নির্বাচন করে, তারপর টুলপাথ তৈরি করে—যা হলো কাটারটি যে পথে চলবে। এখানেই ফিড এবং স্পিড নির্বাচন করা হয়। ফিড হলো টুলটি কত দ্রুত উপাদানের মধ্য দিয়ে এগিয়ে যায়। স্পিড সাধারণত স্পিন্ডেল স্পিডকে বোঝায়, অর্থাৎ স্পিন্ডেলটি কত দ্রুত ঘুরছে।
- মেশিন-পঠনযোগ্য কোডে পোস্ট-প্রসেস করা। এখানেই সিএনসি মেশিন প্রোগ্রামিং ব্যবহারিক হয়ে ওঠে। CAM আউটপুটকে কন্ট্রোল যে কোড পড়তে পারে তাতে রূপান্তরিত করা হয়। যদি আপনি গুগলে 'সিএনসি মেশিনে G-কোড কী?' খুঁজে থাকেন, তবে G-কোড হলো একটি নির্দেশনা ভাষা যা মেশিনকে কোথায় এবং কীভাবে চলতে হবে তা বলে। মানুষ আরও প্রশ্ন করেন 'সিএনসি মেশিনে G-কোড ও M-কোড কী?' সহজ ভাষায় বলতে গেলে, G-কোডগুলি গতি নিয়ন্ত্রণ করে, যেখানে M-কোডগুলি স্পিন্ডেল চালু করা, কুল্যান্ট চালু করা, বিরতি দেওয়া এবং টুল পরিবর্তন করা সহ মেশিনের বিভিন্ন ফাংশন নিয়ন্ত্রণ করে। যদি প্রশ্ন হয় 'সিএনসি মেশিনে M-কোড কী?', তবে এটিকে কাটিং পাথের নির্দেশনা নয়, বরং মেশিন ফাংশনের কমান্ড হিসেবে ভাবা উচিত।
জিকোড কীভাবে মেশিনকে নির্দেশনা দেয়
- মেশিনটি সেট আপ করুন এবং কাঁচামাল নিরাপদভাবে স্থাপন করুন। অপারেটর টুলগুলি লোড করেন, কাঁচামালটি একটি ভাইস, চাক বা ফিক্সচারে মাউন্ট করেন এবং ওয়ার্কহোল্ডিং সেট করেন। তারপর অফসেটগুলি প্রবেশ করানো হয়। অফসেট হলো একটি সংরক্ষিত মান যা কন্ট্রোলকে বলে দেয় যে ওয়ার্কপিস জিরো কোথায় এবং প্রতিটি টুল টিপ আসলে কোথায় অবস্থিত।
- ড্রাই রান চালান এবং যাচাই করুন। আসল কাটিং-এর আগে, প্রোগ্রামটি প্রায়শই পার্টের উপরে পরীক্ষা করা হয়। যদি আপনি সিএনসি মেশিনিং-এ ড্রাই রান কী, তা জানতে চান, তবে এটি হলো একটি কাটিং-বিহীন যাচাইকরণ পাস, যা ভুল মুভমেন্ট, খারাপ ক্লিয়ারেন্স বা সেটআপ ভুলগুলি নিরাপদে ধরা রাখতে ব্যবহৃত হয়।
সেটআপ, কাটিং, পরিদর্শন এবং ফিনিশিং
- উপাদানটি কাটুন। মেশিনটি প্রোগ্রাম অনুসরণ করে কাঁচামালটিকে মিলিং, ড্রিলিং, টার্নিং বা বোরিং করে লক্ষ্য আকৃতিতে রূপান্তরিত করে।
- মেশিনিং-এর সময় ফিচারগুলি পরীক্ষা করুন। অপারেটররা প্রক্রিয়ার মধ্যে গুরুত্বপূর্ণ মাত্রা পরিমাপ করেন এবং প্রয়োজন হলে ওয়্যার বা টুল অফসেট সামঞ্জস্য করেন। এটি নির্দিষ্ট টলারেন্স বজায় রাখতে সাহায্য করে।
- সম্পন্ন অংশটি পরীক্ষা করুন। চূড়ান্ত পরীক্ষাগুলিতে ক্যালিপার্স, মাইক্রোমিটার, উচ্চতা গেজ বা সিএমএম (CMM) ব্যবহার করা হতে পারে। এটি ঐচ্ছিক অতিরিক্ত নয়। এটি উৎপাদন প্রক্রিয়ার অংশ।
- দানাদার প্রান্ত অপসারণ, পরিষ্কার করা এবং সমাপ্ত করা। ধারালো প্রান্তগুলি অপসারণ করা হয়, চিপ এবং কুল্যান্ট পরিষ্কার করে ফেলা হয় এবং প্রয়োজনীয় সমস্ত সমাপ্তি পদক্ষেপ সম্পন্ন করা হয় যাতে অংশটি নিরাপদ ও ব্যবহারযোগ্য হয়।
- G-কোড: টুল গতির জন্য নির্দেশাবলী, যেমন দ্রুত স্থানান্তর, সোজা কাট এবং বৃত্তাকার কাট।
- এম-কোড (M-code): মেশিন ফাংশনের জন্য নির্দেশাবলী, যেমন স্পিন্ডেল চালু, কুল্যান্ট চালু বা প্রোগ্রাম বন্ধ।
- অফসেট: টুল দৈর্ঘ্য এবং কাজের অবস্থানের জন্য সঞ্চিত অবস্থান মান।
- ফিড: কাটিং চলাকালীন টুলের প্রোগ্রাম করা অগ্রসর হওয়ার হার।
- গতি: অপারেশনের জন্য ব্যবহৃত স্পিন্ডেল ঘূর্ণন হার।
- শুষ্ক চালনা: কাজের টুকরোটি কাটার ছাড়াই একটি যাচাইকরণ চালনা।
এটিই ব্যবহারিক পরিপ্রেক্ষিতে সিএনসি মেশিনিং প্রক্রিয়া। ধাপগুলো বিভিন্ন কারখানায় প্রায় একই থাকে, কিন্তু কাজটি যে মেশিন করছে তা অনেক ভিন্ন হতে পারে, এবং অক্ষ সংখ্যা পরিবর্তন করলে টুলটি আসলে কোন অংশে পৌঁছাতে পারবে তা পরিবর্তিত হয়।
সিএনসি মিলিং মেশিন, লেথ এবং মেশিনিং সেন্টার কী?
অক্ষ সংখ্যা শুধুমাত্র তখনই অর্থবহ হয় যখন আপনি জানেন যে কোন মেশিনটি আসলে কাজ করছে। এখানেই অনেক শুরুয়াদের ভুল হয়ে থাকে। একটি মিল, লেথ, রাউটার এবং মেশিনিং সেন্টার হল সবগুলোই সিএনসি সরঞ্জাম , কিন্তু এগুলো পরস্পর-প্রতিস্থাপনযোগ্য নয়, এবং প্রতিটি আলাদা ধরনের পার্টের জন্য উপযুক্ত।
আপনি যেসব প্রধান সিএনসি মেশিনের কথা শুনবেন
আপনার প্রশ্ন হলো সিএনসি মিলিং মেশিন কী? , একটি ঘূর্ণায়মান কাটারের কল্পনা করুন যা স্থির কাজের টুকরোকে আকৃতি দিচ্ছে। মিলগুলো সাধারণত সমতল পৃষ্ঠ, পকেট, স্লট এবং ড্রিল করা বৈশিষ্ট্যযুক্ত পার্টগুলো তৈরি করতে ব্যবহৃত হয়। লেথ এই সম্পর্কটিকে উলটে দেয়। এতে সিএনসি লেথ মেশিন কী? শর্তাবলী, কাজের টুকরোটি ঘুরছে যখন কাটিং টুলটি উপাদান সরিয়ে দেয়, যা শ্যাফট, বুশিং, ফিটিং এবং অন্যান্য গোলাকার অংশগুলির জন্য লেথগুলিকে প্রাকৃতিকভাবে উপযুক্ত করে তোলে।
আপনি যদি অনুসন্ধান করে থাকেন সিএনসি রাউটার মেশিন কী? একটি মেশিনের কথা ভাবুন যা মিলের মতো অনেকটাই কাজ করে কিন্তু প্রায়শই সমতল শীট স্টক এবং কাঠ, প্লাস্টিক এবং কিছু অ্যালুমিনিয়ামের মতো নরম উপাদানে ব্যবহৃত হয়, যা রেক্স প্লাস্টিক্স দ্বারা বর্ণিত একটি পার্থক্য। একটি সিএনসি মেশিনিং সেন্টার সাধারণত একটি মিল-অভিমুখী মেশিন যা শক্তিশালী পুনরাবৃত্তিযোগ্যতা সহ একাধিক অপারেশন পরিচালনা করতে সেট আপ করা হয়, তাই এটি বহু-বৈশিষ্ট্যযুক্ত প্রিজম্যাটিক অংশগুলির জন্য একটি সাধারণ পছন্দ।
| মেশিনের প্রকার | সাধারণ অংশের আকৃতি | গতির ধরন | যখন এটি পছন্দ করা হয় |
|---|---|---|---|
| Cnc mill | ব্লক, ব্র্যাকেট, হাউজিং | ঘূর্ণায়মান কাটারটি রৈখিক অক্ষ বরাবর চলে | সমতল পৃষ্ঠ, পকেট, কনট্যুর, ছিদ্র |
| সিএনসি লাথ | শ্যাফট, বুশিং, গোলাকার ফিটিং | কাজের টুকরোটি ঘুরছে যখন টুলটি কাটছে | চৌষট্টিক বা ঘূর্ণন-সমমিতিক অংশগুলি |
| CNC মেশিনিং সেন্টার | বহু-বৈশিষ্ট্যযুক্ত প্রিজম্যাটিক অংশ | মিল-ভিত্তিক কাটিং, সাধারণত কম সেটআপের জন্য সাজানো হয় | যেসব অংশে পুনরাবৃত্তিমূলকভাবে একাধিক মিলড বৈশিষ্ট্য প্রয়োজন |
| Cnc router | প্যানেল, এনক্লোজার, শীট-ভিত্তিক আকৃতি | সমতল স্টকের উপর উচ্চ-গতির কাটিং | নরম উপকরণে ২ডি এবং ২.৫ডি কাজ |
৩ অক্ষ, ৪ অক্ষ এবং ৫ অক্ষ আসলে কী বোঝায়
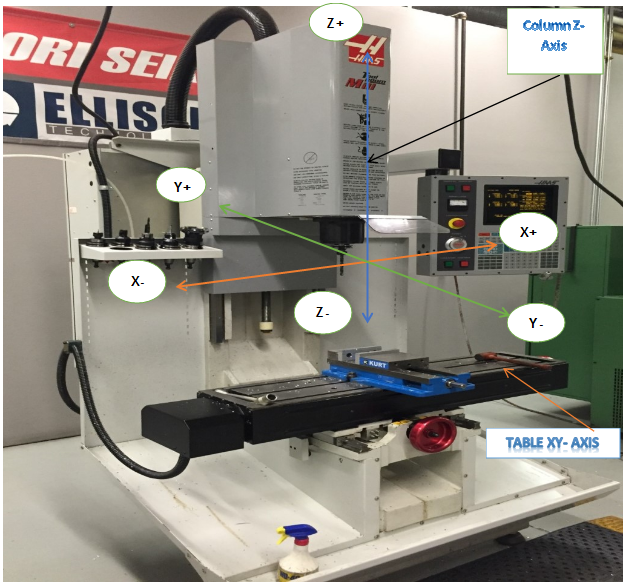
মৌলিক স্থানাঙ্ক ব্যবস্থা হল X, Y এবং Z। A&M EDM থেকে প্রাপ্ত তথ্য অনুযায়ী, X এবং Y কে অনুভূমিক গতি এবং Z কে উল্লম্ব গতি হিসাবে বর্ণনা করা হয়েছে। সুতরাং, যদি আপনি কখনও ভেবে থাকেন সিএনসি মেশিনে z অক্ষটি কোন দিকে থাকে সাধারণ ভার্টিক্যাল মিলের ক্ষেত্রে সহজ উত্তর হলো—উপরে ও নীচে।
একটি ৩-অক্ষ মেশিন ঐ তিনটি রৈখিক দিকে চলাচল করে। একটি ৪-অক্ষ মেশিন ঘূর্ণন গতি যোগ করে। অধিকাংশ মিলিং আলোচনায়, সিএনসি মেশিনে ৪র্থ অক্ষটি কী বলতে সাধারণত A-অক্ষকে বোঝায়, যা X-অক্ষের চারদিকে ঘুরে, যেমনটি CNC Cookbook ব্যাখ্যা করেছেন। এই অতিরিক্ত প্রসার একটি অংশকে সরিয়ে পুনরায় অবস্থান করার প্রয়োজনীয় সংখ্যা কমিয়ে দিতে পারে। যদি আপনি জিজ্ঞাসা করছেন ৫-অক্ষ সিএনসি মেশিন কী তবে এটি দ্বিতীয় একটি ঘূর্ণন অক্ষ যোগ করে, যা জটিল পৃষ্ঠতল এবং বহু-পার্শ্বীয় বৈশিষ্ট্যগুলির জন্য কাটার বা কাজের টুকরোর আরও বিভিন্ন প্রবেশ কোণ প্রদান করে।
স্পিন্ডেল, ফিড এবং Z অক্ষের মতো মূল গতি সংক্রান্ত শব্দ
- স্পিন্ডেল: মিল বা রাউটারে কাটিং টুলকে ঘোরানোর জন্য যে ঘূর্ণনশীল ইউনিট ব্যবহৃত হয়।
- ফিড: যন্ত্রটি যে হারে উপাদানের মধ্য দিয়ে এগিয়ে যায়।
- জেড-অক্ষ: সাধারণত উল্লম্ব মিলিং সেটআপে উল্লম্ব কাটিং দিক।
- ঘূর্ণন অক্ষ: একটি অতিরিক্ত অক্ষ যা অংশ বা যন্ত্রটিকে ঘোরায় যাতে প্রবেশের সুবিধা বৃদ্ধি পায়।
ওই মেশিন শ্রেণিগুলি ব্যাখ্যা করে যে কোন ধরনের গতি সম্ভব। পরবর্তী ব্যবহারিক প্রশ্নটি আলাদা: এমনকি আপনার সামনে সঠিক মেশিন থাকলেও, একটি কারখানা কোন কাটিং প্রক্রিয়া অংশটির জন্য বেছে নেবে?

প্রধান CNC অপারেশনগুলির স্পষ্ট তুলনা
মেশিন ধরন আপনাকে বলে দেয় কীভাবে গতি ঘটে। অপারেশন বাছাই আপনাকে বলে দেয় কীভাবে অংশটি আসলে তৈরি হয়। অধিকাংশ কারখানায়, কোন প্রক্রিয়া বাছাই করা সবচেয়ে দ্রুত হয় অংশের আকৃতি প্রথমে দেখে, তারপর উপাদান, চূড়ান্ত পৃষ্ঠের প্রয়োজনীয়তা এবং বৈশিষ্ট্যের জটিলতা পরীক্ষা করে। এই কারণেই একটি উপাদান মিলিং করা হয়, অন্যটি টার্নিং করা হয় এবং তৃতীয়টি গ্রাইন্ডিং বা EDM দিয়ে চূড়ান্ত করা হয়।
কখন মিলিং সর্বোত্তম পছন্দ হয়
যদি আপনি জিজ্ঞাসা করছেন cNC মিলিং মেশিন কী? প্রিজমেটিক অংশগুলির জন্য সাধারণ-উদ্দেশ্য বিকল্পটি বিবেচনা করুন। মিলিংয়ে একটি ঘূর্ণায়মান কাটারকে স্থির কাজের টুকরোর বিরুদ্ধে ব্যবহার করা হয় যাতে সমতল পৃষ্ঠ, পকেট, স্লট, কনটুর এবং বহু-পার্শ্বীয় বৈশিষ্ট্য তৈরি করা যায়। এটি প্রায়শই ব্র্যাকেট, হাউজিং, প্লেট এবং মিশ্র জ্যামিতি সম্পন্ন অংশগুলির জন্য সর্বোত্তম বিকল্প হয়। র্যাপিডডাইরেক্ট উল্লেখ করেছে যে মিলিং জটিল 3D আকৃতির জন্যও ভালোভাবে উপযুক্ত, কিন্তু সত্যিকারের গোলাকার অংশগুলির জন্য এটি সবচেয়ে দক্ষ বিকল্প নয়।
টার্নিং এবং ড্রিলিং কোথায় সবচেয়ে ভালো ফিট করে
বাজারে সিএনসি টার্নিং মেশিন কী? টার্নিংয়ের ক্ষেত্রে, কাজের টুকরোটি ঘূর্ণায়মান থাকে যখন টুলটি কাটার কাজ করে। এই কারণে শ্যাফট, পিন, বুশিং, থ্রেড, গ্রুভ এবং কেন্দ্ররেখার চারপাশে গঠিত অন্যান্য বৈশিষ্ট্যগুলির জন্য টার্নিং প্রাকৃতিকভাবে উপযুক্ত। সিলিন্ড্রিক্যাল অংশগুলির জন্য এটি সাধারণত প্রতিটি পাশ থেকে মিল করার চেয়ে দ্রুততর এবং অর্থনৈতিকভাবে বেশি সুবিধাজনক।
গর্ত তৈরির জন্য, সিএনসি ড্রিলিং মেশিন কী? এর একটি সহজ উত্তর রয়েছে: এটি দ্রুত গর্ত তৈরি করে। ড্রিলিং প্রায়শই শুরুর পয়েন্ট, চূড়ান্ত সমাধান নয়। যখন গর্তের আকার, সাইজিং বা ফিনিশ বেশি গুরুত্বপূর্ণ হয়, তখন কারখানাগুলি সাধারণত র্যাপিডডাইরেক্ট দ্বারা বর্ণিত মতো বোরিং বা রিমিং-এর মাধ্যমে এর পরে কাজ করে।
কেন রাউটিং, ইডিএম এবং গ্রাইন্ডিং গুরুত্বপূর্ণ
রাউটিং মিলিং-এর মতো দেখতে হলেও সাধারণত নরম উপকরণ এবং সমতল শীট-শৈলীর কাজের জন্য নির্বাচিত হয়। ইডিএম ভিন্ন ধরনের। যদি আপনি অনুসন্ধান করে থাকেন সিএনসি ইডিএম মেশিন কী অথবা সিএনসি ওয়্যার কাট মেশিন কী , তবে সাধারণত এটি ওয়্যার ইডিএম-কে নির্দেশ করে, যা পরিবাহী উপকরণ কাটার জন্য বৈদ্যুতিক ডিসচার্জ ব্যবহার করে। রিভকাট ইডিএম-কে খুব কঠিন উপকরণ, তীব্র অভ্যন্তরীণ কোণ এবং ঘূর্ণনযোগ্য টুলগুলির পক্ষে পৌঁছানো কঠিন এমন ছোট বা গভীর বৈশিষ্ট্যগুলির জন্য উল্লেখ করে।
সিএনসি গ্রাইন্ডিং মেশিন কী এটিকে প্রধানত একটি ফিনিশিং প্রক্রিয়া হিসেবে বোঝা যায়। গ্রাইন্ডিং একটি অ্যাব্রেসিভ হুইল ব্যবহার করে খুব সামান্য পরিমাণ উপকরণ অপসারণ করে, যার ফলে গুরুত্বপূর্ণ বৈশিষ্ট্যগুলির আকার নিয়ন্ত্রণ এবং পৃষ্ঠ ফিনিশ উন্নত হয়।
এমন একটি অনুসন্ধান যেমন সিএনসি কাটিং মেশিন কী এই পার্থক্যগুলি অস্পষ্ট করতে পারে। এটি রাউটিং বা প্রোফাইল-কাটিং সরঞ্জামের কথা বলতে পারে, যার মধ্যে অন্তর্ভুক্ত রয়েছে সিএনসি প্লাজমা কাটিং মেশিন কী? প্রশ্নগুলি, যদিও সেই প্রক্রিয়াগুলি পকেট তৈরি, নির্ভুল গর্ত করা বা ঘূর্ণনযোগ্য শ্যাফট তৈরির চেয়ে ভিন্ন কাজ সমাধান করে।
| অপারেশন | উপাদান কীভাবে অপসারণ করা হয় | সর্বোত্তম ফিট জ্যামিতি | সাধারণ ফলাফল | প্রধান বাণিজ্যিক বিনিময়গুলি |
|---|---|---|---|---|
| মিলিং | ঘূর্ণনশীল কাটার একটি স্থির অংশ থেকে চিপস অপসারণ করে | সমতল পৃষ্ঠ, পকেট, স্লট, আকৃতির রেখা, বহু-পার্শ্বযুক্ত অংশ | ব্র্যাকেট, হাউজিং এবং জটিল ৩ডি আকৃতির জন্য নমনীয় আকৃতি দেওয়া | সরল গোলাকার অংশের জন্য কম দক্ষ |
| ঘূর্ণন | ঘূর্ণনশীল কাজের টুকরোটি একটি স্থির বা ফিড করা টুল দ্বারা কাটা হয় | শ্যাফট, পিন, বুশিং, থ্রেড, গ্রুভ | দ্রুত, পুনরাবৃত্তিযোগ্য সিলিন্ড্রিক্যাল বৈশিষ্ট্য | সমতল বা অত্যন্ত অনিয়মিত জ্যামিতির উপর সীমিত |
| ড্রিলিং | ঘূর্ণনশীল ড্রিল দ্বারা ছিদ্র তৈরি করা হয় বা শুরু করা হয় | অনেক ধরনের পার্টে সোজা ছিদ্র | দ্রুত ছিদ্র তৈরি | উচ্চতর নির্ভুলতা ও সমাপ্তির জন্য বোরিং বা রিমিং প্রয়োজন হতে পারে |
| রুটিং | উচ্চ-গতির ঘূর্ণনশীল কাটার দ্বারা নরম উপকরণ কাটা বা ট্রিম করা হয় | সমতল প্রোফাইল, প্যানেল, শীট-ভিত্তিক পার্ট | নরম উপকরণে দ্রুত কাটিং | সাধারণত কম কঠিন এবং কঠিন-ধাতুর সূক্ষ্ম কাজের জন্য কম উপযুক্ত |
| ইডিএম | বৈদ্যুতিক স্পার্ক পরিবাহী উপাদানকে ক্ষয় করে | তীব্র অভ্যন্তরীণ কোণ, অতি ক্ষুদ্র ফাঁক, কঠিন-প্রবেশযোগ্য অভ্যন্তরীণ বৈশিষ্ট্য | কঠিন উপাদান এবং জটিল বিশদ বিবরণের জন্য চমৎকার | চিত্রিত কাটিংয়ের তুলনায় ধীরগামী এবং আরও বিশেষায়িত |
| গ্রাইন্ডিং | অ্যাব্রেসিভ চাকতি অত্যন্ত ক্ষুদ্র পরিমাণ উপাদান অপসারণ করে | গুরুত্বপূর্ণ সমতল বা গোলাকার পৃষ্ঠ | আকারের নিয়ন্ত্রণ কঠোরতর এবং পৃষ্ঠের সমাপ্তি আরও মসৃণ | সাধারণত একটি সমাপ্তি পদক্ষেপ, প্রধান আকৃতি গঠনের প্রক্রিয়া নয় |
সঠিক প্রক্রিয়া নির্বাচন করলে জ্যামিতিক মাত্রা নির্ধারিত সীমার মধ্যে আসে। যাইহোক, অংশটি আসলে ব্যবহারযোগ্য কিনা তা নির্ভর করে আরও ব্যবহারিক কিছু বিষয়ের উপর: উপাদানটি কীভাবে আচরণ করে, কতটা কঠোর সহনশীলতা (টলারেন্স) প্রয়োজন এবং কাটিংয়ের পর অংশটি কীভাবে পরীক্ষা করা হয় ও সমাপ্ত করা হয়।
প্রিসিশন সিএনসি মেশিনিংয়ে ব্যবহৃত উপকরণ ও গুণগত মান
মিলিং, টার্নিং বা ইডিএম বেছে নেওয়া জ্যামিতিক আকৃতি তৈরি করতে সাহায্য করে, কিন্তু একটি ব্যবহারযোগ্য অংশ শুধুমাত্র কাটিং পদ্ধতির উপর নির্ভর করে না। উপকরণের আচরণ, টলারেন্সের প্রয়োজনীয়তা, পরীক্ষা-নিরীক্ষার অনুশাসন এবং পোস্ট-প্রসেসিং—সবগুলোই চূড়ান্ত ফলাফলকে প্রভাবিত করে। এখানেই প্রিসিশন সিএনসি মেশিনিং কী বোঝা সহজ হয়ে যায়। এটি শুধু সঠিক কাটিং নয়; এটি সঠিক উপকরণ, নির্ভরযোগ্য পরিমাপ এবং উপযুক্ত ফিনিশের সাথে সমন্বিত সঠিক কাটিং।
সিএনসি মেশিনিংয়ে সাধারণত ব্যবহৃত উপকরণসমূহ
উপাদানের পছন্দ শক্তি, ওজন, ক্ষয় প্রতিরোধক্ষমতা, পরিবাহিতা, যন্ত্রচালিত করা যাওয়ার সুবিধা, পৃষ্ঠের সমাপ্তি এবং খরচকে প্রভাবিত করে। লিন্ডেল-এর নির্দেশনা অনুসারে, অ্যালুমিনিয়াম হালকা ওজন এবং উত্তম যন্ত্রচালিত করা যাওয়ার সুবিধার জন্য জনপ্রিয়, অন্যদিকে স্টেইনলেস স্টিল এবং টাইটানিয়াম সাধারণত ক্ষয় প্রতিরোধক্ষমতা ও টেকসইতা গুরুত্বপূর্ণ হলে বেছে নেওয়া হয়। ব্রাস পরিষ্কারভাবে যন্ত্রচালিত করা যায় এবং এটি ভালো তাপীয় ও বৈদ্যুতিক পরিবাহিতাও প্রদান করে। পিইইকে, ডেলরিন এবং ইউএইচএমডব্লিউ-এর মতো প্রকৌশল প্লাস্টিকগুলি ওজন কমাতে এবং রাসায়নিক বা আর্দ্রতা প্রতিরোধক্ষমতা যোগ করতে সক্ষম। স্টিল এবং টুল স্টিলগুলি দৃঢ়তা ও শক্তি প্রদান করে, কিন্তু সাধারণত অ্যালুমিনিয়াম বা ব্রাসের তুলনায় এগুলি যন্ত্রচালিত করা কঠিন।
যদি আপনি কখনও ভেবে থাকেন সিএনসি মেশিনিং কী? ব্যবহারের জন্য প্রয়োজনীয় অবস্থায় আসা এবং কাঁচা স্টক থেকে কাটা একটি অংশ—এটাই ব্যবহারিক উত্তর। একটি ব্র্যাকেট, হাউজিং বা শ্যাফ্ট তখনই প্রকৃতপক্ষে সম্পন্ন হয় যখন যন্ত্রটি কাটার কাজ বন্ধ করে না।
টলারেন্স পরীক্ষা এবং এসপিসি (পরিসংখ্যানিক প্রক্রিয়া নিয়ন্ত্রণ) কীভাবে গুণগত মানকে প্রভাবিত করে
আপনি যদি সংজ্ঞায়িত করার চেষ্টা করছেন সিএনসি মেশিনিং এবং উৎপাদন কী? এটিই বৃহত্তর চিত্র। সহনশীলতা (টলারেন্স) হল আবেদন-নির্ভর, অতএব গুরুত্বপূর্ণ প্রশ্ন হল না যে এগুলো কতটা কঠোর হতে পারে, বরং এগুলো কতটা কঠোর হওয়া প্রয়োজন। PTSMAKE উল্লেখ করেছে যে, চাহিদাপূর্ণ অ্যাপ্লিকেশনগুলিতে কঠোর সহনশীলতা সম্পন্ন কাজগুলি সাধারণত ±০.০০০১ ইঞ্চি থেকে ±০.০০৫ ইঞ্চির মধ্যে পড়ে, কিন্তু এই পরিসীমা প্রতিটি বৈশিষ্ট্যের জন্য একটি ডিফল্ট নিয়ম নয়।
গুণগত নিয়ন্ত্রণ শুরু হয় প্রথম নমুনা পরীক্ষা (ফার্স্ট আর্টিকেল ইনস্পেকশন) দিয়ে, এবং এটি প্রক্রিয়া-মধ্যবর্তী পরিমাপ ও চূড়ান্ত মেট্রোলজি—যেমন মাইক্রোমিটার, সিএমএম (CMMs), এবং অপটিক্যাল সিস্টেম—ব্যবহার করে অব্যাহত থাকে। পরিসংখ্যানিক প্রক্রিয়া নিয়ন্ত্রণ (SPC) সম্পূর্ণ ব্যাচটি স্পেসিফিকেশন থেকে বেরিয়ে যাওয়ার আগেই ড্রিফট ট্র্যাক করতে সাহায্য করে। মেশিনের অবস্থাও গুরুত্বপূর্ণ। একজন শিক্ষানবিস যিনি সিএনসি মেশিনে ব্যাকল্যাশ কী? প্রশ্নটি করছেন, তিনি অক্ষ ড্রাইভে হারানো গতি (লস্ট মোশন) সম্পর্কে জানতে চাচ্ছেন, যা পুনরাবৃত্তিমূলকতা (রিপিটেবিলিটি) ক্ষতিগ্রস্ত করতে পারে। একইভাবে, সিএনসি মেশিনে বল স্ক্রু কী? এটি একটি নির্ভুল ড্রাইভ উপাদানের দিকে ইঙ্গিত করে যা কোনো অক্ষকে নির্ভুলভাবে ও সুস্থিরভাবে সরাতে সাহায্য করে।
যন্ত্রকর্মের গুণগত মান শুধুমাত্র কাটিং সময়ের উপর নির্ভর করে না, বরং এতে পরিমাপ, কিনারা অবস্থা (এজ কন্ডিশন) এবং ফিনিশিং-ও অন্তর্ভুক্ত থাকে।
কাটিংয়ের পরে সম্পন্ন হওয়া সমাপ্তি পদক্ষেপগুলি
পোস্ট-মেশিনিং কাজটি প্রায়শই নির্ধারণ করে যে অংশটি নিরাপদে হ্যান্ডেল করা যায় কিনা, সঠিকভাবে ফিট হয় কিনা এবং ব্যবহারকালীন স্থায়ী হয় কিনা। CNC Cookbook এর ব্যবহারিক সমাপ্তি নির্দেশিকা দেখায় কীভাবে এই পদক্ষেপগুলি সাধারণ:
- ডেবারিং: ধারালো কিনারা অপসারণ করে এবং ত ост্র কিনারাগুলিকে ভাঙে।
- বিড ব্লাস্টিং: পৃষ্ঠটিকে পরিষ্কার করে এবং আরও একটি সমান চেহারা তৈরি করে।
- Anodizing: অ্যালুমিনিয়ামের জন্য সাধারণ, যখন অতিরিক্ত পৃষ্ঠ সুরক্ষা বা রং প্রয়োজন হয়।
- প্লাটিংঃ সুরক্ষা বা কার্যকরী কার্যক্ষমতার জন্য একটি ধাতব স্তর প্রয়োগ করে।
- কোটিং: পেইন্টিং বা পাউডার কোটিং সহ বিকল্পগুলি অন্তর্ভুক্ত করে।
- ঊষ্মা চিকিৎসা: কঠোরতা পরিবর্তন করে, বিশেষ করে ইস্পাতে, যদিও বিকৃতির কারণে পরবর্তী মেশিনিং প্রয়োজন হতে পারে।
- গ্রাইন্ডিং বা পলিশিং: যখন অতিরিক্ত আকার নিয়ন্ত্রণ বা পৃষ্ঠের সমাপ্তি প্রয়োজন হয়, তখন এটি ব্যবহৃত হয়।
ব্যবহারিক স্তরে, সিএনসি মেশিনিং প্রযুক্তি কী এটি কাটিং, পরিমাপ এবং সমাপ্তির এই সম্পূর্ণ পদ্ধতির উপর নির্ভর করে। এই নির্ভুলতা, পুনরাবৃত্তিযোগ্যতা এবং উপাদানের নমনীয়তার মিশ্রণটিই সিএনসি-কে বাস্তব যন্ত্রাংশ ও শিল্পখাতের এত বিস্তৃত পরিসরে উপযোগী করে তোলে।

বাস্তব উৎপাদনে সিএনসি মেশিনিং কী কাজে লাগে
একটি নির্ভুল ও ভালোভাবে সমাপ্ত যন্ত্রাংশ গুরুত্বপূর্ণ, কারণ এর একটি বাস্তব কাজ রয়েছে। যদি আপনি জিজ্ঞাসা করছেন সিএনসি মেশিনটি কী কাজে লাগে অথবা সিএনসি মেশিনিং কী কাজে লাগে — উত্তরটি একটি একক কারখানা বা এক ধরনের উপাদানের চেয়ে অনেক বেশি বিস্তৃত। সিএনসি তখনই সবচেয়ে কার্যকর হয় যখন কোনো যন্ত্রাংশের নির্ভরযোগ্য মাত্রা, পুনরাবৃত্তিযোগ্য ফলাফল এবং ধাতু বা প্লাস্টিকের মতো বাস্তব উপাদান নির্বাচনের প্রয়োজন হয়।
ব্যবহারিক ক্ষেত্রে সিএনসি মেশিনিং কী কাজে লাগে
প্রোটোটাইপ প্রকল্পগুলি ব্যাখ্যা করে যে কেন মেশিনিং প্রোটোটাইপ পার্ট এবং ছোট ব্যাচের জন্য এত ভালোভাবে উপযুক্ত: এটি বিশেষায়িত টুলিংয়ের প্রয়োজন হয় না, এটি বিভিন্ন ধরনের উপকরণ ও ফিনিশের বিস্তৃত পছন্দকে সমর্থন করে, এবং এটি অংশ-থেকে-অংশে শক্তিশালী পুনরাবৃত্তিযোগ্যতা প্রদান করে। এটি নিম্নলিখিতগুলির জন্য একটি ব্যবহারিক সমাধান:
- ফিট, ফাংশন বা অ্যাসেম্বলি পরীক্ষা করার জন্য ব্যবহৃত প্রোটোটাইপ পার্ট
- অন্য কোনও প্রক্রিয়া যখন আরও যুক্তিসঙ্গত হয় তখন তার আগে ব্রিজ উৎপাদন এবং কম পরিমাণের উৎপাদন
- পুরনো সরঞ্জাম বা মেরামতের জন্য প্রতিস্থাপন পার্ট
- উৎপাদনের মধ্যে ব্যবহৃত জিগস, ফিক্সচার এবং পরীক্ষার হার্ডওয়্যার
- ব্র্যাকেট, হাউজিং, ম্যানিফোল্ড, শ্যাফট এবং কাস্টম এনক্লোজারের মতো পুনরাবৃত্তিযোগ্য চূড়ান্ত-ব্যবহারের উপাদান
যেসব শিল্প ক্ষেত্র CNC পার্টের উপর নির্ভরশীল
আপনি যদি টাইপ করছেন cNC মেশিনিং কোন শিল্প ক্ষেত্রের সাথে সম্পর্কিত একটি অনুসন্ধান বারে, একটি একক উত্তর নেই। সংগৃহীত উদাহরণগুলি প্রকল্প এমএফজি এতে বিমান ও মহাকাশ, স্বয়ংচালিত যান, চিকিৎসা যন্ত্রপাতি, ইলেকট্রনিক্স, রোবোটিক্স ও স্বয়ংক্রিয়করণ, জলযান, প্রতিরক্ষা, নবায়নযোগ্য শক্তি এবং আরও অনেক কিছু অন্তর্ভুক্ত রয়েছে। দৈনন্দিন উৎপাদন প্রক্রিয়ায় এটি প্রায়শই নিম্নলিখিত ধরনের অংশগুলিকে বোঝায়:
- স্বয়ংচালিত যানের হাউজিং, গিয়ার, শ্যাফট এবং প্রোটোটাইপ ইঞ্জিন-সংক্রান্ত উপাদান
- বিমান ও মহাকাশ শিল্পের ব্র্যাকেট, গঠনমূলক অংশ এবং ইঞ্জিন-সংক্রান্ত উপাদান
- চিকিৎসা যন্ত্রপাতির অংশ, যেমন: যন্ত্রপাতি, ইমপ্লান্ট, প্রোস্থেটিক অংশ এবং দন্ত সংক্রান্ত উপাদান
- ইলেকট্রনিক্সের কেসিং, তাপ ব্যবস্থাপনা সংক্রান্ত অংশ এবং ছোট আকারের অভ্যন্তরীণ বৈশিষ্ট্য
- শিল্প সরঞ্জামের উপাদান, যেমন: ম্যানিফোল্ড, ব্র্যাকেট, ফিক্সচার এবং মেশিনের অংশ
- শক্তি সংক্রান্ত উপাদান, যেমন: টারবাইন-সংক্রান্ত শ্যাফট, হাব, ব্র্যাকেট এবং হাউজিং
প্রোটোটাইপ, কম পরিমাণে উৎপাদন এবং বাণিজ্যিক উৎপাদনের ব্যবহারের ক্ষেত্র
আপনি যদি ভাবছেন সিএনসি মিলিং মেশিনটি কী কাজে ব্যবহৃত হয় , সমতল পৃষ্ঠ, পকেট, ছিদ্র এবং প্রিজম্যাটিক অংশগুলিতে কাস্টম এনক্লোজার বৈশিষ্ট্যগুলির কথা ভাবুন। গোলাকার কাজের জন্য, সিএনসি লেথ মেশিনটি কী কাজে ব্যবহৃত হয় এটি আরও সরাসরি: শ্যাফট, পিন, স্লিভ, থ্রেড এবং অন্যান্য টার্নড বৈশিষ্ট্য। এই ব্যাপক প্রয়োগের কারণেই সিএনসি প্রথম প্রোটোটাইপ থেকে পুনরাবৃত্তিযোগ্য চূড়ান্ত উৎপাদন পর্যন্ত কার্যকর থাকে, বিশেষত যখন নির্ভুলতা, পুনরাবৃত্তিযোগ্যতা এবং উপকরণের নমনীয়তা একসাথে গুরুত্বপূর্ণ হয়। এই সুবিধাগুলি বাস্তবিক, কিন্তু এগুলি সর্বজনীন নয়, যার কারণে প্রক্রিয়া নির্বাচন সর্বদা সুষম দৃষ্টিভঙ্গির প্রয়োজন হয়।
সিএনসি মেশিনটি কী কাজে ব্যবহৃত হয় এবং এর সীমাবদ্ধতা কী
মানুষ প্রায়শই নিম্নলিখিত ধরনের বাক্যগুলি অনুসন্ধান করে সিএনসি মেশিনটি কী কাজে ব্যবহৃত হয় অথবা সিএনসি মেশিনটি কী কাজে ব্যবহৃত হয় যখন তারা আসলে একটি ব্যবহারিক প্রশ্নের উত্তর খুঁজছেন: এই অংশের জন্য কি সিএনসি সঠিক প্রক্রিয়া? এমনকি অস্বাচ্ছন্দ্যজনক অনুসন্ধানগুলিও যেমন সিএনসি মেশিনটি কী করে সাধারণত একই সমস্যার দিকে ইঙ্গিত করে। সিএনসি শক্তিশালী, কিন্তু এটি প্রতিটি জ্যামিতি, পরিমাণ বা বাজেটের জন্য স্বয়ংক্রিয়ভাবে সেরা বিকল্প নয়।
কেন সিএনসি মেশিনিং এত ব্যাপকভাবে ব্যবহৃত হয়
আমেরিকান মাইক্রো ইন্ডাস্ট্রিজ এবং প্রোটোল্যাবস-এর নির্দেশনা ব্যাখ্যা করে যে কেন প্রোটোটাইপ, কম পরিমাণে উৎপাদন এবং নির্ভুল অংশ তৈরির জন্য কারখানাগুলি সিএনসি-এর উপর নির্ভর করে।
সুবিধাসমূহ
- উচ্চ নির্ভুলতা এবং সঠিকতা: সিএনসি এমন অংশগুলির জন্য উপযুক্ত যেগুলির ডিজাইনের সাথে ঘনিষ্ঠভাবে মিলতে হবে।
- পুনরাবৃত্তি সাধনযোগ্যতা: একবার প্রোগ্রাম এবং সেটআপ নিয়ন্ত্রণে আসলে, একই অংশ ধারাবাহিকভাবে উৎপাদন করা যায়।
- উপাদানের লম্বা স্থায়ীতা: এটি অনেকগুলি ধাতু এবং প্লাস্টিকের মধ্যে কাজ করে, শুধুমাত্র একটি উপাদান পরিবারের মধ্যে নয়।
- ডিজিটাল ওয়ার্কফ্লো: সিএডি, সিএএম এবং সংরক্ষিত প্রোগ্রামগুলি ডিজাইনগুলি সংরক্ষণ করতে এবং পুনরায় অর্ডারগুলিকে সমর্থন করতে সাহায্য করে।
- জটিল কিন্তু প্রাপ্তযোগ্য বৈশিষ্ট্যের জন্য উপযুক্ত: যখন টুলগুলি তাদের অ্যাক্সেস করতে পারে, তখন পকেট, ছিদ্র, আকৃতি এবং বহু-পার্শ্বীয় বৈশিষ্ট্যগুলি খুব সহজেই পরিচালনা করা যায়।
- প্রোটোটাইপ এবং ছোট ব্যাচের জন্য শক্তিশালী: এটি নির্দিষ্ট মোল্ডিং টুলিং ছাড়াই একটি অংশ বা মাঝারি পরিমাণের উৎপাদন করতে পারে।
যেখানে সিএনসি মেশিনিং কম উপযুক্ত
সীমাবদ্ধতাগুলিও ঠিক ততটাই গুরুত্বপূর্ণ। এয়ারন টুল অ্যাক্সেস, ত ост্র অভ্যন্তরীণ কোণ এবং প্রক্রিয়াটির বিয়োজনমূলক প্রকৃতির সাথে যুক্ত সাধারণ সীমাবদ্ধতাগুলির কথা উল্লেখ করেন।
অভিব্যক্তি
- অত্যধিক উচ্চ পরিমাণে উৎপাদনের ক্ষেত্রে উচ্চতর খরচ: বৃহৎ উৎপাদন পরিমাণের জন্য, ইনজেকশন মোল্ডিং-এর মতো প্রক্রিয়াগুলি প্রতি একক উৎপাদনের অর্থনৈতিকতা আরও ভালো প্রদান করতে পারে।
- টুল অ্যাক্সেস সীমাবদ্ধতা: কাটারটি অবশ্যই বৈশিষ্ট্যটিতে ভৌতভাবে পৌঁছাতে হবে, যা কিছু অভ্যন্তরীণ জ্যামিতিকে সীমিত করে।
- অভ্যন্তরীণ কোণগুলি স্বাভাবিকভাবে তীব্র হয় না: গোলাকার কাটিং টুলগুলি অভ্যন্তরীণ কোণগুলিতে ব্যাসার্ধযুক্ত (রাউন্ডেড) কোণ রেখে দেয়, যদি না দ্বিতীয় প্রক্রিয়া ব্যবহার করা হয়।
- উপাদান অপচয়: যেহেতু উপকরণটি স্টক থেকে কেটে নেওয়া হয়, তাই যোগাযোগ পদ্ধতির তুলনায় বর্জ্য সাধারণত বেশি হয়।
- চক্র সময় জমা হতে পারে: বহুসংখ্যক অপারেশন, সেটআপ এবং শেষ প্রক্রিয়াকরণ ধাপগুলি জটিল অংশগুলির উৎপাদনকে ধীর করে দিতে পারে।
- এখনও সেটআপের গুণগত মানের উপর নির্ভরশীল: প্রোগ্রামিং, ফিক্সচারিং, টুলের অবস্থা এবং পরীক্ষা-নিরীক্ষার অনুশাসন এখনও গুরুত্বপূর্ণ।
যখন অন্য একটি উৎপাদন প্রক্রিয়া আরও যুক্তিসঙ্গত হয়
সর্বোত্তম প্রক্রিয়াটি জ্যামিতি, পরিমাণ, উপকরণ, সহনশীলতা এবং সমাপ্তির উপর নির্ভর করে, প্রচার-প্রপাগান্ডার উপর নয়।
এই কারণেই ৩ডি প্রিন্টিং অত্যন্ত জটিল আকৃতি এবং দ্রুত পুনরাবৃত্তির জন্য আকর্ষক হতে পারে, যখন উৎপাদন পরিমাণ বৃদ্ধি পায় এবং প্রতি অংশের খরচ বেশি গুরুত্বপূর্ণ হয়ে ওঠে তখন ইনজেকশন মোল্ডিং আকর্ষক হয়ে ওঠে। অনেক সিএনসি সীমাবদ্ধতা মেশিন থেকে শুরু হয় না। এগুলি অংশের ডিজাইনের মধ্যেই শুরু হয়, যেখানে দেয়ালের পুরুত্ব, কোণের ব্যাসার্ধ, গর্তের গভীরতা এবং টুল অ্যাক্সেস নীরবে খরচ ও ঝুঁকিকে আকৃতি দেয়।

সিএনসি অংশগুলি মেশিন করাকে সহজ করে দেওয়ার জন্য ডিজাইন নিয়ম
সেই ডিজাইন-নির্ভরতা অঙ্কনটিতে দ্রুত প্রকাশ পায়। একটি অংশ সম্পূর্ণরূপে যন্ত্রচালিত হওয়া সত্ত্বেও এর বৈশিষ্ট্যগুলো যদি যন্ত্রপাতির বিরুদ্ধে যায়, তবে এটি ব্যয়বহুল, ধীরগতির বা ঝুঁকিপূর্ণ হতে পারে। মেকারস্টেজের নির্দেশনা অনুযায়ী, জ্যামিতি সিএনসি অংশের খরচের প্রায় ৬০% থেকে ৮০% নির্ধারণ করে, অন্যদিকে উপাদান সাধারণত খরচের মাত্র ২০% থেকে ৪০% গঠন করে। ব্যবহারে, সবচেয়ে কঠিন বৈশিষ্ট্যগুলো বেশি খরচ করে না কারণ তারা অসম্ভব, বরং কারণ এগুলো ছোট আকারের টুল, কম ফিড রেট, অতিরিক্ত সেটআপ, দীর্ঘতর চক্র সময় বা অধিক পরীক্ষা-নিরীক্ষার প্রয়োজন হয়।
যন্ত্রচালিত করা সহজ অংশগুলোর জন্য ডিজাইন নিয়ম
- কেবলমাত্র যেখানে কার্যকারিতার প্রয়োজন হয় সেখানেই কঠোর সহনশীলতা (টলারেন্স) প্রয়োগ করুন। কঠোর সীমাবদ্ধতা যন্ত্রচালনা সময় ও পরীক্ষা-নিরীক্ষা সময় বৃদ্ধি করে। PCBWay এটি উল্লেখ করে যে, অতিমাত্রায় কঠোর সহনশীলতা প্রায়শই ধীরগতির কাটিং, সূক্ষ্ম টুলপাথ এবং অধিক পরীক্ষা-নিরীক্ষার দিকে নিয়ে যায়। ফিট, সিলিং ফেস এবং অ্যালাইনমেন্ট বৈশিষ্ট্যগুলোতে নির্ভুলতা বজায় রাখুন, প্রতিটি পৃষ্ঠে নয়।
- পার্শ্ব প্রাচীরের পুরুত্ব রক্ষা করুন। ধাতুর জন্য, মেকারস্টেজ ০.০৪০ ইঞ্চি প্রায় ব্যবহারিক ন্যূনতম হিসাবে এবং অনেক প্লাস্টিকের জন্য প্রায় ০.০৬০ ইঞ্চি সুপারিশ করে। অসমর্থিত দেয়ালের উচ্চতা-টু-বেধ অনুপাতটি ধাতুতে সাধারণত ৪:১-এর মধ্যে বা তার নীচে রাখা উচিত, যাতে কম্পন ও বিকৃতি কমানো যায়।
- অভ্যন্তরীণ কোণগুলোতে পর্যাপ্ত বক্রতা ব্যবহার করুন। ঘূর্ণায়মান এন্ডমিল একটি সম্পূর্ণ তীব্র অভ্যন্তরীণ কোণ তৈরি করতে পারে না। ন্যূনতম অভ্যন্তরীণ বক্রতা টুলের ব্যাসার্ধের সমান। মেকারস্টেজ পরিষ্কার কাটিংয়ের জন্য কমপক্ষে টুল ব্যাসার্ধের ১৩০% ব্যবহার করার পরামর্শ দেয়, এবং পকেটের গভীরতার এক-তৃতীয়াংশের সমান কোণ বক্রতা ব্যবহার করাকে একটি ব্যবহারিক নিয়ম হিসাবে উল্লেখ করে।
- পকেট এবং গর্তের গভীরতা নিয়ন্ত্রণ করুন। স্ট্যান্ডার্ড পকেটের গভীরতা সাধারণত গভীরতা-টু-প্রস্থ অনুপাত ৩:১-এ রাখা সবচেয়ে ভালো। স্ট্যান্ডার্ড ড্রিল করা গর্তগুলো প্রায় ৪ গুণ ব্যাসের জন্য সবচেয়ে অর্থনৈতিক, যদিও গভীর গর্তগুলো পেক ড্রিলিং, ধীরগতির চক্র বা বিশেষায়িত পদ্ধতির প্রয়োজন হতে পারে।
- থ্রেড ডিজাইনটি বাস্তবসম্মত রাখুন। ন্যূনতম উৎপাদন-বান্ধব থ্রেড আকার সাধারণত #4-40 UNC বা M3। থ্রেড এনগেজমেন্ট অবশ্যই অভ্যাস নয়, বরং উপাদানের উপর ভিত্তি করে নির্ধারণ করা হবে। মেকারস্টেজ অ্যালুমিনিয়ামের জন্য নমিনাল ব্যাসের ১.৫ গুণ এবং অনেক ইস্পাত ও স্টেইনলেস স্টিলের জন্য প্রায় ১.০ গুণ নির্দেশ করে।
- টেক্সট ও এনগ্রাভিং সরল রাখুন। ছোট, ঘন এনগ্রাভড বিশদগুলি প্রায়শই অতি ক্ষুদ্র টুল এবং ধীরগতির পাস প্রয়োজন করে। বড়, স্পষ্ট চিহ্নগুলি সাধারণত সজ্জিত সূক্ষ্ম টেক্সটের তুলনায় সস্তা এবং বেশি নির্ভরযোগ্য।
- চ্যামফার এবং এজ ব্রেকগুলি মানকীকরণ করুন। অত্যধিক বিভিন্ন চ্যামফার আকার অর্থাৎ টুল পরিবর্তন ও অবস্থান নির্ধারণের সময় বৃদ্ধি পায়। বহির্মুখী এজ ব্রেকগুলি প্রায়শই ০.০০৫ থেকে ০.০১৫ ইঞ্চি পরিসরে নির্দিষ্ট করা হয়, যা অনেক পার্টের হ্যান্ডলিং নিরাপত্তির জন্য যথেষ্ট।
- টুল অ্যাক্সেসের জন্য ডিজাইন করুন। গভীর, সংকীর্ণ স্লট, আন্ডারকাট এবং লুকানো তলগুলি প্রায়শই দীর্ঘ-প্রসারিত বা বিশেষায়িত কাটার টুল সক্রিয় করে। যদি কোনো টুল কোনো বৈশিষ্ট্যে পরিষ্কারভাবে পৌঁছাতে না পারে, তবে খরচ দ্রুত বৃদ্ধি পায়।
- আগে থেকেই ওরিয়েন্টেশন নিয়ে চিন্তা করুন। অনেকগুলি পার্শ্বে ছড়িয়ে থাকা বৈশিষ্ট্যগুলির জন্য একাধিকবার ঘূর্ণন প্রয়োজন হতে পারে। একই পার্শ্ব বা সন্নিহিত পার্শ্বগুলিতে মূল পৃষ্ঠগুলি গোষ্ঠীভুক্ত করা প্রায়শই পুনরায় ক্ল্যাম্পিং কমায় এবং সামঞ্জস্যতা উন্নত করে।
- কাজের ধরনের প্রতি সম্মান দিন। একটি ভাইস, নরম জব, চাক, বা ফিক্সচারের স্থিতিশীল যোগাযোগ প্রয়োজন। পাতলা, লম্বা বা অস্বাভাবিক আকৃতির অংশগুলি কাটার সময় কঠোরতা বজায় রাখতে বিশেষ সমর্থনের প্রয়োজন হতে পারে।
খরচ ও ঝুঁকি বৃদ্ধি করে এমন বৈশিষ্ট্যগুলি
- অত্যন্ত পাতলা দেয়াল এবং লম্বা অসমর্থিত রিব
- মানক টুলের পৌঁছানোর সীমার বাইরে গভীর পকেট
- তীব্র অভ্যন্তরীণ কোণ যেগুলোর প্রকৃতপক্ষে রিলিফ নটচ, ব্রোচিং বা ইডিএম প্রয়োজন
- অতি ক্ষুদ্র থ্রেড এবং অত্যন্ত ছোট ড্রিল করা ছিদ্র
- অ-মানক স্লটের প্রস্থ এবং কাস্টম ছিদ্রের আকার
- চ্যামফারের অত্যধিক সংখ্যা বা সজ্জামূলক প্রান্তের বিস্তারিত বৈশিষ্ট্য
- পিছনের দিকের বৈশিষ্ট্যগুলি যা একাধিক সেটআপকে বাধ্য করে
- বিশেষ কাটারের প্রয়োজন হয় এমন আন্ডারকাটগুলি
যদি আপনি কখনও ভেবে থাকেন সিএনসি মেশিনে অক্ষ কী? , এখানেই অক্ষ সংখ্যা ব্যবহারিক হয়ে ওঠে। আরও অক্ষ প্রবেশাধিকার উন্নত করতে পারে, কিন্তু ভালো পার্ট ডিজাইন এখনও গুরুত্বপূর্ণ। ঘূর্ণন ক্ষমতা থাকা সত্ত্বেও, কঠিন-প্রবেশযোগ্য বৈশিষ্ট্যগুলি ধীর পাস এবং আরও যাচাইকরণের প্রয়োজন হতে পারে। একই যুক্তি প্রযোজ্য যদি আপনি জিজ্ঞাসা করেন সিএনসি মেশিনে সি-অক্ষ কী? . টার্নিং এবং মিল-টার্ন সরঞ্জামে, সি-অক্ষ স্পিন্ডেল কেন্দ্ররেখার চারপাশে নিয়ন্ত্রিত ঘূর্ণনকে বোঝায়, যা পার্টের চারপাশে বৈশিষ্ট্যগুলি অবস্থান নির্ধারণে সহায়তা করে, কিন্তু এটি খারাপ জ্যামিতিক পছন্দগুলিকে মুছে দেয় না।
প্রোগ্রামিং সেটআপ এবং অফসেটগুলি উৎপাদনযোগ্যতাকে কীভাবে প্রভাবিত করে
প্রোগ্রামিংয়ের বিস্তারিত বিষয়গুলি গুরুত্বপূর্ণ কারণ ড্রয়িংটি মেশিন মোশনে পরিণত হয়। যদি আপনি জিজ্ঞাসা করছেন সিএনসি মেশিনে অফসেট কী? , অফসেট হলো সংরক্ষিত মান যা নিয়ন্ত্রণকে বলে যে কাজের টুকরোর শূন্য বিন্দু কোথায় এবং টুলটি আসলে কোথায় অবস্থিত। খারাপ ডেটাম পছন্দ বা অসুবিধাজনক ফিক্সচারিং সেই অফসেটগুলি সেট করা এবং যাচাই করা কঠিন করে তোলে। যদি আপনি অনুসন্ধান করে থাকেন সিএনসি মেশিনে স্পিন্ডল কী? , স্পিন্ডল হল ঘূর্ণনকারী ইউনিট যা মিলে কাটারকে চালিত করে। এবং সিএনসি মেশিনে ফিড রেট কী? , অথবা সহজভাবে সিএনসি মেশিনে ফিড কী? , এর অর্থ হল যন্ত্রটি কত দ্রুত উপাদানের মধ্য দিয়ে এগিয়ে যায়। ছোট যন্ত্র, দীর্ঘ ওভারহ্যাঙ, এবং দুর্বল সমর্থন সাধারণত নিম্ন ফিড রেট এবং আরও সতর্কতার সাথে স্পিন্ডল ব্যবহারের দিকে ঠেলে দেয়।
অন্য কথায়, উৎপাদনযোগ্যতা শুধুমাত্র আকৃতির বিষয় নয়। এটি একটি অংশকে স্থাপন, ক্ল্যাম্প করা, প্রোগ্রাম করা এবং মাপা যায় কিনা—এই বিষয়গুলোর উপরও নির্ভর করে, যাতে কোনো জটিলতা না হয়। যখন দুটি কারখানা একই ড্রয়িং পর্যালোচনা করে এবং ঝুঁকি, পরীক্ষা-নিরীক্ষা এবং উৎপাদন প্রস্তুতি নিয়ে খুব ভিন্ন প্রশ্ন করে, তখন এটি খুব স্পষ্ট হয়ে ওঠে।
সঠিক সিএনসি মেশিন শপ কীভাবে বেছে নেবেন
সেই উৎপাদনযোগ্যতা সংক্রান্ত প্রশ্নগুলো আপনি যখন সরবরাহকারীদের তুলনা করেন তখন খুব ব্যবহারিক হয়ে ওঠে। যদি আপনি খুঁজে থাকেন সিএনসি মেশিন শপ কী? অথবা সিএনসি মেশিন শপ কী? সহজ উত্তর হলো যে এটি একটি সুবিধা যা মেশিন, মানুষ, পরীক্ষা এবং প্রক্রিয়া নিয়ন্ত্রণকে একত্রিত করে আঁকা ড্রয়িংগুলিকে পুনরাবৃত্তিযোগ্য অংশে রূপান্তর করে। তবে ক্রেতাদের জন্য প্রকৃত পরীক্ষা হলো যে একটি শপ কি ঝুঁকিগুলি প্রাথমিকভাবে পর্যালোচনা করতে পারে, বর্তমানে সঠিক অংশগুলি তৈরি করতে পারে এবং উৎপাদন পরিমাণ বৃদ্ধির সাথে সাথে গুণগত মান স্থিতিশীল রাখতে পারে।
একটি সিএনসি মেশিন শপে কী খুঁজতে হবে
- ইঞ্জিনিয়ারিং পর্যালোচনা: প্রকাশের আগে অস্পষ্ট সহনশীলতা, ডেটাম, ফিনিশ এবং ওয়ার্কহোল্ডিং-সংক্রান্ত ঝুঁকিগুলি সম্পর্কে শপটি প্রশ্ন তুলবে।
- প্রক্রিয়ার সামঞ্জস্য: সরবরাহকারীর আপনার জ্যামিতির জন্য সঠিক সরঞ্জাম আসলেই আছে কিনা তা নিশ্চিত করুন। যেমন অনুসন্ধানগুলি: সিএনসি মেশিনিং সেন্টার কী? , সিএনসি মেশিনিং সেন্টার কী? এবং সিএনসি টার্নিং মেশিন কী? সাধারণত একটি ক্রয়-সংক্রান্ত চিন্তা নির্দেশ করে: ক্ষমতার মিল।
- উপাদান এবং ফিনিশিংয়ের পরিসীমা: নিশ্চিত করুন যে সরবরাহকারী আপনার অ্যালয় বা প্লাস্টিকটি নিয়মিত মেশিন করে এবং প্রয়োজনীয় দ্বিতীয় প্রক্রিয়াগুলি পরিচালনা করতে সক্ষম।
- পরিদর্শন পরিকল্পনা: FAI, CMM অ্যাক্সেস, ক্যালিব্রেশন অবস্থা, প্রক্রিয়া-মধ্যে পরীক্ষা এবং মাত্রিক প্রতিবেদন সম্পর্কে জিজ্ঞাসা করুন।
- ডকুমেন্টেশন: সংশোধন নিয়ন্ত্রণ, উপাদান সার্টিফিকেট, ট্রেসেবিলিটি এবং পরিবর্তন ব্যবস্থাপনা স্পষ্ট হওয়া উচিত।
- প্রতিক্রিয়াশীলতা: উদ্ধৃতি প্রদানের গতি এবং অনুসরণকারী প্রশ্নগুলির মান হল উৎপাদন আচরণের প্রাথমিক সংকেত।
প্রোটোটাইপ থেকে উৎপাদন পর্যন্ত গুণগত ব্যবস্থাগুলি কেন গুরুত্বপূর্ণ?
MakerStage-এর সরবরাহকারী যোগ্যতা গাইড উল্লেখ করে যে সঠিক যোগ্যতা অর্জন সাধারণত ৪ থেকে ৮ সপ্তাহ সময় নেয় এবং এতে সরঞ্জাম পর্যালোচনা, সার্টিফিকেশন পরীক্ষা, একটি পরীক্ষামূলক অর্ডার এবং চলমান স্কোরকার্ড অন্তর্ভুক্ত থাকা উচিত। এটি ডেলিভারি, ত্রুটির হার এবং সংশোধনমূলক ব্যবস্থা গ্রহণের প্রতিক্রিয়া ট্র্যাক করার ওপরও জোর দেয়, কারণ একটি নিম্ন উদ্ধৃতি গুণগত খরচের অনেক বেশি খরচকে লুকিয়ে রাখতে পারে।
মানুষও মানবিক স্তরটি ভুলে যায়। একটি শক্তিশালী উত্তর সিএনসি মেশিন অপারেটর কী শুধুমাত্র স্টক লোড করা ব্যক্তি নন। ভালো অপারেটররা সেটআপ যাচাই করেন, টুল ওয়্যার পর্যবেক্ষণ করেন, পরিমাপগুলি রেকর্ড করেন এবং খারাপ পার্টস বহুগুণ হওয়ার আগেই ড্রিফট সম্পর্কে উচ্চতর স্তরে জানান।
গাড়ি উৎপাদনের জন্য যন্ত্রকর্ম প্রয়োজনীয়তা পূরণে একটি অংশীদার নির্বাচন
গাড়ি উৎপাদন সংক্রান্ত প্রোগ্রামগুলি মানদণ্ড উচ্চতর করে। আইএটিএফ ১৬৯৪৯ aPQP, PPAP, SPC, MSA এবং FMEA-এর চারপাশে অনুশাসন যোগ করে, তাই ক্রেতারা মূল মেশিন ক্ষমতার বাইরে তাকিয়ে থাকা উচিত। একটি উদাহরণ হল শাওয়াই মেটাল টেকনোলজি , যা তাদের গাড়ি উৎপাদন সংক্রান্ত যন্ত্রকর্ম সেবা IATF 16949 কাস্টম মেশিনিং, SPC এবং দ্রুত প্রোটোটাইপিং থেকে স্বয়ংক্রিয় ভর উৎপাদন পর্যন্ত সমর্থনের চারপাশে উপস্থাপন করে। এটি একটি বিক্রয় প্রচার হিসেবে গুরুত্বপূর্ণ নয়, বরং অনেক গাড়ি ক্রেতার প্রয়োজনীয় পরিপূর্ণতার একটি ব্যবহারিক উদাহরণ হিসেবে গুরুত্বপূর্ণ।
যে অংশীদার ক্ষমতা, পরীক্ষা এবং স্কেল-আপ স্পষ্টভাবে ব্যাখ্যা করতে পারেন—শুধুমাত্র দ্রুত দাম উল্লেখ করতে পারেন না—তাকেই নির্বাচন করুন।
প্রশ্নোত্তর: CNC মেশিনিং কী?
১. সহজ ভাষায় CNC মেশিনিং কী?
সিএনসি মেশিনিং হল কম্পিউটার-নিয়ন্ত্রিত মেশিন ব্যবহার করে ধাতু বা প্লাস্টিকের খাঁটি উপকরণ থেকে উপাদান কেটে অংশগুলি তৈরি করার একটি পদ্ধতি। কম্পিউটার প্রোগ্রাম করা নির্দেশনা অনুসরণ করে, যার ফলে মেশিনটি ব্র্যাকেট, হাউজিং, শ্যাফট এবং অন্যান্য নির্ভুল উপাদানের মতো পুনরাবৃত্তিযোগ্য আকৃতি তৈরি করতে পারে। সংক্ষেপে, এটি ডিজিটাল নির্দেশনা এবং শারীরিক কাটিংয়ের সমন্বয়।
২. সিএনসি এবং সিএনসি মেশিনিংয়ের মধ্যে পার্থক্য কী?
সিএনসি বলতে কম্পিউটার নিউমেরিক্যাল কন্ট্রোল বোঝায়, যা একটি নিয়ন্ত্রণ পদ্ধতি। সিএনসি মেশিনিং হল এমন একটি উৎপাদন প্রক্রিয়া যা মিল, লেথ এবং রাউটারের মতো যন্ত্রপাতি ব্যবহার করে উপাদান অপসারণের জন্য সেই নিয়ন্ত্রণ ব্যবস্থা ব্যবহার করে। এটিকে সহজভাবে ভাবা যেতে পারে যে, সিএনসি হল মস্তিষ্ক, আর সিএনসি মেশিনিং হল আসল কাটিং কাজ।
৩. সিএনসি মেশিন কী এবং এটি কীভাবে কাজ করে?
সিএনসি মেশিন হলো একটি যন্ত্রপাতি যা প্রোগ্রাম করা নির্দেশাবলী পড়ে এবং নিয়ন্ত্রিত নির্ভুলতার সাথে টুলগুলোকে চালিত করে। কাজের প্রবাহ সাধারণত একটি সিএডি মডেল দিয়ে শুরু হয়, তারপর সিএএম সফটওয়্যার টুলপাথ তৈরি করে, এবং সেই নির্দেশাবলীগুলোকে মেশিন কোডে রূপান্তরিত করা হয়। সেটআপ এবং শুষ্ক চালনার পর, মেশিনটি অংশটি কাটে, অপারেটররা গুরুত্বপূর্ণ বৈশিষ্ট্যগুলো পরীক্ষা করেন এবং অংশটি পরে পরীক্ষা করা হয়, ডেবার করা হয় এবং প্রয়োজন অনুযায়ী চূড়ান্ত প্রক্রিয়াকরণ করা হয়।
৪. সিএনসি মেশিনিং-এ কোন কোন উপাদান ব্যবহার করা যায়?
সিএনসি মেশিনিং-এ সাধারণত অ্যালুমিনিয়াম, স্টিল, স্টেইনলেস স্টিল, টাইটানিয়াম, ব্রাস এবং ইঞ্জিনিয়ারিং প্লাস্টিক ব্যবহার করা হয়। সেরা উপাদান নির্বাচন অংশটি কী কাজ করবে তার উপর নির্ভর করে—যেমন: শক্তি, ক্ষয় প্রতিরোধ ক্ষমতা, ওজন, ফিনিশ এবং খরচ। উপাদান নির্বাচন অংশটি কতটা সহজে মেশিন করা যাবে এবং কতটা পোস্ট-প্রসেসিং প্রয়োজন হবে তার উপরও প্রভাব ফেলে।
৫. আপনি কীভাবে সঠিক সিএনসি মেশিন শপ নির্বাচন করবেন?
শুরু করুন প্রকৌশলী পর্যালোচনার মান, মেশিনের ক্ষমতা, উপকরণ সম্পর্কিত অভিজ্ঞতা, পরিদর্শন পরিকল্পনা, চূড়ান্ত সমর্থন এবং ডকুমেন্টেশন নিয়ন্ত্রণ পরীক্ষা করে। একটি শক্তিশালী ওয়ার্কশপ অবশ্যই প্রোটোটাইপ থেকে উৎপাদন পর্যন্ত টলারেন্সগুলি কীভাবে পরিচালনা করবে তা ব্যাখ্যা করতে সক্ষম হবে, শুধুমাত্র দ্রুত কোটেশন প্রদান করা নয়। গাড়ি উৎপাদনের কাজের ক্ষেত্রে, ক্রেতারা প্রায়শই IATF 16949 এবং সক্রিয় SPC অনুশীলনসহ পরিপক্ব মান ব্যবস্থাযুক্ত সরবরাহকারীদের পছন্দ করেন; শাওয়ি মেটাল টেকনোলজি এমন ধরনের স্কেল-আপ অনুশীলনের চারপাশে স্থাপিত একটি প্রদানকারীর উদাহরণ।