 ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —
ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —

অনলাইন সিএনসি মেশিনিং সেবা ব্যাখ্যা করা হল: কোটেশন থেকে সম্পূর্ণ পার্ট পর্যন্ত
অনলাইন সিএনসি মেশিনিং ঐতিহ্যগত মেশিন শপ থেকে কীভাবে আলাদা?
মধ্যরাতে একটি সিএডি ফাইল আপলোড করে ভোরে আপনার ইনবক্সে একটি বিস্তারিত কোটেশন পাওয়ার কথা কল্পনা করুন। এটিই হলো একটি অনলাইন সিএনসি মেশিনিং সেবা —একটি ডিজিটাল-প্রথম পদ্ধতি যা ইঞ্জিনিয়ার, ডিজাইনার এবং পণ্য উন্নয়নকারীদের প্রিসিশন ম্যানুফ্যাকচারিং অ্যাক্সেস করার উপায়কে মৌলিকভাবে পুনর্গঠন করেছে।
ঐতিহ্যগত মেশিন শপগুলি একটি পরিচিত ছন্দে কাজ করে: ফোন কল, ইমেইল আদান-প্রদান, ব্যক্তিগত পরামর্শ এবং কোটেশন যা দিন বা এমনকি সপ্তাহ সময় নিতে পারে। আপনি স্থানীয় মেশিনিস্টদের সাথে সম্পর্ক গড়ে তোলেন, কাউন্টারে বিশেষকরণ নিয়ে আলোচনা করেন এবং প্রায়শই ভাবেন যে আপনি কি প্রতিযোগিতামূলক মূল্য পাচ্ছেন। যদিও এই হাতে-কাজ করা পদ্ধতির নিজস্ব সুবিধা রয়েছে, তবুও এটি বাধা সৃষ্টি করে—বিশেষ করে যখন আপনি একটি সময়সীমার বিরুদ্ধে দৌড়াচ্ছেন বা গুণগত সিএনসি সেবা প্রদানকারীদের থেকে দূরে অবস্থিত।
সিএনসি অনলাইন সেবা এই মডেলটিকে সম্পূর্ণরূপে উল্টে দেয়। এই ডিজিটাল প্ল্যাটফর্মগুলি আপনাকে একটি একক ইন্টারফেসের মাধ্যমে সার্টিফাইড নির্মাতাদের নেটওয়ার্কের সাথে সরাসরি সংযুক্ত করে, যা "আমার কাছাকাছি সিএনসি" খোঁজার ভৌগোলিক সীমাবদ্ধতা এবং ঐতিহ্যগত কোটেশন প্রক্রিয়ার সময়সাপেক্ষ পিছনে-এগিয়ে যাওয়া আদান-প্রদানকে দূর করে।
সিএডি ফাইল থেকে কয়েক দিনের মধ্যে সম্পূর্ণ অংশ
কাজের প্রবাহটি অত্যন্ত সহজ ও স্পষ্ট। আপনি আপনার ডিজাইন ফাইলগুলি—সাধারণত STEP বা IGES ফরম্যাট—আপলোড করেন, এবং কৃত্রিম বুদ্ধিমত্তা-ভিত্তিক অ্যালগরিদমগুলি তৎক্ষণাৎ আপনার পার্টের জ্যামিতি বিশ্লেষণ করে। কয়েক সেকেন্ডের মধ্যে, আপনি অনলাইন মেশিনিং কোটেশন পান যেখানে উপাদান নির্বাচন, সহনশীলতা (টলারেন্স), পৃষ্ঠ ফিনিশ এবং উৎপাদনের জটিলতা সহ বিভিন্ন বিষয় বিবেচনা করা হয়। ইনস্টা-ওয়ার্ক অনুযায়ী, এই অ্যালগরিদমগুলি আপনার কম্পোনেন্টটিকে লক্ষাধিক আগে উৎপাদিত পার্টের ডাটাবেসের সাথে তুলনা করে তাত্ক্ষণিকভাবে সঠিক মূল্য নির্ধারণ করে।
এই গতি গুরুত্বপূর্ণ। হার্ডওয়্যার ডেভেলপাররা জানেন যে ভৌত পণ্যগুলিকে শুধুমাত্র সিমুলেশন নয়, পরীক্ষার মাধ্যমে যাচাই করতে হয়। আপনি যত তাড়াতাড়ি অংশগুলি হাতে পান, তত তাড়াতাড়ি আপনি আপনার ডিজাইনগুলি পুনরাবৃত্তি, পরীক্ষা এবং উন্নত করতে পারেন।
কীভাবে ডিজিটাল প্ল্যাটফর্মগুলো উৎপাদন প্রবেশাধিকারকে পরিবর্তন করেছে
এই রূপান্তরকে সক্রিয় করে দেওয়ার জন্য প্রযুক্তিগত ভিত্তি কয়েকটি উপাদানের সমন্বয় ঘটায়:
- তৎক্ষণাৎ উদ্ধৃতি প্রদানকারী ইঞ্জিনগুলি যা অনলাইনে CNC উদ্ধৃতির জন্য দিনগুলি অপেক্ষা করা দূর করে
- স্বয়ংক্রিয় ডিজাইন ফিডব্যাক যা উৎপাদনের আগেই উৎপাদনযোগ্যতা সংক্রান্ত সমস্যাগুলি ধরা রাখে
- অর্ডার ব্যবস্থাপনা সিস্টেম যা বিশাল সরবরাহকারী নেটওয়ার্কের মধ্যে বিশেষায়িত প্রস্তুতকারকদের কাছে কাজগুলি পাঠায়
- জীবন্ত ট্র্যাকিং যা উৎপাদনের সময় সম্পূর্ণ প্রক্রিয়ায় আপনাকে অবহিত রাখে
এই প্ল্যাটফর্মগুলি তাদের ক্রয় ক্ষমতার সুবিধা নিয়ে অর্ডারগুলি একত্রিত করে এবং কাজগুলি অত্যন্ত বিশেষায়িত CNC ফ্যাব্রিকেশন অংশীদারদের কাছে বরাদ্দ করে। টাইটানিয়ামের টার্নড অংশগুলি টাইটানিয়ামে দক্ষ প্রস্তুতকারকদের কাছে পাঠানো হয়; একটি জটিল ৫-অক্ষ অ্যালুমিনিয়াম কম্পোনেন্ট সেই নির্দিষ্ট দক্ষতা সম্পন্ন দোকানগুলিতে পাঠানো হয়। ফলাফল? সুস্থির মান, প্রতিযোগিতামূলক মূল্য এবং আপনার স্থানীয় এলাকায় যে ক্ষমতাগুলি সম্ভবত বিদ্যমান নেই, সেগুলির প্রবেশাধিকার।
পণ্য উন্নয়নকারীদের জন্য এটি ডিজাইন কাজের উপর মনোনিবেশ করা অর্থ, ডেটা প্যাকেজগুলি প্রস্তুত করতে ঘণ্টার পর ঘণ্টা সময় ব্যয় করা, ইমেইলের মাধ্যমে নির্মাতাদের সাথে যোগাযোগ করা এবং প্রতিক্রিয়ার জন্য দিনের পর দিন অপেক্ষা করা এড়ানো। ডেলিভারি সময় ও খরচের জন্য উদ্ধৃতি তুলনা করার ক্লান্তিকর প্রক্রিয়াটি এখন সপ্তাহের পরিবর্তে মিনিটের মধ্যে সম্পন্ন হয়।
সিএনসি মিলিং, টার্নিং এবং মাল্টি-অ্যাক্সিস মেশিনিং বোঝা
সুতরাং আপনি আপনার সিএডি ফাইলটি আপলোড করেছেন এবং একটি তৎক্ষণাৎ উদ্ধৃতি পেয়েছেন—কিন্তু আপনি কীভাবে জানবেন যে আপনার পার্টের জন্য কোন মেশিনিং প্রক্রিয়াটি সঠিক? সিএনসি মিলিং, সিএনসি টার্নিং এবং ইডিএম সহ বিশেষায়িত পদ্ধতিগুলির মধ্যে পার্থক্য বোঝা আপনাকে খরচ, লিড টাইম এবং পার্টের গুণগত মান সংক্রান্ত বুদ্ধিমান সিদ্ধান্ত নেওয়ার সুযোগ করে দেয়। চলুন প্রতিটি প্রক্রিয়াকে সহজ ভাষায় ব্যাখ্যা করি।
সিএনসি মিলিং সহজ ভাষায় ব্যাখ্যা করা হলো
একটি ঘূর্ণায়মান কাটিং টুলের ছবি কল্পনা করুন স্থির কাজের টুকরোর উপর দিয়ে চলাচল করে, স্তরে স্তরে উপাদান কেটে ফেলে। এটাই হলো সিএনসি মিলিং-এর সংক্ষিপ্ত বিবরণ। সিএনসি কাটিং মেশিন বহু-বিন্দু টুল—যেমন এন্ড মিল, ফেস মিল অথবা বল-নোজ কাটার—ব্যবহার করে সমতল পৃষ্ঠ, পকেট, স্লট এবং জটিল ৩ডি কনটুর তৈরি করে।
মিলিং-এর এত বৈচিত্র্য ঘটে এর বহু-অক্ষ গতির ক্ষমতার জন্য। এখানে এই ক্ষমতাগুলো কীভাবে কাজ করে তা দেখানো হলো:
- ৩-অক্ষ মিলিং: টুলটি X (বাম-ডান), Y (সামনে-পিছনে) এবং Z (উপর-নীচে) অক্ষ বরাবর চলাচল করে। এটি সরল জ্যামিতিক আকৃতি—যেমন ব্র্যাকেট, হাউজিং এবং সমতল প্যানেল—তৈরির জন্য উপযুক্ত। Xometry অনুযায়ী, এই মেশিনগুলো খরচ-কার্যকর এবং এদের চালনা করতে ন্যূনতম প্রশিক্ষণ প্রয়োজন, ফলে সরল অংশগুলো তৈরির জন্য এগুলো আদর্শ।
- ৪-অক্ষ মিলিং: একটি অক্ষের চারপাশে ঘূর্ণন যোগ করা হয়, যার ফলে অংশটিকে হাত দিয়ে পুনরায় অবস্থান না করেই এর একাধিক পাশে কাজ করা যায়।
- ৫ অক্ষ সিএনসি মেশিনিং সেবা: এই টুলটি আপনার পার্টের দিকে প্রায় যেকোনো কোণ থেকে আসতে পারে, যা একটি একক সেটআপে জটিল কনটুর, আন্ডারকাট এবং মসৃণ স্কাল্পচার্ড পৃষ্ঠের উৎপাদন সম্ভব করে তোলে। এই মেশিনগুলি বিমান চলাচল উপাদান, চিকিৎসা ইমপ্লান্ট এবং মোল্ড ক্যাভিটিগুলির জন্য বিশেষভাবে উপযুক্ত।
এর বিনিময়ে কী হয়? অক্ষ সংখ্যা বৃদ্ধি পেলে মেশিনের খরচ এবং প্রোগ্রামিংয়ের জটিলতা বৃদ্ধি পায়। একটি ৩-অক্ষ মেশিনের দাম প্রায় $২৫,০০০ থেকে $৫০,০০০ হতে পারে, অন্যদিকে ৫-অক্ষ সরঞ্জামের দাম $৮০,০০০ থেকে $৫০০,০০০ এর বেশি পর্যন্ত হতে পারে। তবে, জটিল পার্টের ক্ষেত্রে ৫-অক্ষ মেশিনিং প্রায়শই একাধিক সেটআপ বাদ দিয়ে এবং নির্ভুলতা বৃদ্ধি করে মোট খরচ কমিয়ে দেয়।
সিএনসি মিলড পার্টের জন্য আদর্শ অ্যাপ্লিকেশনগুলি:
- পকেট এবং মাউন্টিং বৈশিষ্ট্যসহ এনক্লোজার ও হাউজিং
- বহু পৃষ্ঠে ছিদ্রযুক্ত ব্র্যাকেট এবং কাঠামোগত উপাদান
- মসৃণ, কনটুরযুক্ত পৃষ্ঠের প্রয়োজনীয় মোল্ড ক্যাভিটি
- জটিল ৩ডি জ্যামিতি সহ প্রোটোটাইপ পার্ট
যখন টার্নিং মিলিং-এর চেয়ে শ্রেষ্ঠ
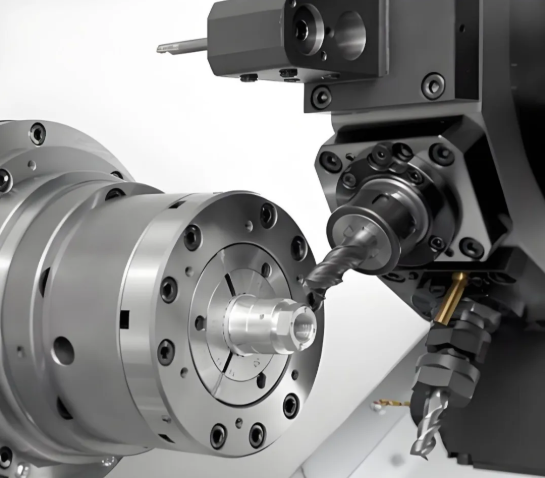
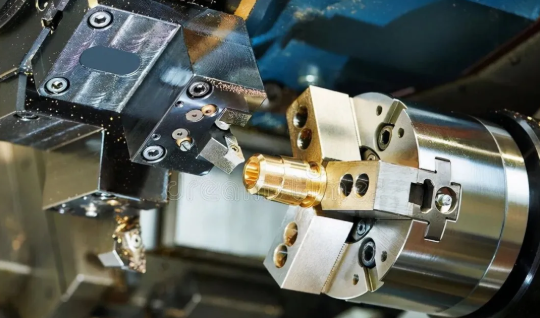
এখন বিপরীত পরিস্থিতির কল্পনা করুন: আপনার কাজের টুকরোটি দ্রুত ঘুরছে, অথচ একটি স্থির কাটিং টুল এর পৃষ্ঠকে আকৃতি দিচ্ছে। এটিই হলো সিএনসি টার্নিং, এবং এটি শ্যাফট, পিন, বুশিং এবং সূত্রযুক্ত উপাদানের মতো চৌম্বকীয় বা শঙ্কুকার অংশগুলি উৎপাদন করার সবচেয়ে দ্রুত পথ।
একটি সিএনসি টার্নিং সেবা X এবং Z অক্ষ বরাবর চলমান একক-বিন্দু কাটিং টুল সহ লেথ ব্যবহার করে। যেহেতু অংশটি অবিরাম ঘুরছে, তাই টার্নিং সংযোজনের জন্য যেসব উপাদানগুলির সঠিকভাবে ফিট করা আবশ্যক তাদের জন্য কেন্দ্রিকতা এবং গোলাকারতা বজায় রাখতে অত্যন্ত কার্যকর।
কেন সিএনসি টার্নিং সেবা বেছে নেবেন?
- গতি: গোলাকার অংশগুলির জন্য টার্নিং মিলিংয়ের চেয়ে দ্রুত, কারণ এর টুলপাথগুলি সহজ এবং কাটিং ক্রিয়া অবিরাম
- খরচের কার্যকারিতা: একক-বিন্দু টুলগুলি সস্তা, এবং বার ফিডারগুলি ন্যূনতম অপারেটর হস্তক্ষেপের সাথে উচ্চ-পরিমাণ উৎপাদন সক্ষম করে
- নির্ভুলতা: ±0.002" টলারেন্স মানক, এবং ভালোভাবে ক্যালিব্রেট করা সরঞ্জামে ±0.001" টলারেন্স অর্জন করা যায়
আধুনিক সিএনসি টার্নিং কেন্দ্রগুলিতে প্রায়শই লাইভ টুলিং—টার্নেটে সংযুক্ত ঘূর্ণনশীল টুল—অন্তর্ভুক্ত থাকে, যা অংশটিকে আলাদা মেশিনে স্থানান্তর না করেই ড্রিলিং ক্রস-হোল বা মিলিং ফ্ল্যাটসহ সিএনসি কাটিং অপারেশন সম্পাদন করতে পারে। এই হাইব্রিড ক্ষমতা শুধুমাত্র টার্নিং এবং মিলিং-এর মধ্যেকার ফারাক দূর করে।
টার্নড পার্টসের জন্য আদর্শ অ্যাপ্লিকেশনগুলি:
- শ্যাফট, অ্যাক্সেল এবং রোলার
- থ্রেডযুক্ত ফাস্টেনার ও ফিটিং
- বুশিং, স্পেসার এবং স্লিভ
- যেকোনো ঘূর্ণন সমমিতি বিশিষ্ট উপাদান
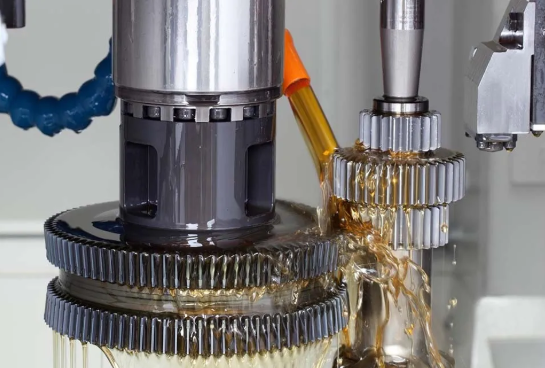
বিশেষায়িত অ্যাপ্লিকেশনের জন্য ইডিএম (ইলেকট্রিক্যাল ডিসচার্জ মেশিনিং)
যখন ঐতিহ্যবাহী সিএনসি কাটিং কাজ করবে না—যেমন, আপনার অত্যন্ত ধারালো অভ্যন্তরীণ কোণ প্রয়োজন হয় বা কঠিন টুল স্টিল মেশিন করতে হয়—তখন ইলেকট্রিক্যাল ডিসচার্জ মেশিনিং (ইডিএম) কাজে লাগে।
ইডিএম একটি ইলেকট্রোড এবং আপনার পরিবাহী ওয়ার্কপিসের মধ্যে বৈদ্যুতিক স্পার্ক ব্যবহার করে উপাদান অপসারণ করে, যেখানে উভয়ই ডাই-ইলেকট্রিক তরলে নিমজ্জিত থাকে। এখানে কোনো যান্ত্রিক কাটিং বল প্রয়োগ করা হয় না, ফলে আপনি অত্যন্ত কঠিন উপাদান বা এমন সূক্ষ্ম বৈশিষ্ট্যগুলি মেশিন করতে পারেন যা ঐতিহ্যবাহী টুলগুলির সাথে ভেঙে যেতে পারে।
সাধারণ ইডিএম অ্যাপ্লিকেশনগুলি:
- জটিল প্রোফাইল এবং কঠোর সহনশীলতা বিশিষ্ট ডাই উপাদানের জন্য ওয়্যার ইডিএম
- জটিল ছাঁচের গহ্বরের জন্য সিঙ্কার ইডিএম
- এয়ারোস্পেস যন্ত্রাংশের শীতলীকরণ পথের জন্য ছোট-ছিদ্র ইডিএম
ইডিএম মিলিং বা টার্নিং-এর তুলনায় ধীরগতির এবং ব্যয়বহুল; তাই এটি সাধারণ উৎপাদনের পরিবর্তে বিশেষায়িত প্রয়োজনীয়তার জন্য সাধারণত সংরক্ষিত থাকে।
আপনার প্রকল্পের জন্য সঠিক প্রক্রিয়া নির্বাচন করা
এখানে একটি দ্রুত সিদ্ধান্ত গঠনের কাঠামো দেওয়া হল: যদি আপনার অংশটি মূলত গোলাকার হয় অথবা কেন্দ্রীয় অক্ষের চারপাশে সমমিত হয়, তবে টার্নিং দিয়ে শুরু করুন। যদি এটি সমতল পৃষ্ঠ, পকেট বা বহু-পার্শ্বীয় মেশিনিং প্রয়োজন করে, তবে মিলিং আপনার সমাধান। উভয়ই প্রয়োজন? অনেকগুলি অনলাইন প্ল্যাটফর্ম আপনার কাজটি মিল-টার্ন কেন্দ্রে পাঠায়, যেখানে উভয় প্রক্রিয়াকে একটি একক সেটআপে একত্রিত করা হয়।
আপনার অংশের জ্যামিতি চূড়ান্তভাবে প্রক্রিয়া নির্বাচন নির্ধারণ করে—এবং এই মৌলিক বিষয়গুলি বোঝা আপনাকে আপনার উৎপাদন অংশীদারের সাথে আরও কার্যকরভাবে যোগাযোগ করতে এবং খরচ ও লিড টাইম অপ্টিমাইজ করতে সাহায্য করে।
সিএনসি মেশিন করা পার্টের জন্য উপাদান নির্বাচন গাইড
আপনি আপনার জ্যামিতির জন্য সঠিক মেশিনিং প্রক্রিয়াটি চিহ্নিত করেছেন—কিন্তু উপাদানটি কীভাবে? এই সিদ্ধান্তটি প্রায়শই নির্ধারণ করে যে আপনার অংশটি নিখুঁতভাবে কাজ করবে নাকি ক্ষেত্রেই ব্যর্থ হবে। ভুল উপাদান নির্বাচন করলে টুলের অত্যধিক ক্ষয়, মাত্রাগত অস্থিতিশীলতা বা অংশের প্রারম্ভিক ব্যর্থতা ঘটতে পারে। সঠিক উপাদান নির্বাচন করতে হয় যান্ত্রিক প্রয়োজনীয়তা, পরিবেশগত শর্ত, মেশিনযোগ্যতা এবং বাজেট—এই চারটি কারণের মধ্যে ভারসাম্য বজায় রেখে।
অন্যত্র পাওয়া যায় এমন সহজ উপাদানের তালিকার বিপরীতে, আসুন একটি সিদ্ধান্ত গ্রহণের কাঠামো গড়ে তুলি যা আপনার নির্দিষ্ট প্রকল্পের প্রয়োজনীয়তা অনুযায়ী বিকল্পগুলি মূল্যায়ন করতে আপনাকে সহায়তা করবে।
যেসব ধাতু সর্বোত্তমভাবে মেশিন করা যায়
অ্যালুমিনিয়াম মেশিনিং-এর ক্ষেত্রে কয়েকটি উপাদানই মেশিনযোগ্যতা, শক্তি-ওজন অনুপাত এবং খরচ-কার্যকারিতার একই সংমিশ্রণ প্রদান করে। এই কারণেই অ্যালুমিনিয়াম মিশ্র ধাতুগুলি এয়ারোস্পেস থেকে ভোক্তা ইলেকট্রনিক্স—এই শিল্পগুলির মধ্যে সিএনসি উৎপাদনে প্রাধান্য বজায় রাখে।
কিন্তু অ্যালুমিনিয়াম আপনার একমাত্র বিকল্প নয়। এখানে অনলাইন সিএনসি মেশিনিং সেবা মূল্যায়ন করার সময় সাধারণ ধাতুগুলির তুলনা করা হয়েছে:
| উপাদান | প্রধান বৈশিষ্ট্য | মেশিনযোগ্যতার রেটিং | সাধারণ প্রয়োগ | আপেক্ষিক খরচ |
|---|---|---|---|---|
| অ্যালুমিনিয়াম 6061 | ভালো শক্তি, চমৎকার ক্ষয় প্রতিরোধ ক্ষমতা, ওয়েল্ড করা যায় | উত্তম (৯০%) | গঠনমূলক উপাদান, ফ্রেম, ফিক্সচার, সাধারণ উদ্দেশ্যের যোগানদানকারী অংশ | নিম্ন ($) |
| অ্যালুমিনিয়াম 7075 | উচ্চ শক্তি, ক্লান্তি প্রতিরোধী, ৬০৬১-এর তুলনায় কম ক্ষয় প্রতিরোধী | ভালো (৭০%) | বিমানচালনা কাঠামো, উচ্চ-চাপযুক্ত উপাদান, খেলাধুলার সরঞ্জাম | মাঝারি ($$) |
| স্টেইনলেস স্টিল 304 | অত্যুত্তম ক্ষয়রোধী ক্ষমতা, ভালো শক্তি, অচৌম্বকীয় | মধ্যম (৪৫%) | খাদ্য সরঞ্জাম, চিকিৎসা যন্ত্রপাতি, সমুদ্রের অ্যাপ্লিকেশন | মাঝারি ($$) |
| স্টেনলেস স্টিল 316 | অত্যুত্তম ক্ষয় প্রতিরোধী ক্ষমতা, বিশেষ করে ক্লোরাইডের বিরুদ্ধে | মধ্যম (৪০%) | রাসায়নিক প্রক্রিয়াকরণ, সামুদ্রিক হার্ডওয়্যার, সার্জিক্যাল যন্ত্রপাতি | মাঝারি-উচ্চ ($$$) |
| পিতল | অত্যুত্তম মেশিনযোগ্যতা, ভালো ক্ষয় প্রতিরোধী ক্ষমতা, সজ্জামূলক ফিনিশ | উত্তম (১০০%) | ফিটিংস, ভালভ, বৈদ্যুতিক কানেক্টর, সজ্জামূলক হার্ডওয়্যার | মাঝারি ($$) |
| ব্রোঞ্জ | অত্যুত্তম ক্ষয় প্রতিরোধী ক্ষমতা, নিম্ন ঘর্ষণ, ভালো ক্ষয় প্রতিরোধী ক্ষমতা | ভালো (৬৫%) | বেয়ারিং, বুশিং, সামুদ্রিক হার্ডওয়্যার, গিয়ার | মাঝারি-উচ্চ ($$$) |
| টাইটানিয়াম গ্রেড 5 | অসাধারণ শক্তি-থেকে-ওজন, জৈব-উপযুক্ত, ক্ষয় প্রতিরোধী | দুর্বল (২২%) | বিমান ও মহাকাশ শিল্প, চিকিৎসা ইমপ্লান্ট, উচ্চ-কার্যকরী গাড়ি | উচ্চ ($$$$) |
দ্রষ্টব্য যে, মেশিনযোগ্যতার রেটিং সরাসরি আপনার উৎপাদন খরচকে প্রভাবিত করে। ব্রাস মাকড়সার মতো সহজেই মেশিন করা যায়—এটি আসলে অন্যান্য উপাদানগুলিকে মাপার জন্য বেসলাইন (১০০%) হিসাবে ব্যবহৃত হয়। ব্রোঞ্জ মেশিন করতে এর কঠোরতার কারণে অধিক সতর্কতা প্রয়োজন, কিন্তু ব্রোঞ্জ সিএনসি পার্টস বেয়ারিং ও বুশিং অ্যাপ্লিকেশনের জন্য অত্যুত্তম ক্ষয় প্রতিরোধী ক্ষমতা প্রদান করে। টাইটানিয়াম, যদিও অতুলনীয় কার্যকারিতা বৈশিষ্ট্য প্রদান করে, তবুও বিশেষায়িত টুলিং, ধীর ফিড এবং অধিক মেশিন সময় প্রয়োজন করে—যা সমস্তই আপনার উদ্ধৃতি বৃদ্ধি করে।
অ্যালুমিনিয়াম স্টিল এবং বিশেষ ধাতুর মধ্যে পছন্দ করা
জটিল শোনাচ্ছে? এখানে HPPI-এর উপাদান নির্বাচন গাইড যা সুপারিশ করে তার ভিত্তিতে একটি ব্যবহারিক কাঠামো দেওয়া হলো:
ধাপ ১: আপনার কার্যকরী প্রয়োজনীয়তা সংজ্ঞায়িত করুন। অংশটি কোন ধরনের লোডের সম্মুখীন হবে? এটি বৈদ্যুতিক পরিবাহিতা প্রয়োজন করে কি? এটি কি ক্ষয়কারী পদার্থ বা চরম তাপমাত্রার সংস্পর্শে আসবে?
ধাপ ২: কার্যকরী পরিবেশ বিবেচনা করুন। যে অংশটি লবণাক্ত জলের পরিবেশে ব্যবহারের জন্য নির্ধারিত, তার জন্য যে ধরনের ক্ষয় প্রতিরোধ প্রয়োজন হবে, তা আবহাওয়া-নিয়ন্ত্রিত আবদ্ধ পরিবেশে স্থাপিত অংশের চেয়ে ভিন্ন হবে।
ধাপ ৩: আপনার বাজেটের সাপেক্ষে যন্ত্রকর্মের সামর্থ্য মূল্যায়ন করুন। কখনও কখনও কিছুটা কম কার্যকরী হলেও যে উপাদানটি সহজে যন্ত্রকর্ম করা যায়, তা যন্ত্রের ক্ষয় কমানো এবং চক্র সময় দ্রুত করার ফলে আসলে ভালো মানের মূল্য প্রদান করে।
বিমান চলাচলের মতো ওজন-সংবেদনশীল অ্যাপ্লিকেশনের জন্য, অ্যালুমিনিয়াম 7075 প্রায়শই 6061-এর চেয়ে বেশি দামি হওয়া সত্ত্বেও শ্রেষ্ঠ বিকল্প হিসেবে বিবেচিত হয়—এর উৎকৃষ্ট শক্তি-প্রতি-ওজন অনুপাত এই অতিরিক্ত খরচকে যথার্থ করে। গ্লাইডিং যোগাযোগে অসাধারণ ক্ষয় প্রতিরোধ প্রয়োজন এমন যোগাযোগের জন্য, সিএনসি ব্রোঞ্জ কম্পোনেন্টগুলি অন্যান্য বেশিরভাগ বিকল্পের চেয়ে ভালো কাজ করে, যদিও এর উপাদান খরচ বেশি।
ইঞ্জিনিয়ারিং প্লাস্টিক: যখন ধাতুই উত্তর নয়
ধাতু সবসময় সঠিক পছন্দ হয় না। ডেলরিন এবং নাইলনের মতো ইঞ্জিনিয়ারিং প্লাস্টিকগুলি উপযুক্ত অ্যাপ্লিকেশনের জন্য আকর্ষণীয় সুবিধা প্রদান করে—হালকা ওজন, কম খরচ, প্রাকৃতিক লুব্রিকিটি এবং চমৎকার রাসায়নিক প্রতিরোধ ক্ষমতা।
কিন্তু এই দুটি জনপ্রিয় প্লাস্টিকের মধ্যে পছন্দ করতে হলে তাদের আলাদা বৈশিষ্ট্যগুলি বুঝতে হবে। পেন্টা প্রিসিশনের তুলনা অনুযায়ী, এই পার্থক্যগুলি ব্যবহারিক পরিস্থিতিতে স্পষ্টভাবে প্রকাশ পায়:
| সম্পত্তি | ডেলরিন (অ্যাসিটাল/পিওএম) | নাইলন (পিএ৬/পিএ৬৬) |
|---|---|---|
| জল শোষণ | অত্যন্ত কম (০.২%) | উচ্চ (২.৫–৩%) |
| মাত্রাগত স্থিতিশীলতা | চমৎকার | মাঝারি (আর্দ্রতায় ফুলে যায়) |
| তাপ প্রতিরোধক্ষমতা | ১০০–১১০°সে চলমান | ১২০–১৩০°সে (গ্লাস-ফিল্ড গ্রেড) |
| প্রভাব প্রতিরোধ ক্ষমতা | ভাল | চমৎকার |
| যন্ত্রচালিত কাজ করার সক্ষমতা | চমৎকার—পরিষ্কার কাট, মসৃণ ফিনিশ | মাঝারি—ফাজিং এবং ডিফ্লেকশনের প্রবণতা রয়েছে |
| আপেক্ষিক খরচ | ১০–৩০% বেশি | নিম্নতর উপকরণ খরচ |
ডেলরিন উপকরণ সংকীর্ণ টলারেন্স এবং আর্দ্রতা প্রতিরোধের ক্ষেত্রে অত্যন্ত কার্যকর। এটি তীব্র প্রান্ত এবং মসৃণ পৃষ্ঠ সহ যন্ত্র দ্বারা পরিষ্কারভাবে কাটা যায়—যা সরাসরি টুল থেকে বের হওয়ার পর খুব কম বা কোনো পোস্ট-প্রসেসিং ছাড়াই ব্যবহারযোগ্য। এখানে নির্ভুল গিয়ার, ভাল্ভ উপাদান এবং সংকীর্ণ টলারেন্সের সমাবেশগুলির কথা ভাবুন, যেখানে মাত্রিক স্থিতিশীলতা অবশ্যই অপরিহার্য।
যখন আপনার উচ্চ আঘাত প্রতিরোধ ক্ষমতা বা উচ্চতর তাপ সহনশীলতা প্রয়োজন হয়, তখন নাইলন মেশিনিংয়ের জন্য যুক্তিসঙ্গত পছন্দ। এটি সেইসব অংশের জন্য প্রথম পছন্দ যেগুলো চাপ সহ্য করে—গতিশীল উপাদান, ইঞ্জিন বে অ্যাপ্লিকেশন বা যেসব পরিস্থিতিতে লোডের অধীনে নমনীয়তা আসলে কাম্য। তবে মনে রাখবেন, নাইলন হাইগ্রোস্কোপিক প্রকৃতির হওয়ায় আর্দ্র পরিবেশে অংশগুলো ২-৩% পর্যন্ত ফুলে যেতে পারে, যা সম্ভবত গুরুত্বপূর্ণ ফিটগুলোকে বিঘ্নিত করতে পারে।
ধাতু বনাম প্লাস্টিক: একটি দ্রুত সিদ্ধান্ত গাইড
আপনি কখন অ্যালুমিনিয়ামের পরিবর্তে ডেলরিন প্লাস্টিক ব্যবহার করবেন? নিম্নলিখিত পরিস্থিতিগুলো বিবেচনা করুন:
- প্রকৌশল প্লাস্টিক নির্বাচন করুন যখন: আপনার ওজন হ্রাস, প্রাকৃতিক স্নেহকতা, বৈদ্যুতিক অন্তরণ বা ধাতুগুলিকে আক্রমণ করে এমন পদার্থের বিরুদ্ধে রাসায়নিক প্রতিরোধের প্রয়োজন হয়
- যখন নিম্নলিখিত শর্তগুলি পূরণ হয়, তখন ধাতু বেছে নিন: গঠনমূলক শক্তি সর্বোচ্চ গুরুত্বপূর্ণ, কার্যকরী তাপমাত্রা ১৫০°সেলসিয়াসের বেশি হয়, অথবা অংশটি উচ্চ যান্ত্রিক ভার সহ্য করতে হবে
- পরিবেশ বিবেচনা করুন: প্লাস্টিকগুলি সাধারণত অধিকাংশ ধাতুর তুলনায় ক্ষয় প্রতিরোধে ভালো করে, কিন্তু ইউভি রশ্মি এবং কিছু রাসায়নিক পদার্থ সময়ের সাথে সাথে পলিমারের কার্যকারিতা হ্রাস করতে পারে
বাজেটের সীমাবদ্ধতা প্রায়শই সিদ্ধান্ত নেওয়ার ক্ষেত্রে একটি গুরুত্বপূর্ণ ভূমিকা পালন করে। ডেলরিন প্লাস্টিকের দাম প্রতি কিলোগ্রামে অ্যালুমিনিয়ামের তুলনায় সাধারণত বেশি হয়, কিন্তু এর নিম্ন ঘনত্বের কারণে আপনি প্রতি পাউন্ড উপাদানে অধিক সংখ্যক অংশ পান—এবং এর চমৎকার যন্ত্রযোগ্যতা উৎপাদন সময় কমিয়ে দেয়।
আপনি যে উপাদানটি নির্বাচন করেন, তা আপনার প্রকল্পের প্রতিটি দিককে প্রভাবিত করে—শুরুতে আনুমানিক মূল্য থেকে শেষ পর্যন্ত অংশের দীর্ঘমেয়াদী কার্যকারিতা পর্যন্ত। আপনি যখন CAD ফাইলটি আপলোড করার আগে এই বিনিময়গুলি বুঝতে পারেন, তখন আপনার অংশগুলি নির্দিষ্টকরণ মেনে চলবে এবং বাজেট অতিক্রম করবে না তা নিশ্চিত করতে সাহায্য করে।
আপনি যা আসলে প্রয়োজন তা কীভাবে নির্দিষ্ট করবেন
আপনি আপনার উপকরণ নির্বাচন করেছেন, সঠিক যন্ত্রকৃত প্রক্রিয়া বেছে নিয়েছেন—এখন আসছে সেই বিশেষকরণ যা আপনার বাজেটকে সফল বা ব্যর্থ করতে পারে: সহনশীলতা (টলারেন্স)। এখানে সমস্যাটা হলো: অনেক ইঞ্জিনিয়ার গুণগত মান নিশ্চিত করার জন্য সম্ভব সবচেয়ে কঠোর সহনশীলতা (টলারেন্স) নির্দিষ্ট করে থাকেন। বাস্তবে, অতিরিক্ত কঠোর সহনশীলতা (টলারেন্স) নির্দিষ্ট করা আপনার অংশের খরচকে দ্বিগুণ বা ত্রিগুণ করে দিতে পারে, যদিও ফাংশনালিটির কোনো উন্নতি হয় না।
তাহলে থ্রেড করা ছিদ্র, মিলড বৈশিষ্ট্য বা টার্নড ব্যাসের জন্য সহনশীলতা (টলারেন্স) কত? আরও গুরুত্বপূর্ণভাবে, কখন আসলে কঠোর স্পেসিফিকেশন প্রয়োজন? চলুন জার্গনগুলো কেটে ফেলি এবং আপনাকে একটি ব্যবহারিক কাঠামো দিই যা আপনার যন্ত্রকৃত অংশগুলোর প্রয়োজনীয় সঠিক সহনশীলতা (টলারেন্স) নির্দিষ্ট করতে সাহায্য করবে—কিছুই বেশি নয়, কিছুই কম নয়।
স্ট্যান্ডার্ড বনাম প্রিসিশন সহনশীলতা: ব্যাখ্যা করা হলো
সহনশীলতা (টলারেন্স) হলো কোনো মাত্রায় গ্রহণযোগ্য পরিবর্তনের পরিমাণ। যখন আপনি ০.৫০০" ± ০.০০৫" ব্যাসের একটি ছিদ্র নির্দিষ্ট করেন, তখন আপনি নির্মাতাকে বলছেন যে আপনার অ্যাপ্লিকেশনের জন্য ০.৪৯৫" থেকে ০.৫০৫" এর মধ্যে যেকোনো মান গ্রহণযোগ্য।
Xometry-এর সহনশীলতা (টলারেন্স) নির্দেশিকা অনুযায়ী, প্রিসিশন CNC মেশিনিং-এর জন্য স্ট্যান্ডার্ড সহনশীলতা (টলারেন্স) নিম্নরূপ:
- ধাতব অংশ: ±0.005" (±0.127 মিমি) হল ডিফল্ট মান সহনশীলতা
- প্লাস্টিকের অংশ: কাটিংয়ের সময় উপাদানের নমনীয়তার কারণে ±0.010" (±0.254 মিমি)
প্রেক্ষাপটের জন্য, একটি কাগজের পাতার পুরুত্ব প্রায় 0.003"। স্ট্যান্ডার্ড সহনশীলতা অধিকাংশ অ্যাপ্লিকেশনের জন্য নিখুতভাবে কাজ করে—ব্র্যাকেট, হাউসিং, কভার এবং সাধারণ যান্ত্রিক উপাদানগুলির জন্য যেখানে নিখুঁত ফিট আবশ্যক নয়।
কিন্তু যখন আপনার আরও কঠোর স্পেসিফিকেশন সহ নির্ভুল মেশিনিং সেবা প্রয়োজন হয়, তখন কী ঘটে? এখানেই খরচ বৃদ্ধি পাওয়া শুরু হয়:
| টলারেন্স বিভাগ | সাধারণ পরিসর | খরচ গুণক | 추가 요구 |
|---|---|---|---|
| মানক | ±০.০০৫" (±০.১২৭ মিমি) | 1x (বেসলাইন) | স্ট্যান্ডার্ড সরঞ্জাম, নমুনা পরীক্ষা |
| সঠিকতা | ±0.001" (±0.025 মিমি) | ৩-৫ গুণ | বিশেষায়িত টুলিং, পরিবেশগত নিয়ন্ত্রণ, দীর্ঘায়িত পরীক্ষা |
| আল্ট্রা-প্রিসিশন | ±0.0004" (±0.010 মিমি) | ৮-১৫ গুণ | বিশেষায়িত সরঞ্জাম, ১০০% পরীক্ষা, চাপ মুক্তি অপারেশন |
এই সম্পর্কটি লক্ষ্য করুন? অনুযায়ী মডাস অ্যাডভান্সডের DFM গবেষণা , ±0.005"-এর চেয়ে কঠোর সহনশীলতা নির্ধারণ করলে খরচ রৈখিকভাবে নয়, বরং সূচকীয়ভাবে বৃদ্ধি পায়। স্ট্যান্ডার্ড থেকে নির্ভুল সহনশীলতায় যাওয়া অংশের খরচকে জ্যামিতি ও আকারের উপর নির্ভর করে তিন থেকে দশ গুণ পর্যন্ত বৃদ্ধি করতে পারে।
যখন টাইট টলারেন্সগুলি আসলেই গুরুত্বপূর্ণ হয়
এখানে এমন একটি প্রশ্ন যা অধিকাংশ সহনশীলতা গাইড এড়িয়ে যায়: আপনার আসলে কখন নির্ভুল সিএনসি মেশিনিং সেবা প্রয়োজন হয়—স্ট্যান্ডার্ড স্পেসিফিকেশনের পরিবর্তে?
কঠোর সহনশীলতা যখন প্রযোজ্য হয়:
- যুগ্ম অংশগুলি সর্বনিম্ন খালি জায়গা নিয়ে একসাথে ফিট করতে হবে (প্রেস ফিট, বেয়ারিং বোর)
- সিলিং পৃষ্ঠগুলির সামঞ্জস্যপূর্ণ যোগাযোগ প্রয়োজন (ও-রিং খাঁজ, গ্যাস্কেট পৃষ্ঠ)
- ঘূর্ণায়মান বা পিছলানো উপাদানগুলির সঠিক সামঞ্জস্য প্রয়োজন (শ্যাফট, পিস্টন, ভাল্ভ শ্যাঙ্ক)
- অপটিক্যাল বা ইলেকট্রনিক অ্যাসেম্বলিগুলির সঠিক অবস্থান প্রয়োজন
মানক সহনশীলতা নিম্নলিখিত ক্ষেত্রে ভালোভাবে কাজ করে:
- ফাস্টেনারগুলির জন্য ক্লিয়ারেন্স হোল
- অ-গুরুত্বপূর্ণ বাহ্যিক মাত্রা
- যেসব পৃষ্ঠে দ্বিতীয়ক ফিনিশিং প্রয়োগ করা হয়
- যেসব বৈশিষ্ট্য অ্যাসেম্বলি বা কার্যকারিতাকে প্রভাবিত করে না
সূত্রযুক্ত বৈশিষ্ট্যগুলিকে একটি ব্যবহারিক উদাহরণ হিসাবে বিবেচনা করুন। 3/8 NPT সূত্রের জন্য, প্রধান ব্যাস হল 0.675" এবং সূত্র নির্দিষ্টকরণের মধ্যেই মানকীকৃত সহনশীলতা অন্তর্ভুক্ত করা হয়েছে। একইভাবে, 1 4 npt গর্তের আকারও প্রতিষ্ঠিত মানদণ্ড অনুসরণ করে—আপনার এই বৈশিষ্ট্যগুলির জন্য অতিরিক্ত বিশদ নির্দিষ্ট করার প্রয়োজন নেই, কারণ সূত্র কাটার প্রক্রিয়াটি নিজেই গুরুত্বপূর্ণ মাত্রাগুলি নিয়ন্ত্রণ করে।
উৎপাদন-বান্ধব ডিজাইন: ব্যয়বহুল ভুলগুলি এড়ানো
মোডাস অ্যাডভান্সড-এর গবেষণা অনুসারে, উৎপাদন খরচের প্রায় ৭০% ডিজাইন পর্যায়েই নির্ধারিত হয়। অর্থাৎ, আপনার ড্রয়িংয়ে সহনশীলতা সংক্রান্ত সিদ্ধান্তগুলি দোকানের ফ্লোরে ঘটছে যে কোনও কিছুর চেয়ে বেশি খরচের প্রভাব ফেলে।
আপনার স্পেসিফিকেশনগুলি অপ্টিমাইজ করার জন্য নিম্নলিখিত ব্যবহারিক নীতিগুলি:
- শুধুমাত্র গুরুত্বপূর্ণ বৈশিষ্ট্যগুলির জন্য কঠোর সহনশীলতা প্রয়োগ করুন। যদি কোনও মাত্রা ফিট, ফর্ম বা ফাংশনকে প্রভাবিত না করে, তবে তা স্ট্যান্ডার্ড সহনশীলতায় রেখে দিন।
- উপাদানের আচরণ বিবেচনা করুন। নাইলন বা HDPE-এর মতো নরম উপকরণগুলি কাটার সময় নমনীয় হয়, যার ফলে কঠোর সহনশীলতা অর্জন করা কঠিন হয়ে ওঠে। অ্যালুমিনিয়াম এবং ইস্পাত প্রক্রিয়াকরণের সময় নির্ভুলতা আরও বিশ্বস্তভাবে বজায় রাখে।
- পরীক্ষা-নিরীক্ষার কথা ভাবুন। যেসব বৈশিষ্ট্য যন্ত্রচালিত প্রক্রিয়ায় তৈরি করা কঠিন, সেগুলি পরিমাপ করাও কঠিন। জটিল সহনশীলতা নির্দেশনা বিশেষায়িত পরীক্ষা-নিরীক্ষা সরঞ্জামের প্রয়োজন হতে পারে, যা খরচ বাড়ায়।
- প্রক্রিয়া পরিবর্তনের দিকে লক্ষ্য রাখুন। ±0.001" ব্যাসের একটি গর্তের জন্য নির্দেশ দেওয়া, যা ±0.005" পর্যন্ত মিলিং করা যেতে পারে, তা উৎপাদনকারীকে সম্ভবত লেথে গর্ত করতে বাধ্য করবে—যা সেটআপ খরচ এবং লিড টাইম বাড়াবে।
সহনশীলতা প্রয়োগ করার সেরা উপায় হলো শুধুমাত্র নকশা মানদণ্ড পূরণের জন্য প্রয়োজনীয় সময়ে সমালোচনামূলক অঞ্চলগুলিতে কঠোর এবং/অথবা জ্যামিতিক সহনশীলতা প্রয়োগ করা।
যখন আপনি আপনার ডিজাইনটি অনলাইন CNC মেশিনিং সেবায় আপলোড করেন, তখন কোটেশন অ্যালগরিদমটি প্রতিটি সহনশীলতা নির্দেশনা মূল্যায়ন করে। ±0.001" থেকে ±0.005" পর্যন্ত অ-সমালোচনামূলক স্পেসিফিকেশনগুলি শিথিল করা আপনার কোটেশন ৩০% বা তার বেশি কমাতে পারে—যা পার্টের কার্যকারিতার উপর কোনো প্রভাব ফেলবে না।
যন্ত্রচালিত কাটাকাটির খরচ নির্ধারণের কারণগুলি বোঝা আপনাকে নির্ভুলতা এবং বাজেটের মধ্যে সমন্বয় করার নিয়ন্ত্রণে রাখে—যা আমাদেরকে সম্পূর্ণ অর্ডার ওয়ার্কফ্লো এবং সেই পথে সাধারণ ভুলগুলি এড়ানোর উপায়ে নিয়ে যায়।
অনলাইনে সিএনসি মেশিনিং অর্ডার করার সম্পূর্ণ প্রক্রিয়া: ধাপে ধাপে
আপনি মেশিনিং প্রক্রিয়াগুলি বুঝেছেন, আপনি আপনার উপাদান নির্বাচন করেছেন এবং আপনি যুক্তিসঙ্গত সহনশীলতা নির্দিষ্ট করেছেন। এখন ব্যবহারিক প্রশ্নটি হলো: আপনি আসলে কীভাবে সেই সিএডি ফাইলটিকে আপনার ডেস্কের উপর বসে থাকা কাস্টম মেশিন করা পার্টে রূপান্তরিত করবেন?
অনলাইনে সিএনসি মেশিনিং পার্ট অর্ডার করার ওয়ার্কফ্লো ঐতিহ্যগত উৎপাদন পদ্ধতি থেকে উল্লেখযোগ্যভাবে ভিন্ন। দোকান পরিচালকদের সাথে ফোনে কথা বলার প্রয়োজন নেই, দাম নির্ধারণের জন্য নমুনা শহরের এক প্রান্ত থেকে অন্য প্রান্তে নিয়ে যাওয়ার প্রয়োজন নেই। বরং, আপনি একটি ডিজিটাল সিস্টেমের মধ্যে দিয়ে যাচ্ছেন যা গতির জন্য ডিজাইন করা হয়েছে—কিন্তু যা প্রস্তুতির প্রশংসা করে এবং অসাবধান ফাইল কাজকে শাস্তি দেয়।
চলুন সিএনসি মেশিন করা পার্টগুলির ফাইল আপলোড থেকে শুরু করে সম্পূর্ণ প্রক্রিয়াটি ধাপে ধাপে অনুসরণ করি এবং সমাপ্ত পার্টগুলি আনবক্সিং পর্যন্ত যাই।
সফলতার জন্য আপনার সিএডি ফাইলগুলি প্রস্তুত করা
এখানে একটি বাস্তবতা পরীক্ষা: বোলাং-এর অর্ডার গাইড অনুযায়ী, আপনার অনলাইন অর্ডারের সফলতা ৯০% আপনার ফাইলগুলির মানের উপর নির্ভরশীল। স্বয়ংক্রিয় কোটিং ইঞ্জিন এবং মানব প্রকৌশলীরা উভয়েই সঠিক মূল্য নির্ধারণ এবং টুলপাথ তৈরির জন্য নির্দিষ্ট ফাইল ফরম্যাটের উপর নির্ভরশীল।
আপনার ৩ডি মডেল সত্যের প্রাথমিক উৎস হিসেবে কাজ করে। কিন্তু সমস্ত ফাইল ফরম্যাট সমান নয়:
- STEP (.step / .stp): সিএনসি মেশিনিং-এর জন্য সোনার মানদণ্ড। STEP ফাইলগুলি সঠিক জ্যামিতি, বক্ররেখা এবং প্রান্ত সংজ্ঞাগুলি সংরক্ষণ করে যা মেশ-ভিত্তিক ফরম্যাটগুলি হারিয়ে ফেলে। অধিকাংশ অনলাইন প্ল্যাটফর্মই এই ফরম্যাটটি পছন্দ করে।
- IGES (.iges / .igs): অন্য একটি শিল্প-মানদণ্ড ফরম্যাট যা বিভিন্ন CAD সিস্টেমের মধ্যে ৩ডি পৃষ্ঠ ডেটা স্থানান্তরের জন্য ভালোভাবে কাজ করে।
- Parasolid (.x_t / .x_b): সিমেন্স NX এবং SolidWorks-এর নেটিভ ফরম্যাট; এই ফাইলগুলি উচ্চ জ্যামিতিক নির্ভুলতা বজায় রাখে।
- SOLIDWORKS (.sldprt): অনেক প্ল্যাটফর্ম নেটিভ SolidWorks ফাইলগুলি সরাসরি গ্রহণ করে।
STL ফাইলগুলির ক্ষেত্রে কী হবে? অনুযায়ী ডিপেক-এর ফাইল প্রস্তুতি গাইড cNC কাজের জন্য আপনার উচিত STL ফাইলগুলি এড়ানো। STL ফাইলগুলি মেশ-ভিত্তিক এবং ত্রিভুজ ব্যবহার করে পৃষ্ঠগুলিকে আনুমানিকভাবে উপস্থাপন করে, যা টুলপাথ জেনারেশনের সময় বিশদ হারানোর কারণ হতে পারে। এগুলি ৩ডি প্রিন্টিং-এর জন্য ভালোভাবে কাজ করে, কিন্তু CNC মেশিনগুলির প্রয়োজনীয় নির্ভুল জ্যামিতি প্রদান করতে পারে না।
ফাইল ফরম্যাটের পাশাপাশি, প্রস্তুতির বিস্তারিত বিষয়গুলি গুরুত্বপূর্ণ:
- সঠিক একক নির্ধারণ করুন। মিলিমিটার বনাম ইঞ্চির ভুলের ফলে অংশগুলি ভুল আকারের ২৫ গুণ হয়ে যায়।
- স্পষ্ট উৎস বিন্দু সংজ্ঞায়িত করুন। এটি উত্পাদনকারীদের আপনার অংশটি সঠিকভাবে অভিমুখিত করতে সাহায্য করে।
- খোলা পৃষ্ঠ বা ফাঁকগুলি পরীক্ষা করুন। জলরোধী মডেলগুলি উদ্ধৃতি তৈরির ত্রুটি এবং উত্পাদন সংক্রান্ত বিভ্রান্তি প্রতিরোধ করে।
- অপ্রয়োজনীয় বৈশিষ্ট্যগুলি সরিয়ে ফেলুন। নির্মাণ জ্যামিতি, লুকানো বস্তু এবং ডুপ্লিকেট পৃষ্ঠগুলি স্বয়ংক্রিয় বিশ্লেষণকে বিভ্রান্ত করতে পারে।
কঠোর টলারেন্সযুক্ত অংশগুলির ক্ষেত্রে কখনও 3D মডেলটির উপর মাত্র নির্ভর করবেন না। গুরুত্বপূর্ণ মাত্রা, পৃষ্ঠের শেষ প্রয়োজনীয়তা এবং জ্যামিতিক টলারেন্স নির্দিষ্ট করে এমন একটি 2D PDF অঙ্কন অন্তর্ভুক্ত করুন। এটি অনুমান-ভিত্তিক কাজ দূর করে এবং আপনার সিএনসি টার্নড অংশ বা মিলড উপাদানগুলি যেন সঠিক স্পেসিফিকেশন মেনে চলে তা নিশ্চিত করে।
আপলোড করার পর কী ঘটে
একবার আপনার ফাইলগুলি প্ল্যাটফর্মে আপলোড হয়ে যায়, এখানে ডিজিটাল মডেল থেকে শারীরিক অংশে পৌঁছানোর ধাপে ধাপে প্রক্রিয়াটি দেওয়া হল:
- তৎক্ষণাৎ জ্যামিতি বিশ্লেষণ: AI অ্যালগরিদম সেকেন্ডের মধ্যে আপনার মডেলটি স্ক্যান করে এবং ছিদ্র, পকেট, থ্রেড এবং আন্ডারকাট সহ বৈশিষ্ট্যগুলি চিহ্নিত করে। সিস্টেমটি সম্ভাব্য উৎপাদনযোগ্যতা সংক্রান্ত সমস্যাগুলি—যেমন ইডিএম প্রয়োজনীয় তীব্র অভ্যন্তরীণ কোণ, কাটিংয়ের সময় বিকৃত হতে পারে এমন পাতলা দেয়াল বা স্ট্যান্ডার্ড টুলিং দিয়ে পৌঁছানো অসম্ভব বৈশিষ্ট্যগুলি—কে চিহ্নিত করে।
- স্বয়ংক্রিয় দাম নির্ধারণ: জ্যামিতিক জটিলতা, উপকরণ নির্বাচন, সহনশীলতা প্রয়োজনীয়তা এবং পরিমাণের ভিত্তিতে আপনি প্রায় তৎক্ষণাৎ একটি মূল্য উদ্ধৃতি পান। বোলাং-এর তথ্য অনুসারে, উপকরণ যন্ত্রচালিত খরচের প্রায় ২০% এবং যন্ত্র সময় এর ৮০% গঠন করে—অতএব ডিজাইনের জটিলতা আপনার উদ্ধৃতির উপর সবচেয়ে বড় প্রভাব ফেলে।
- ডিজাইন ফিডব্যাক লুপ: বিশ্বস্ত প্ল্যাটফর্মগুলি আপনার চূড়ান্ত সিদ্ধান্ত নেওয়ার আগে উৎপাদনের জন্য ডিজাইন (DFM) প্রতিক্রিয়া প্রদান করে। এগুলি খরচ কমানোর জন্য সংশোধনগুলির পরামর্শ দেয়—যেমন অভ্যন্তরীণ কোণগুলিতে ফিলেট ব্যাসার্ধ যোগ করা, দেয়ালের পুরুত্ব সামঞ্জস্য করা বা উপকরণ প্রতিস্থাপনের পরামর্শ দেওয়া। এই পারস্পরিক আদান-প্রদান জটিল অংশগুলির খরচ ২০-৫০% পর্যন্ত কমিয়ে দিতে পারে।
- অর্ডার নিশ্চিতকরণ এবং রাউটিং: আপনি যখন উদ্ধৃতিটি অনুমোদন করেন, তখন আপনার কাজটি উৎপাদন সারির মধ্যে প্রবেশ করে। ডিজিটাল প্ল্যাটফর্মগুলি তাদের নেটওয়ার্কের মধ্যে বিশেষায়িত উৎপাদনকারীদের কাছে অর্ডারগুলি পাঠায়—আপনার টাইটানিয়াম অংশটি টাইটানিয়াম বিশেষজ্ঞতা সম্পন্ন দোকানগুলিতে যায়, অন্যদিকে একটি বহু-অক্ষ অ্যালুমিনিয়াম উপাদান ৫-অক্ষ ক্ষমতা সম্পন্ন সুবিধাগুলিতে পাঠানো হয়।
- উৎপাদন: সিএনসি প্রোগ্রামাররা আপনার মডেল থেকে টুলপাথ তৈরি করেন, উপযুক্ত কাটিং টুল নির্বাচন করেন এবং মেশিনটি সেট আপ করেন। সিএনসি প্রোটোটাইপিং অর্ডারের ক্ষেত্রে, অর্ডার নিশ্চিতকরণের ২৪-৪৮ ঘণ্টার মধ্যেই সাধারণত উৎপাদন শুরু হয়।
- গুণবত্তা পরীক্ষা: সম্পূর্ণ হওয়া সিএনসি মেশিন পার্টগুলির মাত্রিক যাচাইকরণ করা হয়। স্ট্যান্ডার্ড অর্ডারগুলিতে সাধারণত নমুনা পরীক্ষা করা হয়, অন্যদিকে প্রিসিশন পার্টগুলির ক্ষেত্রে ১০০% পরীক্ষা করা হতে পারে এবং পরিমাপের প্রতিবেদন লিখিতভাবে প্রদান করা হয়।
- পৃষ্ঠ শেষাবস্থা: যদি আপনি অ্যানোডাইজিং, পাউডার কোটিং বা বিড ব্লাস্টিং-এর মতো চিকিত্সা নির্দিষ্ট করে থাকেন, তবে চূড়ান্ত প্যাকেজিংয়ের আগে পার্টগুলি ফিনিশিং অপারেশনে পাঠানো হয়।
- শিপিং: ক্ষতির ঝুঁকি কমাতে পার্টগুলি সাবধানে প্যাকেজ করা হয়। স্ট্যান্ডার্ড অ্যালুমিনিয়াম প্রোটোটাইপগুলি সাধারণত ৩-৫ কর্মদিবসের মধ্যে পাঠানো হয়; ১০০+ ইউনিটের উৎপাদন চক্র সাধারণত ফিনিশিং প্রয়োজনীয়তার উপর নির্ভর করে ২-৪ সপ্তাহ সময় নেয়।
অর্ডার বাধাগুলির সাধারণ ভুল
এমনকি অভিজ্ঞ ইঞ্জিনিয়াররাও অর্ডার প্রক্রিয়ায় ভুল করেন। জুপাইসিএনসি-এর বিশ্লেষণ অনুযায়ী, এই সমস্যাগুলি সবচেয়ে বেশি বিলম্ব এবং বাজেট অতিক্রমের কারণ হয়:
- অসম্পূর্ণ স্পেসিফিকেশন: সহনশীলতা, উপাদানের বিবরণ বা সমাপ্তির প্রয়োজনীয়তা ছাড়াই 3D মডেল প্রদান করা উৎপাদকদের অনুমান করতে বাধ্য করে—অথবা আপনার অর্ডারটি পরিষ্কার করার জন্য অপেক্ষা করে প্রত্যাখ্যান করে।
- ভুল উপাদান নির্বাচন: প্রয়োগের প্রয়োজনীয়তার চেয়ে বরং নামের স্বীকৃতির ভিত্তিতে বেছে নেওয়া। যদি শক্তির প্রয়োজনীয়তা অনুমতি দেয়, তবে ঐ স্টেইনলেস স্টিলের অংশটি অ্যালুমিনিয়ামে অর্ধেক খরচে নিখুঁতভাবে মেশিন করা যেতে পারে।
- অতিরিক্ত নির্দিষ্ট টলারেন্স: প্রতিটি মাত্রার জন্য ±0.001" চাওয়া, যখন ±0.005" যথেষ্ট হবে, অংশের কার্যকারিতা উন্নত না করেই খরচ ব্যাপকভাবে বাড়িয়ে দেয়।
- অবাস্তব সময়সীমা: সিএনসি মেশিনিং-কে 3D প্রিন্টিং-এর মতোই দ্রুত বলে ধরে নেওয়া। জটিল অংশগুলির জন্য প্রোগ্রামিং, একাধিক সেটআপ এবং পরীক্ষার সময় প্রয়োজন। জোর করে কাজ করা গুণগত আকারে কমপ্রোমাইজ তৈরি করে।
- DFM ফিডব্যাক উপেক্ষা করা: যখন প্ল্যাটফর্ম ডিজাইন পরিবর্তনের পরামর্শ দেয়, তখন বিবেচনা না করে তা উপেক্ষা করা অকারণে বেশি দাম দিয়ে এমন বৈশিষ্ট্যগুলি কিনতে বাধ্য করে যা সরলীকরণ করা যেতে পারে।
আপনার ফাইলটি যত ভালো হবে, ফলাফলটিও তত ভালো হবে।
কাস্টম মেশিনড পার্টসের অর্ডারের জন্য পরিষ্কার ফাইলগুলি প্রস্তুত করতে, শুধুমাত্র প্রয়োজনীয় টলারেন্সগুলি নির্দিষ্ট করতে এবং DFM ফিডব্যাক পর্যালোচনা করতে এক ঘণ্টা অতিরিক্ত সময় নেওয়া আপনার অর্ডারে দিনগুলি বিলম্ব এবং শত শত ডলার খরচ বাঁচাতে পারে।
আপনার পার্টসগুলি পাঠানো হয়েছে—এখন সেই চূড়ান্ত কোটেশনটি কীভাবে নির্ধারিত হয়েছিল তা বোঝা এবং ভবিষ্যতের অর্ডারগুলি কীভাবে অপ্টিমাইজ করা যায় তা শেখা হল পরবর্তী গুরুত্বপূর্ণ দক্ষতা।
মূল্য নির্ধারণের কারণ এবং খরচ অপ্টিমাইজেশন কৌশল
আপনার পূর্ববর্তী অর্ডার থেকে আপনার পার্টসগুলি পাঠানো হয়েছে, এবং এখন আপনি একটি ইনভয়েসের দিকে তাকিয়ে ভাবছেন: কেন সেই কোটেশনটি এত বেশি হয়েছিল? অথবা হয়তো আপনি একটি নতুন ডিজাইন আপলোড করছেন এবং প্যারামিটারগুলি সামান্য পরিবর্তন করার সাথে সাথে মূল্য কীভাবে ওঠানামা করছে তা দেখছেন। সিএনসি মেশিনিং মূল্য নির্ধারণের পেছনে কী কারণগুলি কাজ করে তা বোঝা আপনাকে "অর্ডার" বাটনে ক্লিক করার আগে বুদ্ধিমানের মতো সিদ্ধান্ত নেওয়ার সক্ষম করে।
এখানে আপনাকে বেশিরভাগ প্ল্যাটফর্ম সরাসরি জানাবে না: মেশিনিস্ট ধাতুর খরচ আপনার মোট ব্যয়ের মাত্র প্রায় ২০% এর সমান। অবশিষ্ট ৮০% আসে মেশিন চালানোর সময় থেকে—যার অর্থ ডিজাইনের জটিলতা, সহনশীলতা (টলারেন্স) প্রয়োজনীয়তা এবং উৎপাদন দক্ষতা আপনার চূড়ান্ত লাভ-ক্ষতির উপর উপকরণ নির্বাচনের চেয়ে অনেক বেশি প্রভাব ফেলে।
সিএনসি মেশিনিং খরচকে কী নির্ধারিত করে
আপনার CAD ফাইল আপলোড করার আগেই মূল্য নির্ধারণ পূর্বানুমান করতে পারার জন্য আসুন প্রধান খরচ নির্ধারকগুলি বিশদভাবে বিশ্লেষণ করি:
- ম্যাটেরিয়াল নির্বাচন: কাঁচামালের দাম ব্যাপকভাবে পরিবর্তিত হয়। ইউনিয়নফ্যাব-এর খরচ বিশ্লেষণ অনুযায়ী, অ্যালুমিনিয়াম সবচেয়ে নিম্ন স্তরে অবস্থিত ($), যেখানে টাইটানিয়াম এবং ম্যাগনেসিয়াম উচ্চ মূল্যের প্রিমিয়াম দাম ($$$$$) নির্ধারণ করে। কিন্তু মনে রাখবেন—কঠিন উপকরণগুলি টুলগুলিকে দ্রুত ক্ষয় করে এবং ধীর কাটিং গতিতে কাজ করতে বাধ্য করে, যা কাঁচামালের খরচের চেয়ে অতিরিক্ত খরচ বাড়িয়ে দেয়।
- অংশের জটিলতা: গভীর পকেট, তীব্র অভ্যন্তরীণ কোণ, পাতলা দেয়াল এবং জটিল জ্যামিতিক আকৃতি সবগুলোই যন্ত্রচালিত প্রক্রিয়াকরণের সময় বৃদ্ধি করে। একাধিক সেটআপ বা বিশেষায়িত টুলিং প্রয়োজনীয় বৈশিষ্ট্যগুলো শ্রম খরচ এবং মেশিন পরিবর্তনের সময় বাড়ায়। যে অংশটি একটি সেটআপে সম্পন্ন করা যায়, তার খরচ সর্বদা তিনটি পুনরায় অবস্থান প্রয়োজনীয় অংশের চেয়ে কম হবে।
- সহনশীলতার প্রয়োজনীয়তা: আমরা আগেই যেমন আলোচনা করেছি, স্ট্যান্ডার্ড (±০.০০৫") থেকে প্রিসিশন (±০.০০১") টলারেন্সে যাওয়া খরচকে ৩-৫ গুণ বৃদ্ধি করতে পারে। প্রতিটি কঠোর টলারেন্স নির্দেশনা ধীরগতির কাটিং, অতিরিক্ত পরীক্ষা-নিরীক্ষার সময় এবং সম্ভাব্যভাবে বিশেষায়িত সরঞ্জাম প্রয়োজন করে।
- পরিমাণঃ এটি আপনার পক্ষে কাজ করে। সেটআপ খরচ—প্রোগ্রামিং, ফিক্সচারিং, টুল নির্বাচন—একটি অংশ তৈরি করা হোক বা ১০০টি অংশ তৈরি করা হোক, তা স্থির থাকে। এই খরচগুলোকে বেশি সংখ্যক ইউনিটের মধ্যে ছড়িয়ে দেওয়া প্রতি-ইউনিট মূল্যকে উল্লেখযোগ্যভাবে কমিয়ে দেয়। ইউনিয়নফ্যাব-এর তথ্য অনুযায়ী, একক প্রোটোটাইপ থেকে পাঁচটি ইউনিটের ব্যাচে অর্ডার বৃদ্ধি করলে ইউনিট খরচ ৫০% বা তার বেশি পর্যন্ত কমে যেতে পারে।
- পৃষ্ঠ সমাপ্তি: "যেমন মেশিন করা হয়েছে" ফিনিশ মানক হিসাবে অতিরিক্ত খরচ ছাড়াই প্রদান করা হয়। কিন্তু অ্যানোডাইজিং প্রতি পার্টে $৩-১২, ইলেকট্রোপ্লেটিং $১০-৩০ এবং প্যাসিভেশন বা লেজার এটিং এর মতো বিশেষায়িত চিকিৎসা আরও বেশি খরচ বাড়ায়। প্রতিটি ফিনিশের জন্য অতিরিক্ত হ্যান্ডলিং, প্রক্রিয়াকরণ সময় এবং গুণগত পরীক্ষা প্রয়োজন।
- লিড টাইম: মানক উৎপাদন সময়সূচী (৭-১৫ কর্মদিবস) সর্বোত্তম মূল্য প্রদান করে। ১-৩ দিনের মধ্যে সম্পন্ন করতে হবে—এমন জরুরি অর্ডারগুলি ওভারটাইম শ্রম, উৎপাদন সময়সূচীর বিঘ্ন এবং ত্বরিত শিপিং প্রয়োজন করে—মানক মূল্যের তুলনায় ২৫-১০০% অতিরিক্ত প্রিমিয়াম প্রত্যাশিত।
খরচ কমানোর বুদ্ধিমান উপায়
এখন যখন আপনি খরচ নির্ধারকগুলি বুঝতে পেরেছেন, এখানে আপনার মেশিনিং পার্টসের অর্ডারগুলি কীভাবে কার্যকারিতা কমানো ছাড়াই অপ্টিমাইজ করবেন তার উপায়:
- সম্ভব হলে জ্যামিতিক আকৃতি সরলীকরণ করুন। ত ост্র অভ্যন্তরীণ কোণগুলি কম করুন—গহ্বরের গভীরতার কমপক্ষে এক-তৃতীয়াংশ পরিমাণ কোণ ব্যাসার্ধ নির্দিষ্ট করুন। হাবসের DFM নির্দেশিকা অনুযায়ী, বৃহত্তর ব্যাসার্ধ বৃহত্তর টুল ব্যবহারের অনুমতি দেয়, যা দ্রুত কাটে এবং কম খরচে সম্পন্ন হয়।
- মানক টুল আকার ব্যবহার করুন। সাধারণত পাওয়া যায় এমন এন্ড মিল এবং ড্রিলগুলির চারপাশে ডিজাইন বৈশিষ্ট্যগুলি। ০.১ মিমি বৃদ্ধির পরিমাণে (১০ মিমি পর্যন্ত) বা আদর্শ ভগ্নাংশ আকারে গর্তের ব্যাস বিশেষ টুলিং খরচ এড়ায়।
- দেয়ালের পুরুত্ব অপ্টিমাইজ করুন। ধাতব অংশের ক্ষেত্রে দেয়ালগুলি ০.৮ মিমি-এর উপরে রাখুন; প্লাস্টিকের ক্ষেত্রে ১.৫ মিমি-এর উপরে রাখুন। পাতলা দেয়ালগুলি ধীরগতির পাস প্রয়োজন করে এবং বিকৃতির ঝুঁকি তৈরি করে, যা চক্র সময় বাড়ায়।
- কঠোর সহনশীলতা নির্বাচনমূলকভাবে প্রয়োগ করুন। শুধুমাত্র গুরুত্বপূর্ণ মিলিং পৃষ্ঠগুলির জন্য নির্ভুল স্পেসিফিকেশন প্রয়োজন। অগুরুত্বপূর্ণ মাত্রাগুলিকে ±০.০০১" থেকে ±০.০০৫"-এ আরামদায়ক করলে খরচ ৩০% বা তার বেশি কমানো যায়।
- যখন গ্রহণযোগ্য হয়, তখন "যেমন মেশিন করা হয়েছে" ফিনিশ বেছে নিন। কেবল কার্যকরীভাবে প্রয়োজনীয় স্থানে পৃষ্ঠ ফিনিশ নির্দিষ্ট করলে দ্বিতীয় প্রক্রিয়াকরণ এবং সংশ্লিষ্ট খরচ এড়ানো যায়।
- আপনার অর্ডারগুলি কৌশলগতভাবে ব্যাচ করুন। যদি আপনার এখন ৩টি অংশ প্রয়োজন হয় এবং পরে আরও ১০টি প্রয়োজন হতে পারে, তবে সেটিং খরচ ভাগ করে নেওয়ার কারণে সাধারণত একসঙ্গে ১৩টি অর্ডার করা আলাদা দুটি অর্ডারের চেয়ে কম খরচ সাপেক্ষে হয়।
- যান্ত্রিক প্রক্রিয়াজাতকরণযোগ্য উপকরণ নির্বাচন করুন। অ্যালুমিনিয়াম 6061 স্টেইনলেস স্টিলের চেয়ে দ্রুত মেশিন করা যায়—প্রায়শই দুগুণ দ্রুত। যখন শক্তির প্রয়োজনীয়তা অনুমতি দেয়, তখন আরও সহজে মেশিন করা যায় এমন ধাতুর সংকর বেছে নেওয়া চক্র সময় এবং টুল ক্ষয় উভয়ই কমায়।
যখন ত্বরিত সেবাগুলি যুক্তিসঙ্গত হয়
জরুরি অর্ডারগুলি সবসময় অর্থের অপচয় হয় না। এখানে দেখুন কখন প্রিমিয়াম প্রদান করা যুক্তিসঙ্গত:
- গুরুত্বপূর্ণ পথের প্রকল্পগুলি: যখন একটি বিলম্বিত প্রোটোটাইপ সমগ্র পণ্য লঞ্চকে অবরুদ্ধ করে, তখন জরুরি ফি-এর তুলনায় বাজার সীমা মিস করার খরচ অনেক বেশি হয়।
- টুলিং চূড়ান্ত করার আগে ডিজাইন যাচাইকরণ: ইনজেকশন মোল্ড বা উৎপাদন টুলিং-এ বিনিয়োগ করার আগে ডিজাইনটি নিশ্চিত করতে অতিরিক্ত ব্যয় করা প্রায়শই অনেক বেশি ব্যয়বহুল ভুলগুলি প্রতিরোধ করে।
- গ্রাহকের প্রতি প্রতিশ্রুতি: যখন ডেলিভারির প্রতিশ্রুতি ঝুঁকিতে থাকে, তখন জরুরি উৎপাদন জরুরি ফি-এর চেয়ে অনেক বেশি মূল্যবান সম্পর্কগুলি রক্ষা করে।
অ-জরুরি প্রকল্পগুলির জন্য, স্ট্যান্ডার্ড সময়সীমা উল্লেখযোগ্যভাবে কম খরচে একই মানের পণ্য সরবরাহ করে। আগাম পরিকল্পনা—ফাইলগুলি আগে আপলোড করা, DFM প্রতিক্রিয়ায় দ্রুত সাড়া দেওয়া এবং শেষ মুহূর্তে ডিজাইন পরিবর্তন এড়ানো—আপনার অর্ডারগুলিকে অর্থনৈতিক সময়সূচীতে রাখে।
সবচেয়ে ব্যয়বহুল সিএনসি কাটিংগুলি হলো সেগুলি নয় যেগুলির জন্য বিশেষায়িত সরঞ্জাম প্রয়োজন—এগুলি হলো সেইসব অংশের উপর করা যেগুলির ডিজাইন খরচ অপ্টিমাইজেশনের দিকে মনোযোগ না দিয়ে করা হয়েছিল। এই কৌশলগুলির সাহায্যে আপনি এখন শুধুমাত্র আপনার অংশগুলির খরচই মূল্যায়ন করতে পারবেন না, বরং বিভিন্ন উৎপাদন প্রযুক্তির মধ্যে উৎপাদন পদ্ধতি নির্বাচনের তুলনাও করতে পারবেন।
সিএনসি মেশিনিং বনাম ৩ডি প্রিন্টিং, ইনজেকশন মোল্ডিং এবং শীট মেটাল
আপনি আপনার ডিজাইনটি সিএনসি মেশিনিং-এর জন্য অপ্টিমাইজ করেছেন এবং খরচ নির্ধারকগুলি বুঝতে পেরেছেন—কিন্তু এখানে একটি গুরুত্বপূর্ণ প্রশ্ন হলো: আপনার প্রকল্পের জন্য সিএনসি কি সঠিক উৎপাদন পদ্ধতি? কখনও কখনও উত্তর হলো 'হ্যাঁ'। কখনও কখনও ৩ডি প্রিন্টিং, ইনজেকশন মোল্ডিং বা শীট মেটাল ফ্যাব্রিকেশন কম খরচে ভালো ফলাফল দেয়।
এই সিদ্ধান্তটি শুরুতেই নেওয়া খরচ, সময় এবং হতাশা বাঁচায়। প্রোটোল্যাবস-এর উৎপাদন পদ্ধতি নির্বাচন গাইড অনুযায়ী, প্রতিটি প্রক্রিয়া কখন সর্বোত্তম ফলাফল দেয় তা বুঝতে পারলে আপনি পরিচিত পদ্ধতিগুলির দিকে স্বতঃস্ফূর্তভাবে ঝুঁকে পড়ার পরিবর্তে প্রকল্পের প্রকৃত প্রয়োজনীয়তার সাথে উৎপাদন পদ্ধতিগুলি মিলিয়ে নিতে পারবেন।
চলুন এই চারটি প্রধান উৎপাদন পদ্ধতিকে পাশাপাশি তুলনা করি।
সিএনসি বনাম ৩ডি প্রিন্টিং সিদ্ধান্ত গঠন কাঠামো
পণ্য বিকাশে সিএনসি বনাম ৩ডি প্রিন্টিং নিয়ে আলোচনা অবিরাম হয়ে থাকে—এবং এখানে কোনো সার্বজনীন বিজয়ী নেই। প্রতিটি পদ্ধতি নির্দিষ্ট ব্যবহারের ক্ষেত্রে শ্রেষ্ঠত্ব বজায় রাখে।
আপনার যখন নিম্নলিখিত প্রয়োজন হয়, তখন সিএনসি মেশিনিং বেছে নিন:
- ঘন ধাতু বা ইঞ্জিনিয়ারিং প্লাস্টিক স্টক থেকে উৎকৃষ্ট যান্ত্রিক বৈশিষ্ট্য
- কঠোর সহনশীলতা (±০.০০১" অর্জনযোগ্য, যেখানে ৩ডি প্রিন্টিং-এর ক্ষেত্রে সাধারণত ±০.০০৫" হয়)
- উৎপাদন-মানের উপকরণ বৈশিষ্ট্যের সাথে মিল রেখে কার্যকরী প্রোটোটাইপ
- অর্থনৈতিকভাবে ১টি থেকে কয়েকশো অংশ পর্যন্ত পরিমাণ
আপনি যখন নিম্নলিখিতগুলির প্রয়োজন হয় তখন ৩ডি প্রিন্টিং বেছে নিন:
- দ্রুত সিএনসি প্রোটোটাইপিংয়ের জন্য দ্রুত সময়সীমা—কখনও কখনও একই দিনে ডেলিভারি
- জটিল অভ্যন্তরীণ জ্যামিতি যা মেশিনিং করা সম্ভব নয় (ল্যাটিস, কনফর্মাল কুলিং চ্যানেল)
- সিএনসি প্রোটোটাইপ মেশিনিং-এ প্রতিশ্রুতিবদ্ধ হওয়ার আগে কম খরচে ডিজাইন যাচাইকরণ
- অবিচ্ছিন্ন ফাইবার শক্তিকরণ সহ কার্বন ফাইবার প্রোটোটাইপিং
- অত্যন্ত কাস্টমাইজড একক-ব্যবহারের পার্টস, যেখানে টুলিং খরচ যাচাইয়ের যোগ্য নয়
অনুযায়ী গিজমোস্প্রিং-এর উৎপাদন বিশ্লেষণ , 3D প্রিন্টিং দ্রুত প্রোটোটাইপিং-এ অত্যন্ত কার্যকর, কারণ এর দ্রুত টার্নঅ্যারাউন্ড সময় এবং কম খরচ দ্রুত পুনরাবৃত্তি সম্ভব করে। তবে যখন নির্ভুলতা, উপাদানের শক্তি এবং পৃষ্ঠের গুণগত মান সবচেয়ে গুরুত্বপূর্ণ হয়, তখন সিএনসি মেশিনিং শ্রেষ্ঠ পারফরম্যান্স দেয়।
সিএনসি মেশিনিং প্রোটোটাইপিং-এর ক্ষেত্রে ফাংশনাল ভ্যালিডেশন প্রয়োজন হলেই সেরা ফলাফল পাওয়া যায়—অর্থাৎ যেসব পার্টস বাস্তব জগতের লোডের অধীনে কাজ করে, শুধুমাত্র ফিট চেক নয়। একটি 3D প্রিন্ট করা ব্র্যাকেট জ্যামিতি নিশ্চিত করতে পারে, কিন্তু মেশিন করা অ্যালুমিনিয়াম সংস্করণ আসল পারফরম্যান্স নিশ্চিত করে।
ইনজেকশন মোল্ডিং কখন বেশি যুক্তিসঙ্গত হয়
এখানেই পরিমাণ (ভলিউম) সবকিছু পালটে দেয়। ইনজেকশন মোল্ডিং-এর জন্য টুলিং-এ উল্লেখযোগ্য প্রাথমিক বিনিয়োগ প্রয়োজন—সাধারণত জটিলতার উপর নির্ভর করে $3,000 থেকে $100,000+—কিন্তু বৃহৎ পরিমাণে উৎপাদনের ক্ষেত্রে প্রতিটি পার্টের খরচ বিপরীতভাবে ব্যাপকভাবে কমে যায়।
ক্রসওভার পয়েন্ট: প্রোটোল্যাবস-এর তথ্য অনুযায়ী, জ্যামিতি এবং উপাদানের উপর নির্ভর করে ইনজেকশন মোল্ডিং সাধারণত ১০০-৫০০টি পার্টের মধ্যে কিছু সময় সিএনসি মেশিনিং-এর চেয়ে বেশি খরচ-কার্যকর হয়ে ওঠে। ১০,০০০+ পার্টের উৎপাদন চক্রের জন্য, ইনজেকশন মোল্ডিং-এর খরচ সিএনসি বিকল্পগুলির তুলনায় কয়েকটি ভগ্নাংশ মাত্র।
ইনজেকশন মোল্ডিং জয়ী হয় যখন:
- উৎপাদন পরিমাণ ৫০০+ অভিন্ন পার্টের চেয়ে বেশি
- পার্টগুলিতে জটিল বৈশিষ্ট্য রয়েছে যা মেশিন করা ব্যয়বহুল হবে (স্ন্যাপ ফিট, লিভিং হিঞ্জ, পাতলা দেয়াল)
- আপনার হাজার হাজার ইউনিটের মধ্যে সুস্পষ্ট পুনরাবৃত্তিযোগ্যতা প্রয়োজন
- দীর্ঘমেয়াদী উৎপাদন সময়সূচী টুলিং বিনিয়োগকে যথার্থ করে
সিএনসি মেশিনিং তখনও শ্রেষ্ঠ থাকে যখন:
- আপনার মোল্ডে বিনিয়োগ করার আগে ডিজাইন যাচাইকরণের জন্য প্রোটোটাইপ মেশিনিং পরিষেবা প্রয়োজন
- পরিমাণগুলি ইনজেকশন মোল্ডিং ক্রসওভার পয়েন্টের নীচেই থাকে
- ধাতব পার্ট প্রয়োজন (ইনজেকশন মোল্ডিং মূলত প্লাস্টিক পরিচালনা করে)
- ডিজাইন পরিবর্তন এখনও সম্ভব—মোল্ড পরিবর্তন ব্যয়বহুল
অনেক সফল পণ্য উভয় পদ্ধতিকে কৌশলগতভাবে ব্যবহার করে। প্রোটোটাইপ মেশিনিং দ্রুত ডিজাইন যাচাই করে, তারপর স্পেসিফিকেশনগুলি চূড়ান্ত হওয়ার পর ইনজেকশন মোল্ডিং ভলিউম উৎপাদন পরিচালনা করে।
উৎপাদন পদ্ধতি তুলনা সারণী
এই তুলনাটি চারটি প্রধান উৎপাদন পদ্ধতির মধ্যে সমস্ত মূল সিদ্ধান্ত গ্রহণের মাপকাঠি কভার করে:
| মাপকাঠি | CNC মেশিনিং | থ্রিডি প্রিন্টিং | ইনজেকশন মোল্ডিং | শীট মেটাল ফ্যাব্রিকেশন |
|---|---|---|---|---|
| আদর্শ পরিমাণ | ১-৫০০ পার্ট | ১-৫০টি অংশ | ৫০০–১,০০০,০০০+ টি অংশ | ১০–১০,০০০ টি পার্ট |
| ম্যাটেরিয়াল অপশন | ধাতু, প্লাস্টিক, কম্পোজিট (৫০+ বিকল্প) | পলিমার, রেজিন, কিছু ধাতু (সীমিত নির্বাচন) | মূলত থার্মোপ্লাস্টিক (বিস্তৃত পলিমার নির্বাচন) | শীট ধাতু: অ্যালুমিনিয়াম, ইস্পাত, স্টেইনলেস স্টিল, তামা |
| নির্ভুলতার ক্ষমতা | ±0.001" অর্জনযোগ্য | ±0.005" সাধারণ | ±০.০০৩" (সাধারণত) | ±0.005" থেকে ±0.010" |
| সাধারণ লিড টাইম | ৩-১৫ কর্মদিবস | 1-5 কার্যদিবস | ২-৬ সপ্তাহ (সরঞ্জাম নির্মাণসহ) | ৫-১৫ ব্যবসায়িক দিন |
| ইনস্টলেশন/টুলিং খরচ | কম ($০-৫০০) | কোনোটিই নয় | উচ্চ ($৩,০০০-১০০,০০০+) | কম থেকে মাঝারি ($১০০-২,০০০) |
| প্রতি পার্ট খরচ (১০টি ইউনিট) | $$ | $$ | $$$$$ (টুলিং অ্যামর্টাইজড) | $$ |
| প্রতি পার্টের খরচ (১,০০০ ইউনিট) | $$ | $$$ | $ | $ |
| জন্য সেরা | সূক্ষ্ম ধাতব/প্লাস্টিক পার্টস, কার্যকরী প্রোটোটাইপ | দ্রুত প্রোটোটাইপিং, জটিল জ্যামিতি, কাস্টমাইজেশন | উচ্চ-পরিমাণ প্লাস্টিক উৎপাদন | এনক্লোজার, ব্র্যাকেট, প্যানেল |
আপনার প্রকল্পের জন্য সঠিক পছন্দ করা
প্রোটোটাইপ মেশিনিং সেবা বা উৎপাদন নির্মাণ মূল্যায়ন করার সময় এই সিদ্ধান্ত গ্রহণের মাপদণ্ডগুলি বিবেচনা করুন:
- আপনার পরিমাণ কত? কম পরিমাণের জন্য সিএনসি বা ৩ডি প্রিন্টিং পছন্দনীয়; বেশি পরিমাণের জন্য ইনজেকশন মোল্ডিং বা শীট মেটাল পছন্দনীয়।
- আপনার কী ধরনের উপাদান বৈশিষ্ট্য প্রয়োজন? যদি শক্তি, তাপ প্রতিরোধক্ষমতা বা নির্দিষ্ট ধাতব মিশ্রণের ব্যাপারটি গুরুত্বপূর্ণ হয়, তবে সিএনসি মেশিনিং বা শীট মেটাল ফ্যাব্রিকেশন সম্ভবত শ্রেষ্ঠ বিকল্প হবে।
- আপনার টলারেন্স কতটা কঠোর? সূক্ষ্মতা প্রয়োজনীয়তা প্রায়শই ৩ডি প্রিন্টিং এবং শীট মেটালকে বিবেচনা থেকে বাদ দিয়ে দেয়।
- আপনার সময়সীমা কী? জরুরি সিএনসি প্রোটোটাইপের প্রয়োজন হলে ৩ডি প্রিন্টিং-এর গতি পছন্দনীয় হতে পারে; উৎপাদন সময়সূচীতে ইনজেকশন মোল্ডিং-এর দীর্ঘ লিড টাইম সহনীয় হতে পারে।
- আপনার ডিজাইনটি চূড়ান্ত করা হয়েছে কি? যদি পরিবর্তনগুলি এখনও সম্ভব থাকে, তবে ইনজেকশন মোল্ডিং-এর ব্যয়বহুল টুলিং পরিবর্তন এড়িয়ে চলুন।
অনেক অনলাইন CNC মেশিনিং সেবা প্রদানকারী এখন একটি একক প্ল্যাটফর্মের মাধ্যমে একাধিক উৎপাদন পদ্ধতি অফার করছে—যা আপনাকে দ্রুত CNC প্রোটোটাইপিংয়ের মাধ্যমে প্রোটোটাইপ তৈরি করতে, কার্যকরী মেশিন করা পার্টস দিয়ে যাচাই করতে এবং পরে ভেন্ডর পরিবর্তন না করেই ভলিউম উৎপাদনের জন্য ইনজেকশন মোল্ডিং-এ রূপান্তরিত হতে সক্ষম করে।
এই বিনিময়গুলি বুঝতে পারলে আপনি প্রক্রিয়ার পরিচিতির ভিত্তিতে নয়, বরং প্রকল্পের প্রয়োজনীয়তার ভিত্তিতে উৎপাদন সংক্রান্ত সিদ্ধান্ত নিতে পারবেন। কিন্তু সঠিক পদ্ধতি নির্বাচন করা হলো সমীকরণের মাত্র একটি অংশ—আপনার শিল্পখাতের জন্য উপযুক্ত মানের মানদণ্ড পূরণ করে এমন একজন উৎপাদন অংশীদার নির্বাচন করা বিবেচনার জন্য আরেকটি গুরুত্বপূর্ণ মাত্রা যোগ করে।
শিল্প সার্টিফিকেশন ও গুণগত মানদণ্ড ব্যাখ্যা করা হলো
আপনি একটি উৎপাদন পদ্ধতি নির্বাচন করেছেন এবং মূল্য নির্ধারণের পেছনে কী কারণগুলি কাজ করছে তা বুঝতে পেরেছেন—কিন্তু এখানে একটি প্রশ্ন রয়েছে যা অসাড় প্রোটোটাইপিংকে গুরুত্বপূর্ণ উৎপাদন থেকে আলাদা করে: আপনার সিএনসি পার্টনার কি আপনার শিল্প খাতের প্রয়োজনীয় সার্টিফিকেশনগুলি ধারণ করে? বিমান ও মহাকাশ উপাদান, চিকিৎসা যন্ত্রপাতি বা স্বয়ংচালিত গাড়ির যোগজুক্তির ক্ষেত্রে ভুল উত্তরের অর্থ হতে পারে অগ্রহণযোগ্য পার্টস, ব্যর্থ অডিট অথবা তার চেয়ে খারাপ কিছু।
সার্টিফিকেশনগুলি কেবল ওয়েবসাইটের উপর সুন্দর লোগো নয়। 3ERP-এর সার্টিফিকেশন গাইড অনুযায়ী, এগুলি হল একটি নির্মাতার গুণগত ব্যবস্থাপনা পদ্ধতি বাস্তবায়ন, নিয়মিত তৃতীয় পক্ষের অডিট পাস করা এবং উৎপাদন সমগ্র প্রক্রিয়ায় ট্রেসেবিলিটি বজায় রাখার নথিভুক্ত প্রমাণ। প্রতিটি সার্টিফিকেশনের আসল অর্থ কী তা বুঝতে পারলে আপনি আপনার নির্দিষ্ট প্রকল্পের প্রয়োজনীয়তা অনুযায়ী নির্ভুল মেশিনিং কোম্পানিগুলিকে সঠিকভাবে মিলিয়ে নিতে পারবেন।
ISO AS9100 এবং IATF সার্টিফিকেশনগুলির ব্যাখ্যা
চলুন উৎপাদন সার্টিফিকেশনের বর্ণমালা-ভিত্তিক জটিলতা কেটে বের করি। প্রতিটি মানদণ্ড নির্দিষ্ট শিল্প সংক্রান্ত চিন্তা-চিন্তা নিয়ে কাজ করে—এবং এদের মধ্যে পার্থক্যগুলি জানা আপনাকে যাচাই করতে সাহায্য করে যে আপনার সম্ভাব্য অংশীদারটি আপনার অ্যাপ্লিকেশনের প্রয়োজনীয়তা পূরণ করতে পারবে কিনা।
ISO 9001: গুণগত ব্যবস্থাপনার ভিত্তি
ISO 9001-কে যেকোনো গুরুত্বপূর্ণ উৎপাদন ক্রিয়াকলাপের জন্য মৌলিক সার্টিফিকেশন হিসেবে ভাবুন। এটি গ্রাহক সন্তুষ্টি, ধারাবাহিক উৎপাদন এবং চলমান উন্নয়নের উপর গুরুত্ব দেওয়া গুণগত ব্যবস্থাপনা ব্যবস্থা (QMS) প্রতিষ্ঠার জন্য প্রয়োজনীয়তা নির্ধারণ করে। অনুযায়ী হার্টফোর্ড টেকনোলজিস iSO 9001 সমস্ত আকারের শিল্পের জন্য প্রযোজ্য—এটি একটি মৌলিক সার্টিফিকেশন যা একটি শক্তিশালী গুণগত ব্যবস্থার পূর্বশর্তগুলি স্পষ্টভাবে চিহ্নিত করে।
যখন আপনি একটি ISO 9001-সার্টিফাইড অনলাইন CNC মেশিনিং সেবা ব্যবহার করেন, তখন আপনি নিশ্চিত হন যে:
- প্রতিটি উৎপাদন পদক্ষেপ নথিভুক্ত পদ্ধতি দ্বারা নিয়ন্ত্রিত হয়
- গ্রাহকের প্রয়োজনীয়তাগুলি পদ্ধতিগতভাবে চিহ্নিত করা হয় এবং তাদের ট্র্যাক রাখা হয়
- অভ্যন্তরীণ অডিট চলমান অনুপালন যাচাই করে
- সংশোধনমূলক ব্যবস্থাগুলি অ-অনুরূপতা গুলিকে প্যাটার্নে পরিণত হওয়ার আগেই সমাধান করে
AS9100: এয়ারোস্পেস-মানের মান নিয়ন্ত্রণ
এয়ারোস্পেস উপাদানগুলির সিএনসি মেশিনিং সাধারণ মান ব্যবস্থাপনার চেয়ে বেশি দাবি করে। AS9100 আইএসও 9001-এর ভিত্তির উপর প্রতিষ্ঠিত হয়েছে এবং ঝুঁকি ব্যবস্থাপনা, কনফিগারেশন নিয়ন্ত্রণ এবং পণ্য ট্রেসেবিলিটির মতো এয়ারোস্পেস-বিশেষ প্রয়োজনীয়তা যোগ করে। প্রতিটি উপাদানকে এর কাঁচামালের উৎসের সাথে ট্রেস করা যায় এমনভাবে নথিভুক্ত করতে হবে, এবং ডিজাইন যাচাইকরণের সময় ব্যাপকভাবে ব্যর্থতার ঝুঁকি মূল্যায়ন করা বাধ্যতামূলক।
এয়ারোস্পেস মেশিনিং অ্যাপ্লিকেশনের জন্য, AS9100 সার্টিফিকেশন নির্দেশ করে যে একটি নির্মাতা বিমান চলাচলের শূন্য-সহনশীলতা পরিবেশকে বুঝেছেন। বিমানের জন্য নির্ধারিত যেকোনো অংশ—যেমন কাঠামোগত উপাদান, ইঞ্জিন অ্যাসেম্বলি বা অ্যাভিওনিক্স হাউজিং—এই ধরনের নথিভুক্ত নিয়ন্ত্রণের স্তর প্রয়োজন করে।
ISO 13485: চিকিৎসা যন্ত্রপাতি উৎপাদনের মানদণ্ড
চিকিৎসা সংক্রান্ত মেশিনিং-এর বিশেষ দায়িত্ব রয়েছে। একটি সার্জিক্যাল যন্ত্র বা ইমপ্লান্ট উপাদানে ব্যর্থতা হলে জীবনহানি ঘটতে পারে। ISO 13485 চিকিৎসা যন্ত্রপাতি উৎপাদনের জন্য বিশেষভাবে অভিযোজিত একটি গুণগত ব্যবস্থাপনা ব্যবস্থা (QMS) প্রতিষ্ঠা করে, যাতে ঝুঁকি ব্যবস্থাপনা, নিয়ন্ত্রক অনুসরণ এবং ডিজাইন থেকে পরিষেবা পর্যন্ত সম্পূর্ণ ট্রেসযোগ্যতা উপর জোর দেওয়া হয়।
ISO 13485 অধীনে চিকিৎসা যন্ত্রপাতি মেশিনিং-এর প্রয়োজনীয়তা হল:
- ডিজাইন, উৎপাদন এবং যাচাইকরণ প্রক্রিয়ার কঠোর নথিভুক্তিকরণ
- রোগীর নিরাপত্তা ঝুঁকি চিহ্নিত করে এবং সেগুলো কমানোর প্রমাণিত ক্ষমতা
- লক্ষ্য বাজারগুলিতে নিয়ন্ত্রক দায়িত্বের প্রতি অনুসরণ
- নির্ধারিত নিরাপত্তা ও কার্যকারিতা মানদণ্ড পূরণকারী পণ্য
IATF 16949: স্বয়ংচালিত শিল্পের উৎকৃষ্টতা
আন্তর্জাতিক অটোমোটিভ টাস্ক ফোর্স কর্তৃক বিকশিত, IATF 16949 হলো গাড়ি উৎপাদনের জন্য বিশেষভাবে অভিযোজিত বৈশ্বিক মান ব্যবস্থাপনা মানদণ্ড। এটি ISO 9001-এর উপর ভিত্তি করে গড়ে উঠেছে এবং পণ্য ডিজাইন, উৎপাদন প্রক্রিয়া এবং গ্রাহক-নির্দিষ্ট মানদণ্ডসহ অতিরিক্ত প্রয়োজনীয়তা অন্তর্ভুক্ত করে যা অটোমোটিভ সাপ্লাই চেইনকে সংজ্ঞায়িত করে।
IATF 16949-এর বিশেষ মূল্য কোথায়? সার্টিফাইড সুবিধাগুলো উৎপাদন পরিবর্তনশীলতা নজর রাখার জন্য পরিসংখ্যানিক প্রক্রিয়া নিয়ন্ত্রণ (SPC) বাস্তবায়ন করে, যার ফলে দীর্ঘ সময় ধরে চলমান উৎপাদনে সুস্থির উচ্চ-সহনশীলতা সম্পন্ন উপাদান নিশ্চিত হয়। এটি তখন গুরুত্বপূর্ণ হয়ে ওঠে যখন আপনি চ্যাসিস অ্যাসেম্বলি, ব্রেক উপাদান বা নির্ভুল ধাতব বুশিং উৎপাদন করছেন, যেখানে মাত্রিক স্থিতিশীলতা সরাসরি যানবাহনের নিরাপত্তা ও কার্যকারিতাকে প্রভাবিত করে।
সার্টিফাইড উৎপাদন ক্ষমতা প্রয়োজন এমন অটোমোটিভ অ্যাপ্লিকেশনের জন্য, শাওয়ির অটোমোটিভ মেশিনিং সমাধান iATF 16949-সার্টিফায়েড উৎপাদনের ব্যবহারিক রূপটি প্রদর্শন করুন—জটিল চ্যাসিস অ্যাসেম্বলি এবং নির্ভুল ধাতব উপাদানগুলি এক কার্যদিবসের মতো দ্রুত লিড টাইমে সরবরাহ করা হয়, যখন কঠোর মান নিয়ন্ত্রণ বজায় থাকে।
আপনার শিল্প খাতের প্রয়োজনীয়তা অনুযায়ী সার্টিফিকেশনগুলির সাথে মিলিয়ে নেওয়া
আপনি অর্ডার দেওয়ার আগে কোন সার্টিফিকেশনগুলি যাচাই করা উচিত? এটি সম্পূর্ণরূপে নির্ভর করে আপনার পার্টসগুলি কোথায় ব্যবহৃত হবে তার উপর। এখানে শিল্প অনুযায়ী একটি ব্যবহারিক বিভাজন দেওয়া হল:
সাধারণ উৎপাদন ও প্রোটোটাইপিং:
- ISO 9001 সার্টিফিকেশন যথেষ্ট মান নিশ্চয়তা প্রদান করে
- যোগাযোগের মান এবং DFM ফিডব্যাক প্রতিক্রিয়াশীলতার উপর ফোকাস করুন
- বিশেষায়িত সার্টিফিকেশনের চেয়ে নির্ভুলতা ক্ষমতা বেশি গুরুত্বপূর্ণ
মহাকাশ এবং প্রতিরক্ষা:
- উড়ান-সম্পর্কিত গুরুত্বপূর্ণ উপাদানগুলির জন্য সাধারণত AS9100 সার্টিফিকেশন বাধ্যতামূলক
- মার্কিন যুক্তরাষ্ট্রের মুনিশন তালিকায় অন্তর্ভুক্ত প্রতিরক্ষা-সংক্রান্ত আইটেমগুলির জন্য ITAR অনুপালন প্রয়োজন
- কঠোর ডকুমেন্টেশন এবং সম্পূর্ণ উপকরণ ট্রেসেবিলিটির প্রত্যাশা করুন
চিকিৎসা যন্ত্রপাতি ও স্বাস্থ্যসেবা:
- নিয়ন্ত্রিত চিকিৎসা পণ্যের জন্য ISO 13485 সার্টিফিকেশন অত্যাবশ্যক
- মার্কিন যুক্তরাষ্ট্রের বাজারে চিকিৎসা যন্ত্রপাতির জন্য FDA রেজিস্ট্রেশন প্রয়োজন হতে পারে
- উপকরণ সার্টিফিকেশন এবং জৈব-সামঞ্জস্য ডকুমেন্টেশন প্রায়শই প্রয়োজন হয়
অটোমোটিভ শিল্প:
- প্রধান OEM এবং টায়ার-১ সরবরাহকারীদের দ্বারা IATF 16949 সার্টিফিকেশন আবশ্যক
- PPAP (উৎপাদন অংশ অনুমোদন প্রক্রিয়া) ডকুমেন্টেশন প্রায়শই প্রত্যাশিত হয়
- পরিসংখ্যানিক প্রক্রিয়া নিয়ন্ত্রণ ক্ষমতা সুস্থির উৎপাদন গুণগত মান নিশ্চিত করে
সার্টিফিকেশনগুলি আমাদের গ্রাহকদের কাছে প্রমাণ করে যে আমরা গুণগত মান নিয়ে গুরুত্ব দিই। এগুলি কেবল কাগজপত্র নয়—এগুলি আমাদের তৈরি করা প্রতিটি অংশে উৎকৃষ্টতার প্রতি প্রতিশ্রুতি
মেশিন শপ ডিরেক্টরির সার্টিফিকেশন গাইড অনুযায়ী, তাদের সরবরাহকারীদের কাছ থেকে ISO 9001 সার্টিফিকেশন ৬৭% OEM প্রয়োজন করে—এবং শিল্প-বিশেষ সার্টিফিকেশন সম্পন্ন শপগুলি গড়ে ১৫% বেশি চুক্তি জিতে। সার্টিফিকেশনে বিনিয়োগটি বাজার প্রবেশের বিস্তার এবং গ্রাহকদের আস্থা বৃদ্ধির মাধ্যমে লাভজনক হয়ে ওঠে।
নিয়ন্ত্রিত শিল্পখাতগুলিতে দরজা খোলার পাশাপাশি, সার্টিফিকেশনগুলি অভ্যন্তরীণ উন্নতি ত্বরান্বিত করে। অডিট প্রক্রিয়াটি উৎপাদনকারীদের তাদের কাজের প্রবাহগুলি পরীক্ষা করতে, পদ্ধতিগুলি নথিভুক্ত করতে এবং ত্রুটি ও অপচয় কমানোর জন্য নিয়ন্ত্রণ ব্যবস্থা চালু করতে বাধ্য করে। আপনি এই দক্ষতা বৃদ্ধির সুবিধা পান আরও সুসঙ্গত মানের মাধ্যমে এবং প্রায়শই অপারেশনাল উন্নতি সময়ের সাথে সাথে জমা হওয়ায় দাম কমে যাওয়ার মাধ্যমে।
আপনার প্রয়োগের জন্য কোন সার্টিফিকেশনগুলি গুরুত্বপূর্ণ—এটি জানা অত্যাবশ্যক; কিন্তু একটি সম্ভাব্য অংশীদার যে সত্যিই সেই যোগ্যতা অর্জন করেছে এবং ব্যবহারে সুসঙ্গত মান প্রদান করছে—এটি যাচাই করতে একটি পদ্ধতিগত মূল্যায়ন পদ্ধতির প্রয়োজন।
অনলাইন সিএনসি অংশীদার মূল্যায়ন ও নির্বাচনের পদ্ধতি
আপনি সার্টিফিকেশনগুলি বুঝেন, আপনি জানেন যে আপনার শিল্পখাত কোন মানদণ্ড চায়—কিন্তু আসলে কীভাবে আপনি যাচাই করবেন যে একটি সম্ভাব্য উৎপাদন অংশীদার তাদের প্রতিশ্রুতি রাখছে? ভুল CNC মেশিনিং শপ বেছে নেওয়ার অর্থ হতে পারে সময়সীমা মিস করা, অংশগুলি প্রত্যাখ্যাত হওয়া এবং আপনার সম্পূর্ণ প্রকল্পের সময়সূচী বিঘ্নিত করে দেওয়া যেমন হয় ফ্রাস্ট্রেটিং যোগাযোগ বিচ্ছিন্নতা।
আপনি যদি "আমার কাছাকাছি CNC মেশিন শপ" খুঁজছেন বা বৈশ্বিক ডিজিটাল প্ল্যাটফর্ম মূল্যায়ন করছেন, তবে নির্বাচন প্রক্রিয়ায় অন্তর্দৃষ্টির চেয়ে বরং একটি ব্যবস্থিত মূল্যায়ন প্রয়োজন। TQ ম্যানুফ্যাকচারিং-এর অংশীদার নির্বাচন গাইড অনুসারে, কোম্পানিগুলি প্রায়শই অসঙ্গত মান, দেরিতে ডেলিভারি এবং দুর্বল যোগাযোগের মতো সাধারণ ফাঁদে পড়ে—এই সমস্যাগুলি ব্যয়বহুল পুনরায় কাজ করা, উৎপাদন বিলম্ব এবং অসন্তুষ্ট গ্রাহকদের দিকে নিয়ে যায়।
চলুন একটি ব্যবহারিক কাঠামো তৈরি করি যা কাস্টম CNC মেশিনিং সেবার মূল্যায়ন করে এবং বিশ্বস্ত অংশীদারদের ঝুঁকিপূর্ণ বিক্রেতাদের থেকে পৃথক করে।
CNC অংশীদার নির্বাচনের সময় লাল পতাকা
কী খুঁজতে হবে তা নিয়ে গভীরে যাওয়ার আগে, চলুন সেইসব সতর্কতা সংকেতগুলি চিহ্নিত করি যা আপনাকে অন্য কোথাও খোঁজ করতে বাধ্য করবে। JUPAICNC-এর প্রকৌশলীদের চেকলিস্ট অনুযায়ী, অভিজ্ঞ ক্রেতারা এই সমস্যাগুলি শুরুতেই চিহ্নিত করতে শিখেন—যা সময় বাঁচায় এবং ব্যয়বহুল ভুলগুলি প্রতিরোধ করে।
সম্ভাব্য সমস্যার ইঙ্গিত দেওয়া সতর্কতা সংকেতগুলি:
- প্রত্যয়নপত্রের অভাব: ISO 9001-এর মতো শিল্প-স্বীকৃত মানের নিয়ন্ত্রণ সার্টিফিকেশন না থাকা বোঝায় যে প্রক্রিয়া নিয়ন্ত্রণ অপর্যাপ্ত। নিয়ন্ত্রিত শিল্পের ক্ষেত্রে, খাত-বিশেষ সার্টিফিকেশন (AS9100, ISO 13485, IATF 16949) না থাকলে একটি বিক্রেতাকে তৎক্ষণাৎ অযোগ্য ঘোষণা করা হয়।
- ক্ষমতা সম্পর্কে অস্পষ্ট উত্তর: যখন আপনি সহনশীলতা ক্ষমতা, উপকরণ বিশেষজ্ঞতা বা ডেলিভারি সময়সীমা সম্পর্কে জিজ্ঞাসা করেন এবং অস্পষ্ট উত্তর পান, তখন উৎপাদনের সময়ও একই ধরনের অস্পষ্টতা আশা করুন।
- মূল্যায়নের সময় ধীরগতির প্রতিক্রিয়া: যদি তারা প্রাথমিক জিজ্ঞাসাগুলির উত্তর দিতে দিনগুলি নেয়, তবে উৎপাদনের সময়ও যোগাযোগের বিলম্ব হবে বলে আশা করুন। চূড়ান্ত সম্মতি দেওয়ার আগে তাদের প্রতিক্রিয়াশীলতা পরীক্ষা করুন।
- DFM প্রতিক্রিয়া অফার করা হয় না: আমার কাছাকাছি—অথবা যেকোনো স্থানে—গুণগত মেশিনিস্ট শপগুলি উৎপাদনযোগ্যতা সংক্রান্ত সমস্যাগুলি সক্রিয়ভাবে চিহ্নিত করে। যেসব বিক্রেতা শুধুমাত্র ডিজাইন ইনপুট ছাড়াই দাম নির্ধারণ করে, তারা প্রায়শই এমন অংশ সরবরাহ করে যার সমস্যাগুলি এড়ানো যেতে পারত।
- সীমিত উপকরণ অভিজ্ঞতা: আমার কাছাকাছি একটি সিএনসি মেশিন শপ যা শুধুমাত্র অ্যালুমিনিয়াম নিয়ে কাজ করে, আপনার প্রকল্পে যখন স্টেইনলেস স্টিল বা টাইটানিয়ামের বিশেষজ্ঞতা প্রয়োজন হয়, তখন সেটি আপনার জন্য ভালো সেবা প্রদান করতে পারবে না।
- প্রায়শই ডেলিভারি বিলম্ব: সময়মতো ডেলিভারির হার সম্পর্কে জিজ্ঞাসা করুন। খারাপ রেকর্ড হলো ক্ষমতা ব্যবস্থাপনা সংক্রান্ত সমস্যার ইঙ্গিত, যা আপনার প্রকল্পকে প্রভাবিত করবে।
- কোনো গঠিত জরুরি অর্ডার প্রক্রিয়া নেই: যখন জরুরি প্রোটোটাইপ প্রয়োজন হয়—এবং তা অবশ্যই হবে—তখন ত্বরিত প্রক্রিয়াকরণের সক্ষমতা বিহীন বিক্রেতারা আপনাকে অচলাবস্থায় ফেলে দেয়।
যদি কোনো সরবরাহকারী একাধিক লাল পতাকা প্রদর্শন করে, তবে অন্যান্য বিকল্প অন্বেষণ করাই ভালো।
আপনার অর্ডার দেওয়ার আগে জিজ্ঞাসা করার জন্য প্রশ্ন
এখন আসুন স্ক্রিপ্টটি উলটে দেই। এখানে আমার কাছাকাছি মেশিনিং শপ বা ডিজিটাল উৎপাদন প্ল্যাটফর্ম মূল্যায়ন করার সময় আপনার সক্রিয়ভাবে যাচাই করা উচিত এমন বিষয়গুলি দেওয়া হল। UPTIVE-এর উৎপাদন গাইড অনুযায়ী, প্রাসঙ্গিক অভিজ্ঞতা সম্পন্ন সঠিক পার্টনার নির্বাচন করলে আপনি হাজার হাজার ডলার সাশ্রয় করতে পারেন, কারণ তারা সাধারণ ঝুঁকি এবং সেগুলি এড়ানোর সবচেয়ে কার্যকর উপায়গুলির সাথে পরিচিত।
প্রত্যয়ন এবং মান যাচাইকরণ:
- আপনার কী ধরনের মানের সার্টিফিকেশন রয়েছে এবং সেগুলি সর্বশেষ কবে নিরীক্ষণ করা হয়েছিল?
- আপনি কি নিরীক্ষণ প্রতিবেদন, মান নিয়ন্ত্রণ ডকুমেন্টেশন বা প্রথম-নমুনা নিরীক্ষণ (FAI) প্রতিবেদন প্রদান করতে পারেন?
- অ-অনুরূপ পার্টসগুলি কীভাবে পরিচালনা করা হয়—আপনার সংশোধনমূলক ব্যবস্থা প্রক্রিয়াটি কী?
যোগাযোগ ও প্রকল্প ব্যবস্থাপনা:
- আমি কি একজন নির্দিষ্ট অ্যাকাউন্ট ম্যানেজার বা একক যোগাযোগ বিন্দু পাব?
- উৎপাদনের সময় প্রকল্প আপডেট, বিলম্ব বা অপ্রত্যাশিত সমস্যাগুলি সম্পর্কে আপনি কীভাবে যোগাযোগ করবেন?
- প্রযুক্তিগত প্রশ্ন বা উদ্ধৃতি সংক্রান্ত পরিষ্কার করণের জন্য আপনার সাধারণ প্রতিক্রিয়া সময় কত?
প্রযুক্তি ক্ষমতা:
- আপনি কোন টলারেন্স পরিসরগুলি নির্ভরযোগ্যভাবে অর্জন করতে পারেন? (সম্ভব হলে উদাহরণস্বরূপ পার্টস দিয়ে যাচাই করুন)
- আপনি কোন কোন উপাদানে বিশেষজ্ঞ, এবং আপনি কি এমন সদৃশ প্রকল্পের কেস স্টাডিজ শেয়ার করতে পারেন?
- আপনি কোন কোন মেশিন কনফিগারেশন চালান—৩-অক্ষ, ৪-অক্ষ, ৫-অক্ষ, মিল-টার্ন সেন্টার?
স্কেলযোগ্যতা এবং নমনীয়তা:
- আপনি কি প্রোটোটাইপ পরিমাণ এবং ১,০০০+ পার্টসের উৎপাদন রান উভয়ই পরিচালনা করতে পারেন?
- ডেলিভারি বিলম্ব ছাড়াই আপনার অর্ডার পরিমাণ বৃদ্ধির সাথে সামাল দেওয়ার ক্ষমতা কত?
- আপনি কি জরুরি প্রকল্প বা শেষ মুহূর্তের ডিজাইন পরিবর্তনগুলি গ্রহণ করেন?
নেতৃত্ব সময় এবং ডেলিভারি:
- আপনার সাধারণ নেতৃত্ব সময় কত এবং আপনার সময়মতো ডেলিভারি হার কত?
- আপনি কি রিয়েল-টাইম অর্ডার ট্র্যাকিং এবং স্ট্যাটাস আপডেট প্রদান করেন?
- উচ্চ চাহিদার সময়ে বিলম্ব এড়ানোর জন্য আপনি কীভাবে উৎপাদন ক্ষমতা পরিচালনা করেন?
স্কেলেবিলিটি ফ্যাক্টর: প্রোটোটাইপ থেকে উৎপাদন
এখানেই অনেক প্রস্তুতকারক ব্যর্থ হন। একক প্রোটোটাইপ তৈরি করতে সক্ষম স্থানীয় মেশিন শপ খুঁজে পাওয়া সহজ। কিন্তু দ্রুত প্রোটোটাইপিং থেকে ধারাবাহিক গুণগত মান বজায় রেখে ভর্তুকিপূর্ণ উৎপাদনে নিরবিচ্ছিন্নভাবে স্থানান্তরিত হওয়ার ক্ষমতা সম্পন্ন পার্টনার খুঁজে পাওয়াই হলো চ্যালেঞ্জ।
ইউপটিভের গবেষণা অনুযায়ী, প্রোটোটাইপ থেকে উৎপাদন পর্যন্ত যাত্রার জন্য এমন পার্টনার প্রয়োজন যারা নিম্নলিখিতগুলো পরিচালনা করতে সক্ষম:
- ডিজাইন পুনরাবৃত্তি সমর্থন: গুণগত পার্টনারগুলো DFM (উৎপাদন-বান্ধব ডিজাইন) প্রতিক্রিয়া প্রদান করে যা আপনার প্রোটোটাইপকে খরচ-কার্যকর এবং স্কেলযোগ্য উৎপাদনের জন্য পরিশীলিত করে
- কম পরিমাণে যাচাইকরণ চালানো: সম্পূর্ণ উৎপাদনে যাওয়ার আগে, ছোট ব্যাচগুলো উৎপাদন সংক্রান্ত সমস্যাগুলো তাড়াতাড়ি ধরা দেয়
- উৎপাদন স্কেলিং: যখন চাহিদা বৃদ্ধি পায়, আপনার পার্টনার গুণগত মান কমানো ছাড়াই আপনার সাথে সাথে স্কেল করতে পারবেন
- ধারাবাহিক গুণগত নিয়ন্ত্রণ: আপনার প্রোটোটাইপ যে কঠোর পরীক্ষা-নিরীক্ষার মাধ্যমে যাচাই করা হয়, তা প্রতিটি উৎপাদন ইউনিটের ক্ষেত্রেও প্রযোজ্য হবে
আদর্শ ভারসাম্য কী? জরুরি প্রোটোটাইপের জন্য একদিনের লিড টাইম প্রদানকারী সুবিধা যেখানে উৎপাদন-মানের গুণগত মানদণ্ড বজায় রাখা হয়। এই সংমিশ্রণটি অপারেশনাল উৎকৃষ্টতা এবং গ্রাহক-কেন্দ্রিক নমনীয়তার প্রতীক।
যেসব স্বয়ংচালিত যানবাহন অ্যাপ্লিকেশনে এই প্রোটোটাইপ-টু-প্রোডাকশন ক্ষমতার প্রয়োজন, শাওয়ির নির্ভুল সিএনসি মেশিনিং সেবাগুলি উৎপাদন-প্রস্তুত অনলাইন উৎপাদনের ধারণাটি কীভাবে হওয়া উচিত—তা দেখায়, যা দ্রুত প্রোটোটাইপিং থেকে জটিল চ্যাসিস অ্যাসেম্বলি এবং কাস্টম ধাতব উপাদানগুলির বৃহৎ পরিসরে উৎপাদনের পর্যায়ে পৌঁছায়, এবং যা IATF 16949 সার্টিফিকেশন এবং পরিসংখ্যানিক প্রক্রিয়া নিয়ন্ত্রণ (SPC) দ্বারা সমর্থিত, যা সুস্থির উচ্চ-সহনশীলতা আউটপুট নিশ্চিত করে।
আপনার মূল্যায়ন চেকলিস্ট
আপনার পরবর্তী অর্ডার দেওয়ার আগে, এই গুরুত্বপূর্ণ বিষয়গুলি যাচাই করুন:
| মূল্যায়ন মানদণ্ড | কী যাচাই করা হবে | কেন এটা ব্যাপার |
|---|---|---|
| প্রত্যয়ন | ন্যূনতম ISO 9001; শিল্প-বিশেষ সার্টিফিকেটগুলি প্রয়োজন অনুযায়ী | দস্তাবিজভুক্ত মান নিশ্চিতকরণ ব্যবস্থা ত্রুটি এবং পুনরায় কাজ করার পরিমাণ কমায় |
| যোগাযোগ | ২৪ ঘণ্টার মধ্যে প্রতিক্রিয়া সময়; নির্দিষ্ট যোগাযোগ ব্যক্তি উপলব্ধ | দুর্বল যোগাযোগ বিলম্ব এবং বিবরণের ত্রুটির কারণ হয় |
| ডিএফএম প্রতিক্রিয়া | উৎপাদনের আগে সক্রিয় ডিজাইন পরামর্শ | সমস্যাগুলি যখন উৎপাদিত হয়ে যায় তখন তার আগেই ব্যয়বহুল সমস্যাগুলি ধরা পড়ে |
| সহনশীলতা ক্ষমতা | আপনার প্রয়োজনীয়তা অনুযায়ী নথিভুক্ত নির্ভুলতা | অংশগুলি কার্যকরী স্পেসিফিকেশন পূরণ করে তা নিশ্চিত করে |
| ম্যাটেরিয়াল বিশেষজ্ঞতা | আপনার নির্দিষ্ট উপকরণগুলির সাথে অভিজ্ঞতা; কেস স্টাডি উপলব্ধ | উপকরণ-নির্দিষ্ট জ্ঞান যন্ত্রকরণ ত্রুটি প্রতিরোধ করে |
| স্কেলযোগ্যতা | প্রোটোটাইপ এবং উৎপাদন পরিমাণ—উভয়ের জন্যই ক্ষমতা | আপনার প্রকল্প বৃদ্ধি পাওয়ার সাথে সাথে বিক্রেতা পরিবর্তন এড়ায় |
| সময়মতো ডেলিভারি | সময়মতো ডেলিভারির ৯৫%+ এর রেকর্ড | দেরিতে পাঠানো অংশগুলি উৎপাদন সময়সূচী এবং গ্রাহকদের প্রতিশ্রুতি ব্যাহত করে |
অনলাইন CNC যন্ত্রকরণ সেবা প্রদানকারী হিসেবে সঠিক অংশীদার নির্বাচন করা আপনার কাছে সবচেয়ে গুরুত্বপূর্ণ উৎপাদন সিদ্ধান্তগুলির মধ্যে একটি। একটি বিশ্বস্ত অংশীদার পণ্যের মান উন্নয়ন, উৎপাদন দক্ষতা অপ্টিমাইজ করা এবং সময়মতো ডেলিভারি নিশ্চিত করা—এই সবকিছু সম্ভব করে তোলে, যার ফলে আপনি ডিজাইন উদ্ভাবনের উপর ফোকাস করতে পারেন এবং সরবরাহ শৃঙ্খলের জরুরি সমস্যা সমাধানের চিন্তা থেকে মুক্ত হন।
এই মাপদণ্ডগুলির বিরুদ্ধে বিক্রেতাদের পদ্ধতিগতভাবে মূল্যায়ন করে, আপনি আত্মবিশ্বাসের সাথে একটি উৎপাদন অংশীদার নির্বাচন করতে পারেন যিনি আপনার গুণগত মানদণ্ড, ডেলিভারির প্রত্যাশা এবং স্কেলেবিলিটির প্রয়োজনীয়তার সাথে সমঞ্জস্যপূর্ণ। সঠিক মূল্যায়নে প্রাথমিক বিনিয়োগটি প্রতিটি অর্ডারের মাধ্যমে ফল দেয়—যা সময়মতো, নির্দিষ্ট মানদণ্ড অনুযায়ী এবং কাজ করার জন্য প্রস্তুত হয়ে আসে।
অনলাইন সিএনসি মেশিনিং সেবা সম্পর্কে প্রায়শই জিজ্ঞাসিত প্রশ্নসমূহ
১. অনলাইন সিএনসি মেশিনিং এবং ঐতিহ্যবাহী মেশিন শপগুলির মধ্যে পার্থক্য কী?
অনলাইন সিএনসি মেশিনিং সেবাগুলি ডিজিটাল প্ল্যাটফর্ম ব্যবহার করে যা তাৎক্ষণিক কোটেশন, সিএডি ফাইল আপলোড এবং ফোন কল বা ব্যক্তিগত পরামর্শ ছাড়াই নির্ভুল উৎপাদনের বৈশ্বিক প্রবেশাধিকার সক্ষম করে। ঐতিহ্যবাহী মেশিন শপগুলি হাতে করা কোটেশন অনুরোধ, ইমেইল আদান-প্রদান এবং প্রায়শই ভৌগোলিক সীমাবদ্ধতা মেনে চলে। ডিজিটাল প্ল্যাটফর্মগুলি বিশাল নেটওয়ার্কের মধ্যে বিশেষায়িত উৎপাদনকারীদের কাছে কাজগুলি পাঠায়, যা ধ্রুব গুণগত মান ও প্রতিযোগিতামূলক মূল্য নিশ্চিত করে এবং প্রোটোটাইপের জন্য মাত্র ১-৩ দিনের মধ্যে পার্টস ডেলিভারি করে।
২. আমি অনলাইনে সিএনসি মেশিনিং-এর জন্য তৎক্ষণাৎ কোটেশন কীভাবে পাব?
আপনার 3D CAD ফাইল (সর্বোত্তম হবে STEP বা IGES ফরম্যাট) অনলাইন CNC প্ল্যাটফর্মে আপলোড করুন। AI-ভিত্তিক অ্যালগরিদমগুলি তৎক্ষণাৎ আপনার পার্টের জ্যামিতি, উপাদান নির্বাচন, সহনশীলতা এবং পৃষ্ঠ সমাপ্তি বিশ্লেষণ করে সেকেন্ডের মধ্যে সঠিক মূল্য নির্ধারণ করে। সিস্টেমটি উৎপাদনযোগ্যতা সংক্রান্ত সমস্যাগুলি চিহ্নিত করে এবং উৎপাদনের আগেই উৎপাদনের জন্য ডিজাইন (Design for Manufacturing) প্রতিক্রিয়া প্রদান করে। অধিকাংশ প্ল্যাটফর্মেই আপনি পরিমাণ, উপাদান এবং ডেলিভারি সময় সামঞ্জস্য করে বাস্তব সময়ে মূল্য পরিবর্তনগুলি দেখতে পারেন।
৩. অনলাইন CNC মেশিনিং অর্ডারের জন্য কোন ফাইল ফরম্যাটগুলি সর্বোত্তম?
STEP (.step/.stp) ফাইলগুলি CNC মেশিনিংয়ের জন্য সোনার মানদণ্ড, কারণ এগুলি সঠিক জ্যামিতি, বক্ররেখা এবং প্রান্ত সংজ্ঞাগুলি সংরক্ষণ করে। IGES এবং Parasolid ফরম্যাটগুলিও ভালোভাবে কাজ করে। STL ফাইলগুলি এড়িয়ে চলুন, কারণ এগুলি ত্রিভুজাকার মেশ আনুমানিক মান ব্যবহার করে যা CNC টুলপাথ তৈরির জন্য পর্যাপ্ত নির্ভুলতা প্রদান করে না। কঠোর সহনশীলতা সহ পার্টগুলির জন্য, আপনার 3D মডেলের পাশাপাশি সমালোচনামূলক মাত্রা, পৃষ্ঠ সমাপ্তি এবং জ্যামিতিক সহনশীলতা নির্দিষ্টকারী একটি 2D PDF অঙ্কন অন্তর্ভুক্ত করুন।
৪. সিএনসি মেশিনিংয়ের খরচ কত এবং কোন কোন বিষয়গুলো দাম নির্ধারণকে প্রভাবিত করে?
সিএনসি মেশিনিংয়ের খরচ নির্ভর করে উপাদান নির্বাচনের উপর (খরচের ২০%), মেশিন সময়ের উপর (খরচের ৮০%), অংশের জটিলতা, সহনশীলতা প্রয়োজনীয়তা, পরিমাণ, পৃষ্ঠ সমাপ্তি এবং ডেলিভারি সময়ের উপর। টাইটানিয়ামের তুলনায় অ্যালুমিনিয়ামের অংশগুলোর খরচ কম; স্ট্যান্ডার্ড সহনশীলতা (±০.০০৫") প্রিসিশন স্পেসিফিকেশন (±০.০০১")-এর তুলনায় উল্লেখযোগ্যভাবে সস্তা। ব্যাচ অর্ডারগুলো সেটআপ খরচ বণ্টন করে প্রতি পিস খরচ কমিয়ে দেয়। ১-৩ দিনের মধ্যে ডেলিভারির জন্য জরুরি অর্ডারগুলোতে সাধারণত ৭-১৫ দিনের স্ট্যান্ডার্ড সময়সূচীর তুলনায় ২৫-১০০% অতিরিক্ত খরচ ধার্য করা হয়।
৫. আমি কখন সিএনসি মেশিনিং-কে ৩ডি প্রিন্টিং বা ইনজেকশন মোল্ডিং-এর চেয়ে বেছে নেব?
আপনি যখন কঠিন ধাতু বা ইঞ্জিনিয়ারিং প্লাস্টিক থেকে উত্তম যান্ত্রিক বৈশিষ্ট্য, কঠোর সহনশীলতা (±০.০০১"), উৎপাদন-মানের উপকরণের সাথে মিলে যাওয়া কার্যকরী প্রোটোটাইপ, অথবা ১ থেকে ৫০০টি পার্টের পরিমাণ প্রয়োজন করেন, তখন সিএনসি মেশিনিং বেছে নিন। ৩ডি প্রিন্টিং দ্রুত পুনরাবৃত্তি, জটিল অভ্যন্তরীণ জ্যামিতি এবং কম খরচে ডিজাইন যাচাইয়ের ক্ষেত্রে শ্রেষ্ঠ কার্যকরী। ৫০০টির বেশি পার্টের জন্য ইনজেকশন মোল্ডিং খরচ-কার্যকর হয়ে ওঠে, কিন্তু এটি উল্লেখযোগ্য প্রাথমিক টুলিং বিনিয়োগ ($৩,০০০–$১০০,০০০+) প্রয়োজন করে। অনেক প্রকল্পে প্রোটোটাইপিংয়ের জন্য সিএনসি ব্যবহার করা হয়, এবং পরে ভলিউম উৎপাদনের জন্য ইনজেকশন মোল্ডিং-এ রূপান্তরিত হয়।