 ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —
ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —

একটি নির্ভুল শীট মেটাল কোম্পানি নির্বাচন: ৮টি গুরুত্বপূর্ণ ফ্যাক্টর যা অধিকাংশ ক্রেতা মিস করেন

কোন বিষয়গুলি একটি নির্ভুল শীট মেটাল কোম্পানিকে সংজ্ঞায়িত করে
যখন আপনি একটি ফ্যাব্রিকেশন পার্টনার খুঁজতে শুরু করেন, তখন আপনি দ্রুতই লক্ষ্য করবেন যে অনেক শপই "নির্ভুল" কাজ প্রদানের দাবি করে। কিন্তু আসলে কোন বিষয়গুলি একটি সত্যিকারের নির্ভুল শীট মেটাল কোম্পানি কে একটি সাধারণ ফ্যাব্রিকেটর থেকে পৃথক করে? পার্থক্যটি শুধুমাত্র বাজারজাতকরণের ভাষা নয়—এটি মাপযোগ্য স্পেসিফিকেশনের উপর নির্ভর করে যা সরাসরি আপনার পার্টসগুলি ডিজাইন অনুযায়ী কাজ করবে কিনা তা নির্ধারণ করে।
নির্ভুল শীট মেটাল ফ্যাব্রিকেশন হল প্রকৌশল-মানের উৎপাদন, যা উচ্চতম নির্ভুলতা ও গুণগত মানদণ্ড বজায় রাখে, যা সাধারণত জটিল জ্যামিতিক আকৃতির জন্য ±০.০০৫" থেকে ±০.০১০" (±০.১৩ মিমি থেকে ±০.২৫ মিমি) টলারেন্স বজায় রাখে।
এটি গুরুত্বপূর্ণ, কারণ যেসব উপাদান নির্দিষ্ট মানদণ্ড পূরণ করে না তা অ্যাসেম্বলি ব্যর্থতা, পণ্য প্রত্যাহার এবং ব্যয়বহুল পুনরায় কাজ করার কারণ হতে পারে। নির্ভুল কাজ কীভাবে সংজ্ঞায়িত হয় তা বোঝা আপনাকে একটি ফ্যাব্রিকেশন পার্টনারের সাথে চুক্তি করার আগে সঠিক প্রশ্নগুলি করতে সাহায্য করে।
যে পার্থক্য নির্ভুলতা এবং সাধারণ তৈরির মধ্যে বিদ্যমান
চিন্তা করুন যে আপনি চিকিৎসা সরঞ্জামের জন্য একটি কাস্টম এনক্লোজার অর্ডার করছেন। স্ট্যান্ডার্ড ফ্যাব্রিকেশনের সাথে, আপনি ±0.5 mm টলারেন্স সহ পার্টস পেতে পারেন। ±1/16" থেকে ±1/8" (±1.6mm থেকে ±3.2mm) ওই পরিবর্তনটি ছোট মনে হতে পারে, কিন্তু যখন একাধিক উপাদানকে নিখুঁতভাবে একসাথে ফিট করতে হয়, তখন ওই বিচ্যুতিগুলি দ্রুত পরিমাণগতভাবে বৃদ্ধি পায়।
নির্ভুল শীট মেটাল ফ্যাব্রিকেশন কোম্পানিগুলি সম্পূর্ণ ভিন্ন স্তরে কাজ করে। তারা উন্নত ফাইবার লেজার সিস্টেম, সমন্বয় পরিমাপ মেশিন (CMM) এবং কোণ সংশোধন প্রযুক্তি সহ স্বয়ংক্রিয় বেন্ডিং সিস্টেম ব্যবহার করে। তবে তাদের চেয়ে বেশি গুরুত্বপূর্ণ হলো তারা উপাদানের আচরণ বোঝে—যেমন বেঁকানোর পর বিভিন্ন মিশ্র ধাতু কীভাবে প্রত্যাহারিত হয়, গ্রেন ডিরেকশন ফর্মিং-কে কীভাবে প্রভাবিত করে এবং তাপীয় প্রসারণ চূড়ান্ত মাত্রাকে কীভাবে প্রভাবিত করে।
মানক এবং সূক্ষ্ম নির্মাণের মধ্যে প্রধান পার্থক্যগুলি হলো:
- সরঞ্জামের জটিলতা: মানক কারখানাগুলিতে মৌলিক ক্যালিপার এবং দৃশ্যমান পরীক্ষা ব্যবহার করা হয়; সূক্ষ্ম শীট মেটাল কোম্পানিগুলি সিএমএম (CMM) সিস্টেম, অপটিক্যাল কম্প্যারেটর এবং লেজার পরিমাপ প্রযুক্তি ব্যবহার করে
- উপকরণ বিশেষজ্ঞতা: সূক্ষ্ম নির্মাতারা বুঝতে পারেন যে ৩১৬এল স্টেইনলেস স্টিল ফর্মিং অপারেশনের সময় ৩০৪-এর তুলনায় কীভাবে ভিন্নভাবে আচরণ করে
- টুলিং বিনিয়োগঃ অ্যাপ্লিকেশন-বিশেষ টুলিং এবং সূক্ষ্ম ফিক্সচার যা সাধারণ টুলগুলির তুলনায় ৩-৫ গুণ বেশি খরচ হতে পারে, কিন্তু পুনরাবৃত্তিযোগ্য নির্ভুলতা প্রদান করে
- মান ব্যবস্থা: পরিসংখ্যানিক প্রক্রিয়া নিয়ন্ত্রণ, প্রথম নমুনা পরীক্ষা এবং সম্পূর্ণ উপকরণ ট্রেসেবিলিটি
ধাতু কাজে সহনশীলতা বিশেষকরণ বোঝা
সহনশীলতা আপনার পণ্যের সম্পূর্ণ জীবনচক্র জুড়ে চলমান একটি "সূক্ষ্মতা চুক্তি" হিসাবে কাজ করে। প্রতিটি সহনশীলতা বিশেষকরণ ভবিষ্যতের কার্যকারিতা, উৎপাদন খরচ এবং সংযোজন দক্ষতাকে প্রভাবিত করে। সহনশীলতাগুলিকে আপনার নমিনাল মাত্রার চারপাশের রেলিং হিসাবে ভাবুন—এই সীমার মধ্যে থাকুন, তাহলে আপনার পার্টগুলি সঠিকভাবে কাজ করবে।
শিল্প মানদণ্ড অনুযায়ী, সহনশীলতা শ্রেণির ১৮টি স্তর রয়েছে। প্রকৌশল ব্যবহারের জন্য সূক্ষ্ম ধাতব পাত নির্মাণ কোম্পানিগুলি সাধারণত IT5 থেকে IT7 শ্রেণির মধ্যে কাজ করে, অন্যদিকে স্ট্যান্ডার্ড দোকানগুলি IT12 থেকে IT14 পরিসরে কাজ করে।
এর ব্যবহারিক অর্থ হল:
- লেজার কাটিং: আধুনিক ফাইবার লেজার সিস্টেমগুলি উপাদানের পুরুত্বের উপর নির্ভর করে ±০.১ মিমি থেকে ±০.৩ মিমি পরিসরে সহনশীলতা বজায় রাখে।
- বেন্ডিং অপারেশন: সূক্ষ্ম প্রেস ব্রেকগুলি প্রায় ±০.৫° কোণিক সহনশীলতা অর্জন করে।
- নির্ভুল স্ট্যাম্পিং: ±০.০৫ মিমি বা তার চেয়ে কঠোরতর মাত্রিক সহনশীলতা অর্জনে সক্ষম
এয়ারোস্পেস, চিকিৎসা যন্ত্রপাতি এবং প্রতিরক্ষা শিল্পের মতো শিল্পগুলিতে এই কঠোর বিশেষকরণগুলি প্রয়োজন হয়, কারণ উপাদানের ব্যর্থতার গুরুতর পরিণতি হতে পারে। এয়ারোস্পেস অ্যাপ্লিকেশনে, ০.০২০" বিচ্যুতি একটি অংশকে সম্পূর্ণরূপে অব্যবহারযোগ্য করে তুলতে পারে। চিকিৎসা যন্ত্রপাতির আবরণের ক্ষেত্রে, মাত্রিক নির্ভুলতা সরাসরি FDA অনুমোদন এবং রোগীর নিরাপত্তার উপর প্রভাব ফেলে।
চ্যালেঞ্জটি কী? অপ্রয়োজনীয়ভাবে কঠোর সহনশীলতা (টলারেন্স) প্রয়োগ করা হলে ডেলিভারি সময় উল্লেখযোগ্যভাবে বৃদ্ধি পায় এবং খরচও বেড়ে যায়। লক্ষ্য হলো ভারসাম্য খুঁজে পাওয়া—অর্থাৎ ফাংশন বজায় রাখার জন্য যথেষ্ট কঠোর সহনশীলতা, কিন্তু একইসাথে দক্ষতার সাথে উৎপাদন করা যায় এমন ব্যবহারিক স্তরের সহনশীলতা। এই ভারসাম্যটি বোঝা আপনার সঠিক প্রিসিশন শীট মেটাল ফ্যাব্রিকেশন পার্টনার নির্বাচনের প্রথম পদক্ষেপ।
মূল ফ্যাব্রিকেশন প্রক্রিয়া এবং সরঞ্জামের ক্ষমতা
এখন আপনি বুঝতে পেরেছেন যে প্রিসিশন কাজ এবং স্ট্যান্ডার্ড ফ্যাব্রিকেশনের মধ্যে পার্থক্য কী। এখন আসুন সেই কঠোর সহনশীলতা অর্জনের জন্য প্রয়োজনীয় আসল প্রক্রিয়াগুলো নিয়ে আলোচনা করি। একটি প্রিসিশন শীট মেটাল ফ্যাব্রিকেশন কোম্পানি শুধুমাত্র ব্যয়বহুল সরঞ্জাম কিনে রাখে না—বরং তারা প্রতিটি প্রক্রিয়া কীভাবে মাত্রিক নির্ভুলতা এবং পৃষ্ঠের গুণগত মানের প্রতি অবদান রাখে, সে বিষয়ে গভীর বোঝাপড়া রাখে। সম্ভাব্য পার্টনারদের মূল্যায়ন করার সময় এই প্রক্রিয়াগুলো কী কী সুযোগ-সুবিধা প্রদান করে, তা জানা আপনাকে অধিক স্মার্ট প্রশ্ন করতে এবং প্রকৃত ক্ষমতা চিহ্নিত করতে সাহায্য করবে।
দ্বারা ব্যবহৃত মূল প্রক্রিয়াগুলো প্রিসিশন শীট মেটাল ফ্যাব কোম্পানিগুলো এগুলি একাধিক শ্রেণিতে বিভক্ত হয়, যেখানে প্রতিটি শ্রেণি সমতল উপকরণকে চূড়ান্ত উপাদানে রূপান্তর করতে নির্দিষ্ট উদ্দেশ্য পূরণ করে:
- লেজার কাটিং: এটি ফোকাস করা আলোক শক্তি ব্যবহার করে অত্যন্ত নির্ভুল কাটিং সম্পাদন করে, যার ফলে উপকরণের বিকৃতি ন্যূনতম হয় এবং দৃশ্যমান পৃষ্ঠের জন্য উপযুক্ত কিনারা গুণগত মান অর্জন করা যায়
- সিএনসি পাঞ্চিং: উচ্চ-পরিমাণ উৎপাদনের অ্যাপ্লিকেশনে ছিদ্র তৈরি ও আকৃতি প্রদানের জন্য পাঞ্চিং র্যামের নীচে উপকরণ স্থাপন করা হয়
- বাঁকানো এবং গঠন: প্রেস ব্রেক ও বিশেষায়িত টুলিং ব্যবহার করে সমতল ব্ল্যাঙ্কগুলিকে ত্রিমাত্রিক আকৃতিতে রূপান্তরিত করে
- ঢালাইঃ তাপ ও চাপ প্রয়োগ করে একাধিক উপাদানকে যুক্ত করা হয়; বিভিন্ন পদ্ধতি বিভিন্ন উপকরণ ও অ্যাপ্লিকেশনের জন্য উপযুক্ত
- ওয়াটার জেট কাটিং: তাপ-সংবেদনশীল উপকরণ বা ঘন উপকরণের ক্ষেত্রে, যেখানে তাপজনিত বিকৃতি গ্রহণযোগ্য নয়, উচ্চ-চাপের জল (প্রায়শই অ্যাব্রাসিভ সহ) ব্যবহার করা হয়
লেজার কাটিং এবং এর নির্ভুল কাজে ভূমিকা
যখন আপনার পরিষ্কার কিনারা, কঠোর মাত্রিক সহনশীলতা এবং ন্যূনতম তাপ-প্রভাবিত অঞ্চল সহ যন্ত্রাংশের প্রয়োজন হয়, তখন লেজার কাটিং আপনার প্রধান উৎপাদন পদ্ধতি হয়ে ওঠে। আধুনিক নির্ভুল শীট মেটাল ফ্যাব্রিকেশন কোম্পানিগুলো সাধারণত দুটি প্রধান লেজার প্রযুক্তি ব্যবহার করে: CO2 লেজার এবং ফাইবার লেজার।
ফাইবার লেজার কাটিং অধিকাংশ নির্ভুল অ্যাপ্লিকেশনের জন্য শিল্প মানদণ্ড হয়ে উঠেছে। শিল্প সূত্রগুলি অনুসারে, ফাইবার লেজারগুলি অপটিক্যাল ফাইবারের মাধ্যমে সঞ্চালিত লেজার ডায়োড ব্যবহার করে কাটিং তৈরি করে, যা উচ্চ-শক্তি আউটপুট এবং অসাধারণ দক্ষতা প্রদান করে। এই প্রযুক্তি পুরনো CO2 সিস্টেমগুলিকে চ্যালেঞ্জ করা রিফ্লেক্টিভ উপকরণ—যেমন অ্যালুমিনিয়াম এবং তামা মিশ্র ধাতু—কাটতে অত্যন্ত দক্ষ।
এখানে সরঞ্জামের বিশেষকরণগুলি খুব গুরুত্বপূর্ণ। বিভিন্ন লেজার ক্ষমতা আপনার প্রকল্পের বিকল্পগুলিকে কীভাবে প্রভাবিত করে তা বিবেচনা করুন:
| লেজার টাইপ | শক্তির পরিসর | সেরা প্রয়োগ | উপাদানের পুরুত্ব ক্ষমতা |
|---|---|---|---|
| 8kW ফাইবার লেজার | উচ্চ শক্তির আউটপুট | সাধারণ প্রকৌশল, ঘন প্লেট কাটিং | মাইল্ড স্টিল সর্বোচ্চ 30 মিমি; স্টেইনলেস স্টিল সর্বোচ্চ 30 মিমি |
| 4kW CO2 লেজার | মাঝারি শক্তি আউটপুট | সাইনবোর্ড, সজাবার কাজ, পাতলা উপকরণ | মাইল্ড স্টিল ১৬ মিমি পর্যন্ত; স্টেইনলেস স্টিল ১২ মিমি পর্যন্ত |
| তারের EDM | বৈদ্যুতিক ডিসচার্জ | অত্যন্ত কঠোর সহনশীলতা, শক্তিশালীকৃত উপকরণ | গোষ্ঠীর আকার দ্বারা সীমিত, উপকরণের কঠিনতা দ্বারা নয় |
লেজারের পাশাপাশি, স্বয়ংক্রিয় উপকরণ হ্যান্ডলিং সিস্টেমগুলির দিকে লক্ষ্য রাখুন। অগ্রণী প্রিসিশন শীট মেটাল কোম্পানিগুলি ডিকয়েল লাইন একীভূত করে যা কাঁচামাল সরাসরি কাটিং সিস্টেমে ফিড করে, হ্যান্ডলিং-সংক্রান্ত ক্ষতি কমায় এবং উৎপাদন হার বৃদ্ধি করে। প্লাজমা কাটিং টেবিলগুলি লেজার কাটিং কম অর্থনৈতিক হয়ে ওঠে এমন মোটা উপকরণের জন্য পূরক সরঞ্জাম হিসাবে কাজ করে।
একটি প্রায়শই উপেক্ষিত ক্ষমতা? ওয়্যার ইডিএম প্রক্রিয়াকরণ, যেখানে একটি চার্জযুক্ত পাতলা ধাতব তার বৈদ্যুতিক স্পার্ক ব্যবহার করে কাজের টুকরোর সংস্পর্শ ছাড়াই উপকরণ গলিয়ে দেয়। তারটি কখনও উপকরণকে স্পর্শ করে না—বরং নিয়ন্ত্রিত স্পার্কগুলি ফাঁক পূরণ করে যখন ডাই-ইলেকট্রিক তরল কাটিং অঞ্চলটি শীতল করে এবং অতিরিক্ত উপকরণ দূর করে। এই প্রক্রিয়াটি ঐতিহ্যগত কাটিং পদ্ধতির সাহায্যে অর্জন করা অসম্ভব সহনশীলতা অর্জন করে।
বেন্ডিং, ফর্মিং এবং ওয়েল্ডিং পদ্ধতি ব্যাখ্যা করা হলো
সমতল খালি টুকরোগুলি কাটা শুধুমাত্র উৎপাদন চ্যালেঞ্জের অর্ধেকই প্রতিনিধিত্ব করে। সেই খালি টুকরোগুলিকে তিন-মাত্রিক উপাদানে রূপান্তর করতে হলে সমানভাবে উন্নত বেন্ডিং এবং ফর্মিং ক্ষমতার প্রয়োজন হয়।
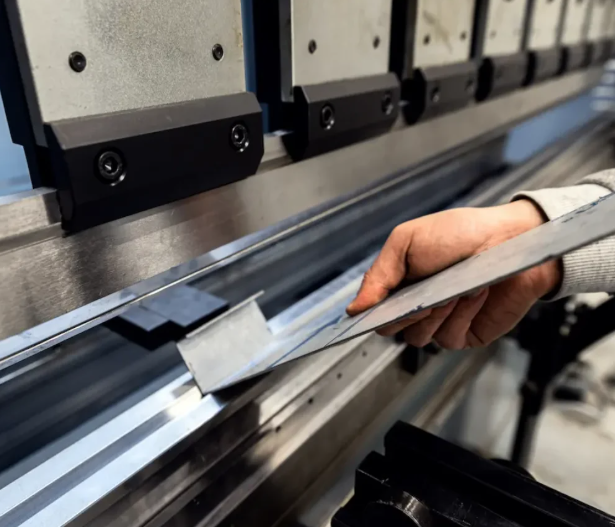
প্রেস ব্রেক প্রযুক্তি ব্যাপকভাবে বিকশিত হয়েছে। আধুনিক সিএনসি প্রেস ব্রেক, যেমন বাইস্ট্রনিক এক্সপার্ট সিরিজ ১৫০ টন বেন্ডিং বল প্রদান করে, যার কাজের গতি সর্বোচ্চ ২০ মিমি/সেকেন্ড এবং সর্বোচ্চ দ্রুত গতি ২২০ মিমি/সেকেন্ড পর্যন্ত। আরও গুরুত্বপূর্ণ হলো, এগুলি বাস্তব সময়ে কোণ পরিমাপ ও সংশোধনের বৈশিষ্ট্য সম্পন্ন—মেশিনটি ফর্মিং প্রক্রিয়ার সময় বেন্ড কোণগুলি প্রকৃতপক্ষে পরিমাপ করে এবং উপাদানের স্প্রিংব্যাক কম্পেনসেট করার জন্য স্বয়ংক্রিয়ভাবে সামঞ্জস্য করে।
এটি আপনার পার্টগুলির জন্য কেন গুরুত্বপূর্ণ? বিভিন্ন উপাদান বেন্ডিংয়ের পর ভিন্ন ভিন্ন পরিমাণ স্প্রিংব্যাক দেখায়। ৩০৪ স্টেইনলেস স্টিলের একটি ৯০-ডিগ্রি বেন্ড চূড়ান্ত কোণ অর্জনের জন্য ৮৮ ডিগ্রিতে ওভারবেন্ড করা প্রয়োজন হতে পারে। স্বয়ংক্রিয় কোণ সংশোধন ছাড়া, অপারেটরদের অভিজ্ঞতা এবং পরীক্ষা-ভিত্তিক পদ্ধতির উপর নির্ভর করতে হয়—যা সময় বৃদ্ধি করে এবং পার্টগুলির মধ্যে ভিন্নতা সৃষ্টি করে।
ওয়েল্ডিং ক্ষমতাগুলি নির্মাণ প্রক্রিয়াটিকে সম্পূর্ণ করে। একটি বিস্তৃত প্রিসিশন শীট মেটাল ফ্যাব্রিকেশন কোম্পানি বিভিন্ন ওয়েল্ডিং পদ্ধতি প্রদান করে যা নির্দিষ্ট অ্যাপ্লিকেশনের সাথে মিলিত হয়:
- TIG ওয়েল্ডিং (টাংস্টেন ইনার্ট গ্যাস): দৃশ্যমান পৃষ্ঠ এবং পাতলা উপকরণের জন্য সবচেয়ে পরিষ্কার ওয়েল্ড তৈরি করে; স্টেইনলেস স্টিল এবং অ্যালুমিনিয়ামের জন্য পছন্দনীয়
- MIG ওয়েল্ডিং (মেটাল ইনার্ট গ্যাস): টিআইজি-এর চেয়ে দ্রুত, দীর্ঘ ওয়েল্ড রান এবং মোটা উপকরণের জন্য আদর্শ
- রেজিস্ট্যান্স স্পট ওয়েল্ডিং: দৃশ্যমান পৃষ্ঠের চিহ্ন ছাড়াই বিচ্ছিন্ন সংযোগ বিন্দু তৈরি করে; এনক্লোজার এবং ব্র্যাকেটগুলির জন্য সাধারণ
- লেজার ওয়েল্ডিং: নির্ভুল অ্যাসেম্বলিগুলির জন্য ন্যূনতম তাপ ইনপুট এবং বিকৃতি প্রদান করে যেখানে কঠোর মাত্রিক নিয়ন্ত্রণ প্রয়োজন
প্রাথমিক নির্মাণের পরেও, আপনার পার্টগুলিকে সম্পূর্ণ করার জন্য দ্বিতীয় ধাপের ক্ষমতাগুলি খুঁজুন। পেশাদার প্রিসিশন শীট মেটাল ফ্যাব্রিকেশন কোম্পানিগুলি হার্ডওয়্যার ইনস্টলেশন, পৃষ্ঠ প্রস্তুতির জন্য গ্রাইন্ডিং এবং স্যান্ডিং, করোশন প্রতিরোধের জন্য পাউডার কোটিং বা তরল পেইন্টিং এবং চূড়ান্ত পণ্য সরবরাহ করার জন্য অ্যাসেম্বলি সেবা প্রদান করে—যা পৃথক উপাদানের পরিবর্তে সম্পূর্ণ পণ্য সরবরাহ করে।
যে সমস্ত সরঞ্জাম একজন ফ্যাব্রিকেটর পরিচালনা করেন, তা তাঁর সক্ষমতার সর্বোচ্চ সীমা সম্পর্কে আপনাকে তথ্য দেয়—কিন্তু তাঁরা এই প্রক্রিয়াগুলোকে কতটা দক্ষতার সাথে একটি সুবিন্যস্ত কাজের প্রবাহে একত্রিত করেন, তা নির্ধারণ করে যে তাঁরা কি ধরনের নির্ভুল ফলাফল ধারাবাহিকভাবে সরবরাহ করতে পারবেন। এটি আমাদের অন্য একটি গুরুত্বপূর্ণ বিষয়ের দিকে নিয়ে যায়: এই প্রক্রিয়াগুলো যেসব উপাদানের সাথে কাজ করে এবং উপাদান নির্বাচন আপনার নির্ভুল ফলাফলের উপর কীভাবে প্রত্যক্ষভাবে প্রভাব ফেলে।
উপাদান এবং এদের নির্ভুল ফলাফলের উপর প্রভাব
আপনি একটি অত্যন্ত উন্নত সরঞ্জাম ও প্রমাণিত প্রক্রিয়া সম্পন্ন একজন ফ্যাব্রিকেটর নির্বাচন করেছেন। কিন্তু এখানে অনেক ক্রেতা যা মিস করেন: আপনি যে উপাদানটি নির্বাচন করছেন, তা আপনার মাত্রিক নির্ভুলতাকে যতটাই কাজ করছে সেই মেশিনগুলোর মতোই প্রভাবিত করে। একটি নির্ভুল শীট মেটাল ফর্মিং কোম্পানি বুঝে যে প্রতিটি মিশ্র ধাতু কাটিং, বেন্ডিং এবং ওয়েল্ডিং অপারেশনের অধীনে ভিন্ন ভিন্ন আচরণ করে—এবং এই আচরণই সরাসরি নির্ধারণ করে যে আপনার পার্টগুলো নির্দিষ্টকরণ মেনে চলছে কিনা।
এভাবে ভাবুন: বেন্ডিং-এর পর অ্যালুমিনিয়াম মাইল্ড স্টিলের তুলনায় কম পূর্বানুমেয়ভাবে পুনরায় ফিরে আসে। স্টেইনলেস স্টিল ফর্মিংয়ের সময় কঠিন হয়ে ওঠে প্রক্রিয়ার মধ্যেই এর বৈশিষ্ট্যগুলি পরিবর্তন করে, তার ফলে বৈশিষ্ট্যগুলি পরিবর্তিত হয়। তামা মিশ্র ধাতুগুলি এতটাই দক্ষতার সাথে তাপ পরিবহন করে যে ওয়েল্ডিং-এর জন্য সম্পূর্ণ ভিন্ন প্যারামিটার প্রয়োজন। এগুলি কোনও ছোটখাটো বিষয় নয়—এগুলি হল লুকানো চলরাশি যা সফল প্রকল্পগুলিকে ব্যয়বহুল পুনরায় কাজ করার থেকে আলাদা করে।
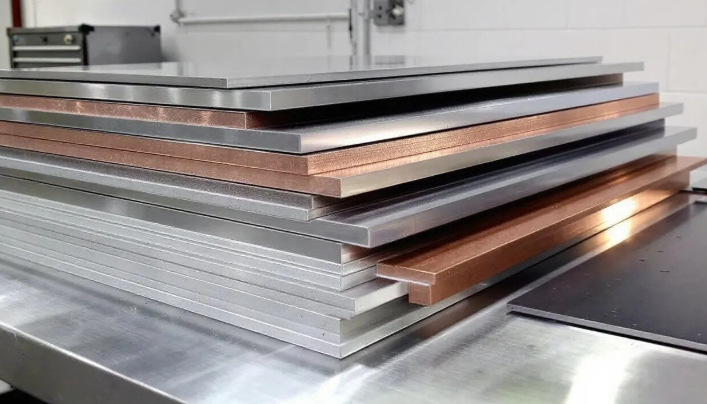
স্টেইনলেস স্টিল, অ্যালুমিনিয়াম এবং বিশেষ মিশ্র ধাতু
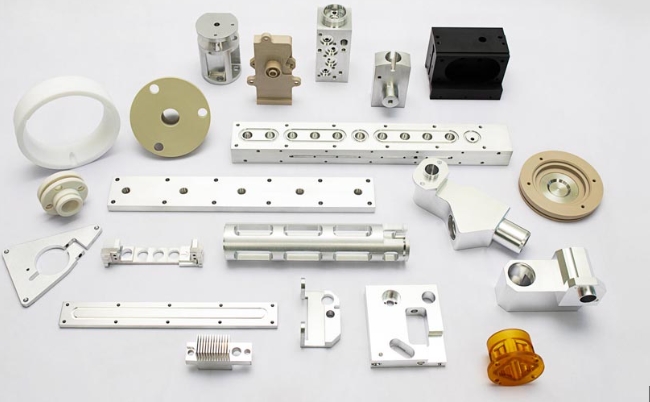
নির্ভুল শীট মেটাল উৎপাদন কোম্পানিগুলি সাধারণত উপকরণের একটি মূল গ্রুপের সাথে কাজ করে, যেখানে প্রতিটি উপকরণ নির্দিষ্ট কর্মক্ষমতা বৈশিষ্ট্যের জন্য নির্বাচিত হয়। এই বিকল্পগুলি বোঝা আপনাকে আপনার অ্যাপ্লিকেশনের প্রয়োজনীয়তার সাথে উপকরণের বৈশিষ্ট্যগুলি মেল করতে সাহায্য করে।
স্টেইনলেস স্টিল এখনও শক্তি এবং ক্ষয় প্রতিরোধের প্রয়োজনীয়তা সম্পন্ন অ্যাপ্লিকেশনগুলির জন্য প্রধান উপকরণ হিসেবে কাজ করছে। অনুযায়ী নির্ভুল উৎপাদন বিশেষজ্ঞদের উপকরণ বিশ্লেষণ স্টেইনলেস স্টিলের বিভিন্ন প্রকার বিভিন্ন উদ্দেশ্যে ব্যবহৃত হয়:
- অস্টেনিটিক গ্রেড (304, 316): অত্যুত্তম ক্ষয় প্রতিরোধ ক্ষমতা, অ্যানিলড অবস্থায় অচুম্বকীয়, উচ্চ তন্যতা এবং আকৃতি গঠনের সক্ষমতা—চিকিৎসা যন্ত্রপাতি এবং খাদ্য প্রক্রিয়াকরণ সরঞ্জামের জন্য আদর্শ
- ফেরিটিক গ্রেড (৪৩০, ৪৪৬): চুম্বকীয়, তাপ-প্রতিরোধী, শিল্প চুল্লি এবং এক্সহস্ট সিস্টেমের মতো উচ্চ-তাপমাত্রার অ্যাপ্লিকেশনের জন্য উপযুক্ত
- মার্টেনসিটিক গ্রেড (৪১০, ৪২০): তাপ চিকিৎসা দ্বারা কঠিন করা যায়, চমৎকার শক্তি এবং ক্ষয় প্রতিরোধের ক্ষমতা—এগুলি সাধারণত বিমান ও মহাকাশ উপাদান এবং সূক্ষ্ম টুলিং-এর জন্য নির্দিষ্ট করা হয়
এলুমিনিয়াম লৈগ ভর হ্রাসের প্রয়োজন হয় এমন অ্যাপ্লিকেশনগুলিতে সর্বোত্তম শক্তি-থেকে-ওজন অনুপাত প্রদান করে। ৬০৬১ মিশ্র ধাতুটি সূক্ষ্ম কাজে প্রাধান্য পায় কারণ এটি পরিষ্কারভাবে মেশিন করা যায়, স্থিতিশীল সেটআপে ±০.০১–০.০২ মিমি টলারেন্স বজায় রাখে এবং প্রিমিয়াম ফিনিশের জন্য অ্যানোডাইজিং গ্রহণ করে। ইলেকট্রনিক্স, অডিও সরঞ্জাম এবং পোর্টেবল ডিভাইসের এনক্লোজারগুলির ক্ষেত্রে অ্যালুমিনিয়াম কার্যকারিতা এবং দৃষ্টিনন্দন উভয় বৈশিষ্ট্যই প্রদান করে।
বিশেষ ধাতু মিশ্রণ যখন স্ট্যান্ডার্ড উপকরণগুলি চরম প্রয়োজনীয়তা পূরণ করতে পারে না, তখন এটি চিত্রে প্রবেশ করে। টাইটানিয়াম চিকিৎসা সংক্রান্ত ইমপ্লান্ট এবং মহাকাশ অ্যাপ্লিকেশনের জন্য অসাধারণ শক্তি-ওজন অনুপাত এবং ক্ষয় প্রতিরোধের ক্ষমতা প্রদান করে—যদিও এর নিম্ন তাপীয় পরিবাহিতা এবং কাজ-কঠিনকরণের প্রবণতা বিশেষায়িত উৎপাদন দক্ষতা প্রয়োজন করে। তামা এবং পিতল ইলেকট্রনিক অ্যাপ্লিকেশনের জন্য উত্কৃষ্ট বৈদ্যুতিক ও তাপীয় পরিবাহিতা প্রদান করে, কিন্তু এদের ওজন এবং খরচ ফাংশন-সমালোচনামূলক উপাদানগুলিতে ব্যবহারকে সীমিত করে।
উপকরণের বৈশিষ্ট্যগুলি কীভাবে নির্ভুল উৎপাদনকে প্রভাবিত করে
এখানেই উপকরণ নির্বাচন ব্যবহারিক হয়ে ওঠে। আপনি যে ডেটাশিটে প্রতিটি বৈশিষ্ট্য দেখছেন, তা সরাসরি উৎপাদনের চ্যালেঞ্জ বা সুবিধার সাথে সম্পর্কিত। একটি নির্ভুল শীট মেটাল উৎপাদন কোম্পানি আপনার প্রকল্পের জন্য কোটেশন দেওয়ার আগে এই ফ্যাক্টরগুলি মূল্যায়ন করে:
| উপাদান | সাধারণত অর্জনযোগ্য সহনশীলতা | ন্যূনতম বেঞ্চ রেডিয়াস | সিল্ডিং ক্ষমতা | সেরা প্রয়োগ |
|---|---|---|---|---|
| রোজেন 304/316 | ±০.০১–০.০২ মিমি | ≥১.৫–২× পুরুত্ব | টিআইজি/এমআইজি দ্বারা সহজে ওয়েল্ড করা যায় | চিকিৎসা সংক্রান্ত যন্ত্রপাতি, খাদ্য সরঞ্জাম, সামুদ্রিক পরিবেশ |
| অ্যালুমিনিয়াম 6061 | ±০.০১–০.০২ মিমি | ≥১× পুরুত্ব | ওয়েল্ড করা যায়, কিন্তু তাপ-প্রভাবিত অঞ্চলে ৩০–৫০% শক্তি হারায় | হালকা ওজনের আবদ্ধকরণ, তাপ বিচ্ছুতিকারী, মহাকাশ গঠন |
| মিল্ড স্টিল | ±০.০৫ মিমি (বিকৃতির প্রবণ) | ≥১× পুরুত্ব | অত্যুত্তম—সবচেয়ে সহনশীল ওয়েল্ডিংয়ের জন্য | গঠনমূলক ব্র্যাকেট, ফ্রেম, খরচ-সংবেদনশীল উপাদান |
| তামা/পিতল | ±০.০২–০.০৫ মিমি | ≥০.৫–১× পুরুত্ব | ওয়েল্ডিং করা কঠিন; ব্রেজিং পছন্দনীয় | বৈদ্যুতিক যোগাযোগ, তাপ বিনিময়কারী, সজ্জামূলক উপাদান |
| টাইটানিয়াম | ±০.০২–০.০৫ মিমি | ≥1.5× পুরুত্ব | বিশেষায়িত নিষ্ক্রিয় বায়ুমণ্ডলের প্রয়োজন | চিকিৎসা প্রতিস্থাপন, মহাকাশ, উচ্চ-কর্মক্ষমতা সম্পন্ন অ্যাপ্লিকেশন |
দেখুন কিভাবে মাইল্ড স্টিল—যা প্রায়শই সবচেয়ে সাশ্রয়ী বিকল্প—সহনশীলতা কলামে "বিকৃতির প্রবণ" হিসাবে উল্লেখ করা হয়েছে। এটি যন্ত্রপাতির সীমাবদ্ধতা নয়; এটি উপকরণের আচরণ। পাতলা গেজের মাইল্ড স্টিল মেশিনিং বা ওয়েল্ডিংয়ের সময় বিকৃত হওয়ার প্রবণতা রাখে, ফলে ±০.০৫ মিমি টাইটার সহনশীলতা অর্জন করা সম্ভব হয় না, যা অ্যালুমিনিয়াম বা স্টেইনলেস স্টিলের ক্ষেত্রে সম্ভব।
বেন্ড রেডিয়াসের প্রয়োজনীয়তা আরেকটি গুরুত্বপূর্ণ বিবেচনা তুলে ধরে। ফ্যাব্রিকেশন বিশেষজ্ঞদের মতে, যেসব ডিজাইনার স্টেইনলেস স্টিলে ৯০-ডিগ্রির তীব্র বেন্ড নির্দিষ্ট করেন কিন্তু যথেষ্ট রেডিয়াস নির্দিষ্ট করেন না, তারা প্রায়শই ফর্মিংয়ের সময় প্রান্তে ফাটল দেখতে পান। নিরাপদ ডিফল্ট কী? প্লাস্টিক ধাতুগুলির জন্য বেন্ড রেডিয়াস উপকরণের পুরুত্বের সমান বা তার চেয়ে বেশি সেট করুন, এবং স্টেইনলেস স্টিলের মতো কম সহনশীল অ্যালয়ের জন্য এটি ১.৫–২× পর্যন্ত বাড়ান।
পরিবেশগত অবস্থাও ক্রেতারা যা প্রায়শই উপেক্ষা করেন তার মতো উপাদান নির্বাচনকে প্রভাবিত করে। বাইরের, সমুদ্রের বা জীবাণুমুক্ত অ্যাপ্লিকেশনের ক্ষেত্রে, যেখানে ক্ষয় ধ্রুব হয়, সেখানে স্টেইনলেস স্টিল ৩০৪ বা ৩১৬ বাধ্যতামূলক হয়ে ওঠে। সাধারণ ব্যবহারে অ্যালুমিনিয়াম ক্ষয় প্রতিরোধ করে, কিন্তু লবণাক্ত জলের পরিবেশে এটি অ্যানোডাইজিং বা সুরক্ষামূলক কোটিং প্রয়োজন করে। মাইল্ড স্টিল ভালোভাবে কোট করা হলে অভ্যন্তরীণ ব্যবহারের জন্য উপযুক্ত, কিন্তু যদি সুরক্ষা ছাড়াই আর্দ্রতার সংস্পর্শে আসে তবে এটি দ্রুত মরিচা ধরবে।
মূল বিষয়টি কী? উপাদান নির্বাচন আপনার নির্ভুলতা প্রয়োজনীয়তা থেকে স্বতন্ত্র নয়—এটি তার অবিচ্ছেদ্য অংশ। একই ±০.০১০" সহনশীলতা অর্জন করা কাজ-শক্তিকৃত টাইটানিয়ামের তুলনায় ভালোভাবে আচরণকারী ৬০৬১ অ্যালুমিনিয়ামে উল্লেখযোগ্যভাবে কম খরচে সম্ভব। একটি দক্ষ নির্ভুল শীট মেটাল উৎপাদন কোম্পানি আপনাকে এই বাণিজ্যিক সমঝোতা ন্যাভিগেট করতে সাহায্য করে, যাতে উপাদানের বৈশিষ্ট্যগুলি ফাংশনাল প্রয়োজনীয়তা এবং বাজেট সীমাবদ্ধতার সাথে সামঞ্জস্যপূর্ণ হয়।
উপকরণগুলি বোঝার পর, আপনার পরবর্তী চ্যালেঞ্জ হয়ে ওঠে সম্ভাব্য উৎপাদন অংশীদারদের মূল্যায়ন করা, যারা আসলেই তাদের প্রতিশ্রুতি অনুযায়ী নির্ভুলতা প্রদান করতে সক্ষম কিনা তা যাচাই করা। এই মূল্যায়নটি শুধুমাত্র সরঞ্জামের তালিকা অতিক্রম করে প্রমাণপত্র, গুণগত ব্যবস্থা এবং উৎপাদন পদ্ধতিকে অন্তর্ভুক্ত করে, যা বিশ্বস্ত অংশীদারদের ঝুঁকিপূর্ণ পছন্দগুলি থেকে পৃথক করে।

একজন নির্ভুল শীট মেটাল অংশীদারকে কীভাবে মূল্যায়ন ও নির্বাচন করবেন
আপনি প্রক্রিয়াগুলি পর্যালোচনা করেছেন, সরঞ্জামের বিবরণ পরীক্ষা করেছেন এবং উপকরণের বিকল্পগুলি তুলনা করেছেন। কিন্তু এখানেই অধিকাংশ ক্রেতা ব্যর্থ হন: সেই প্রযুক্তিগত জ্ঞানকে একটি বিশ্বস্ত মূল্যায়ন ফ্রেমওয়ার্কে রূপান্তরিত করা। আপনি কীভাবে প্রকৃতপক্ষে যাচাই করবেন যে একটি কাস্টম নির্ভুল শীট মেটাল উৎপাদন কোম্পানি মাস বা বছরের পর বছর ধরে উৎপাদনের সময় ধারাবাহিকভাবে ফলাফল প্রদান করতে সক্ষম?
উত্তরটি নিহিত রয়েছে গুণগত সার্টিফিকেশনগুলি আসলে কী প্রমাণ করে, শুধুমাত্র সরঞ্জামের তালিকা ছাড়াও উৎপাদন পদ্ধতিগুলি মূল্যায়ন করার উপায় এবং কোন কার্যক্রম-ভিত্তিক নির্দেশকগুলি বিশ্ব-মানের নির্ভুলতা সহযোগীদের মধ্যে মধ্যম স্তরের কর্মক্ষমতা সম্পন্ন সংস্থাগুলি থেকে পৃথক করে। চলুন একটি ব্যবহারিক মূল্যায়ন চেকলিস্ট তৈরি করি যা আপনি যেকোনো সম্ভাব্য ফ্যাব্রিকেশন সহযোগীর ক্ষেত্রে প্রয়োগ করতে পারবেন।
গুণগত সার্টিফিকেশন এবং এগুলির অর্থ
সার্টিফিকেশনগুলি শুধুমাত্র লবিতে ঝুলানো প্লাক নয়—এগুলি যাচাইকৃত গুণগত ব্যবস্থাপনা পদ্ধতিকে প্রতিনিধিত্ব করে যা আপনার সরবরাহকারী কর্তৃক উৎপাদিত প্রতিটি অংশকে প্রভাবিত করে। কিন্তু সকল সার্টিফিকেশনই প্রতিটি অ্যাপ্লিকেশনের জন্য সমান ওজন বহন করে না। এই সার্টিফিকেশনগুলির শ্রেণিবিন্যাস বোঝা আপনাকে উপযুক্ত প্রত্যাশা নির্ধারণে সাহায্য করে।
আইএসও 9001 ভিত্তি হিসেবে কাজ করে। অনুযায়ী উৎপাদন সার্টিফিকেশন বিশেষজ্ঞগণ এই আন্তর্জাতিকভাবে স্বীকৃত মানদণ্ডটি সমস্ত শিল্পখাতে ধারাবাহিক মান নিশ্চিতকরণের জন্য প্রয়োজনীয়তা নির্ধারণ করে। ISO 9001-প্রমাণিত একটি সূক্ষ্ম শীট মেটাল ইনক. কোম্পানি ঔপচারিক মান ব্যবস্থাপনার প্রতি তার দৃঢ় প্রতিশ্রুতি প্রদর্শন করেছে, যার মূল লক্ষ্য—"গ্রাহকদের সন্তুষ্ট করা, দক্ষতা ও সূক্ষ্মতা বৃদ্ধির জন্য প্রক্রিয়াগুলি অপ্টিমাইজ করা এবং সমস্ত স্তরের কর্মচারীদের অভিপ্রেরণা ও জড়িত করা"। এই প্রমাণীকরণের জন্য প্রতি তিন বছর পরপর একটি গভীর নিরীক্ষণে উত্তীর্ণ হওয়া আবশ্যক—অতএব এটি একটি একক অর্জন নয়, বরং চলমান প্রতিশ্রুতির প্রতীক।
AS9100 aS9100 মানদণ্ডটি ISO 9001-এর প্রয়োজনীয়তাগুলিকে বিমান চলাচল, মহাকাশ ও প্রতিরক্ষা ক্ষেত্রের বিশেষ প্রয়োজনীয়তার জন্য প্রসারিত করে। যদি আপনার উপাদানগুলি মানব নিরাপত্তাকে প্রভাবিত করতে পারে—যেমন বিমানের কাঠামো, চিকিৎসা যন্ত্রপাতি বা প্রতিরক্ষা ব্যবস্থা—তবে এই প্রমাণীকরণটি ঐচ্ছিক নয়, বরং অপরিহার্য হয়ে ওঠে। AS9100 নিম্নলিখিত বিষয়গুলিতে কঠোর প্রোটোকল যোগ করে:
- দায়িত্ব নির্ধারিত বিভাগীয় দায়িত্ব সহ ঝুঁকি ব্যবস্থাপনা
- জাল যন্ত্রাংশ প্রতিরোধ ও যাচাইকরণ
- সংজ্ঞায়িত রক্ষণাবেক্ষণ সূচি সহ যন্ত্রপাতি সংরক্ষণ প্রোটোকল
- স্বাধীন পরীক্ষা ও পরিদর্শনের মাধ্যমে তথ্য যাচাই
আইএটিএফ ১৬৯৪৯ এটি স্বয়ংচালিত শিল্পের মান ব্যবস্থাপনা মানককে প্রতিনিধিত্ব করে, যা সরবরাহ শৃঙ্খল জুড়ে ত্রুটি প্রতিরোধ এবং অপচয় হ্রাসের উপর জোর দেয়। চ্যাসিস উপাদান, সাসপেনশন অংশ বা গঠনমূলক সংযোজনগুলির ক্ষেত্রে, এই সার্টিফিকেশনটি নির্দেশ করে যে একটি ফ্যাব্রিকেটর স্বয়ংচালিত-বিশেষ প্রয়োজনীয়তাগুলি বুঝতে পারে।
আপনার নির্দিষ্ট পরিস্থিতিতে আপনার কী খুঁজে নেওয়া উচিত? এই কাঠামোটি ব্যবহার করুন:
| আপনার প্রয়োগ | ন্যূনতম সার্টিফিকেশন | অগ্রাধিকার প্রাপ্ত সার্টিফিকেশন | কেন এটা ব্যাপার |
|---|---|---|---|
| সাধারণ বাণিজ্যিক পণ্য | আইএসও 9001 | আইএসও 9001 | নথিভুক্ত গুণগত প্রক্রিয়া এবং চলমান উন্নয়ন নিশ্চিত করে |
| এয়ারোস্পেস বা প্রতিরক্ষা উপাদান | AS9100 | AS9100 + NADCAP | অধিকাংশ এয়ারোস্পেস OEM-এর জন্য বাধ্যতামূলক; নিরাপত্তা-সম্পর্কিত সমালোচনামূলক ক্ষমতার প্রমাণ দেয় |
| অটোমোটিভ পার্টস | আইএসও 9001 | আইএটিএফ ১৬৯৪৯ | OEM সরবরাহ শৃঙ্খলের প্রয়োজনীয়তার সাথে সামঞ্জস্যপূর্ণ এবং ত্রুটি প্রতিরোধের ফোকাসের সাথে মিলে যায় |
| মেডিকেল ডিভাইসসমূহ | আইএসও 9001 | ISO 13485 | নিয়ম-কানুনের অনুপালন এবং ট্রেসেবিলিটি প্রয়োজনীয়তা পূরণ করে |
সরঞ্জাম ও প্রযুক্তি বিনিয়োগ মূল্যায়ন
সার্টিফিকেশনগুলি সিস্টেম ও প্রক্রিয়াগুলির যাচাই করে। কিন্তু আসল উৎপাদন ক্ষমতা সম্পর্কে কী? এখানে আপনার শুধুমাত্র সরঞ্জামের তালিকা নয়, বরং একটি নির্ভুল শীট মেটাল কোম্পানি কীভাবে উৎপাদন সংগঠিত করে তা বোঝার প্রয়োজন।
সেলুলার উৎপাদন বিন্যাস কার্যক্রমের উন্নত স্তরের একটি সবচেয়ে স্পষ্ট নির্দেশক হিসেবে বিবেচিত হয়। প্রক্রিয়া ধরন অনুযায়ী সরঞ্জামগুলি সাজানোর পরিবর্তে—যেমন, সমস্ত লেজার একটি নির্দিষ্ট এলাকায়, সমস্ত প্রেস ব্রেক অন্য একটি এলাকায়—সেলুলার বিন্যাসে মেশিনগুলিকে নির্দিষ্ট পণ্য পরিবারের জন্য গোষ্ঠীভুক্ত করা হয়। অনুযায়ী লিন উৎপাদন বিশেষজ্ঞদের এই পদ্ধতি কার্য-প্রক্রিয়ায় থাকা ইনভেন্টরি এবং লিড টাইম উল্লেখযোগ্যভাবে কমায় এবং গুণগত সামঞ্জস্যতা উন্নত করে।
এটি নির্ভুলতার জন্য কেন গুরুত্বপূর্ণ? যখন অংশগুলি অপারেশনগুলির মধ্যে ছোট দূরত্ব অতিক্রম করে, তখন হ্যান্ডলিং-সংক্রান্ত ক্ষতি কমে যায়। যখন একই দল একটি সম্পূর্ণ পণ্য পরিবারের তত্ত্বাবধান করে, তখন তারা সেই পরিবারের সহনশীলতা এবং উপাদানের আচরণ সম্পর্কে গভীর বিশেষজ্ঞতা অর্জন করে। ফলাফল: কম ত্রুটি, দ্রুত প্রবাহ এবং আরও ভবিষ্যদ্বাণীযোগ্য মানস্তর।
ট্যাক্ট টাইম অনুশাসন অন্য একটি মানস্তরের সূচক প্রদান করে। যেসব কারখানা উৎপাদনের ছন্দ (যে হারে চাহিদা পূরণের জন্য পণ্যগুলি সম্পন্ন করতে হবে) গণনা করে এবং বজায় রাখে, তারা প্রক্রিয়া নিয়ন্ত্রণের পরিপক্বতা প্রদর্শন করে। একজন শিল্প বিশেষজ্ঞ মন্তব্য করেছেন, "স্থির অবস্থায় থাকা অংশগুলি কোনো আয় তৈরি করে না।" র্যাকগুলিতে বিশাল পরিমাণে উৎপাদন-প্রক্রিয়াধীন মজুত থাকা অপ্রত্যাশিত প্রবাহের সূচক, যা প্রায়শই মানস্তরের অসঙ্গতির সাথে সম্পর্কিত।
সরঞ্জামপত্র মূল্যায়ন করার সময়, অপারেশনাল দর্শন প্রকাশ করে এমন প্রশ্নগুলি করুন:
- আপনি উচ্চ-পরিমাণের চুক্তিভিত্তিক কাজকে কম-পরিমাণের প্রোটোটাইপ কাজ থেকে কীভাবে পৃথক করেন?
- আপনার সাধারণ উৎপাদন-প্রক্রিয়াধীন মজুতের মাত্রা কত, যা উৎপাদনের দিন হিসাবে পরিমাপ করা হয়?
- আপনি উৎপাদনের মধ্যে প্রকৌশলগত পরিবর্তনগুলির প্রতি কত দ্রুত সাড়া দিতে পারেন?
- কত শতাংশ অংশ পুনরায় কাজ করা বা নষ্ট করা হয়?
এই উত্তরগুলি যন্ত্রপাতির বিবরণী চিঠির চেয়ে আরও বেশি নির্ভুলতা ক্ষমতা সম্পর্কে প্রকাশ করে।
আপনার অংশীদার মূল্যায়ন চেকলিস্ট
একটি নির্ভুল শীট মেটাল অংশীদারের সাথে চুক্তি করার আগে, এই ব্যাপক চেকলিস্টটি ব্যবহার করুন। প্রতিটি আইটেম প্রতিটি প্রকল্পের জন্য প্রযোজ্য নাও হতে পারে, কিন্তু এই ক্ষেত্রগুলি কভার করা ব্যয়বহুল অপ্রত্যাশিত ঘটনা রোধ করে:
- সার্টিফিকেশন যাচাইকরণ: বর্তমান সার্টিফিকেটগুলির কপি অনুরোধ করুন এবং মেয়াদ শেষ হওয়ার তারিখ যাচাই করুন; সার্টিফিকেশনের জন্য তিন বছর পরপর নিরীক্ষণ আবশ্যক
- গুণগত ব্যবস্থা ডকুমেন্টেশন: নমুনা পরীক্ষা প্রতিবেদন, প্রথম আর্টিকেল পরীক্ষা পদ্ধতি এবং সংশোধনমূলক ব্যবস্থা উদাহরণ জানতে অনুরোধ করুন
- সরঞ্জামের ক্ষমতা: নিশ্চিত করুন যে নির্দিষ্ট মেশিনগুলি আপনার উপাদানের ধরন, পুরুত্ব এবং সহনশীলতা প্রয়োজনীয়তা পূরণ করতে পারে
- উপকরণ ট্রেসেবিলিটি: তাদের চূড়ান্ত অংশগুলি এবং কাঁচামালের সার্টিফিকেশনের সাথে সম্পূর্ণ রেকর্ড রাখা হয় কিনা তা যাচাই করুন
- পরিদর্শন সরঞ্জাম: আপনার সহনশীলতা প্রয়োজনীয়তা অনুযায়ী CMM সিস্টেম, অপটিক্যাল কম্প্যারেটর এবং ক্যালিব্রেটেড পরিমাপ যন্ত্রপাতি খুঁজুন
- পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ: তাদের কাছে গুরুত্বপূর্ণ মাত্রাগুলির জন্য প্রক্রিয়া ক্ষমতা (Cpk মান) ট্র্যাক করা হয় কিনা জিজ্ঞাসা করুন
- নেতৃত্ব সময়ের স্বচ্ছতা: বাস্তবসম্মত সময়সীমা অনুরোধ করুন এবং এগুলি কী কারণে নির্ধারিত হয়েছে—ক্ষমতা সীমাবদ্ধতা, উপকরণের উপলব্ধতা বা প্রক্রিয়ার জটিলতা—তা বুঝুন
- যোগাযোগের সাড়া দেওয়ার গতি: মূল্যায়নের সময় তারা কত দ্রুত আপনার উদ্ধৃতি অনুরোধ এবং প্রযুক্তিগত প্রশ্নগুলির উত্তর দেয়, তা লক্ষ্য করুন
- নমুনা বা প্রোটোটাইপ উপলব্ধতা: উৎপাদন পরিমাণে চূড়ান্ত প্রতিশ্রুতি দেওয়ার আগে নমুনা যন্ত্রাংশ অনুরোধ করার বিষয়টি বিবেচনা করুন
- রেফারেন্স অ্যাকাউন্ট: আপনার শিল্প ক্ষেত্রে বা সমান নির্ভুলতা প্রয়োজনীয়তা সম্পন্ন গ্রাহকদের রেফারেন্স চান
সর্বোত্তম নির্ভুলতা শীট মেটাল নির্মাতা কোম্পানিগুলি এই ধরনের গভীর পরীক্ষা-নিরীক্ষাকে স্বাগত জানায়। তারা যাচাইকৃত মানের প্রমাণ দেওয়ার জন্য বিশেষভাবে সিস্টেম ও ক্ষমতায় বিনিয়োগ করেছে—এবং তারা বুঝেছে যে বিস্তারিত মূল্যায়ন সফল দীর্ঘমেয়াদী অংশীদারিত্বের ভিত্তি গড়ে তোলে।
মূল্যায়নের মাপদণ্ডগুলি প্রতিষ্ঠিত হওয়ার পর, আপনি এখন অন্য একটি গুরুত্বপূর্ণ বিষয় বিবেচনা করতে প্রস্তুত—যা সফল প্রকল্পগুলিকে বিরক্তিকর প্রকল্প থেকে পৃথক করে: আপনার নকশা-সংক্রান্ত সিদ্ধান্তগুলি কীভাবে আপনার প্রয়োজনীয় নির্ভুল ফলাফলগুলিকে সক্ষম করে—অথবা সীমাবদ্ধ করে।
পাতলা ধাতব প্লেটের প্রকল্পে উৎপাদনের জন্য নকশা
এখানে একটি বাস্তবতা রয়েছে যা অনেক ক্রেতাকে অপ্রস্তুত অবস্থায় ফেলে: আপনার নকশা-সংক্রান্ত সিদ্ধান্তগুলি যতটা কাজ করছে এমন সরঞ্জামগুলির প্রভাব ফেলে, তার চেয়েও বেশি প্রভাব ফেলে উৎপাদনের ফলাফলের উপর। একটি সম্পূর্ণ দক্ষ নির্ভুল পাতলা ধাতব প্লেট উৎপাদন কোম্পানি মৌলিক উৎপাদন সীমাবদ্ধতা উপেক্ষা করে তৈরি করা অংশগুলির সাথে সংগ্রাম করতে পারে—যেখানে সরল নকশাগুলি সামঞ্জস্যপূর্ণ মান ও কম খরচে উৎপাদন প্রক্রিয়ায় দ্রুত অগ্রসর হয়।
উৎপাদনের জন্য নকশা (DFM) হল আপনার পর্দায় কল্পনা করা এবং ধাতুতে শারীরিকভাবে অর্জনযোগ্য ব্যাপারের মধ্যে সেতুবন্ধন। অনুযায়ী শীট মেটাল DFM বিশেষজ্ঞদের এই ধারণাটি হলো আপনার পার্টগুলিকে এমনভাবে ডিজাইন করা যাতে সেগুলি তৈরি করা সহজ—এবং ফলস্বরূপ অর্থনৈতিক—হয়। এই নীতিগুলি উপেক্ষা করলে আপনি নির্মাতাদের কাছে পরিচিত "উৎপাদন ঘর্ষণ"-এর মুখোমুখি হবেন: উচ্চতর মূল্য, দীর্ঘতর অপেক্ষা সময় এবং ভুলের ঝুঁকি বৃদ্ধি পাবে।
আপনি যদি অভিজ্ঞ প্রকৌশলী হোন অথবা প্রোটোটাইপ তৈরি করছেন এমন ব্যবসায়িক মালিক হোন, তবে এই DFM-এর মৌলিক নীতিগুলি বুঝতে পারলে আপনি আপনার নির্মাণ পার্টনারের সঙ্গে কার্যকরভাবে যোগাযোগ করতে পারবেন এবং সমস্যাগুলি ব্যয়বহুল হওয়ার আগেই সম্ভাব্য ঝুঁকিগুলি চিহ্নিত করতে পারবেন।
যেসব ডিজাইন উপাদান নির্ভুল নির্মাণকে সক্ষম করে
চিন্তা করুন শীট মেটালকে কার্ডবোর্ডের মতো—যার খুব নির্দিষ্ট ভাঁজ নিয়ম রয়েছে। প্রতিটি ভাঁজ, ছিদ্র এবং কাটআউট উপাদানের বৈশিষ্ট্যের সঙ্গে পূর্বানুমেয় উপায়ে পরস্পর ক্রিয়া করে—যদি আপনি যা খুঁজছেন তা জানেন। এই মূল DFM নীতিগুলি নির্দেশ করে যে ডিজাইনগুলি নির্ভুল শীট মেটাল কোম্পানিগুলি বিশ্বস্তভাবে উৎপাদন করতে পারে:
- ভাঁজ ব্যাসার্ধ পরিমাপ: আপনার বেঁকে যাওয়ার অভ্যন্তরীণ বক্রতা কমপক্ষে উপাদানের পুরুত্বের সমান হওয়া উচিত। DFM বিশেষজ্ঞরা ব্যাখ্যা করেন যে, যদি আপনি ধাতুকে অত্যধিক তীব্রভাবে ভাঁজ করার চেষ্টা করেন, তবে বাইরের প্রান্তটি ফাটল ধরে যাবে অথবা "ক্রেজিং" হবে। সমস্ত বেঁকে যাওয়াকে একই ব্যাসার্ধে ডিজাইন করলে নির্মাতারা প্রতিটি ভাঁজের জন্য একটি একক টুল ব্যবহার করতে পারেন—যা সেটআপ সময় কমায় এবং আপনার খরচ হ্রাস করে।
- ছিদ্র থেকে বাঁকের দূরত্ব: ছিদ্রগুলি বেঁকে যাওয়ার লাইন থেকে কমপক্ষে উপাদানের পুরুত্বের ২.৫ গুণ এবং একটি বেঁকে যাওয়ার ব্যাসার্ধের সমান দূরত্বে রাখুন। বেঁকে যাওয়ার কাছাকাছি স্থাপন করা ছিদ্রগুলি গঠনের সময় ডিম্বাকৃতি হয়ে যায়, ফলে স্ক্রু বা পিনগুলি সঠিকভাবে প্রবেশ করানো অসম্ভব হয়ে পড়ে।
- বেঁকে যাওয়ার রিলিফ বৈশিষ্ট্য: যখন বেঁকে যাওয়াগুলি সমতল প্রান্তে শেষ হয়, তখন বেঁকে যাওয়ার লাইন এবং প্রান্তের সংযোগস্থলে ছোট আয়তক্ষেত্রাকার বা বৃত্তাকার কাটআউট যোগ করুন। এটি বেঁকে যাওয়ার সংযোগস্থলে চাপ কেন্দ্রীভূত হওয়া এবং ফাটল ধরা রোধ করে।
- ন্যূনতম ফ্ল্যাঞ্জ দৈর্ঘ্য: ফ্ল্যাঞ্জগুলি উপাদানের পুরুত্বের চেয়ে কমপক্ষে চার গুণ লম্বা হওয়া উচিত। প্রেস ব্রেকগুলির গঠনের সময় উপাদানকে ধরে রাখতে যথেষ্ট পৃষ্ঠতলের ক্ষেত্রফল প্রয়োজন—ছোট ফ্ল্যাঞ্জগুলির জন্য কাস্টম, ব্যয়বহুল টুলিং প্রয়োজন হয় যা উৎপাদন খরচ দ্বিগুণ করতে পারে।
- গ্রেইন দিকনির্দেশ সম্পর্কে সচেতনতা: শীট মেটালের একটি "গ্রেন" (শস্য) থাকে, যা মিলে রোলিং প্রক্রিয়ার ফলে তৈরি হয়। গ্রেনের দিকের সমান্তরালে বেঁকানো হলে ফিসার হওয়ার সম্ভাবনা অনেক বেশি হয়। সম্ভব হলে ডিজাইনের সময় ভাঁজগুলি গ্রেনের লম্বভাবে হতে দিন।
- স্লট ও কাটআউটের প্রস্থ: সংকীর্ণ কাটআউটগুলি কমপক্ষে উপাদানের পুরুত্বের ১.৫ গুণ চওড়া রাখুন। লেজার কাটিংয়ের সময় তীব্র তাপ উৎপন্ন হয়—অত্যন্ত সংকীর্ণ স্লট ও ফিঙ্গারগুলি তাপীয় পীড়নের কারণে বিকৃত বা মোচড়ে যায়, যার ফলে সমতলতা ও ফিটিং-এর মান কমে যায়।
বহুসংখ্যক বেঁক সহ যেকোনো অংশের জন্য K-ফ্যাক্টর বোঝা অত্যন্ত গুরুত্বপূর্ণ। প্রযুক্তিগত রেফারেন্স অনুযায়ী, K-ফ্যাক্টর হলো নিউট্রাল অক্ষের অবস্থান এবং উপাদানের পুরুত্বের মধ্যে অনুপাত, যার মান উপাদান ও বেঁকিং প্রক্রিয়ার উপর নির্ভর করে ০.২৫ থেকে ০.৫০ এর মধ্যে পরিবর্তিত হয়। আপনার CAD সফটওয়্যারে এই মানটি সঠিকভাবে নির্ধারণ করা হলে সমতল প্যাটার্নগুলি সঠিকভাবে তৈরি হয় এবং জটিল অ্যাসেম্বলিগুলিতে টলারেন্স স্ট্যাক-আপ রোধ করা যায়।
গুণগত মান কমিয়ে দেওয়ার সাধারণ ডিজাইন ভুলগুলি
এমনকি অভিজ্ঞ ডিজাইনাররাও কখনও কখনও উৎপাদনের চ্যালেঞ্জ সৃষ্টিকারী ত্রুটি করেন। নিম্নলিখিত সাধারণ ভুলগুলির প্রতি লক্ষ্য রাখুন, যেগুলি নির্ভুল শীট মেটাল কোম্পানিগুলি নিয়মিতভাবে মুখোমুখি হয়:
- অ-গুরুত্বপূর্ণ বৈশিষ্ট্যগুলোতে অতিরিক্ত সহনশীলতা প্রয়োগ: যেসব মাত্রা ফাংশনের উপর উল্লেখযোগ্য প্রভাব ফেলে না, সেগুলির জন্য ±০.০০৫" টলারেন্স নির্দিষ্ট করা পরীক্ষা-নিরীক্ষার সময় ও খরচ উল্লেখযোগ্যভাবে বাড়িয়ে দেয়। যেখানে প্রয়োজন নেই, সেখানে টলারেন্সের ব্যাপারে নমনীয় থাকুন—মানক শীট মেটাল টলারেন্সগুলি প্রকল্পগুলিকে বাজেটের মধ্যে রাখে এবং যেখানে এটা গুরুত্বপূর্ণ, সেখানে গুণগত মান বজায় রাখে।
- অ-আদর্শ গর্তের আকার: ৫.১২৩ মিমি এর মতো আকারের ছিদ্র নির্দিষ্ট করা হলে কাস্টম ড্রিল বিট প্রয়োজন হতে পারে। স্ট্যান্ডার্ড আকার (৫ মিমি, ৬ মিমি, ১/৪") ব্যবহার করলে ফ্যাব্রিকেটররা বিদ্যমান টুলস দিয়ে আপনার অর্ডারটি পাঞ্চ করতে পারবেন, যা উচ্চ-গতির সরঞ্জামের মাধ্যমে প্রায় তাত্ক্ষণিক সম্পন্ন হওয়ার সুযোগ করে দেয়।
- স্প্রিংব্যাক উপেক্ষা করা: ধাতু সামান্য স্থিতিস্থাপক। ৯০ ডিগ্রি বাঁক দেওয়া হলে তা স্বাভাবিকভাবে ৮৮ বা ৮৯ ডিগ্রিতে ফিরে আসতে চায়। নির্ভুল ফ্যাব্রিকেটররা এই ঘটনার জন্য পূর্বে কম্পেনসেশন করে থাকেন, কিন্তু স্প্রিংব্যাক অনুমতি ছাড়াই অত্যধিক কঠোর কোণিক টলারেন্স নির্দিষ্ট করলে পরীক্ষা-নিরীক্ষায় ব্যর্থতা ঘটে।
- অপর্যাপ্ত ছিদ্র ব্যবধান: ছিদ্রগুলি কিনারা থেকে প্রায় ১.৫ গুণ উপাদানের পুরুত্ব দূরে এবং পরস্পর থেকে দুই গুণ পুরুত্ব দূরে অবস্থিত হওয়া উচিত। ছিদ্রগুলির মধ্যে কম দূরত্ব রাখলে পাঞ্চিং অপারেশনের সময় উপাদানের বিকৃতি ঘটে।
- কোটিং বিবেচনা বাদ পড়েছে: পাউডার কোটিং এবং অ্যানোডাইজিং মাত্রাগত পুরুত্ব যোগ করে। ডিজাইনগুলি এই পরিবর্তনকে বিশেষভাবে মিটিং সারফেস এবং থ্রেডেড বৈশিষ্ট্যগুলিতে বিবেচনা করতে হবে। এছাড়া, কোটিংয়ের সময় অংশগুলিকে ঝোলানোর জন্য হ্যাঙ্গিং পয়েন্ট প্রয়োজন—যেখানে অকোটেড অংশগুলি গ্রহণযোগ্য তা স্পষ্টভাবে জানানো হওয়া আবশ্যিক।
স্ব-অবস্থানকারী বৈশিষ্ট্যগুলি প্রায়শই উপেক্ষিত সুযোগ উপস্থাপন করে। সম্ভব হলে, অ্যাসেম্বলির সময় নিজেই সঠিকভাবে সামঞ্জস্য করতে পারে এমন অংশগুলি ডিজাইন করুন, যাতে জিগ ও ফিক্সচারের প্রয়োজন কমিয়ে আনা যায়। কার্যকারিতা অনুমতি দিলে PEM ইনসার্ট বা রিভেট ব্যবহার করে ওয়েল্ডিংয়ের পরিবর্তে উল্লেখযোগ্য সময় ও অর্থ সাশ্রয় করা যায়—ওয়েল্ডিংয়ের জন্য দক্ষ শ্রমিকের প্রয়োজন হয় এবং এটি তাপজনিত বিকৃতি সৃষ্টি করে, অন্যদিকে যান্ত্রিক ফাস্টেনিং আরও নিখুঁত মাত্রাগত নিয়ন্ত্রণ বজায় রাখে।
ভালো DFM-এর ব্যবসায়িক প্রভাব উৎপাদন দক্ষতার বাইরেও বিস্তৃত। এই নীতিগুলির প্রতি মনোযোগ দিয়ে তৈরি করা অংশগুলি সাধারণত পুনরায় কাজ করার প্রয়োজন ছাড়াই প্রথম নিবেদন পরীক্ষায় অতিক্রম করে, উৎপাদন চক্রের মধ্যে ধারাবাহিক মান বজায় রাখে এবং নির্মাতারা যখন স্ট্যান্ডার্ড টুলিং ও প্রক্রিয়া ব্যবহার করতে পারে তখন এগুলির খরচ কম হয়। যখন আপনি এমন একটি ডিজাইন উপস্থাপন করেন যা DFM-এর প্রতি সচেতনতা প্রদর্শন করে, তখন নির্ভুল শীট মেটাল কোম্পানিগুলি একজন গ্রাহককে চিনতে পারে যিনি উৎপাদনের বাস্তবতা বোঝে—যা প্রায়শই ভালো মূল্য, দ্রুত উদ্ধৃতি এবং অগ্রাধিকার সময়সূচীর দিকে নিয়ে যায়।
ডিজাইন নীতিগুলি প্রতিষ্ঠিত হওয়ার পর, আপনার নির্ভুল নির্মাণ যাত্রার পরবর্তী ধাপ হলো প্রোটোটাইপিং এবং নতুন পণ্য চালুকরণ প্রক্রিয়াগুলি বোঝা, যা পূর্ণ উৎপাদন পরিমাণে যাওয়ার আগে ডিজাইনগুলির বৈধতা যাচাই করে।
প্রোটোটাইপিং এবং নতুন পণ্য চালুকরণ সেবা
আপনি আপনার পার্টটি উৎপাদনযোগ্যতা বিবেচনা করে ডিজাইন করেছেন। কিন্তু হাজার হাজার ডলার মূল্যের উৎপাদন টুলিং-এ বিনিয়োগ করার আগে আপনি কীভাবে নিশ্চিত হবেন যে এটি আসলেই কাজ করবে? এখানেই নির্ভুল শীট মেটাল প্রোটোটাইপিং সেবাগুলি অমূল্য হয়ে ওঠে—যা ডিজিটাল ডিজাইনগুলিকে আপনার হাতে ধরে নেওয়া, পরীক্ষা করা এবং উন্নত করা যায় এমন ভৌত পার্টে রূপান্তরিত করে।
নতুন পণ্য চালুকরণ (NPI) হল একটি কাঠামোবদ্ধ প্রক্রিয়া যা আপনার ধারণাকে প্রাথমিক ধারণা থেকে যাচাইকৃত উৎপাদন-প্রস্তুতি পর্যন্ত এগিয়ে নেয়। উৎপাদন বিশেষজ্ঞদের মতে, NPI ধারণা সৃষ্টি থেকে উন্নয়ন ও চূড়ান্ত পণ্যের উৎপাদন পর্যন্ত সমগ্র পরিসরকে অন্তর্ভুক্ত করে—সফলতার সুযোগগুলিকে গ্রহণ করার পাশাপাশি সম্ভাব্য ঝুঁকিগুলিকে যতটা সম্ভব কমিয়ে আনে।
নির্ভুল শীট মেটাল NPI কোম্পানি মূল্যায়ন করছেন এমন ক্রেতাদের জন্য এই প্রক্রিয়াটি বোঝা গুরুত্বপূর্ণ, যাতে আপনি আপনার সময়সূচীকে সত্যিকার অর্থে ত্বরান্বিত করতে পারেন এমন অংশীদারদের চিহ্নিত করতে পারেন, যারা শুধু অর্ডার গ্রহণ করে না, বরং মূল্য যোগ করে।
ধারণা থেকে প্রথম নমুনা অনুমোদন পর্যন্ত
কল্পনা করুন যে আপনি শিল্প সরঞ্জামের জন্য একটি নতুন আবদ্ধ বক্স (এনক্লোজার) তৈরি করছেন। আপনার কাছে সিএডি ফাইল, উপকরণের বিবরণ এবং সহনশীলতা (টলারেন্স) প্রয়োজনীয়তা রয়েছে—কিন্তু কিছু প্রশ্ন অবশিষ্ট থাকে। বেঁকগুলি কি প্রত্যাশিত কোণগুলি তৈরি করবে? মাউন্টিং হোলগুলি কি সংযুক্ত উপাদানগুলির সাথে সঠিকভাবে মিলে যাবে? সমাবেশ প্রক্রিয়ায় কি অপ্রত্যাশিত হস্তক্ষেপ (ইন্টারফারেন্স) সমস্যা উদঘাটিত হবে?
প্রোটোটাইপিং কাজের প্রবাহ এই প্রশ্নগুলির উত্তর পদ্ধতিগতভাবে দেয়। শিল্প চর্চার ভিত্তিতে, সাধারণ প্রক্রিয়াটি নিম্নলিখিত পর্যায়গুলি অনুসরণ করে:
- উদ্দেশ্য চিহ্নিতকরণ ও সংজ্ঞায়ন: আপনার নির্মাণ অংশীদার আপনার সাথে কাজ করে মূল প্রয়োজনীয়তা—কার্যকারিতা বিবরণ, সৌন্দর্যগত প্রত্যাশা, পরীক্ষা প্রোটোকল এবং সময়সীমা সংক্রান্ত বাধাগুলি—বোঝার জন্য। এই পর্যায়টি পরবর্তী সমস্ত কিছুর ভিত্তি গড়ে তোলে।
- ডিজাইন পর্যালোচনা ও DFM অপ্টিমাইজেশন: প্রকৌশলীরা আপনার সিএডি ডেটা বিশ্লেষণ করে উৎপাদনযোগ্যতা নিরূপণ করেন এবং কার্যকারিতা কমানো ছাড়াই নির্ভুলতা উন্নত করার জন্য সুপারিশ করেন। এই সহযোগিতামূলক পর্যায়টি প্রায়শই এমন সমস্যাগুলি ধরা দেয় যা পরে উৎপাদন বিলম্বের কারণ হতে পারে।
- প্রোটোটাইপ নির্মাণ: উৎপাদনের জন্য নির্ধারিত একই সরঞ্জাম ব্যবহার করে ফ্যাব্রিকেটররা প্রাথমিক নমুনা তৈরি করেন। এই পদ্ধতি নিশ্চিত করে যে প্রোটোটাইপগুলি পূর্ণ-স্কেল উৎপাদন যা সরবরাহ করবে তা সঠিকভাবে প্রতিনিধিত্ব করে।
- পরীক্ষা ও যাচাইকরণ: প্রোটোটাইপগুলির কার্যকারিতা পরীক্ষা, সংযুক্ত অংশগুলির সাথে ফিট পরীক্ষা এবং কার্যকরী অবস্থায় কার্যকারিতা মূল্যায়ন করা হয়। সীমিত উপাদান বিশ্লেষণ (FEA) চাপ প্যাটার্ন অনুকরণ করতে পারে, যখন শারীরিক পরীক্ষাগুলি বাস্তব বিশ্বের আচরণ নিশ্চিত করে।
- ডিজাইন পুনরাবৃত্তি: পরীক্ষার ফলাফলের ভিত্তিতে ডিজাইনগুলি পরিশীলিত করা হয় এবং প্রয়োজন অনুযায়ী নতুন প্রোটোটাইপ তৈরি করা হয়। একজন শিল্প বিশেষজ্ঞ মন্তব্য করেছেন, "প্রতিটি ধারণা বিজয়ী হয় না—আপনি দ্রুত শিখতে চান যে কোনটি কাজ করে এবং কোনটি সামঞ্জস্য প্রয়োজন।"
- ডিজাইন অনুমোদন এবং উৎপাদন আনুমানিক মূল্য নির্ধারণ: একবার প্রোটোটাইপগুলি নির্দিষ্টকরণ পূরণ করলে, ডিজাইনটি চূড়ান্ত করা হয় এবং বিস্তারিত উৎপাদন আনুমানিক মূল্য নির্ধারণ করা হয়। আপনার প্রোটোটাইপগুলি যারা তৈরি করেছেন তারা সঠিকভাবে আনুমানিক মূল্য নির্ধারণ করতে পারেন, কারণ তারা ইতিমধ্যে উৎপাদন প্রক্রিয়াটি পরীক্ষা করেছেন।
- প্রথম আর্টিকেল ইনস্পেকশন (FAI): প্রাথমিক উৎপাদনের অংশগুলি স্পেসিফিকেশনের বিরুদ্ধে বিস্তারিত মাত্রিক যাচাইয়ের মধ্য দিয়ে যায়, যা উৎপাদন প্রক্রিয়াগুলি যে অংশগুলি নির্দিষ্ট মানের সাথে সম্মত হয় তা তৈরি করে—এই যাচাইয়ের নথিভুক্ত প্রমাণ তৈরি করে।
এই গঠিত পদ্ধতি পূর্ণ উৎপাদনের সময় ব্যয়বহুল অপ্রত্যাশিত ঘটনার ঝুঁকিকে উল্লেখযোগ্যভাবে কমিয়ে দেয়। যখন আপনি নির্ভুল শীট মেটাল প্রোটোটাইপিং সেবা মূল্যায়ন করছেন, তখন ডিজাইন পর্যালোচনা পর্বে ব্যাপক DFM সমর্থন প্রদানকারী অংশীদারদের খুঁজুন—এই সহযোগিতা প্রায়শই নির্ধারণ করে যে প্রকল্পগুলি সফল হবে না কি ব্যর্থ হবে।
দ্রুত প্রোটোটাইপিং বনাম উৎপাদন চক্র
পণ্য উন্নয়নের প্রতিটি পর্যায়ে গতির গুরুত্ব ভিন্ন হয়। প্রোটোটাইপিংয়ের সময়, দ্রুত সময়সীমা দ্রুত পুনরাবৃত্তির অনুমতি দেয়—"দ্রুত ব্যর্থ হওয়া" দর্শন, যা আপনাকে দ্রুত শেখায় যে ডিজাইনগুলি যথাযথভাবে কাজ করছে কি না। প্রোটোটাইপিং বিশেষজ্ঞরা যেমন ব্যাখ্যা করেন, যদি কোনো নির্দিষ্ট ডিজাইন বাস্তবায়নযোগ্য না হয়, তবে এটি দ্রুত নির্ধারণ করা দীর্ঘ সময় ও প্রচুর প্রচেষ্টা বিনিয়োগ করার চেয়ে অনেক বেশি সম্পদ-দক্ষ।
দ্রুত প্রোটোটাইপিং এবং স্ট্যান্ডার্ড ফ্যাব্রিকেশন সময়সূচির মধ্যে পার্থক্য কী? অগ্রণী নির্ভুলতা-ভিত্তিক শীট মেটাল কোম্পানিগুলো উৎপাদন সময়সূচি থেকে পৃথক করে রাখা ডেডিকেটেড প্রোটোটাইপিং বিভাগ পরিচালনা করে। এই পৃথকীকরণ নিশ্চিত করে যে, প্রোটোটাইপ কাজগুলো উচ্চ-পরিমাণের অর্ডারগুলোর জন্য মেশিন সময় নিয়ে প্রতিযোগিতা করবে না—এটি একটি গুরুত্বপূর্ণ পার্থক্য, যখন আপনি বাজারের সুযোগ বন্ধ হওয়ার আগেই ডিজাইনগুলো যাচাই করতে দৌড়াচ্ছেন।
দ্রুত প্রোটোটাইপিং ক্ষমতার ব্যবহারিক রূপটি কী হতে পারে তা বিবেচনা করুন। শীর্ষ-স্তরের অংশীদার যেমন শাওই (নিংবো) ধাতু প্রযুক্তি ৫-দিনের দ্রুত প্রোটোটাইপিং সেবা প্রদান করে, যার সঙ্গে ব্যাপক DFM সমর্থন এবং ১২-ঘণ্টার মধ্যে উদ্ধৃতি প্রদানের সুবিধা রয়েছে—এমন প্রতিক্রিয়াশীলতা যা উন্নয়ন চক্রকে উল্লেখযোগ্যভাবে ত্বরান্বিত করে। তাদের IATF 16949 সার্টিফিকেশন গাড়ির চ্যাসিস, সাসপেনশন এবং গঠনমূলক উপাদানগুলোর জন্য প্রয়োজনীয় গুণগত ব্যবস্থার প্রমাণ দেয়, যেখানে নির্ভুল টলারেন্স অবশ্যই অপরিহার্য।
প্রোটোটাইপিং থেকে উৎপাদনে রূপান্তরের সময় ভিন্ন প্রাধান্য তৈরি হয়:
| ফ্যাক্টর | ত্বরিত প্রোটোটাইপিং | উৎপাদন চক্র |
|---|---|---|
| প্রাথমিক লক্ষ্য | ডিজাইন যাচাইকরণ এবং পুনরাবৃত্তির গতি | উচ্চ পরিমাণে সামঞ্জস্যপূর্ণ গুণগত মান |
| সাধারণ সময়সীমা | প্রাথমিক নমুনাগুলির জন্য ৩-১০ দিন | জটিলতা এবং পরিমাণের উপর নির্ভর করে ২-৬ সপ্তাহ |
| টুলিং পদ্ধতি | সফট টুলিং অথবা সরাসরি নির্মাণ | পুনরাবৃত্তিযোগ্যতার জন্য উৎপাদন-মানের টুলিং |
| খরচ কাঠামো | প্রতি-অংশের খরচ বেশি, কিন্তু মোট বিনিয়োগ কম | প্রতি-অংশের খরচ কম, কিন্তু টুলিংয়ের বিনিয়োগ বেশি |
| ভলিউম রেঞ্জ | সাধারণত ১-৫০ টি টুকরো | শতাধিক থেকে হাজার হাজার টুকরো |
পাইলট উৎপাদন এই দুটি পর্যায়ের মধ্যে সেতুবন্ধন হিসেবে কাজ করে। পূর্ণ আকারে উৎপাদন শুরু করার আগে, নির্মাতারা ছোট ব্যাচ—সাধারণত ৫০-২০০ টি টুকরো—উৎপাদন করেন যাতে নিশ্চিত হওয়া যায় যে উৎপাদন প্রক্রিয়াগুলি পুনরাবৃত্তিযোগ্য এবং স্থিতিশীল। এই পদক্ষেপটি প্রোটোটাইপিংয়ের সময় যেসব উৎপাদনযোগ্যতা সংক্রান্ত সমস্যা প্রকাশ পায়নি, সেগুলি চিহ্নিত করে এবং নিশ্চিত করে যে গুণগত নিয়ন্ত্রণ ব্যবস্থাগুলি দীর্ঘ সময় ধরে চলমান উৎপাদনের সময় নির্দিষ্ট মানদণ্ড বজায় রাখতে পারবে।
যখন আপনি একটি প্রিসিশন শীট মেটাল সার্ভো ফিডার কোম্পানি বা দ্রুত প্রোটোটাইপিং শীট মেটাল ফ্যাব্রিকেশন পার্টনার নির্বাচন করছেন, তখন তাদের সমগ্র ক্ষমতা স্পেকট্রাম মূল্যায়ন করুন। সেরা পার্টনারগুলি প্রাথমিক ধারণা থেকে যাচাইকৃত উৎপাদন পর্যন্ত প্রকল্পগুলিকে নির্দেশনা দেয়, প্রতিটি পর্যায়ে ধ্রুব গুণগত মানদণ্ড প্রয়োগ করে। তারা বোঝে যে প্রোটোটাইপিং শুধুমাত্র দ্রুত পার্টস তৈরি করা নয়—এটি হল উৎপাদন বিনিয়োগের আগেই ডিজাইন সিদ্ধান্তগুলি চূড়ান্ত করার আগে যথেষ্ট দ্রুত শেখার প্রক্রিয়া।
প্রোটোটাইপিং প্রক্রিয়াগুলি বোঝার পর, আপনি এখন একটি বিষয়ে আলোচনা করতে প্রস্তুত—যা অধিকাংশ ফ্যাব্রিকেটর খোলামেলা আলোচনা এড়িয়ে যায়: প্রকৃতপক্ষে কী কী বিষয় প্রিসিশন শীট মেটাল কাজের মূল্য নির্ধারণ করে, এবং আপনি গুণগত মান কমিয়ে না দিয়ে কীভাবে খরচ অপ্টিমাইজ করতে পারেন?
মূল্য নির্ধারণের কারক ও খরচ-চালকগুলি বোঝা
এখানে একটি কথোপকথন যা অধিকাংশ ফ্যাব্রিকেটর এড়িয়ে যান: আপনার প্রকল্পের খরচ আসলে কী নির্ধারণ করে? যদিও কাস্টম শীট মেটাল ফ্যাব্রিকেশনের উদ্ধৃতি পাওয়া প্রায়শই একটি ব্ল্যাক বক্স থেকে রহস্যময় সংখ্যা পাওয়ার মতো অনুভূতি দেয়, তবে বাস্তবতা হলো এটি আপনার যা আশা করছেন তার চেয়ে অনেক বেশি সরল। প্রিসিশন শীট মেটাল ফ্যাব্রিকেশনের খরচ-নির্ধারকগুলি বুঝতে পারলে আপনি তথ্য-ভিত্তিক সিদ্ধান্ত নিতে পারবেন—এবং গুণগত মান কমানো ছাড়াই সম্ভাব্য খরচ কমাতে পারবেন।
প্রিসিশন ফ্যাব্রিকেশন বিশেষজ্ঞদের মতে, মূল্য নির্ধারণকে প্রভাবিত করে এমন কয়েকটি পরস্পর-সংযুক্ত ফ্যাক্টর রয়েছে। মূল বিষয় হলো বুঝতে পারা যে কোন ফ্যাক্টরগুলি আপনি নিয়ন্ত্রণ করতে পারেন, কোনগুলির জন্য আপনাকে সমন্বয় করতে হবে, এবং কোনগুলি শুধুমাত্র উৎপাদনের ভৌতিক বাস্তবতার অপরিবর্তনীয় অংশ।
উপকরণের খরচ এবং জটিলতা-সংক্রান্ত ফ্যাক্টর
চলুন সবচেয়ে স্পষ্ট প্রিসিশন মেটাল ওয়ার্ক খরচ-নির্ধারকগুলি দিয়ে শুরু করি: আপনার পার্টগুলি কী দিয়ে তৈরি করা হচ্ছে এবং সেগুলি উৎপাদন করা কতটা জটিল।
উপাদান নির্বাচন আপনার উদ্ধৃতিতে এটি সবচেয়ে বড় পরিবর্তনশীল গুণকগুলির মধ্যে একটি প্রতিনিধিত্ব করে। শিল্প সূত্রগুলি ব্যাখ্যা করে যে, অ্যালুমিনিয়াম, স্টেইনলেস স্টিল এবং কার্বন স্টিলের মতো ধাতুগুলি প্রতি পাউন্ড দাম এবং কাজ করার সহজতার উভয় ক্ষেত্রেই ভিন্ন হয়:
- অ্যালুমিনিয়াম হালকা ওজনের এবং ক্ষয়রোধী, কিন্তু ফর্মিং ও ওয়েল্ডিং অপারেশনের সময় এটির বেশি যত্ন নেওয়া প্রয়োজন
- স্টেইনলেস স্টিল উত্কৃষ্ট শক্তি ও টেকসইতা প্রদান করে, কিন্তু প্রতি পাউন্ড দাম উল্লেখযোগ্যভাবে বেশি এবং প্রায়শই বিশেষায়িত ফিনিশিং প্রয়োজন হয়
- কার্বন স্টিল এখনও সাশ্রয়ী মূল্যের এবং বহুমুখী, কিন্তু সাধারণত ক্ষয় রোধ করার জন্য সুরক্ষামূলক কোটিং প্রয়োজন হয়
উপাদানের পুরুত্ব এই খরচগুলিকে সরাসরি বাড়িয়ে দেয়। পুরু স্টক কাটতে বেশি সময় লাগে, বাঁকানোর জন্য বেশি বল প্রয়োজন হয় এবং ওয়েল্ডিংয়ের জন্য দীর্ঘ সময় লাগে—সবগুলোই উৎপাদন ঘন্টা বৃদ্ধি এবং উচ্চতর মূল্য নির্ধারণের দিকে পরিচালিত করে।
ডিজাইনের জটিলতা দ্বিতীয় প্রধান খরচ বহুগুণক তৈরি করে। একাধিক বেঁক, জটিল কাটআউট বা কঠোর সহনশীলতা সহ উপাদানগুলি অধিক প্রোগ্রামিং সময়, অতিরিক্ত সেটআপ অপারেশন এবং প্রায়শই পরীক্ষা চক্রের প্রয়োজন হয়। দুটি বেঁক সহ একটি সাধারণ ব্র্যাকেট এবং বারোটি বেঁক, হার্ডওয়্যার ইনসার্ট এবং ওয়েল্ডেড অ্যাসেম্বলিসহ একটি এনক্লোজারের মধ্যে পার্থক্য চমকপ্রদ হতে পারে—এমনকি যখন একই উপকরণ ব্যবহার করা হয়।
আপনার মূল লাভের উপর বিভিন্ন শীট মেটাল ফ্যাব্রিকেশন মূল্য নির্ধারণের ফ্যাক্টরগুলি কীভাবে প্রভাব ফেলে তা বোঝার জন্য এখানে একটি ব্যবহারিক কাঠামো রয়েছে:
| খরচ ফ্যাক্টর | প্রভাবের মাত্রা | এই খরচের পেছনের কারণ কী? | কীভাবে অপটিমাইজ করবেন |
|---|---|---|---|
| উপাদান প্রকার | উচ্চ | কাঁচামালের বাজার মূল্য, মিশ্র ধাতুর বিশেষকরণ | মানক মিশ্র ধাতু নির্দিষ্ট করুন; সমান কার্যকারিতা সহ বিকল্পগুলি বিবেচনা করুন |
| উপাদানের পুরুত্ব | মধ্যম-উচ্চ | কাটিং গতি, ফর্মিং বল, ওয়েল্ডিং সময় | গাঠনিক প্রয়োজনীয়তা পূরণের জন্য সর্বনিম্ন পুরুত্ব ব্যবহার করুন |
| জ্যামিতিক জটিলতা | উচ্চ | প্রোগ্রামিং, সেটআপ পরিবর্তন, বিশেষায়িত টুলিং | ডিজাইনগুলি সরলীকরণ করুন; বেঁক ব্যাসার্ধ এবং ছিদ্রের আকারগুলি মানকীকরণ করুন |
| সহনশীলতার প্রয়োজনীয়তা | উচ্চ | ধীর মেশিনিং গতি, প্রায়শই পরীক্ষা, পুনরায় কাজ করার ঝুঁকি | শুধুমাত্র গুরুত্বপূর্ণ মাত্রাগুলিতে কঠোর সহনশীলতা প্রয়োগ করুন |
| পৃষ্ঠতল শেষাবশেষ | মাঝারি | অতিরিক্ত প্রক্রিয়াকরণ ধাপ, কোটিং উপকরণ, শক্তিকরণ সময় | শুধুমাত্র কার্যকরীভাবে প্রয়োজনীয় ক্ষেত্রে ফিনিশ নির্দিষ্ট করুন |
| সংযোজন অপারেশন | মধ্যম-উচ্চ | শ্রম ঘণ্টা, হার্ডওয়্যার খরচ, পরিদর্শন বিন্দু | সরলীকৃত অ্যাসেম্বলির জন্য ডিজাইন করুন; স্ব-অবস্থানকারী বৈশিষ্ট্য ব্যবহার করুন |
| সেটআপ এবং প্রোগ্রামিং | মাঝারি | প্রাথমিক মেশিন কনফিগারেশন, টুলিং প্রস্তুতি | যেসব অংশের টুলিং প্রয়োজনীয়তা একই তাদের পারিবারিক ডিজাইন করুন |
দ্রষ্টব্য যে, সহনশীলতা (টলারেন্স) প্রয়োজনীয়তাগুলির প্রভাব মূল্যায়নে "উচ্চ" রেটিং রয়েছে। উৎপাদন বিশেষজ্ঞদের মতে, সহনশীলতা যত কড়া হবে, খরচও তত বেশি হবে—কঠোর মাত্রিক প্রয়োজনীয়তা পূরণ করতে প্রায়শই পরিদর্শন করতে হয়, যন্ত্রকর্মের গতি ধীর করে দিতে হয় এবং সমন্বিত পরিমাপ যন্ত্র (CMM) ও লেজার-ভিত্তিক পরিদর্শন সিস্টেমের মতো উন্নত পরিমাপ যন্ত্রপাতি ব্যবহার করতে হয়।
পরিমাণ বিবেচনা এবং লিড টাইম বিনিময়
নির্ভুল নির্মাণের মূল্য নির্ধারণে পরিমাণ সবকিছু পরিবর্তন করে। একটি একক প্রোটোটাইপ বা ছোট ব্যাচ উৎপাদনের প্রতি ইউনিট খরচ বৃহৎ পরিমাণের অর্ডারের তুলনায় উল্লেখযোগ্যভাবে বেশি হবে, কারণ সেটআপ ও প্রোগ্রামিং সময় কম সংখ্যক অংশের উপর বিস্তৃত হয়।
এটা ব্যবহারিকভাবে ভেবে দেখুন: আপনি যদি ১০টি বা ১,০০০টি পার্ট অর্ডার করছেন, তবুও ফ্যাব্রিকেটরকে লেজার প্রোগ্রাম করতে হবে, প্রেস ব্রেক সেট আপ করতে হবে এবং মান পরীক্ষার প্রোটোকল কনফিগার করতে হবে। এই স্থির খরচগুলি আপনার অর্ডারের আকারের উপর নির্ভর করে ভিন্নভাবে বণ্টিত হয়:
- প্রোটোটাইপ পরিমাণ (১-১০ টি): সেটআপ খরচ প্রভাবশালী; প্রতি-পার্ট দাম সর্বোচ্চ হবে, কিন্তু মোট বিনিয়োগ সর্বনিম্ন হবে
- কম আয়তনের উৎপাদন (50-500 টুকরা): সেটআপ খরচ অধিকতর সুবিধাজনকভাবে বিস্তারিত হয়; প্রতি-পার্ট দাম উল্লেখযোগ্যভাবে কমে
- বৃহৎ পরিমাণের উৎপাদন (১,০০০টি বা তার বেশি): দক্ষতা লাভ সর্বোচ্চ হয়; স্বয়ংক্রিয় হ্যান্ডলিং এবং অপ্টিমাইজড নেস্টিং দ্বারা অপচয় ও শ্রম কমানো হয়
লিড টাইম একটি অতিরিক্ত খরচের মাত্রা যোগ করে যা অনেক ক্রেতা অনেকটাই কম আকারে হিসাব করেন। অনুযায়ী ফ্যাব্রিকেশন আনুমানিক বিশেষজ্ঞদের জরুরি অর্ডার বা ত্বরিত ডেলিভারি প্রয়োজনীয় প্রকল্পগুলি প্রায়শই ওভারটাইম বা উৎপাদন সময়সূচী সামঞ্জস্যের সাথে জড়িত—যা উভয়ই অতিরিক্ত চার্জ যোগ করে।
লিড টাইম এবং খরচের মধ্যে সম্পর্ক গুরুত্বপূর্ণ ট্রেড-অফ সৃষ্টি করে:
| লিড টাইম পরিস্থিতি | খরচ প্রভাব | সাধারণ সময়সীমা | জন্য সেরা |
|---|---|---|---|
| স্ট্যান্ডার্ড প্রোডাকশন | মূল মূল্য নির্ধারণ | 2-4 সপ্তাহ | ভবিষ্যতের চাহিদা অনুযায়ী পরিকল্পিত উৎপাদন |
| ত্বরিত ডেলিভারি | প্রিমিয়াম চার্জ প্রযোজ্য | ১-২ সপ্তাহ | বাজেটের নমনীয়তা সহ গুরুত্বপূর্ণ সময়সীমা |
| জরুরি/আকস্মিক | উল্লেখযোগ্য প্রিমিয়াম | সপ্তাহের পরিবর্তে দিনগুলি | যেসব আকস্মিক পরিস্থিতিতে খরচ দ্বিতীয় অগ্রাধিকার |
| নমনীয়/নির্ধারিত | সম্ভাব্য ছাড় | ৪-৬+ সপ্তাহ | অ-জরুরি অর্ডার যেখানে সময় নিয়ে আলোচনা করা যায় |
লিড টাইম বিশেষজ্ঞদের মতে, আপনার ডিজাইন যত সরল হবে এবং উপকরণগুলি যত স্ট্যান্ডার্ড হবে, আপনার পার্টসগুলি তত দ্রুত পৌঁছাবে—এবং দ্রুত পৌঁছানো অর্থাৎ জরুরি চার্জ এড়ানোর ফলে প্রায়শই খরচ কম হয়।
একটি প্রায়শই উপেক্ষিত খরচের কারণ? শিপিং এবং লজিস্টিক্স। শিল্প সূত্রগুলি অনুযায়ী, উৎপাদন সময়মতো সম্পন্ন হতে পারে, কিন্তু শিপিং এখনও আপনার সময়সূচীকে প্রভাবিত করতে পারে। অগ্রাধিকার বহনকারীদের মাধ্যমে দ্রুত-ট্র্যাক লজিস্টিক্স ডেলিভারি সময় কমায়, কিন্তু সাধারণত উচ্চতর খরচে। আন্তর্জাতিক অর্ডারের ক্ষেত্রে, যদি গতি ফ্রেইট ব্যয় কমানোর চেয়ে বেশি গুরুত্বপূর্ণ হয়, তবে বিভক্ত শিপমেন্টের অনুরোধ করা বিবেচনা করুন।
সবচেয়ে খরচ-কার্যকর পদ্ধতিটি হল বুদ্ধিমান ডিজাইন সিদ্ধান্ত এবং বাস্তবসম্মত সময়সূচী পরিকল্পনার সংমিশ্রণ। আপনার নির্ভুল শীট মেটাল পার্টনারের সাথে শুরু থেকেই কাজ করুন—অর্থাৎ ড্রয়িংগুলি চূড়ান্ত হওয়ার পরে নয়, বরং ডিজাইন পর্যায়েই। অভিজ্ঞ ফ্যাব্রিকেটররা আপনার দ্বারা উপেক্ষিত হতে পারে এমন খরচ অপ্টিমাইজেশনের সুযোগগুলি চিহ্নিত করতে পারেন, যেমন টুলিং পরিবর্তন কমানোর জন্য স্ট্যান্ডার্ড ছিদ্রের আকার প্রস্তাব করা থেকে শুরু করে সমতুল্য কার্যকারিতা প্রদান করে কম খরচের বিকল্প উপকরণ সুপারিশ করা পর্যন্ত।
দাম নির্ধারণের কারকগুলি বুঝতে পারলে, আপনি উদ্ধৃতিগুলি বুদ্ধিমানের মতো মূল্যায়ন করতে পারবেন এবং সম্ভাব্য নির্মাণ অংশীদারদের সাথে খরচ কোথা থেকে আসছে—এবং আপনার অ্যাপ্লিকেশনের জন্য প্রয়োজনীয় নির্ভুলতা কমানো ছাড়াই আপনি কোথায় সঞ্চয় করতে পারেন, সে বিষয়ে তথ্যপূর্ণ আলোচনা করতে পারবেন।
নির্ভুল শীট মেটাল নির্বাচনে সঠিক সিদ্ধান্ত গ্রহণ
আপনি বিস্তর পরিসর কভার করেছেন—নির্ভুল টলারেন্সগুলি আসলে কী অর্থ বহন করে তা বোঝা থেকে শুরু করে সার্টিফিকেশন, DFM নীতি, প্রোটোটাইপিং প্রক্রিয়া এবং খরচ নির্ধারকগুলির মূল্যায়ন পর্যন্ত। এখন এই অন্তর্দৃষ্টিগুলিকে কার্যকর নির্দেশনায় রূপান্তরিত করার সময় এসেছে, যা আপনাকে আত্মবিশ্বাসের সাথে এগিয়ে যেতে সাহায্য করবে।
আপনি যদি নির্মাণ ক্ষমতা তুলনা করছেন এমন একজন প্রযুক্তিগত স্পেসিফায়ার হন অথবা সম্ভাব্য সাপ্লাই চেইন অংশীদারদের মূল্যায়ন করছেন এমন একজন ব্যবসায়িক সিদ্ধান্ত গ্রহণকারী হন, তবে আমরা যে নির্ভুল শীট মেটাল নির্বাচনের মাপদণ্ডগুলি আলোচনা করেছি তার একটি সাধারণ বৈশিষ্ট্য রয়েছে: যাচাইকৃত ক্ষমতা মার্কেটিং দাবিগুলির চেয়ে বেশি গুরুত্বপূর্ণ।
আপনার পরবর্তী নির্ভুল প্রকল্পের জন্য মূল সারসংক্ষেপ
উদ্ধৃতি অনুরোধ করার আগে বা সুবিধা পরিদর্শনের জন্য সময় নির্ধারণ করার আগে, এই গুরুত্বপূর্ণ মূল্যায়ন বিষয়গুলি মনে রাখুন:
সর্বোত্তম প্রিসিশন শীট মেটাল কোম্পানিটি তিনটি অবশ্য পূরণযোগ্য গুণাবলী প্রদর্শন করে: শিল্প-উপযুক্ত সার্টিফিকেশন (বর্তমান নথিপত্রের মাধ্যমে যাচাইকৃত), আপনার নির্দিষ্ট টলারেন্স প্রয়োজনীয়তার সাথে সমান সরঞ্জাম ক্ষমতা, এবং উৎপাদন শুরু হওয়ার আগেই আপনার ডিজাইনগুলি উন্নত করতে সহযোগিতামূলক ইঞ্জিনিয়ারিং সমর্থন।
এখানে আপনার সংক্ষিপ্তকৃত প্রিসিশন ফ্যাব্রিকেশন পার্টনার মূল্যায়ন কাঠামো:
- সার্টিফিকেশন সক্রিয়ভাবে যাচাই করুন: মেয়াদোত্তীর্ণ তারিখসহ বর্তমান সার্টিফিকেট অনুরোধ করুন। ISO 9001 সাধারণ অ্যাপ্লিকেশনের জন্য প্রযোজ্য; AS9100 এয়ারোস্পেস শিল্পের জন্য বাধ্যতামূলক; IATF 16949 অটোমোটিভ সাপ্লাই চেইন প্রস্তুতির সংকেত দেয়।
- ক্ষমতাগুলি প্রয়োজনীয়তার সাথে মিলিয়ে দেখুন: আপনার প্রয়োজন নেই এমন ক্ষমতার জন্য অতিরিক্ত প্রদান করবেন না—কিন্তু আপনার অ্যাপ্লিকেশনের প্রয়োজনীয় টলারেন্সে কোনো আপোষ করবেন না।
- DFM সহযোগিতা মূল্যায়ন করুন: যেসব পার্টনার প্রোটোটাইপিংয়ের সময় আপনার ডিজাইনগুলি উন্নত করে, তারা পরে ব্যয়বহুল উৎপাদন সমস্যা প্রতিরোধ করে।
- দ্রুত প্রতিক্রিয়াশীলতা মূল্যায়ন করুন: সম্ভাব্য অংশীদারগুলি যে কত দ্রুত উদ্ধৃতি অনুরোধের উত্তর দেয়, তা উৎপাদনের সময় সমস্যার মুখোমুখি হলে তাদের যোগাযোগ পদ্ধতির পূর্বাভাস দেয়
- খরচ নির্ধারকগুলি বুঝুন: উপাদান নির্বাচন, জ্যামিতিক জটিলতা, সহনশীলতা প্রয়োজনীয়তা এবং ডেলিভারি সময়—সবগুলোই মূল্য নির্ধারণকে প্রভাবিত করে; যেখানে নমনীয়তা বিদ্যমান, সেখানে অপ্টিমাইজ করুন
আত্মবিশ্বাসের সাথে এগিয়ে যাওয়া
আপনার পরবর্তী পদক্ষেপগুলি নির্ভর করে আপনি কোথায় অবস্থিত তার উপর। যদি আপনি এখনও প্রয়োজনীয়তা সংজ্ঞায়িত করছেন, তবে সহনশীলতা বিশেষকরণ এবং উপাদান নির্বাচনে ফোকাস করুন—এই সিদ্ধান্তগুলি পরবর্তী প্রতিটি পছন্দের মধ্য দিয়ে প্রভাব বিস্তার করে। যদি আপনি সরাসরি সরবরাহকারীদের তুলনা করছেন, তবে প্রমাণীকরণ যাচাইকরণকে অগ্রাধিকার দিন এবং তাদের নির্ভুলতা ক্ষমতা প্রদর্শনকারী নমুনা যন্ত্রাংশ অনুরোধ করুন।
বিশেষ করে গাড়ির অ্যাপ্লিকেশনের ক্ষেত্রে, সঠিক নির্ভুলতা-ভিত্তিক অংশীদার নির্বাচন আরও বেশি গুরুত্বপূর্ণ হয়ে ওঠে। যেমনটি নির্ভুল স্ট্যাম্পিং বিশেষজ্ঞরা উল্লেখ করেছেন, IATF 16949 এর মতো প্রমাণীকরণগুলি নির্দেশ করে যে একটি ফ্যাব্রিকেটর গাড়ি-বিশেষ প্রয়োজনীয়তা—যেমন ত্রুটি প্রতিরোধ, ট্রেসেবিলিটি এবং চলমান উন্নয়ন প্রোটোকল—সম্পর্কে সচেতন।
ব্যবহারিক ক্ষেত্রে একজন আদর্শ প্রিসিশন পার্টনার কেমন হওয়া উচিত তা বিবেচনা করুন। শাওই (নিংবো) ধাতু প্রযুক্তি এটি এই গাইডে আমরা যেসব মানদণ্ড আলোচনা করেছি তা প্রতিফলিত করে: অটোমোটিভ চ্যাসিস, সাসপেনশন ও কাঠামোগত উপাদানের জন্য IATF 16949 সার্টিফিকেশন; আপনার উন্নয়ন সময়সূচীকে ত্বরান্বিত করে এমন ৫-দিনের দ্রুত প্রোটোটাইপিং; উৎপাদনের আগেই ডিজাইন সংক্রান্ত সমস্যাগুলো ধরে নেওয়ার জন্য ব্যাপক DFM সমর্থন; এবং আপনার প্রকল্পগুলো অব্যাহত রাখার জন্য ১২-ঘণ্টার মধ্যে কোটেশন প্রদান। যাচাইকৃত মান ব্যবস্থা, প্রতিক্রিয়াশীল সেবা এবং প্রযুক্তিগত সহযোগিতার এই সংমিশ্রণটি ঠিক তাই যা আপনার প্রিসিশন শীট মেটাল পার্টনার হিসেবে খোঁজা উচিত।
প্রিসিশন ফ্যাব্রিকেশন ক্ষেত্রে তথ্যপূর্ণ ক্রেতারা সুবিধা পায়। এখানে আপনি যে মূল্যায়ন কাঠামো, DFM জ্ঞান এবং খরচ বোঝার দক্ষতা অর্জন করেছেন, তা আপনাকে এমন পার্টনার নির্বাচনে সক্ষম করবে যারা কেবল প্রথম অর্ডারেই নয়, বরং বছরের পর বছর ধরে উৎপাদন সহযোগিতার মধ্যে ধারাবাহিক মান প্রদান করে।
প্রিসিশন শীট মেটাল কোম্পানিগুলো সম্পর্কে প্রায়শই জিজ্ঞাসিত প্রশ্নসমূহ
1. প্রিসিজন শীট মেটাল ফ্যাব্রিকেশন কী?
প্রিসিশন শীট মেটাল ফ্যাব্রিকেশন হল শীট মেটালের পার্টস ও কম্পোনেন্টগুলি অত্যন্ত উচ্চ নির্ভুলতার মানদণ্ডে তৈরি করার প্রক্রিয়া, যার মধ্যে সাধারণত ±০.০০৫" থেকে ±০.০১০" (±০.১৩ মিমি থেকে ±০.২৫ মিমি) পর্যন্ত টলারেন্স বজায় রাখা হয়। এই প্রক্রিয়ায় ফাইবার লেজার সিস্টেম, কোণ সংশোধন প্রযুক্তিসহ সিএনসি প্রেস ব্রেক এবং পরিদর্শনের জন্য কোঅর্ডিনেট মেজারিং মেশিন (সিএমএম) সহ বিশেষায়িত সরঞ্জাম ব্যবহার করা হয়। এয়ারোস্পেস, মেডিকেল ডিভাইস এবং অটোমোটিভ সহ যেসব শিল্পে সঠিক মাপকাঠির প্রয়োজন হয়, সেগুলো প্রিসিশন ফ্যাব্রিকেশনের উপর নির্ভরশীল—কারণ মাত্রাগত অনিয়মজনিত কম্পোনেন্ট ব্যর্থতা অ্যাসেম্বলি সমস্যা, পণ্য প্রত্যাহার এবং নিরাপত্তা ঝুঁকির কারণ হতে পারে।
২. বিশ্বের সেরা ফ্যাব্রিকেটর কে?
সেরা ফ্যাব্রিকেটর নির্বাচন আপনার নির্দিষ্ট অ্যাপ্লিকেশনের প্রয়োজনীয়তা, শিল্প-সংশ্লিষ্ট সার্টিফিকেশন এবং প্রয়োজনীয় নির্ভুলতা সহনশীলতার উপর নির্ভর করে। গাড়ির অ্যাপ্লিকেশনের জন্য, IATF 16949 সার্টিফাইড পার্টনারদের খুঁজুন—যেমন শাওই (নিংবো) মেটাল টেকনোলজি, যা চ্যাসিস, সাসপেনশন এবং গঠনমূলক উপাদানগুলির জন্য ৫-দিনের দ্রুত প্রোটোটাইপিং, বিস্তারিত DFM সমর্থন এবং ১২-ঘণ্টার মধ্যে আনুমানিক মূল্য প্রদান করে। এয়ারোস্পেস কাজের জন্য AS9100 সার্টিফিকেশন অত্যাবশ্যক। সম্ভাব্য পার্টনারদের মূল্যায়ন করুন তাদের সরঞ্জাম ক্ষমতা, গুণগত ব্যবস্থা, উপকরণ বিশেষজ্ঞতা এবং প্রতিক্রিয়াশীলতার ভিত্তিতে, সাধারণ র্যাঙ্কিংয়ের উপর নির্ভর করা এড়িয়ে চলুন।
৩. শীট মেটাল ইনস্টল করতে কত খরচ হয়?
প্রিসিশন শীট মেটাল ফ্যাব্রিকেশনের খরচ বেশ কয়েকটি বিষয়ের উপর নির্ভর করে: উপাদানের ধরন ও পুরুত্ব, জ্যামিতিক জটিলতা, সহনশীলতা (টলারেন্স) প্রয়োজনীয়তা, পৃষ্ঠ ফিনিশিংয়ের প্রয়োজনীয়তা এবং অর্ডারের পরিমাণ। সরল প্রকল্পগুলির খরচ কয়েকশো ডলার হতে পারে, কিন্তু কঠোর সহনশীলতা সহ জটিল প্রিসিশন কম্পোনেন্টগুলির খরচ হাজার হাজার ডলার পর্যন্ত যেতে পারে। সেটআপ ও প্রোগ্রামিংয়ের খরচ পরিমাণের উপর নির্ভর করে না এবং আপেক্ষিকভাবে স্থির থাকে, ফলে প্রোটোটাইপের ক্ষেত্রে প্রতি-ইউনিট খরচ উৎপাদন চক্রের তুলনায় অনেক বেশি হয়। খরচ অপ্টিমাইজ করতে, শুধুমাত্র গুরুত্বপূর্ণ মাত্রাগুলিতেই কঠোর সহনশীলতা নির্দিষ্ট করুন, স্ট্যান্ডার্ড ছিদ্রের আকার ও বেন্ড ব্যাসার্ধ ব্যবহার করুন এবং রাশ প্রিমিয়াম এড়াতে বাস্তবসম্মত লিড টাইম পরিকল্পনা করুন।
৪. একটি প্রিসিশন শীট মেটাল কোম্পানির কোন কোন সার্টিফিকেশন থাকা আবশ্যিক?
প্রয়োজনীয় সার্টিফিকেশনগুলি আপনার শিল্পখাতের উপর নির্ভর করে। ISO 9001 সাধারণ বাণিজ্যিক প্রয়োগের জন্য ভিত্তি হিসেবে কাজ করে, যা নথিভুক্ত মান ব্যবস্থাপনা পদ্ধতির প্রমাণ দেয়। AS9100 হলো ISO-এর প্রয়োজনীয়তা বিস্তৃত রূপ, যা নিরাপত্তা-সম্পর্কিত উৎপাদন বাধ্যতামূলক এমন বিমান চলাচল, মহাকাশ ও প্রতিরক্ষা খাতের জন্য প্রযোজ্য। IATF 16949 গুণগত ত্রুটি প্রতিরোধ ও চলমান উন্নয়নের উপর জোর দিয়ে গাড়ি শিল্পের সরবরাহ শৃঙ্খলের প্রস্তুতির ইঙ্গিত দেয়। ISO 13485 চিকিৎসা যন্ত্রপাতির নিয়ন্ত্রক অনুমোদনের প্রয়োজনীয়তা পূরণ করে। সার্টিফিকেশনগুলি বৈধতা বজায় রাখতে তিন বছর পরপর নিরীক্ষণ আবশ্যক; সুতরাং সর্বদা মেয়াদোত্তীর্ণ তারিখসহ বর্তমান সার্টিফিকেটগুলি অনুরোধ করুন।
৫. আমি কীভাবে সঠিক প্রিসিশন শীট মেটাল পার্টনার নির্বাচন করব?
শুরু করুন শিল্প-উপযুক্ত সার্টিফিকেশনগুলি যাচাই করে, যা আপনার অ্যাপ্লিকেশনের প্রয়োজনীয়তার সাথে মিলে। আপনার নির্দিষ্ট সহনশীলতা প্রয়োজনীয়তা এবং উপাদানের প্রকারগুলির বিরুদ্ধে সরঞ্জামের ক্ষমতা মূল্যায়ন করুন। ডিজাইন পর্যায়ে তাদের DFM সমর্থন মূল্যায়ন করুন—যে অংশীদাররা উৎপাদনের আগে ডিজাইনগুলি উন্নত করে, তারা পরে ব্যয়বহুল সমস্যাগুলি প্রতিরোধ করে। ভবিষ্যতের যোগাযোগের গুণগত মানের একটি সূচক হিসাবে উদ্ধৃতি প্রক্রিয়ার সময় তাদের প্রতিক্রিয়াশীলতা পরীক্ষা করুন। অনুরূপ নির্ভুলতা প্রয়োজনীয়তা সহ গ্রাহকদের কাছ থেকে নমুনা অংশ বা রেফারেন্স অনুরোধ করুন। যদি আপনার দ্রুত পুনরাবৃত্তির প্রয়োজন হয় তবে তাদের প্রোটোটাইপিং ক্ষমতা বিবেচনা করুন এবং নিশ্চিত করুন যে তাদের মান ব্যবস্থায় উপাদান ট্রেসেবিলিটি এবং গুরুত্বপূর্ণ মাত্রাগুলির জন্য পরিসংখ্যানিক প্রক্রিয়া নিয়ন্ত্রণ অন্তর্ভুক্ত রয়েছে।