 ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —
ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —

গাড়ির জন্য ফোর্জড অ্যালুমিনিয়াম গ্রেড: প্রতিটি অংশের সাথে সঠিক খাদ মানানো

গাড়ির কর্মক্ষমতার জন্য ফোর্জড অ্যালুমিনিয়াম গ্রেডগুলি কেন গুরুত্বপূর্ণ
যখন আধুনিক অ্যালুমিনিয়ামের গাড়িটি তার সেরাটি করে তোলে সে সম্পর্কে ভাবেন, উত্তরটি প্রায়শই পৃষ্ঠের নীচে থাকে—ধাতুর নিজস্ব গঠনে। সাসপেনশন উপাদান থেকে শুরু করে উচ্চ-কর্মক্ষমতার চাকার মতো সবকিছুতে গাড়ি উৎপাদনে ফোর্জড অ্যালুমিনিয়াম অপরিহার্য হয়ে উঠেছে। কিন্তু এখানে সবচেয়ে বেশি ইঞ্জিনিয়ার এবং ক্রয় পেশাদারদের মুখোমুখি হওয়া গুরুত্বপূর্ণ প্রশ্ন: অসংখ্য অ্যালুমিনিয়াম গ্রেড পাওয়া যায়, আপনি কীভাবে প্রতিটি অংশের জন্য সঠিক খাদ মিলিয়ে নেবেন?
খাদ নির্বাচন এবং উপাদানের কর্মক্ষমতার মধ্যে এই সংযোগটি বোঝা এমন একটি যানবাহন তৈরি করতে পারে যা সর্বনিম্ন মানের চেয়ে বেশি কিছু করে, আর এমন একটি যা কেবল সর্বনিম্ন মান পূরণ করে। সুতরাং, অ্যালুমিনিয়াম খাদ আসলে কী, এবং কেন গঠনের পদ্ধতি এতটা গুরুত্বপূর্ণ?
অ্যালুমিনিয়ামের কর্মক্ষমতা কেন ফোর্জিং পরিবর্তন করে
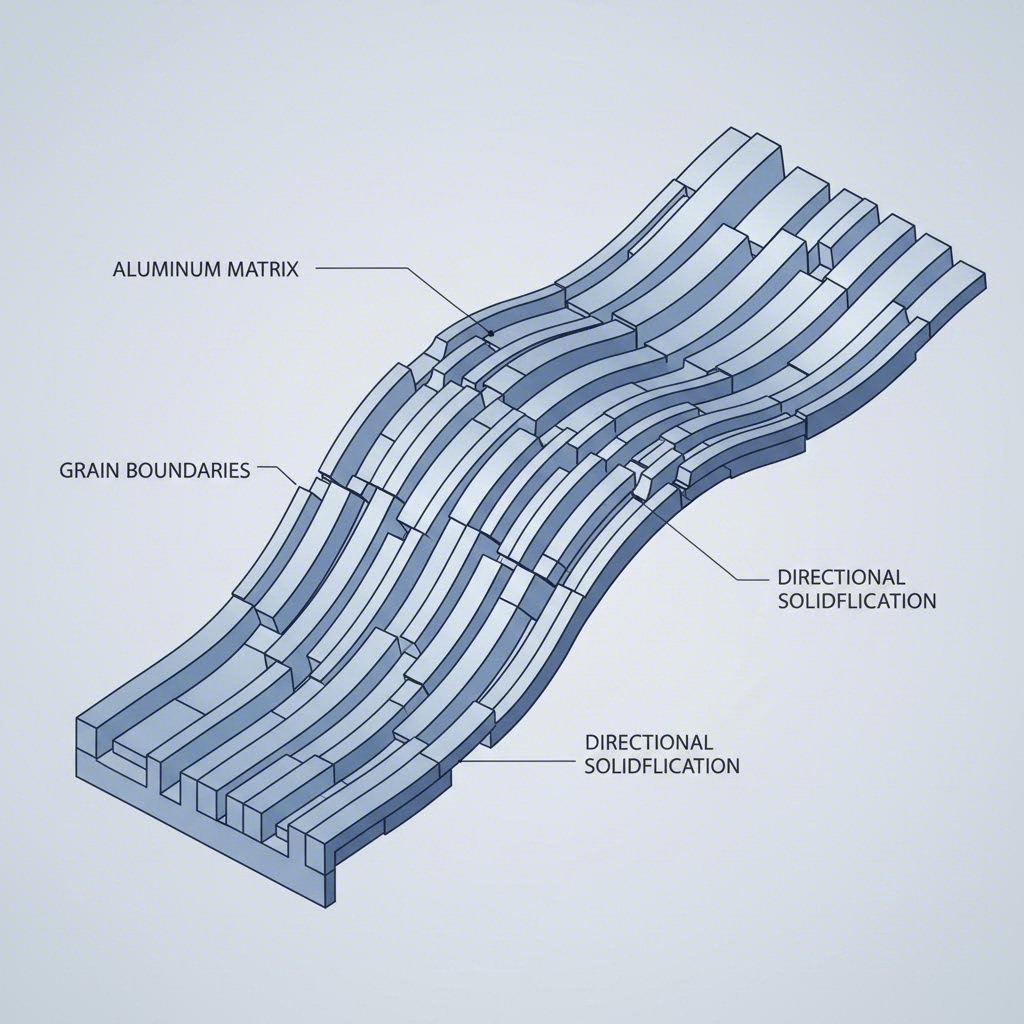
ঢালাইয়ের বিপরীতে—যেখানে গলিত অ্যালুমিনিয়ামকে ছাঁচে ঢালা হয়—অথবা এক্সট্রুশনের বিপরীতে, যেখানে উত্তপ্ত ধাতুকে ডাইয়ের মধ্য দিয়ে ঠেলে দেওয়া হয়, ফোরজিং উচ্চতর তাপমাত্রায় অ্যালুমিনিয়ামের আকৃতি প্রদানের জন্য তীব্র চাপ প্রয়োগ করে। এই প্রক্রিয়াটি উপাদানের অভ্যন্তরীণ গঠনকে মৌলিকভাবে পরিবর্তন করে। ফলাফল? ঘন, আরও অবিচ্ছিন্ন শস্য প্রবাহ যা সমাপ্ত অংশের রূপরেখা অনুসরণ করে।
উৎপাদন বিশেষজ্ঞদের মতে, ফোরজিং অ্যালুমিনিয়ামের শস্য গঠনকে সংকুচিত করে , ঢালাই বিকল্পগুলির তুলনায় শক্তি এবং দৃঢ়তা উল্লেখযোগ্যভাবে বৃদ্ধি করে। এই পরিশোধিত সূক্ষ্ম গঠন ক্লান্তি প্রতিরোধ এবং প্রভাব কর্মক্ষমতা উন্নত করে—এমন বৈশিষ্ট্য যা সুরক্ষা-সমালোচনামূলক অটোমোটিভ অ্যালুমিনিয়াম প্রয়োগের ক্ষেত্রে অপরিহার্য।
ফোরজিং অভ্যন্তরীণ তন্তুগুলি সংকুচিত এবং সংবর্তিত করে অ্যালুমিনিয়ামের শস্য গঠনকে পরিশোধন করে, যা ঢালাই বিকল্পগুলির পক্ষে ম্যাচ করা সম্ভব নয় এমন যান্ত্রিক বৈশিষ্ট্য প্রদান করে—বিশেষত যেসব উপাদানগুলি পুনরাবৃত্ত চাপ চক্রের শিকার হয়।
এই কারণেই গুরুত্বপূর্ণ অংশগুলিতে ফোর্জড উপাদান দিয়ে তৈরি একটি অ্যালুম গাড়ি বাস্তব চালনা পরিস্থিতিতে শ্রেষ্ঠ স্থায়িত্ব দেখায়। ঢালাইয়ে সাধারণত দেখা যাওয়া অভ্যন্তরীণ ফাঁক এবং স্ফীতি দূর করে ফোর্জিং প্রক্রিয়া, যাতে প্রতিটি অ্যালুমিনিয়াম অটোমোবাইল উপাদান আধুনিক যানবাহনের চাপ সহ্য করতে পারে।
অটোমোটিভ উৎপাদনে গ্রেড নির্বাচনের চ্যালেঞ্জ
এখানেই বিষয়টি আকর্ষক—এবং জটিল হয়ে ওঠে। সব অ্যালুমিনিয়াম গ্রেড সমানভাবে ফোর্জ হয় না, এবং প্রতিটি ফোর্জ করা গ্রেড প্রতিটি অ্যাপ্লিকেশনের জন্য উপযুক্ত নয়। ভুল খাদ নির্বাচন উৎপাদনের জটিলতা, অংশের আগাম ব্যর্থতা বা অপ্রয়োজনীয় খরচের দিকে নিয়ে যেতে পারে।
অটোমোটিভ উপাদানের জন্য অ্যালুমিনিয়াম গ্রেড নির্বাচন করার সময় প্রকৌশলীদের কয়েকটি প্রতিদ্বন্দ্বী ফ্যাক্টরের মধ্যে ভারসাম্য বজায় রাখতে হয়:
- শক্তির প্রয়োজন: অংশটির সর্বোচ্চ টেনসাইল শক্তি নাকি ভালো ফরমেবিলিটি প্রয়োজন?
- অপারেটিং পরিবেশ: উপাদানটি কি ক্ষয়কারী অবস্থা বা চরম তাপমাত্রার মুখোমুখি হবে?
- উৎপাদনের সীমাবদ্ধতা: অংশটির জ্যামিতি কতটা জটিল, এবং কোন ফোর্জিং তাপমাত্রা বাস্তবসম্মত?
- খরচের বিবেচনা: আবেদনটি কি প্রিমিয়াম খাদগুলির পক্ষে যুক্তিযুক্ত, নাকি স্ট্যান্ডার্ড গ্রেডগুলি যথেষ্ট?
আজকের যানগুলিতে ব্যবহৃত প্রয়োজনীয় আলুমিনিয়ামের গ্রেডগুলির মাধ্যমে আপনার ব্যবহারিক নির্বাচন গাইড হিসাবে এই নিবন্ধটি কাজ করে। আপনি কোন খাদগুলি নির্দিষ্ট উপাদান শ্রেণীর জন্য উপযুক্ত তা খুঁজে পাবেন, তাপ চিকিত্সার গুরুত্বপূর্ণ ভূমিকা বুঝতে পারবেন এবং সাধারণ নির্বাচনের ভুলগুলি এড়ানো শিখবেন। সাসপেনশন অ্যার্ম, চাকা বা পাওয়ারট্রেন অংশগুলির জন্য উপকরণ নির্দিষ্ট করছেন কিনা না কেন, প্রতিটি আবেদনের সাথে সঠিক গ্রেড মিলিয়ে কাজ করা কর্মক্ষমতা এবং মূল্য উভয়কেই নিশ্চিত করে।
আলুমিনিয়াম খাদ সিরিজ এবং তাদের ফোরজিংয়ের উপযুক্ততা
আপনি যখন কোনো অটোমোটিভ উপাদানের সাথে সঠিক খাদ মানাতে চান, তখন আপনাকে অ্যালুমিনিয়াম খাদগুলি কীভাবে সংগঠিত হয় তা বুঝতে হবে। অ্যালুমিনিয়াম অ্যাসোসিয়েশন একটি নম্বর পদ্ধতি প্রতিষ্ঠিত করেছে যা প্রধান খাদযুক্ত উপাদানের ভিত্তিতে আঁকা অ্যালুমিনিয়াম খাদগুলিকে শ্রেণীবদ্ধ করে। এই শ্রেণীবিভাগ—1xxx থেকে 7xxx পর্যন্ত—আপনাকে একটি খাদের আচরণ সম্পর্কে অনেক কিছু বলে দেয় যখন এটি গঠন করা হয় এবং এর চূড়ান্ত কার্যকরী বৈশিষ্ট্য সম্পর্কে।
কিন্তু এখানে যা অনেক উপাদান স্পেসিফিকেশন ব্যাখ্যা করে না: কিছু অ্যালুমিনিয়াম খাদের গ্রেড কেন চমৎকার হয়ে গঠিত হয় যেখানে অন্যগুলি ফাটল, বিকৃত হয় বা কেবল সহযোগিতা প্রত্যাখ্যান করে? উত্তর মেটালার্জির মধ্যে নিহিত এবং এই মূল বিষয়গুলি বোঝা আপনার অটোমোটিভ অ্যাপ্লিকেশনের জন্য গ্রেড নির্বাচনের ক্ষেত্রে আপনার দৃষ্টিভঙ্গি পরিবর্তন করবে।
অ্যালুমিনিয়াম সিরিজ সিস্টেম বোঝা
প্রতিটি অ্যালুমিনিয়াম খাদ সিরিজ এর প্রধান খাদযুক্ত উপাদান দ্বারা সংজ্ঞায়িত হয়, যা খাদের মূল বৈশিষ্ট্য নির্ধারণ করে। এটিকে একটি পারিবারিক গাছের মতো ভাবুন যেখানে আত্মীয়রা কিছু নির্দিষ্ট বৈশিষ্ট্য ভাগ করে।
- 1xxx সিরিজ: প্রায় বিশুদ্ধ অ্যালুমিনিয়াম (99%+ Al)। দুর্দান্ত ক্ষয়রোধী এবং পরিবাহিতা, কিন্তু গাড়ির কাঠামোগত আকৃতির জন্য খুব নরম।
- 2xxx সিরিজ: প্রধান যোগক হল তামা। এই ধাতুগুলি উচ্চ শক্তি এবং দুর্দান্ত ক্লান্তি প্রতিরোধ প্রদান করে—চাহিদাপূর্ণ বিমান ও গাড়ির পাওয়ারট্রেন অ্যাপ্লিকেশনের জন্য আদর্শ।
- 3xxx সিরিজ: ম্যাঙ্গানিজ-সংকরায়িত। ভালো ফর্মেবিলিটি সহ মাঝারি শক্তি, কিন্তু উচ্চতর শক্তির জন্য তাপ চিকিত্সা করা যায় না বলে ফোরজিংয়ে বিরল।
- 4xxx সিরিজ: সিলিকন-প্রধান। উচ্চ সিলিকন সামগ্রী দুর্দান্ত ঘর্ষণ প্রতিরোধ প্রদান করে, যা পিস্টনের জন্য এই ধাতুগুলিকে উপযুক্ত করে তোলে, যদিও এটি মেশিনিংয়ের ক্ষেত্রে চ্যালেঞ্জ তৈরি করে।
- 5xxx সিরিজ: ম্যাগনেসিয়াম-ভিত্তিক। চমৎকার ক্ষয়রোধী এবং ওয়েল্ডেবিলিটি, সাধারণত সমুদ্র ও ক্রায়োজেনিক অ্যাপ্লিকেশনের জন্য ফোরজ করা হয়, সাধারণ গাড়ির অংশগুলির চেয়ে।
- 6xxx সিরিজ: ম্যাগনেসিয়াম এবং সিলিকন একত্রিত। এই সুষম রাসায়নিক গঠন বহুমুখীতা প্রদান করে যা 6xxx ধাতুগুলিকে গাড়ির অ্যালুমিনিয়াম ফোরজিংয়ের কাজের ঘোড়া করে তোলে।
- 7xxx সিরিজ: য়িংক, ম্যাগনেসিয়াম এবং তামার সাথে অত্যন্ত শক্তিশালী খাদ তৈরি করে। এগুলি বিদ্যমান সবচেয়ে শক্তিশালী অ্যালুমিনিয়াম খাদ, যা ওজন-সংবেদনশীল বিমান এবং উচ্চ-কর্মক্ষমতা সম্পন্ন অটোমোটিভ কাঠামোর জন্য অপরিহার্য।
অনুযায়ী অ্যালুমিনিয়াম অ্যাসোসিয়েশন থেকে শিল্প ডকুমেন্টেশন , দ্বিতীয় বিশ্বযুদ্ধের পরে অ্যালুমিনিয়াম উপকরণের বৃদ্ধি পাওয়া তালিকার জন্য শৃঙ্খলা আনার জন্য এই নামকরণ পদ্ধতি উদ্ভাবিত হয়েছিল। এই কাঠামোর মধ্যে অ্যাল খাদের গ্রেড বোঝা আপনাকে যেকোনো প্রয়োগের জন্য দ্রুত প্রার্থীদের সংকুচিত করতে সাহায্য করে।
খাদ পরিবারগুলি জুড়ে ফোরজেবিলিটি ফ্যাক্টর
এখানেই প্রকৃত ইঞ্জিনিয়ারিং অন্তর্দৃষ্টি আসে। প্রতিটি অ্যালুমিনিয়াম খাদ একইভাবে ফোরজ হয় না, এবং পার্থক্যগুলি এলোমেলো নয়—এগুলি প্রতিটি খাদের রাসায়নিক গঠন চাপ এবং তাপের অধীনে এর আচরণকে কীভাবে প্রভাবিত করে তার উপর ভিত্তি করে।
ফোরজেবিলিটি কয়েকটি পারস্পরিক সংযুক্ত ফ্যাক্টরের উপর নির্ভর করে:
- বিকৃতি প্রতিরোধ: ডাই কক্ষগুলিতে প্রবাহিত হওয়ার জন্য খাদটি কতটা বলের প্রয়োজন হয়?
- তাপমাত্রা সংবেদনশীলতা: ফোরজিং তাপমাত্রার পরিসর জুড়ে বৈশিষ্ট্যগুলি কতটা তীব্রভাবে পরিবর্তিত হয়?
- ফাটার প্রবণতা: অ্যালয়টি পৃষ্ঠ বা অভ্যন্তরীণ ত্রুটি ছাড়াই কি তীব্র বিকৃতি সহ্য করতে পারে?
- তাপ চিকিত্সার সাধ্যতা: পরবর্তী তাপীয় প্রক্রিয়াকরণের মাধ্যমে কি আকৃত অংশটি শক্তিশালী করা যায়?
গবেষণা ASM International প্রদর্শন করে যে সমস্ত অ্যালুমিনিয়াম অ্যালয়ের জন্য ধাতব তাপমাত্রা বৃদ্ধির সাথে আকৃতযোগ্যতা উন্নত হয়—কিন্তু এই প্রভাবের মাত্রা ব্যাপকভাবে ভিন্ন। উচ্চ-সিলিকনযুক্ত 4xxx অ্যালয়গুলি তাপমাত্রার প্রতি সবচেয়ে বেশি সংবেদনশীল, যেখানে উচ্চ-শক্তির 7xxx অ্যালয়গুলি কাজের সীমিত তাপমাত্রা সীমানা দেখায়। এটি ব্যাখ্যা করে যে কেন 7xxx সিরিজের অ্যালয়গুলির নির্ভুল তাপমাত্রা নিয়ন্ত্রণের প্রয়োজন: ভুলের জন্য এখানে কম মার্জিন থাকে।
6xxx সিরিজ, বিশেষ করে 6061 এর মতো খাদগুলি, "উচ্চ আকৃতি প্রদানযোগ্য" হিসাবে তার খ্যাতি অর্জন করেছে কারণ এটি মাঝারি প্রবাহ চাপ এবং সহনশীল প্রক্রিয়া উইন্ডোজের একটি অনুকূল সমন্বয় দেয়। তদ্বিপরীতে, 2xxx এবং 7xxx খাদগুলি উচ্চতর প্রবাহ চাপ প্রদর্শন করে—যা কখনও কখনও সাধারণ আকৃতি প্রদানের তাপমাত্রায় কার্বন ইস্পাতের চেয়েও বেশি হয়—যা উচ্চ-কর্মক্ষমতার উপাদানগুলির জন্য আরও চ্যালেঞ্জিং কিন্তু প্রয়োজনীয় করে তোলে।
| এ্যালোই সিরিজ | প্রাথমিক খাদ উপাদান | আকৃতি প্রদানের হার | সাধারণ অটোমোটিভ অ্যাপ্লিকেশন | মূল বৈশিষ্ট্য |
|---|---|---|---|---|
| 2xxx | তামা | মাঝারি | পিস্টন, সংযোগকারী রড, ইঞ্জিন উপাদান | উচ্চ তাপমাত্রায় শক্তি, উৎকৃষ্ট ক্লান্তি প্রতিরোধ, তাপ-চিকিত্সাযোগ্য |
| 5xxx | ম্যাগনেশিয়াম | ভাল | ক্ষয়কারী পরিবেশে গাঠনিক উপাদান, সমুদ্র-গ্রেড অংশ | তাপ-চিকিত্সাযোগ্য নয়, অসাধারণ সমুদ্রের ক্ষয় প্রতিরোধ, উচ্চ ওয়েল্ডেড শক্তি |
| 6xxx | ম্যাগনেসিয়াম + সিলিকন | চমৎকার | সাসপেনশন অ্যার্ম, নিয়ন্ত্রণ অ্যার্ম, চাকা, সাধারণ গাঠনিক অংশ | সন্তুলিত শক্তি এবং আকৃতি প্রদানযোগ্যতা, ভালো ক্ষয় প্রতিরোধ, তাপ-চিকিত্সাযোগ্য, খরচ-কার্যকর |
| 7xxx | জিঙ্ক (+ Mg, Cu) | মাঝারি থেকে কঠিন | হাই-স্ট্রেস চ্যাসিস উপাদান, পারফরম্যান্স হুইল, এয়ারোস্পেস-গ্রেড অটোমোটিভ পার্টস | আলট্রা-হাই স্ট্রেন্থ, চমৎকার ফ্যাটিগ রেজিস্ট্যান্স, সতর্কতার সাথে প্রক্রিয়া নিয়ন্ত্রণ প্রয়োজন, তাপ চিকিত্সাযোগ্য |
অন্যান্য ফরমিং পদ্ধতির তুলনায় ফোরজিংয়ের ক্ষেত্রে রসায়ন কেন এত গুরুত্বপূর্ণ? যখন অ্যালুমিনিয়াম ঢালাই করা হয়, তখন ধাতু তরল অবস্থা থেকে কঠিন হয়ে যায়, যার ফলে পোরোসিটি আটকে যায় এবং মোটা গ্রেন স্ট্রাকচার তৈরি হয়। এক্সট্রুশন উত্তপ্ত ধাতুকে নির্দিষ্ট ডাই খোলার মধ্য দিয়ে ঠেলে দেয়, যা জ্যামিতিক জটিলতাকে সীমাবদ্ধ করে। অন্যদিকে, ফোরজিং অত্যন্ত চাপের মধ্যে ধাতুকে সংকুচিত করে, যা গ্রেন স্ট্রাকচারকে পরিশোধিত করে এবং অভ্যন্তরীণ ফাঁকগুলি দূর করে—কিন্তু শুধুমাত্র তখনই যদি সংকর ধাতু ফাটল ছাড়াই এই কঠোর বিকৃতি সহ্য করতে পারে।
গাড়ির ফোরজিংয়ে ব্যবহৃত সাধারণ অ্যালুমিনিয়াম খাদ—প্রধানত 2xxx, 6xxx এবং 7xxx শ্রেণির—একটি গুরুত্বপূর্ণ বৈশিষ্ট্য শেয়ার করে: তারা সবই তাপ-চিকিত্সাযোগ্য। এর মানে হল ফোরজিংয়ের পরে দ্রবণ চিকিত্সা এবং বার্ধক্য প্রক্রিয়ার মাধ্যমে তাদের শক্তি উল্লেখযোগ্যভাবে বৃদ্ধি করা যেতে পারে। অ-তাপ-চিকিত্সাযোগ্য খাদ যেমন 5xxx শ্রেণির গাড়ির ফোরজিংয়ে সীমিত ব্যবহার পায় কারণ তারা অধিকাংশ যানবাহন উপাদান দ্বারা দাবি করা শক্তির মাত্রা অর্জন করতে পারে না।
অ্যালুমিনিয়াম খাদের গ্রেড এবং তাদের ফোরজিং আচরণের এই ভিত্তির সাথে, আপনি গাড়ি উৎপাদনে প্রভাব বিস্তারকারী নির্দিষ্ট গ্রেডগুলি অন্বেষণের জন্য প্রস্তুত—এবং প্রকৌশলীরা কেন নির্দিষ্ট অ্যাপ্লিকেশনের জন্য প্রতিটি গ্রেড বেছে নেয় তা সঠিকভাবে বুঝতে পারবেন।
গাড়ির উপাদানের জন্য প্রয়োজনীয় ফোরজড অ্যালুমিনিয়াম গ্রেড
এখন যেহেতু আপনি বুঝতে পেরেছেন কিভাবে অ্যালুমিনিয়াম খাদ পরিবারগুলি তাদের ফোরজিং আচরণে ভিন্ন, চলুন গাড়ির উৎপাদনকে প্রভাবিত করে এমন নির্দিষ্ট গ্রেডগুলি পরীক্ষা করি। এই পাঁচটি খাদ—6061, 6082, 7075, 2024 এবং 2014—এগুলি হল সেই মূল উপাদানের বিকল্প যা আপনি ফোরজড উপাদানগুলি নির্দিষ্ট করার সময় দেখতে পাবেন। প্রতিটি নিজস্ব সুবিধা নিয়ে আসে, এবং তাদের পার্থক্যগুলি বোঝা আপনাকে কর্মক্ষমতা, খরচ এবং উৎপাদনযোগ্যতার মধ্যে ভারসাম্য রাখার জন্য তথ্য-ভিত্তিক সিদ্ধান্ত নিতে সাহায্য করে।
যানবাহনে এই নির্দিষ্ট অ্যালুমিনিয়াম উপাদান গ্রেডগুলি কেন এত প্রচলিত? এর উত্তর নিহিত শক্তি, আকৃতি গঠনের সামর্থ্য এবং অ্যাপ্লিকেশন-নির্দিষ্ট বৈশিষ্ট্যগুলির অনুকূলিত ভারসাম্যে যা দশকের পর দশক ধরে গাড়ি ইঞ্জিনিয়ারিং অভিজ্ঞতার মাধ্যমে নিখুঁত করা হয়েছে।
গাঠনিক উপাদানগুলির জন্য 6061 এবং 6082
6xxx সিরিজটি ভালো কারণেই অটোমোটিভ ফোরজিংয়ের ক্ষেত্রে প্রাধান্য পায়। এই ম্যাগনেসিয়াম-সিলিকন খাদগুলি নির্মাণমূলক বিভিন্ন অ্যাপ্লিকেশনের জন্য প্রয়োজনীয় নমনীয়তা প্রদান করে—উচ্চ-শক্তির বিকল্পগুলির চেয়ে বেশি মূল্য বা উৎপাদনের জটিলতা ছাড়াই।
6061 আলুমিনিয়াম সাধারণ উৎপাদনে ব্যবহৃত সবচেয়ে সাধারণ অ্যালুমিনিয়াম খাদ হিসাবে প্রতিষ্ঠিত, এবং অটোমোটিভ অ্যাপ্লিকেশনগুলি এই নিয়মের ব্যতিক্রম নয়। প্রোটোল্যাবসের খাদ তুলনামূলক তথ্য অনুযায়ী , 6061 হল "সেখানে সাধারণত নির্বাচন করা হয় যেখানে ওয়েল্ডিং বা ব্রেজিংয়ের প্রয়োজন হয় বা সমস্ত টেম্পারে উচ্চ ক্ষয় প্রতিরোধের জন্য।" এটি অটোমোটিভ যন্ত্রাংশ, পাইপলাইন, আসবাবপত্র, ভোক্তা ইলেকট্রনিক্স এবং কাঠামোগত উপাদানগুলির জন্য আদর্শ যেগুলি সংযোজনের সময় যুক্ত হওয়ার প্রয়োজন হতে পারে।
6061 এর প্রধান বৈশিষ্ট্যগুলি হল:
- রচনাঃ প্রাথমিক খাদযুক্ত উপাদানগুলি হল ম্যাগনেসিয়াম (0.8-1.2%) এবং সিলিকন (0.4-0.8%), ছোট পরিমাণে তামা এবং ক্রোমিয়াম যুক্ত থাকে
- সুড়ঙ্গীকরণ ক্ষমতা: চমৎকার—যদিও ওয়েল্ডিং তাপ-প্রভাবিত অঞ্চলকে দুর্বল করতে পারে, শক্তি পুনরুদ্ধারের জন্য ওয়েল্ডিং-পরবর্তী চিকিত্সার প্রয়োজন হয়
- ক্ষয় প্রতিরোধ ক্ষমতা: সব আবহাওয়ার অবস্থাতেই খুব ভালো
- সাধারণ অটোমোটিভ ব্যবহার: গাঠনিক ফ্রেম, ব্র্যাকেট, সাধারণ সিএনসি-মেশিনযুক্ত অংশ, যেসব উপাদানগুলির পরবর্তীতে ওয়েল্ডিংয়ের প্রয়োজন
6082 আলুমিনিয়াম ইউরোপীয় অটোমোটিভ ফোরজিং-এ একটি গুরুত্বপূর্ণ উন্নয়নকে নির্দেশ করে যা অনেক উত্তর আমেরিকান মান উপেক্ষা করে। ইউরোপীয় যানবাহন প্রোগ্রামগুলিতে অটোমোটিভ সাসপেনশন এবং চ্যাসিস উপাদানগুলির জন্য এই খাদটি প্রায় একচেটিয়াভাবে ব্যবহৃত হয়—এবং বাধ্যতামূলক ধাতুবিদ্যার কারণে।
অনুযায়ী ইউরোপীয় অ্যালুমিনিয়াম সংস্থার প্রযুক্তিগত ডকুমেন্টেশন , "অসাধারণ ক্ষয় প্রতিরোধ ক্ষমতার কারণে EN AW-6082-T6 খাদটি অটোমোটিভ সাসপেনশন এবং চ্যাসিস উপাদানগুলির জন্য প্রায় একচেটিয়াভাবে ব্যবহৃত হয়।" ডকুমেন্টেশনটি দেখায় যে প্রধান ইউরোপীয় প্রস্তুতকারকরা কন্ট্রোল আর্ম, স্টিয়ারিং নাকল, কাপলিং, ক্লাচ সিলিন্ডার এবং ড্রাইভ শ্যাফট উপাদানগুলির জন্য 6082-T6 ব্যবহার করে।
অটোমোটিভ অ্যাপ্লিকেশনের জন্য অ্যালুমিনিয়াম হিসাবে 6082-কে বিশেষভাবে উপযুক্ত করে তোলে কী?
- রচনাঃ 6061-এর তুলনায় উচ্চতর সিলিকন (0.7-1.3%) এবং ম্যাঙ্গানিজ (0.4-1.0%) এর পাশাপাশি ম্যাগনেসিয়াম (0.6-1.2%) এর উপস্থিতি
- শক্তির সুবিধা: T6 টেম্পারে 6061 এর চেয়ে কিছুটা উচ্চতর শক্তি, চক্রীয় লোডিংয়ের অধীনে ভালো কর্মদক্ষতা
- ক্ষয়ক্ষতি প্রদর্শন: সাধারণ ক্ষয় প্রতিরোধের গুণাবলীকে খুবই ভালো বলে মনে করা হয়, যেখানে অ্যালুমিনিয়াম শট ব্যবহার করে ব্লাস্ট ক্লিনিং অতিরিক্ত পৃষ্ঠ সুরক্ষা প্রদান করে
- ক্লান্তি আচরণঃ ফোর্জড 6082-T6 উপাদানগুলি সমতুল্য পরিষেবা আয়ুর জন্য ঢালাই বিকল্পগুলির চেয়ে প্রায় দ্বিগুণ বিকৃতি প্রসারণ সহ্য করে
ইউরোপীয় অ্যালুমিনিয়াম সংস্থার গবেষণা দেখায় যে 6082-T6 ফোর্জিংগুলি মৃদু ক্ষয়ক্ষতির পরেও তাদের ক্লান্তি বৈশিষ্ট্যগুলি বজায় রাখে—এটি সাসপেনশন উপাদানগুলির জন্য একটি গুরুত্বপূর্ণ বিবেচনা যা তাদের পরিষেবা আয়ু জুড়ে রাস্তার লবণ এবং আর্দ্রতার সংস্পর্শে আসে
7075 এবং 2024 উচ্চ-চাপ অ্যাপ্লিকেশনের জন্য
যখন কাঠামোগত প্রয়োজনীয়তা 6xxx খাদগুলি দ্বারা প্রদত্ত সীমার বাইরে যায়, তখন প্রকৌশলীরা 7xxx এবং 2xxx সিরিজের দিকে ঘুরে দাঁড়ান। এই খাদগুলি উচ্চতর খরচ নেয় এবং আরও সতর্কতার সাথে প্রক্রিয়াকরণ দাবি করে, কিন্তু এটি সবচেয়ে চাহিদাপূর্ণ অটোমোটিভ উপাদানগুলির জন্য প্রয়োজনীয় শক্তির মাত্রা প্রদান করে।
7075 আলুমিনিয়াম এটি ফোরজিং অ্যাপ্লিকেশনের জন্য সাধারণত পাওয়া যায় এমন সবচেয়ে শক্তিশালী অ্যালুমিনিয়াম খাদ হিসাবে ব্যাপকভাবে স্বীকৃত। প্রতি industry specifications , 7075 "চাপ-দূষণ ফাটল প্রতিরোধের উন্নয়নের জন্য মিশ্রণে ক্রোমিয়াম যোগ করে" এবং "এর হালকা কিন্তু শক্তিশালী বৈশিষ্ট্যের কারণে এয়ারোস্পেস অংশ, সামরিক অ্যাপ্লিকেশন, সাইকেল সরঞ্জাম, ক্যাম্পিং এবং ক্রীড়া গিয়ারের জন্য প্রধান খাদ হিসাবে কাজ করে।"
অটোমোটিভ অ্যাপ্লিকেশনে 7075-এর জন্য গুরুত্বপূর্ণ বিবেচনা:
- রচনাঃ প্রাথমিক খাদ উপাদানগুলি হল দস্তা (5.1-6.1%), ম্যাগনেসিয়াম (2.1-2.9%), এবং তামা (1.2-2.0%), চাপ-দূষণ প্রতিরোধের জন্য ক্রোমিয়াম সহ
- শক্তি-ওজন অনুপাত: অ্যালুমিনিয়াম খাদগুলিতে পাওয়া সবচেয়ে বেশি মাত্রার মধ্যে—ওজন-সংক্রান্ত কর্মক্ষমতার অ্যাপ্লিকেশনের জন্য অপরিহার্য
- সুড়ঙ্গীকরণ ক্ষমতা: খারাপ—এই খাদটি ভালোভাবে ওয়েল্ড হয় না এবং কম শক্তিশালী বিকল্পগুলির তুলনায় বেশ ভঙ্গুর হতে পারে
- সাধারণ অটোমোটিভ ব্যবহার: উচ্চ-চাপ চ্যাসিস উপাদান, পারফরম্যান্স চাকা অ্যাপ্লিকেশন, রেসিং সাসপেনশন অংশ এবং সেইসব উপাদান যেখানে সর্বোচ্চ শক্তি উপাদানের প্রিমিয়ামকে ন্যায্যতা দেয়
যেসব অ্যাপ্লিকেশনে উচ্চ-শক্তির পারফরম্যান্সের প্রয়োজন হয়, সেগুলিতে ইঞ্জিনিয়াররা কখনও কখনও 7075 এর বিকল্প হিসাবে অ্যালু 7050 বিবেচনা করেন। এই ঘনিষ্ঠভাবে সম্পর্কিত খাদটি চাপ-দ্বারা ঘটিত ক্ষয় প্রতিরোধ এবং দৃঢ়তায় চমৎকার কার্যকারিতা প্রদর্শন করে, যা ল্যান্ডিং গিয়ার, কাঠামোগত রিবস এবং অন্যান্য ক্লান্তি-সংক্রান্ত গুরুত্বপূর্ণ অ্যাপ্লিকেশনগুলির জন্য বিশেষভাবে মূল্যবান যেখানে 7075 এর সীমাবদ্ধতা উদ্বেগ তৈরি করে।
2024 অ্যালুমিনিয়াম উচ্চ-চাপযুক্ত অ্যাপ্লিকেশনগুলিতে একটি ভিন্ন ধরনের বৈশিষ্ট্য প্রদান করে। এই তামা-ভিত্তিক খাদটি ক্লান্তি প্রতিরোধে উৎকৃষ্ট, —এই বৈশিষ্ট্যটি এটিকে পুনরাবৃত্ত লোডিং চক্রের শিকার উপাদানগুলির জন্য অপরিহার্য করে তোলে।
উৎপাদন তথ্য অনুসারে, 2024 অ্যালুমিনিয়াম প্রদান করে "ওজনের তুলনায় উচ্চ শক্তি, চমৎকার ক্লান্তি প্রতিরোধ, ভালো যন্ত্র প্রক্রিয়াকরণ ক্ষমতা এবং তাপ চিকিত্সাযোগ্য"। তবে, ইঞ্জিনিয়ারদের এর সীমাবদ্ধতাগুলি বিবেচনা করতে হবে: "দুর্বল ক্ষয় প্রতিরোধ এবং ওয়েল্ডিংয়ের জন্য উপযুক্ত নয়।"
2024 অ্যালুমিনিয়ামের প্রধান বৈশিষ্ট্যগুলির মধ্যে রয়েছে:
- রচনাঃ তামা (3.8-4.9%) হল প্রাথমিক খাদ উপাদান, এর সাথে ম্যাগনেসিয়াম (1.2-1.8%) এবং ম্যাঙ্গানিজ যোগ করা হয়
- ক্লান্তি প্রদর্শন: চক্রীয় লোডিং-এর বিরুদ্ধে চমৎকার প্রতিরোধ – ঘূর্ণনশীল এবং পুনরাবৃত্তিমূলক উপাদানগুলির জন্য অপরিহার্য
- যন্ত্রণা সুবিধা: ভালো, উৎপাদিত খসড়াগুলির সুনির্দিষ্ট সমাপ্তকরণ সম্ভব করে
- সাধারণ অটোমোটিভ ব্যবহার: পিস্টন, সংযোজক রড এবং উচ্চ-লোড পাওয়ারট্রেন উপাদান যেখানে ক্লান্তি প্রতিরোধের চেয়ে ক্ষয়ের প্রতি উদ্বেগ কম
2014 অ্যালুমিনিয়াম প্রাথমিক আকৃতির খাদগুলির তালিকা সম্পূর্ণ করে, 7xxx শ্রেণির কিছু বিকল্পের তুলনায় ভালো আকৃতি গঠনের সুবিধা সহ উচ্চ শক্তি প্রদান করে। 2xxx শ্রেণির তামার ভিত্তিক শক্তি প্রোফাইল প্রয়োজন হওয়া কাঠামোগত অ্যাপ্লিকেশনগুলিতে এই খাদটি ব্যবহৃত হয়।
যান্ত্রিক বৈশিষ্ট্যের তুলনা
এই গ্রেডগুলির মধ্যে পছন্দ করার জন্য সমতুল্য পরিস্থিতিতে তাদের যান্ত্রিক বৈশিষ্ট্যগুলি কীভাবে তুলনা করা যায় তা বোঝা প্রয়োজন। শিল্প স্পেসিফিকেশন এবং প্রস্তুতকারকের তথ্যের ভিত্তিতে নিম্নলিখিত টেবিলটি আপেক্ষিক কর্মক্ষমতার র্যাঙ্কিং সংক্ষেপে দেখায়:
| গ্রেড | টেনসাইল স্ট্রেন্থ (T6 টেম্পার) | ইয়েল্ড স্ট্রেন্থ (T6 টেম্পার) | দৈর্ঘ্যবৃদ্ধি | আপেক্ষিক কঠোরতা | প্রধান সুবিধা |
|---|---|---|---|---|---|
| 6061-T6 | মাঝারি | মাঝারি | ভাল (8-10%) | মাঝারি | দুর্দান্ত ওয়েল্ডেবিলিটি এবং ক্ষয় প্রতিরোধের ক্ষমতা |
| 6082-T6 | মাঝারি-উচ্চ | মাঝারি-উচ্চ | ভাল (8-10%) | মাঝারি-উচ্চ | ক্ষয়কারী পরিবেশে অসাধারণ ক্লান্তি প্রদর্শন |
| 7075-T6 | খুব বেশি | খুব বেশি | মাঝারি (5-8%) | উচ্চ | সর্বোচ্চ শক্তি-ওজন অনুপাত |
| 2024-T6 | উচ্চ | উচ্চ | মাঝারি (5-6%) | উচ্চ | চমৎকার ক্লান্তি প্রতিরোধ |
| 2014-T6 | উচ্চ | উচ্চ | মাঝারি (6-8%) | উচ্চ | উচ্চ শক্তির সাথে ভালো আঘাতন করার উপযোগিতা |
এই তুলনার মধ্যে বিদ্যমান আপসের বিষয়টি লক্ষ্য করুন। সবচেয়ে শক্তিশালী অ্যালুমিনিয়াম খাদ—7075 এবং 2xxx গ্রেডগুলি—তাদের শ্রেষ্ঠ শক্তির জন্য কিছু নমনীয়তা এবং ক্ষয় প্রতিরোধের বিনিময়ে দেয়। অন্যদিকে, 6xxx গ্রেডগুলি অধিকাংশ অটোমোটিভ কাঠামোগত প্রয়োগের জন্য উপযুক্ত একটি আরও ভারসাম্যপূর্ণ ধর্ম প্রদান করে।
যখন উৎপাদনের পরিমাণ, খরচের সীমাবদ্ধতা এবং প্রয়োগের প্রয়োজনীয়তা মিলিত হয়, তখন ইউরোপীয়-বিন্যাসের সাসপেনশন এবং চ্যাসিস উপাদানগুলির জন্য 6082-T6 প্রায়শই আদর্শ পছন্দ হিসাবে উঠে আসে। অন্যান্য বিবেচনাকে উপেক্ষা করে সর্বোচ্চ শক্তির প্রয়োজন হয় এমন প্রয়োগের জন্য, 7075-T6 সরবরাহ করে। এবং যেখানে ক্লান্তি প্রতিরোধ ডিজাইনকে নির্ধারণ করে, সেখানে 2024 অ্যালুমিনিয়াম এখনও প্রমাণিত সমাধান।
এই গ্রেড-নির্দিষ্ট বৈশিষ্ট্যগুলি বোঝা আপনাকে পরবর্তী গুরুত্বপূর্ণ সিদ্ধান্তের জন্য প্রস্তুত করে: প্রতিটি খাদকে তাদের অনন্য কর্মক্ষমতার চাহিদার ভিত্তিতে নির্দিষ্ট উপাদান শ্রেণীর সাথে মিলিয়ে দেওয়া।

গ্রেডগুলি অটোমোটিভ উপাদানের প্রয়োজনীয়তার সাথে মিলিয়ে দেওয়া
আপনি এখন প্রয়োজনীয় ফোর্জড অ্যালুমিনিয়াম গ্রেডগুলি এবং তাদের যান্ত্রিক বৈশিষ্ট্যগুলি নিয়ে আলোচনা করেছেন। কিন্তু এখানে প্রতিটি ইঞ্জিনিয়ার এবং ক্রয় পেশাদারদের একটি ব্যবহারিক প্রশ্ন উঠে আসে: কোন গ্রেড গাড়ির কোন অংশে ব্যবহার করা উচিত? নির্দিষ্ট খাদগুলিকে উপাদান শ্রেণিগুলির সাথে সম্পর্কিত করা তাত্ত্বিক জ্ঞানকে কার্যকরী স্পেসিফিকেশনে রূপান্তরিত করে—এবং এই বিভাগটি ঠিক সেটাই প্রদান করে।
আধুনিক যানবাহনের বিভিন্ন চাহিদা সম্পর্কে চিন্তা করুন। ঝামেলাপূর্ণ রাস্তায় লক্ষাধিক চাপের চক্রের মধ্য দিয়ে সাসপেনশন আর্মগুলি যায়। পিস্টনগুলি চরম তাপ এবং বিস্ফোরক বলের মুখোমুখি হয়। চাকাগুলির শক্তি, ওজন এবং সৌন্দর্যের মধ্যে ভারসাম্য বজায় রাখতে হয়। প্রতিটি উপাদান শ্রেণি নির্দিষ্ট অ্যালুমিনিয়াম গ্রেডগুলিকে অন্যদের চেয়ে বেশি পছন্দ করে এমন অনন্য চ্যালেঞ্জ তৈরি করে।
সাসপেনশন এবং চ্যাসিস উপাদান গ্রেড নির্বাচন
সাসপেনশন এবং চ্যাসিস উপাদানগুলি গাড়িতে অ্যালুমিনিয়ামের অংশগুলির মধ্যে একটি বৃহত্তম প্রয়োগের উদাহরণ। এই অংশগুলি রাস্তার আঘাত শোষণ করতে হয়, লোডের অধীনে সঠিক জ্যামিতি বজায় রাখতে হয় এবং রাস্তার লবণ এবং আর্দ্রতা থেকে ক্ষয় প্রতিরোধ করতে হয়—প্রায়শই একযোগে। অ্যালুমিনিয়ামের গাড়ির ফ্রেম এবং সংশ্লিষ্ট কাঠামোগত উপাদানগুলি এমন উপকরণ দাবি করে যা লক্ষ লক্ষ লোড চক্রের মধ্যে ধ্রুব্য কর্মদক্ষতা প্রদান করে।
নিয়ন্ত্রণ বাহু এবং সাসপেনশন লিঙ্ক
নিয়ন্ত্রণ বাহু চাকার হাবকে যানের চ্যাসিসের সাথে সংযুক্ত করে, উল্লম্ব চাকার গতি এবং কোণায় ঘূর্ণনের সময় পাশাপাশি বল উভয়ই পরিচালন করে। অনুযায়ী ইউরোপীয় অ্যালুমিনিয়াম সংস্থা নথি ইউরোপীয় যান প্রোগ্রামগুলিতে 6082-T6 থেকে তৈরি আলগা নিয়ন্ত্রণ বাহু কার্যকর ক্লান্তি কর্মদক্ষতার কারণে একটি মান হয়ে উঠেছে, যা ক্ষয়কারী পরিবেশে ভালো কাজ করে।
- 6082-T6: ইউরোপীয় OEMগুলির পছন্দ—অসাধারণ ক্ষয় প্রতিরোধ এবং চক্রীয় লোডের অধীনে উন্নত ক্লান্তি আয়ুর সংমিশ্রণ; লবণ স্প্রে রপ্ত পরেও বৈশিষ্ট্য বজায় রাখে
- 6061-টি6: যেখানে ওয়েল্ডেবিলিটির প্রয়োজন হয় সেখানে খরচে কার্যকর বিকল্প; 6082 এর তুলনায় কিছুটা নিম্ন ফ্যাটিগ পারফরম্যান্স কিন্তু অনেক অ্যাপ্লিকেশনের জন্য যথেষ্ট
- 7075-T6: সর্বোচ্চ শক্তি-ওজন অনুপাতের জন্য উচ্চ কর্মক্ষমতা এবং রেসিং অ্যাপ্লিকেশনগুলির জন্য সংরক্ষিত, যেখানে প্রিমিয়াম খরচ এবং হ্রাসপ্রাপ্ত ক্ষয় প্রতিরোধের জন্য ন্যায্যতা রয়েছে
স্টিয়ারিং নাক
স্টিয়ারিং নাকল—সাসপেনশনকে চাকার সাথে সংযুক্ত করার ঘূর্ণন বিন্দু—যা জটিল বহুমুখী লোডিংয়ের সম্মুখীন হয়। স্টিয়ারিং ইনপুট স্থানান্তর এবং যানবাহনের ওজন সমর্থন করার সময় এদের মাত্রিক স্থিতিশীলতা বজায় রাখতে হয়। ফোর্জড অ্যালুমিনিয়াম নাকলগুলি সাধারণত ঢালাই লৌহ বিকল্পগুলির তুলনায় 40-50% হালকা হয় এবং উৎকৃষ্ট ফ্যাটিগ প্রতিরোধ প্রদান করে।
- 6082-T6: উৎপাদন যানবাহনের জন্য শিল্প মান; স্থির লোড এবং গতিশীল বলগুলির সংমিশ্রণ মোকাবেলায় খাদটির সন্তুলিত বৈশিষ্ট্যগুলি কার্যকরভাবে কাজ করে
- 6061-টি6: ওয়েল্ডিং ফোর্জিংয়ের পরের জন্য অ্যাপ্লিকেশন বা যেখানে খরচ অপ্টিমাইজেশন সর্বোচ্চ গুরুত্বপূর্ণ সেখানে উপযুক্ত
- 2014-T6: 6xxx খাদগুলি যা প্রদান করতে পারে তার চেয়ে উচ্চতর শক্তি প্রয়োজন এমন ভারী কাজের জন্য বিবেচিত
সাবফ্রেম এবং কাঠামোগত সদস্য
আধুনিক যানবাহনে গাড়ির বডি কী দিয়ে তৈরি তা পর্যবেক্ষণ করার সময়, আপনি সাবফ্রেম এবং কাঠামোগত ক্রস-সদস্যদের মধ্যে অ্যালুমিনিয়ামের বৃদ্ধি পাওয়া লক্ষ্য করবেন। এই উপাদানগুলি যানবাহনের কাঠামোর মেরুদণ্ড গঠন করে, যা পাওয়ারট্রেনকে সমর্থন করে এবং প্রধান সাসপেনশন আটকানোর বিন্দুগুলিকে সংযুক্ত করে।
- 6061-টি6: যখন সাবফ্রেম ডিজাইনে ওয়েল্ডেড জয়েন্ট অন্তর্ভুক্ত থাকে তখন এটি একটি চমৎকার পছন্দ; ওয়েল্ডিং-এর পরে যথাযথ চিকিত্সা দেওয়ার মাধ্যমে তাপ-প্রভাবিত অঞ্চলগুলিতে এর ভালো বৈশিষ্ট্য বজায় থাকে।
- 6082-T6: ক্লোজড-সেকশন ফোর্জড সাবফ্রেম উপাদানগুলির জন্য পছন্দনীয় যেখানে ক্ষয়রোধ এবং ক্লান্তি ক্ষমতা অত্যন্ত গুরুত্বপূর্ণ
পাওয়ারট্রেন এবং চাকা প্রয়োগ
পাওয়ারট্রেন উপাদানগুলি কঠোর তাপীয় এবং যান্ত্রিক পরিবেশে কাজ করে যার জন্য বিশেষ খাদ নির্বাচনের প্রয়োজন হয়। অন্যদিকে, চাকাগুলি প্রকৌশলগত প্রয়োজনীয়তা পূরণ করার পাশাপাশি দৃষ্টিনন্দন প্রত্যাশা মেটাতে হয়—উপাদান নির্বাচনকে আকৃতি দেয় এমন একটি অনন্য সংমিশ্রণ।
উপরে এবং নীচে যাওয়া, প্রতিটি টুকরা গাড়ির মসৃণভাবে চলতে গুরুত্বপূর্ণ। আপনি যখন এই অংশগুলি সম্পর্কে আরও ভালোভাবে জানেন, তখন আপনি বুঝতে পারবেন কীভাবে আপনার গাড়ির ভালো অবস্থা বজায় রাখতে হয়। SNEIK এ, আমরা সেরা ইঞ্জিন সরবরাহ করার চেষ্টা করি যাতে আপনার গাড়ি ভালো পারফর্ম করতে পারে।
পিস্টনগুলি যেকোনো ইঞ্জিনের মধ্যে সম্ভবত সবচেয়ে চরম অবস্থার মুখোমুখি হয়। প্রতিটি দহন চক্র তাদের বিস্ফোরক চাপ, চরম তাপমাত্রার পরিবর্তন এবং উচ্চ-গতির দ্বিমুখী গতির শিকার করে। শিল্প গবেষণা অনুযায়ী, আধুনিক পিস্টনের জন্য প্রায় একমাত্র উপাদান হল অ্যালুমিনিয়াম, যা অধিকাংশই গ্রাভিটি ডাই কাস্টিং বা ফোরজিং পদ্ধতিতে তৈরি করা হয়।
- 2618 (কম-সিলিকন আল-সিউ-এমজি-এনআই খাদ) উচ্চ কর্মক্ষমতার ফোরজড পিস্টনের জন্য এটি আদর্শ; উচ্চ তাপমাত্রায় শক্তি বজায় রাখে এবং তাপীয় ক্লান্তির প্রতি প্রতিরোধ করে
- 4032 (ইউটেকটিক/হাইপারিউটেকটিক আল-সি খাদ যাতে এমজি, এনআই, সিউ আছে) বিশেষ উচ্চ-তাপমাত্রার অ্যাপ্লিকেশনের জন্য কম তাপীয় প্রসারণ এবং উন্নত ঘর্ষণ প্রতিরোধ ক্ষমতা প্রদান করে
- 2024-T6 যেখানে চরম চক্রীয় লোডিংয়ের অধীনে ক্লান্তি প্রতিরোধ প্রধান ডিজাইন চালিকা, সেখানে রেসিং পিস্টনের জন্য এটি নির্বাচিত হয়
যেমন রেফারেন্স ডকুমেন্টেশন নোট: "ইউটেকটিক বা হাইপারিউটেকটিক খাদগুলি থেকে তৈরি আটকানো পিস্টনগুলির শক্তি বেশি এবং উচ্চ-কর্মক্ষমতা সম্পন্ন ইঞ্জিনগুলিতে ব্যবহৃত হয় যেখানে পিস্টনগুলি বেশি চাপের সম্মুখীন হয়। একই খাদ গঠন সহ আটকানো পিস্টনগুলির ঢালাই পিস্টনগুলির চেয়ে ক্ষুদ্রতর কাঠামো থাকে, এবং আটকানো প্রক্রিয়াটি নিম্ন তাপমাত্রায় বেশি শক্তি প্রদান করে, যা পাতলা প্রাচীর এবং পিস্টনের ওজন হ্রাস করার অনুমতি দেয়।"
সংযোগকারী রড
সংযোজক রডগুলি পিস্টন থেকে ক্র্যাঙ্কশ্যাফটে দহন বল স্থানান্তর করে, যা উচ্চ ফ্রিকোয়েন্সিতে টান এবং সংকোচন উভয় ধরনের লোডিংয়ের সম্মুখীন হয়। অনুযায়ী কর্মক্ষমতা প্রকৌশল তথ্য , উপাদান নির্বাচন নির্দিষ্ট ইঞ্জিন অ্যাপ্লিকেশনের উপর নির্ভর করে।
- 2024-T6 ওজন হ্রাস সর্বোচ্চ গুরুত্বপূর্ণ হয় এমন উচ্চ-আবর্তনশীল স্বাভাবিকভাবে আস্তরিত ইঞ্জিনগুলির জন্য অ্যালুমিনিয়ামের ক্ষেত্রে চমৎকার ক্লান্তি প্রতিরোধের কারণে এটি পছন্দের পছন্দ
- 7075-T6: জোরপূর্বক প্রবর্তন অ্যাপ্লিকেশনের জন্য অ্যালুমিনিয়ামের সর্বোচ্চ শক্তি প্রদান করে, যদিও অনেক নির্মাতা চরম বুস্ট লেভেলের জন্য ইস্পাত খাদ (4340, 300M) পছন্দ করেন
অধিকাংশ উচ্চ-ক্ষমতাসম্পন্ন অ্যাপ্লিকেশনের জন্য, রেফারেন্স ম্যাটেরিয়ালটি নির্দেশ করে যে "অ্যালুমিনিয়ামের রডগুলি, যা প্রায়শই ড্র্যাগ রেসিংয়ের জন্য সংরক্ষিত থাকে, এটি চমৎকার শক শোষণ করে এবং চরম হর্সপাওয়ারের স্বল্প মেয়াদী বিস্ফোরণ সহ্য করতে পারে। এর হালকা প্রকৃতি ইঞ্জিনের ত্বরণকে সর্বোচ্চ করতে সাহায্য করে। তবুও অ্যালুমিনিয়ামের তুলনামূলকভাবে কম ক্লান্তি প্রতিরোধ এবং ছোট আয়ু নির্দেশ করে যে এগুলি দৈনিক চালক বা এনডুরেন্স রেসিংয়ের জন্য অনুপযোগী।"
ফোর্জড চাকা
চাকা কাঠামোগত প্রকৌশল এবং ভোক্তা-উন্মুখ সৌন্দর্যের একটি অনন্য সংযোগস্থল নির্দেশ করে। অ্যালুমিনিয়ামের গাড়ির বডি এবং চাকার সংমিশ্রণ গাড়ির কর্মক্ষমতা এবং ক্রেতার ধারণা উভয়কেই উল্লেখযোগ্যভাবে প্রভাবিত করে। ঢালাই বিকল্পগুলির তুলনায় আটকানো চাকাগুলি সাধারণত 15-30% হালকা হওয়ার ফলে উল্লেখযোগ্য ওজন সাশ্রয় করে, যা শক্তি এবং আঘাত প্রতিরোধে শ্রেষ্ঠ প্রদান করে।
- 6061-টি6: উৎপাদন আটকানো চাকার জন্য সবচেয়ে সাধারণ পছন্দ; শক্তি, ফরমেবিলিটি এবং খরচ-কার্যকারিতা ভারসাম্য বজায় রাখে; সৌন্দর্যমূলক অ্যাপ্লিকেশনের জন্য চমৎকার পৃষ্ঠতলের সমাপ্তি প্রদান করে
- 6082-T6: ইউরোপীয় চাকা প্রোগ্রামে বৃদ্ধি পাচ্ছে গ্রহণ; 6061 এর তুলনায় সামান্য বেশি শক্তি, তবে উৎপাদনের বৈশিষ্ট্য তুলনীয়
- 7075-T6: মোটরস্পোর্ট এবং আল্ট্রা-প্রিমিয়াম অ্যাপ্লিকেশনের জন্য সংরক্ষিত; উপাদান ও প্রক্রিয়াকরণের খরচ যথেষ্ট বেশি হওয়া সত্ত্বেও ওজনের তুলনায় সর্বোচ্চ শক্তি এটিকে ন্যায্যতা দেয়
দ্য শিল্প তথ্য নিশ্চিত করে যে "A365 হল ঢালাই অ্যালুমিনিয়াম খাদ, যার ভালো ঢালাই বৈশিষ্ট্য এবং উচ্চ সামগ্রিক যান্ত্রিক কর্মদক্ষতা রয়েছে, যা বিশ্বব্যাপী ঢালাই অ্যালুমিনিয়াম চাকার জন্য ব্যাপকভাবে ব্যবহৃত হয়।" তবে 6xxx এবং 7xxx শ্রেণির খাদ ব্যবহার করে তৈরি আঘাতযুক্ত চাকা কর্মদক্ষতামূলক অ্যাপ্লিকেশনের জন্য উন্নত শক্তি এবং হ্রাসকৃত ওজন প্রদান করে।
গাঠনিক দেহ উপাদান
আধুনিক অ্যালুমিনিয়াম দেহযুক্ত গাড়িগুলিতে ক্রমাগত গাড়ির অ্যালুমিনিয়াম দেহ স্থাপত্যের মধ্যে আঘাতযুক্ত গাঠনিক নোড এবং শক্তিবৃদ্ধি অংশ অন্তর্ভুক্ত করা হচ্ছে। এই উপাদানগুলি অ্যালুমিনিয়াম-ঘন যান নকশায় গুরুত্বপূর্ণ লোড পথ এবং সংঘর্ষ শক্তি ব্যবস্থাপনা প্রদান করে।
- 6061-টি6: যেখানে উপাদানগুলির পাত বা নিষ্কাশিত অ্যালুমিনিয়াম দেহ কাঠামোতে ওয়েল্ডিংয়ের প্রয়োজন হয় সেখানে পছন্দনীয়
- 6082-T6: স্পেস ফ্রেম নির্মাণের জন্য উচ্চ-চাপযুক্ত নোডগুলিতে নির্বাচিত; ইউরোপীয় OEM গুলি একীভূত কাঠামোগত অ্যাপ্লিকেশনের জন্য এই গ্রেডটি পছন্দ করে
- 7xxx সিরিজ: সেই দুর্ঘটনা-সংক্রান্ত উপাদানগুলির জন্য নির্বাচন করা হয় যেখানে সর্বোচ্চ শক্তি শোষণের প্রয়োজন হয়
যত দ্রুত যানবাহনের কাঠামো আরও বেশি অ্যালুমিনিয়াম সমৃদ্ধ হয়ে উঠছে, ওজন কমিয়ে দুর্ঘটনার নিরাপত্তা প্রয়োজনীয়তা পূরণের জন্য কাঠামোগত অ্যাপ্লিকেশনের জন্য আকৃতি দেওয়া গ্রেডগুলির নির্বাচন আরও গুরুত্বপূর্ণ হয়ে উঠছে।
এখন প্রতিটি উপাদান বিভাগের সাথে স্পষ্ট গ্রেড সুপারিশ ম্যাপ করা হয়েছে, পরবর্তী গুরুত্বপূর্ণ বিবেচনা হিসাবে উঠে এসেছে: নির্দিষ্ট কর্মক্ষমতার লক্ষ্যমাত্রা পূরণের জন্য আকৃতি দেওয়া অ্যালুমিনিয়ামের বৈশিষ্ট্যগুলিকে কীভাবে তাপ চিকিত্সা রূপান্তরিত করে।
আকৃতি দেওয়া অংশগুলির জন্য তাপ চিকিত্সা এবং টেম্পার নির্বাচন
আপনি আপনার অটোমোটিভ উপাদানের জন্য সঠিক অ্যালুমিনিয়াম গ্রেড নির্বাচন করেছেন—কিন্তু এখনও আপনার কাজ শেষ হয়নি। ফোরজিং-এর পরে প্রয়োগ করা তাপ চিকিত্সা নির্ধারণ করে যে, সতর্কতার সঙ্গে নির্বাচিত খাদটি তার সম্পূর্ণ সম্ভাবনা প্রদর্শন করবে নাকি আশা ছাড়িয়ে উঠতে পারবে না। এখানেই বিভিন্ন ধরনের অ্যালুমিনিয়াম প্রতিশ্রুতিশীল উপকরণ থেকে উচ্চ কর্মদক্ষতার অটোমোটিভ উপাদানে রূপান্তরিত হয়।
জটিল মনে হচ্ছে? তাপ চিকিত্সাকে একটি খাদের লুকানো ক্ষমতা প্রকাশের চূড়ান্ত টিউনিং পদক্ষেপ হিসাবে ভাবুন। যেমন একটি গিটার সঠিক নোট উৎপাদনের জন্য সঠিক টিউনিংয়ের প্রয়োজন হয়, তেমনি ফোরজড অ্যালুমিনিয়ামের নির্দিষ্ট বৈশিষ্ট্য অর্জনের জন্য নির্ভুল তাপীয় প্রক্রিয়াকরণের প্রয়োজন হয়। অ্যালুমিনিয়ামের প্রকার ও বৈশিষ্ট্য বোঝার জন্য টেম্পার নির্দেশকগুলি কীভাবে এই গুরুত্বপূর্ণ রূপান্তর নির্ধারণ করে তা বোঝা আবশ্যিক।
সর্বোচ্চ শক্তির অ্যাপ্লিকেশনের জন্য T6 টেম্পার
যখন অটোমোটিভ ইঞ্জিনিয়াররা তাপ-চিকিত্সাযোগ্য অ্যালুমিনিয়াম খাদ থেকে সর্বোচ্চ শক্তির নির্দেশ দেন, তখন তারা প্রায়শই T6 টেম্পারের কথা উল্লেখ করেন। অনুযায়ী অ্যালুমিনিয়াম টেম্পার নামকরণ সম্পর্কিত ASM আন্তর্জাতিকের ডকুমেন্টেশন , T6 নির্দেশ করে যে খাদটি "দ্রবণ তাপ চিকিত্সা করা হয়েছে এবং কোনও উল্লেখযোগ্য শীতল কাজ ছাড়াই, অধঃক্ষেপণ শক্তিকরণ অর্জনের জন্য কৃত্রিমভাবে বার্ধক্য প্রাপ্ত হয়েছে।"
এই দুই-ধাপ প্রক্রিয়াটি আসলে কী জড়িত?
- দ্রবণ তাপ চিকিত্সা: অংশটি একটি উচ্চ তাপমাত্রায়—সাধারণত 480-540°C খাদের উপর নির্ভর করে—উত্তপ্ত করা হয় এবং খাদ উপাদানগুলি অ্যালুমিনিয়াম ম্যাট্রিক্সে সমানভাবে দ্রবীভূত হওয়ার জন্য যথেষ্ট সময় ধরে রাখা হয়
- কোয়েঞ্চিং: দ্রুত শীতল করা, সাধারণত জলে, এই দ্রবীভূত উপাদানগুলিকে একটি অতিসংতৃপ্ত কঠিন দ্রবণে আটকে দেয়
- কৃত্রিম বার্ধক্য: অংশটি তারপর মাঝারি তাপমাত্রায় (অধিকাংশ খাদের জন্য 150-175°C) কয়েক ঘন্টা ধরে রাখা হয়, যাতে ধাতব গঠনের মধ্যে সূক্ষ্ম শক্তিশালী কণাগুলি অধঃক্ষেপিত হতে পারে
যেমন প্রযুক্তিগত উৎপাদন তথ্য ব্যাখ্যা করেন, "T6 তাপ চিকিত্সা নির্দিষ্ট তাপন ও শীতলকরণ পদক্ষেপের মাধ্যমে সাধারণ অ্যালুমিনিয়ামকে উচ্চ-শক্তির উপাদানে রূপান্তরিত করে। এই প্রক্রিয়াটি অনেকগুলি শিল্পের জন্য শক্তি এবং কার্যকারিতার নিখুঁত ভারসাম্যযুক্ত ধাতু তৈরি করে।"
অটোমোটিভ অ্যাপ্লিকেশনের ক্ষেত্রে, T6 সাসপেনশন আর্ম, চাকা হাব এবং কাঠামোগত উপাদানগুলির জন্য প্রয়োজনীয় শক্তি স্তর প্রদান করে। ডকুমেন্টেশনটি নিশ্চিত করে যে, উদাহরণস্বরূপ, 6061 অ্যালুমিনিয়ামের ফলন শক্তি তাপ শিথিল অবস্থা থেকে প্রায় 55 MPa থেকে T6 চিকিত্সার পরে প্রায় 275 MPa পর্যন্ত তিনগুণেরও বেশি বৃদ্ধি পায়।
যাইহোক, এই শক্তি বৃদ্ধির সাথে একটি ত্রুটি রয়েছে। উপাদানটি কঠিন ও শক্তিশালী হওয়ার সাথে সাথে এর প্রসার্যতা সাধারণত প্রায় 25% থেকে প্রায় 12% এ কমে যায়। বেশিরভাগ অটোমোটিভ কাঠামোগত অ্যাপ্লিকেশনের ক্ষেত্রে, এই নমনীয়তা হ্রাস গ্রহণযোগ্য হয়—উপাদানগুলি T6 বৈশিষ্ট্যের পরিধির চারপাশে ডিজাইন করা হয়, যেখানে সর্বোচ্চ আকৃতি দেওয়ার ক্ষমতা প্রয়োজন হয় না।
বিশেষায়িত প্রয়োজনীয়তার জন্য বিকল্প টেম্পার
যদিও T6 অটোমোটিভ ফোরজিং স্পেসিফিকেশনগুলি প্রাধান্য বিস্তার করে, কয়েকটি বিকল্প টেম্পার ডিজিগনেশন গুরুত্বপূর্ণ ভূমিকা পালন করে যখন আবেদনের প্রয়োজনীয়তা সর্বোচ্চ শক্তির বাইরে চলে যায়।
T651 টেম্পার: মাত্রার স্থিতিশীলতার জন্য স্ট্রেস-রিলিজড
যখন আপনি অ্যালুমিনিয়াম গ্রেড চার্টে T651 দেখেন, তখন আপনি T6 বৈশিষ্ট্যগুলি স্ট্রেস রিলিফের সাথে একত্রে দেখছেন। অনুযায়ী ASM টেম্পার ডিজিগনেশন রেফারেন্স , "51" সাফিক্সটি নির্দেশ করে যে পণ্যটি কোয়েঞ্চিংয়ের পরে কিন্তু এজিংয়ের আগে 1.5-3% পর্যন্ত টানার মাধ্যমে স্ট্রেস রিলিফ করা হয়েছে।
অটোমোটিভ উপাদানগুলির জন্য এটি কেন গুরুত্বপূর্ণ? কোয়েঞ্চিং ফোর্জড অংশগুলিতে উল্লেখযোগ্য অবশিষ্ট চাপ সৃষ্টি করে। স্ট্রেস রিলিফ ছাড়া, এই অভ্যন্তরীণ চাপগুলি কারণ হতে পারে:
- পরবর্তী মেশিনিং প্রক্রিয়ার সময় মাত্রার বিকৃতি
- যোগানো চাপের প্রভাবের কারণে ক্লান্তি জীবন হ্রাস
- নির্দিষ্ট পরিবেশে চাপযুক্ত ক্ষয় ফাটলের প্রতি বৃদ্ধি পাওয়া ঝুঁকি
স্টিয়ারিং নাকলি বা জটিল সাসপেনশন অ্যার্মের মতো নির্ভুল-যন্ত্রচালিত উপাদানগুলির জন্য, T651 ঘনিষ্ঠ সহনশীলতা যা দাবি করে তার মাত্রিক স্থিতিশীলতা প্রদান করে।
T7 টেম্পার: উন্নত ক্ষয় প্রতিরোধ
যখন চাপজনিত ক্ষয় ফাটল একটি গুরুত্বপূর্ণ ঝুঁকি হিসাবে উপস্থিত হয়—বিশেষ করে 7xxx সিরিজের খাদগুলির ক্ষেত্রে—ইঞ্জিনিয়াররা T7-ধরনের টেম্পার নির্দিষ্ট করেন। ASM ডকুমেন্টেশন ব্যাখ্যা করে যে T7 নির্দেশ করে যে খাদটিকে "দ্রবণ তাপ চিকিত্সা এবং কৃত্রিমভাবে একটি অতি-পরিপক্ব (চূড়ান্ত শক্তির পরে) অবস্থায় পরিপক্ব করা হয়েছে"।
এই ইচ্ছাকৃত অতি-পরিপক্বতা কিছু শক্তি বলি দেয়—সাধারণত T6 স্তরের চেয়ে 10-15% কম—কিন্তু চাপজনিত ক্ষয় ফাটলের প্রতি প্রতিরোধকে আকাশছোঁয়াভাবে উন্নত করে। দুটি গুরুত্বপূর্ণ রূপ রয়েছে:
- T73: সর্বোচ্চ চাপজনিত ক্ষয় প্রতিরোধ, T6-এর তুলনায় প্রায় 15% কম প্রান্তিক শক্তি সহ
- T76: মাত্র 5-10% শক্তি হ্রাস সহ উন্নত চামড়া খসা ক্ষয় প্রতিরোধ
বিমান শ্রেণীর অটোমোটিভ উপাদানগুলিতে ব্যবহৃত উচ্চ-শক্তির 7xxx খাদগুলির জন্য, T7 টেম্পারগুলি সাধারণত ক্ষয়কারী পরিবেশে শক্তি এবং দীর্ঘমেয়াদী নির্ভরযোগ্যতার মধ্যে সর্বোত্তম ভারসাম্য হিসাবে গণ্য হয়।
T5 টেম্পার: খরচ-কার্যকর প্রক্রিয়াকরণ
T5 টেম্পার একটি সরলীকৃত তাপ চিকিত্সা পথ প্রদান করে—উচ্চ আকৃতি তাপমাত্রা থেকে ফোর্জ করা অংশটি ঠাণ্ডা করা হয় এবং তারপর কৃত্রিমভাবে বয়স্ক করা হয়, আলাদাভাবে সমাধান তাপ চিকিত্সা পদক্ষেপটি এড়িয়ে যায়। হিসাবে শিল্প ডকুমেন্টেশন উল্লেখ করে, T5 "যেখানে কিছুটা নমনীয়তা প্রয়োজন সেমধ্যে মাঝারি শক্তির অ্যাপ্লিকেশনের জন্য সেরা।"
T5 T6 এর তুলনায় কম শক্তি প্রদান করে, তবে এটি প্রক্রিয়াকরণের খরচ এবং চক্র সময় হ্রাস করে। এটি সেই উপাদানগুলির জন্য উপযুক্ত যেখানে সর্বোচ্চ শক্তির প্রয়োজন হয় না—যেমন কিছু সজ্জামূলক ট্রিম উপাদান বা অ-গাঠনিক ব্র্যাকেট।
টেম্পার নির্ধারণ রেফারেন্স
আপনি যখন ফোর্জ করা অটোমোটিভ উপাদানগুলির জন্য একটি অ্যালুমিনিয়াম টেম্পার চার্ট বা অ্যালুমিনিয়াম খাদ চার্ট পরামর্শ করবেন, তখন আপনি এই টেম্পার নির্ধারণগুলি সবচেয়ে বেশি ঘন ঘন দেখতে পাবেন:
| টেম্পার | চিকিত্সা প্রক্রিয়া | ফলিত বৈশিষ্ট্য পরিবর্তন | সাধারণ অটোমোটিভ অ্যাপ্লিকেশন |
|---|---|---|---|
| টি৪ | দ্রবণ তাপ চিকিত্সা, ঘরের তাপমাত্রায় স্বাভাবিকভাবে পরিপক্ক | মাঝারি শক্তি, T6-এর তুলনায় উচ্চতর নমনীয়তা, ভালো আকৃতি দেওয়ার সামর্থ্য | আকৃতি দেওয়ার পর পরবর্তী প্রক্রিয়াকরণের প্রয়োজন হয় এমন উপাদান |
| টি৫ | উষ্ণ অবস্থা থেকে ঠান্ডা করা, কৃত্রিমভাবে পরিপক্ক করা | মাঝারি শক্তি, খরচ-কার্যকর প্রক্রিয়াকরণ, অগুরুত্বপূর্ণ অংশগুলির জন্য যথেষ্ট | ব্র্যাকেট, আবরণ, গঠনমূলক নয় এমন উপাদান |
| টি৬ | দ্রবণ তাপ চিকিত্সা, ঝাঁজ দেওয়া, সর্বোচ্চ শক্তির জন্য কৃত্রিমভাবে পরিপক্ক করা | সর্বোচ্চ শক্তি ও কঠোরতা, T4-এর তুলনায় নমনীয়তা কম | সাসপেনশন আর্ম, নাকল, চাকা, উচ্চ চাপযুক্ত গঠনমূলক অংশ |
| টি651 | T6 চিকিত্সা এবং 1.5-3% প্রসারিত করে চাপ নিরসন | T6 বৈশিষ্ট্যযুক্ত উন্নত মাত্রার স্থিতিশীলতা এবং হ্রাসকৃত অবশিষ্ট চাপ | সূক্ষ্ম-যন্ত্রচালিত উপাদান, কাছাকাছি সহনশীলতা সম্পন্ন অংশ |
| T7 | দ্রবণ তাপ চিকিত্সা, চূড়ান্ত শক্তির চেয়ে বেশি পরিমাণে প্রাচীনত্ব প্রাপ্ত | T6 এর চেয়ে কিছুটা কম শক্তি, চাপ দ্বারা সংক্ষারণ প্রতিরোধে উল্লেখযোগ্য উন্নতি | ক্ষয়কারক পরিবেশে উচ্চ-শক্তি খাদ উপাদান |
| T73 | দ্রবণ তাপ চিকিত্সা, সর্বোচ্চ SCC প্রতিরোধের জন্য নির্দিষ্টভাবে প্রাচীনত্ব প্রাপ্ত | t6 এর চেয়ে ~15% কম প্রান্ত, চাপ দ্বারা ফাটল প্রতিরোধে চমৎকার ক্ষমতা | চাহিদাপূর্ণ পরিবেশে 7xxx সিরিজের কাঠামোগত উপাদান |
| T76 | দ্রবণ তাপ চিকিত্সা, চামড়া উপড়ে যাওয়ার মতো সংক্ষারণ প্রতিরোধের জন্য প্রাচীনত্ব প্রাপ্ত | t6 এর তুলনা করা হলে 5-10% কম শক্তি, কিন্তু উন্নত ফাঁপা দ্বারা ক্ষয় প্রতিরোধের বৈশিষ্ট্য রয়েছে | আর্দ্রতা এবং আর্দ্র অবস্থায় উন্মুক্ত 7xxx সিরিয়াল উপাদানগুলি |
পারফরম্যান্সের প্রয়োজনীয়তা অনুযায়ী টেম্পার নির্বাচনের সংযোগ
একটি নির্দিষ্ট অটোমোটিভ উপাদানের জন্য আপনি কীভাবে সঠিক টেম্পার নির্বাচন করবেন? এই সিদ্ধান্ত উপাদানটির যে ব্যাহতি মোকাবেলা করা প্রয়োজন এবং যে উৎপাদনের সীমাবদ্ধতা রয়েছে তা বোঝা থেকে আসে।
একটি বাঁকা সাসপেনশন কন্ট্রোল আর্ম বিবেচনা করুন। উপাদানটি অভিজ্ঞ:
- যানের আয়ু জুড়ে ক্লান্তির লক্ষ লক্ষ লোডিং চক্র
- সড়কের লবণ এবং আর্দ্রতার সংস্পর্শ
- পাথরের আঘাতের ক্ষতির সম্ভাবনা
- সঠিক সাসপেনশন জ্যামিতির জন্য নির্দিষ্ট মাত্রিক প্রয়োজনীয়তা
6082 খাদ কন্ট্রোল আর্মের জন্য, T6 টেম্পার প্রয়োজনীয় শক্তি এবং ক্লান্তি প্রতিরোধ প্রদান করে। যদি তাপ চিকিৎসার পর উৎপাদন প্রক্রিয়ায় উল্লেখযোগ্য মেশিনিং অন্তর্ভুক্ত থাকে, তবে T651 মাত্রিক স্থিতিশীলতা নিশ্চিত করে। 6xxx খাদগুলির স্বাভাবিক ক্ষয় প্রতিরোধ সাধারণত T7-ধরনের অতিরিক্ত বার্ধক্যের প্রয়োজনীয়তা দূরে রাখে।
এখন একটি হাই-পারফরম্যান্স অ্যাপ্লিকেশনের জন্য 7075 ফোর্জড উপাদান বিবেচনা করুন। 70775-T6 এর আল্ট্রা-হাই শক্তি সর্বোচ্চ কর্মদক্ষতা প্রদান করে, কিন্তু T6 অবস্থায় খাদটির চাপে ক্ষয় ফাটলের প্রবণতা নিরাপত্তা-সংবেদনশীল অংশগুলির জন্য গ্রহণযোগ্য নাও হতে পারে। 7075-T73 নির্দিষ্ট করলে সর্বোচ্চ শক্তি প্রায় 15% হ্রাস পায় কিন্তু দীর্ঘমেয়াদী নির্ভরযোগ্যতার জন্য প্রয়োজনীয় চাপে ক্ষয় প্রতিরোধের বৈশিষ্ট্য প্রদান করে।
মূল ধারণা কী? টেম্পার নির্বাচন কেবল সর্বোচ্চ শক্তি অর্জনের বিষয় নয়—এটি হল প্রতিটি উপাদানের প্রকৃত প্রয়োজনীয়তা অনুযায়ী সম্পূর্ণ বৈশিষ্ট্য প্রোফাইল মেলানো। তাপ চিকিত্সার প্রভাব সম্পর্কে এই ধারণা আপনাকে উৎপাদনের বিবেচনাগুলির জন্য প্রস্তুত করে যা নির্ধারণ করে যে ফোর্জড অ্যালুমিনিয়াম উপাদানগুলি তাদের স্পেসিফিকেশনগুলি সামঞ্জস্যতার সঙ্গে পূরণ করছে কিনা।
ফোর্জিং প্রক্রিয়া প্যারামিটার এবং উৎপাদন বিবেচনা
আপনার উপাদানের জন্য কোন অ্যালুমিনিয়াম গ্রেড উপযুক্ত তা বোঝা কেবল অর্ধেক হিসাব। বাকি অর্ধেকটা কী? সেই খাদ সফলভাবে আঁকা পদ্ধতি সম্পর্কে জ্ঞান। প্রক্রিয়া প্যারামিটার—তাপমাত্রার পরিসর, চাপের প্রয়োজন, ঢালাই তাপ, এবং বিকৃতির হার—অ্যালুমিনিয়াম গ্রেডগুলির মধ্যে উল্লেখযোগ্য পার্থক্য থাকে। এগুলি ভুল হলে, এমনকি নিখুঁত খাদ নির্বাচনও ফাটা অংশ, অসম্পূর্ণ ঢালাই পূরণ, বা সেবাতে দ্রুত ব্যাহত হওয়া উপাদানে পরিণত হতে পারে।
এই বিষয়গুলি এত গুরুত্বপূর্ণ কেন? ঢালাইয়ের জন্য অ্যালুমিনিয়াম গ্রেডের বিপরীতে, যেখানে গলিত ধাতু মোল্ডে মুক্তভাবে প্রবাহিত হয়, আঁকা কঠিন-অবস্থার বিকৃতির নির্ভুল নিয়ন্ত্রণ প্রয়োজন। প্রতিটি অ্যালুমিনিয়াম খাদ বিভিন্ন তাপমাত্রায় চাপের প্রতি আলাদা প্রতিক্রিয়া করে, যা গঠনমূলক অ্যালুমিনিয়াম প্রয়োগের জন্য প্রক্রিয়া প্যারামিটার নির্বাচন অত্যন্ত গুরুত্বপূর্ণ করে তোলে।
খাদ গ্রেড অনুযায়ী গুরুত্বপূর্ণ আঁকা প্যারামিটার
অনুযায়ী অ্যালুমিনিয়াম আঁকা সম্পর্কে ASM হ্যান্ডবুক গবেষণা , কাজের টুকরোর তাপমাত্রা সম্ভবত সবচেয়ে গুরুত্বপূর্ণ প্রক্রিয়া চলক। সাধারণত ব্যবহৃত অটোমোটিভ গ্রেডগুলির জন্য সুপারিশকৃত আলগা তাপমাত্রার পরিসর আশ্চর্যজনকভাবে সংকীর্ণ—সাধারণত ±55°C (±100°F) এর মধ্যে—এবং এই সীমানার বাইরে যাওয়ার ফলে ফাটল ধরা বা উপাদানের অপর্যাপ্ত প্রবাহের ঝুঁকি থাকে।
নির্দিষ্ট খাদ পরিবার সম্পর্কে গবেষণা যা প্রকাশ করেছে:
- 6061 এলুমিনিয়াম: 430-480°C (810-900°F) এর আলগা তাপমাত্রার পরিসর। নিম্ন তাপমাত্রার তুলনায় উচ্চতর তাপমাত্রায় আলগা করার সময় এই খাদটি প্রায় 50% প্রবাহ চাপ হ্রাস দেখায়, যা ধ্রুব্য ফলাফলের জন্য তাপমাত্রা নিয়ন্ত্রণকে অপরিহার্য করে তোলে।
- 6082 অ্যালুমিনিয়াম: 6061 এর সাথে তুলনীয় তাপমাত্রার পরিসর। জটিল সাসপেনশন জ্যামিতির জন্য ডাই পূরণ অনুকূলিত করতে ইউরোপীয় উৎপাদকরা প্রায়শই উচ্চতর সীমানার কাছাকাছি তাপমাত্রায় এই খাদ আলগা করেন।
- ৭০৭৫ অ্যালুমিনিয়ামঃ 380-440°C (720-820°F) এর মধ্যে সংকীর্ণ ফোরজিং পরিসর। 7xxx সিরিজটি তাপমাত্রা পরিবর্তনের প্রতি কম সংবেদনশীল, কিন্তু এর অর্থ হল ভুলের জন্য কম মার্জিন—এই খাদটি আরও নমনীয় গ্রেডগুলির মতো প্রক্রিয়াকরণের ভুলগুলি "ক্ষমা" করবে না।
- 2014 এবং 2024 অ্যালুমিনিয়াম: 420-460°C (785-860°F) এর তাপমাত্রা পরিসর। দ্রুত ফোরজিং স্ট্রোকের সময় এগুলি বিকৃতি তাপের প্রতি সংবেদনশীল হওয়ায় এই তামা-ভিত্তিক খাদগুলির জন্য সতর্কতার সাথে প্রি-হিটিং নিয়ন্ত্রণ প্রয়োজন।
গবেষণাটি জোর দেয় যে "অ্যালুমিনিয়াম খাদের ফোরজিংয়ে উপযুক্ত প্রি-হিটিং ধাতব তাপমাত্রা অর্জন এবং বজায় রাখা এমন একটি গুরুত্বপূর্ণ প্রক্রিয়া চলক যা ফোরজিং প্রক্রিয়ার সাফল্যের জন্য অপরিহার্য।" ফোরজিং শুরু হওয়ার আগে সাধারণত প্রতি ইঞ্চি অনুচ্ছেদের পুরুত্বের জন্য 10-20 মিনিট সময় ধরে রাখলে তাপমাত্রার সমান বন্টন নিশ্চিত হয়।
ডাই তাপমাত্রা এবং বিকৃতি হারের প্রভাব
ইস্পাত ফোরজিংয়ের বিপরীতে যেখানে ডাইগুলি প্রায়শই আপেক্ষিকভাবে ঠান্ডা থাকে, অ্যালুমিনিয়াম ফোরজিংয়ের জন্য উত্তপ্ত ডাইয়ের প্রয়োজন—এবং প্রক্রিয়ার ধরন অনুযায়ী তাপমাত্রার প্রয়োজনীয়তা ভিন্ন হয়:
| উৎপাদন প্রক্রিয়া/সরঞ্জাম | ডাই তাপমাত্রা পরিসর °C (°F) | প্রধান বিবেচনা |
|---|---|---|
| হাতুড়িগুলি | 95-150 (200-300) | দ্রুত বিকৃতির কারণে নিম্ন তাপমাত্রা; অবিচ্ছিন্ন তাপীয় উত্তাপন থেকে অতিতাপের ঝুঁকি হ্রাস করে |
| যান্ত্রিক প্রেস | 150-260 (300-500) | মাঝারি তাপমাত্রা ডাই আয়ু এবং উপাদান প্রবাহের মধ্যে ভারসাম্য রাখে |
| স্ক্রু প্রেস | 150-260 (300-500) | যান্ত্রিক প্রেসের মতোই; জটিল অ্যালুমিনিয়াম ব্লেডের জন্য চমৎকার |
| হাইড্রোলিক প্রেস | 315-430 (600-800) | ধীর বিকৃতির কারণে সর্বোচ্চ তাপমাত্রা; সমতাপীয় অবস্থা গঠিত হয় |
| রিং রোলিং | 95-205 (200-400) | ধাপে ধাপে গঠনের সময় ধাতব কাজের নমনীয়তা বজায় রাখে মাঝারি তাপমাত্রা |
বলপ্রয়োগের হারও আসলে আঘাতদানের ফলাফলকে উল্লেখযোগ্যভাবে প্রভাবিত করে। ASM গবেষণা থেকে দেখা যায় যে 10 s⁻¹ এর বিপরীতে 0.1 s⁻¹ বলপ্রয়োগের হারে, 6061 অ্যালুমিনিয়ামের প্রবাহ চাপ প্রায় 70% বৃদ্ধি পায়, যেখানে 2014 অ্যালুমিনিয়ামের প্রবাহ চাপ প্রায় দ্বিগুণ হয়। এর মানে হল একই ধাতুর জন্য হাইড্রোলিক প্রেস ফোর্জিংয়ের (নিম্ন বলপ্রয়োগের হার) তুলনায় হামার ফোর্জিং (উচ্চ বলপ্রয়োগের হার) অনেক বেশি বল প্রয়োগের প্রয়োজন হয়।
উচ্চ-শক্তির 2xxx এবং 7xxx খাদগুলির জন্য, হাতুড়ির মতো দ্রুত বিকৃতি হারের ফোর্জিং সরঞ্জাম আসলে সমস্যা সৃষ্টি করতে পারে। ASM ডকুমেন্টেশনে উল্লেখ করা হয়েছে যে "কিছু উচ্চ-শক্তির 7xxx খাদ দ্রুত বিকৃতি হারের ফোর্জিংয়ে সম্ভাব্য তাপমাত্রা পরিবর্তনের প্রতি সহিষ্ণু নয়, এবং ফলস্বরূপ এই ধরনের সরঞ্জামগুলি এই খাদগুলির ফোর্জিং তৈরিতে ব্যবহৃত হয় না।" বিকৃতি উত্তাপনের ক্ষতি পূরণ করার জন্য দ্রুত সরঞ্জাম ব্যবহার করার সময় প্রস্তুতকারকরা প্রায়শই গ্রহণযোগ্য পরিসরের নিম্নপ্রান্তের দিকে প্রাক-উত্তাপন তাপমাত্রা হ্রাস করেন।
ওয়েল্ডিং এবং অ্যাসেম্বলি বিবেচনা
অ্যালুমিনিয়াম অটোমোটিভ উপাদানগুলি ফোর্জ এবং তাপ চিকিত্সা করার পরে, সম্পূর্ণ যানবাহন কাঠামো তৈরি করার জন্য অনেকগুলিকে যুক্ত করা হয়। ওয়েল্ডযোগ্য অ্যালুমিনিয়াম গ্রেড এবং তাদের সীমাবদ্ধতা বোঝা ব্যয়বহুল অ্যাসেম্বলি ব্যর্থতা প্রতিরোধ করে এবং কাঠামোগত অখণ্ডতা নিশ্চিত করে।
ফোর্জ করা অ্যালুমিনিয়াম গ্রেডের ওয়েল্ডযোগ্যতা খাদ পরিবার অনুযায়ী আকাশ-পাতাল পার্থক্য দেখায়:
- 6061 এবং 6082: চমৎকার ওয়েল্ডযোগ্যতা—এই ধাতুগুলি MIG এবং TIG পদ্ধতির সাহায্যে 4043 বা 5356 ফিলার ধাতু ব্যবহার করে সংযুক্ত করা যেতে পারে। তবে, ওয়েল্ডিং এমন একটি তাপ-প্রভাবিত অঞ্চল (HAZ) তৈরি করে যেখানে T6 টেম্পারের বৈশিষ্ট্যগুলি উল্লেখযোগ্যভাবে কমে যায়। লিঙ্কন ইলেকট্রিকের ওয়েল্ডিং গবেষণা অনুসারে, গুরুত্বপূর্ণ প্রয়োগে শক্তি পুনরুদ্ধারের জন্য ওয়েল্ডিং-পরবর্তী তাপ চিকিত্সা প্রয়োজন হতে পারে।
- 7075:খারাপ ওয়েল্ডযোগ্যতা—ওয়েল্ডিংয়ের সময় এই ধাতুতে গরমে ফাটল ধরার প্রবণতা থাকে এবং সাধারণত ফিউশন ওয়েল্ডিং করা উচিত নয়। 7075 আকৃতির উপাদানগুলির জন্য মেকানিক্যাল ফাস্টেনিং বা আঠালো বন্ধনই পছন্দের সংযোগ পদ্ধতি।
- 2024 এবং 2014: সীমিত ওয়েল্ডযোগ্যতা—প্রযুক্তিগতভাবে ওয়েল্ডযোগ্য হলেও, তামা সংবলিত এই ধাতুগুলি গরমে ফাটল ধরার জন্য ঝুঁকিপূর্ণ এবং সাধারণত বিশেষ পদ্ধতির প্রয়োজন হয়। অনেক অটোমোটিভ প্রয়োগে ওয়েল্ডিংয়ের পরিবর্তে মেকানিক্যাল ফাস্টেনিং নির্দিষ্ট করা হয়।
- 5xxx সিরিজ: চমৎকার ওয়েল্ডযোগ্যতা—এই অ-তাপ-চিকিত্সাযোগ্য ধাতুগুলি সহজেই ওয়েল্ড করা যায়, যদিও এদের শক্তির মাত্রা কম হওয়ায় ফোর্জড অ্যালুমিনিয়াম অটোমোটিভ উপাদানগুলিতে এদের ব্যবহার কম।
যখন 6061-T6 বা 6082-T6 মতো তাপ চিকিত্সা যোগ্য অ্যালুমিনিয়াম ফোর্জিং এর ওয়েল্ডিং করা হয়, তখন HAZ এর উৎপাদন শক্তি প্রায় 40% পর্যন্ত হারাতে পারে। লিঙ্কন ইলেকট্রিকের উন্নত তরঙ্গ নিয়ন্ত্রণ প্রযুক্তির গবেষণায় উল্লেখ করা হয়েছে যে "রাসায়নিক গঠনের পরিবর্তন অ্যালয়ের ভৌতিক বৈশিষ্ট্যগুলি আমূল পরিবর্তন করে" এবং এই প্রভাবগুলি কমানোর জন্য নির্দিষ্ট অ্যালয়ের জন্য কাস্টম ওয়েল্ডিং তরঙ্গ তৈরি করা যেতে পারে।
গুরুত্বপূর্ণ কাঠামোগত অ্যালুমিনিয়াম অ্যাপ্লিকেশনের জন্য, নিম্নলিখিত প্রক্রিয়াগুলি বিবেচনা করুন:
- তাপ প্রবেশ কমান: বেস মেটালে স্থানান্তরিত মোট তাপ কমানোর জন্য পালসড MIG প্রক্রিয়া ব্যবহার করুন
- ওয়েল্ড স্থানের জন্য ডিজাইন করুন: সর্বোচ্চ চাপ অঞ্চল থেকে ওয়েল্ডগুলি সরিয়ে রাখুন, যদি সম্ভব হয়
- ওয়েল্ডিং-পরবর্তী চিকিত্সা নির্দিষ্ট করুন: পূর্ণ শক্তি পুনরুদ্ধারের জন্য ওয়েল্ডিং-পরবর্তী দ্রবণ চিকিত্সা এবং বয়স্করণ অন্তর্ভুক্ত করুন
- যান্ত্রিক যোগদান বিবেচনা করুন: উচ্চ শক্তি 2xxx এবং 7xxx ফোর্জিং এর জন্য, বোল্ট বা রিভেট সংযোগ প্রায়শই উৎকৃষ্ট নির্ভরযোগ্যতা প্রদান করে
আধুনিক অটোমোটিভ গঠনগুলি আগের চেয়ে বেশি পরিমাণে উৎপাদিত অ্যালুমিনিয়াম নোডগুলিকে এক্সট্রুডেড এবং শীট অ্যালুমিনিয়াম উপাদানগুলির সাথে একত্রিত করে। এই জোড়গুলির জন্য যুক্ত কৌশলটি জড়িত বিভিন্ন টেম্পার এবং খাদগুলির হিসাব রাখতে হবে—একটি উৎপাদিত 6082-T6 সাসপেনশন মাউন্টিং পয়েন্ট আঠালো বন্ধনের সংমিশ্রণ ব্যবহার করে 6063-T6 এক্সট্রুডেড বীমের সাথে সংযুক্ত হতে পারে, যা স্ব-ভেদক রিভেটস ব্যবহার করে।
প্রক্রিয়ার প্যারামিটার এবং ওয়েল্ডেবিলিটি বিবেচনা বোঝার পর, পরবর্তী যুক্তিযুক্ত প্রশ্ন হয়ে দাঁড়ায়: একই উপাদানগুলির জন্য বিকল্প উত্পাদন পদ্ধতির সাথে তুলনা করে উৎপাদিত অ্যালুমিনিয়াম কীভাবে তুলনা করে? এই তুলনা তখনই প্রকাশ করে যখন উৎপাদন সত্যিই উন্নত মূল্য প্রদান করে।

অটোমোটিভ অ্যাপ্লিকেশনে উৎপাদিত বনাম ঢালাই বনাম বিলেট অ্যালুমিনিয়াম
আপনি প্রয়োজনীয় ফোর্জড অ্যালুমিনিয়াম গ্রেডগুলি এবং তাদের উৎপাদন প্যারামিটারগুলি অন্বেষণ করেছেন। কিন্তু এখানে একটি প্রশ্ন রয়েছে যা ক্রয় পেশাদার এবং প্রকৌশলীরা প্রায়শই মুখোমুখি হন: প্রথম স্থানে এই উপাদানটি আদৌ ফোর্জড হওয়া উচিত কি? কখন ফোর্জিং শ্রেষ্ঠ মান প্রদান করে—এবং কখন কাস্টিং বা বিলেট মেশিনিং আরও যুক্তিযুক্ত—তা বোঝা উল্লেখযোগ্য খরচ সাশ্রয় করতে পারে এবং সর্বোত্তম কর্মক্ষমতা নিশ্চিত করতে পারে।
সত্য হল, প্রতিটি উৎপাদন পদ্ধতি তাই বিদ্যমান কারণ এটি বিকল্পগুলির চেয়ে নির্দিষ্ট সমস্যাগুলি ভালভাবে সমাধান করে। গাড়ির বডি উপাদান, পাওয়ারট্রেন অংশ বা সাসপেনশন উপাদানের জন্য সঠিক উপাদান নির্বাচন করার সময়, খাদ গ্রেডের মতোই উৎপাদন প্রক্রিয়াটি গুরুত্বপূর্ণ। এই তিনটি পদ্ধতি কীভাবে একে অপরের সাথে তুলনা করে তা আসুন স্পষ্টভাবে বিশ্লেষণ করি।
উৎপাদন পদ্ধতি জুড়ে কর্মক্ষমতার তুলনা
প্রতিটি প্রক্রিয়ার সময় ধাতুর ভিতরে আসলে কী ঘটে? পার্থক্যগুলি মৌলিক—এবং তারা সরাসরি নির্ধারণ করে যে আপনার গাড়িতে প্রতিটি উপাদান কীভাবে কাজ করবে।
এলুমিনিয়াম ফোর্জিং
অটোমোবাইল উৎপাদন গবেষণা অনুযায়ী, একটি প্রক্রিয়ায় উত্তপ্ত ধাতুর উপর চাপ প্রয়োগ করে ধাতুর অভ্যন্তরীণ গঠন পরিবর্তন করে এবং তার শক্তি বৃদ্ধি করে, যার ফলে অংশগুলি উৎপাদিত হয়। এই প্রক্রিয়াটি ধাতবের দানাদার গঠনকে সারিবদ্ধ করে, ঢালাইয়ের বিকল্পগুলির তুলনা করে অনেক বেশি শক্তিশালী উপাদান তৈরি করে।
উৎকৃষ্ট প্রক্রিয়াটি কয়েকটি সুস্পষ্ট সুবিধা প্রদান করে:
- উৎকৃষ্ট যান্ত্রিক অখণ্ডতা: দানাদার গঠনের সারিবদ্ধতা উৎকৃষ্ট উপাদানগুলিকে বৃহত্তর ভার সামলানোর অনুমতি দেয়
- উন্নত ক্লান্তি প্রতিরোধ: কয়েক মিলিয়ন চাপ চক্র সহ্য করার জন্য উপাদানগুলির জন্য গুরুত্বপূর্ণ
- ন্যূনতম অভ্যন্তরীণ ত্রুটি: সংকোচন প্রক্রিয়া ঢালাইয়ের মধ্যে সাধারণত দেখা যাওয়া ফাঁক এবং স্পঞ্জতা দূর করে
- চমৎকার দৃঢ়তা: চাকা এবং সাসপেনশন অংশগুলির মতো আঘাতপ্রবণ আবেদনের জন্য আদর্শ
অ্যালুমিনিয়াম
ঢালাই মোল্ডে গলিত অ্যালুমিনিয়াম ঢালার মধ্য দিয়ে উপাদানগুলি তৈরি করে এবং এটিকে কঠিন করার অনুমতি দেয়। যেমন উৎপাদন বিশ্লেষণ ব্যাখ্যা করে, এই প্রক্রিয়াটি "নিয়ন্ত্রিত দৃঢ়ীকরণের মাধ্যমে জটিল আকৃতি সম্ভব করে" এবং অভূতপূর্ব নকশা নমনীয়তা প্রদান করে।
ঢালাই অ্যালুমিনিয়াম গ্রেড এবং ডাই কাস্ট অ্যালুমিনিয়াম খাদগুলি মূল্যায়ন করার সময়, এই বৈশিষ্ট্যগুলি বিবেচনা করুন:
- জটিল জ্যামিতির ক্ষমতা: জটিল অভ্যন্তরীণ পাসেজ এবং বিস্তারিত বৈশিষ্ট্যগুলি অর্জন করা যায়
- জটিল অংশের জন্য কম টুলিং খরচ: সমতুল্য জটিলতার জন্য ঢালাই ছাঁচগুলি প্রায়শই ফোরজিং ডাইয়ের চেয়ে কম খরচে হয়
- ছিদ্রযুক্ততার ঝুঁকি: আটকে থাকা গ্যাসগুলি শক্তি কমিয়ে দেওয়ার জন্য অভ্যন্তরীণ ফাঁক তৈরি করতে পারে
- পরিবর্তনশীল যান্ত্রিক বৈশিষ্ট্য: অ্যালুমিনিয়াম খাদ ঢালাইগুলি ঘনিষ্ঠ সমতুল্যের তুলনায় বেশি বৈশিষ্ট্য পরিবর্তন দেখায়
এই গবেষণায় উল্লেখ করা হয়েছে যে উচ্চ-চাপ ডাই ঢালাইয়ের ক্ষেত্রে অগ্রগতি অ্যালুমিনিয়াম খাদ ঢালাইয়ের মান উল্লেখযোগ্যভাবে উন্নত করেছে, "হালকা এবং টেকসই উভয় ধরনের উপাদান তৈরি করা সম্ভব করে তুলেছে।" তবুও, নিরাপত্তা-সমালোচনামূলক প্রয়োগের ক্ষেত্রে, ঢালাই প্রক্রিয়ার অন্তর্নিহিত সীমাবদ্ধতাগুলি এখনও প্রাসঙ্গিক থাকে।
বিলেট অ্যালুমিনিয়াম
বিলেট মেশিনিং কঠিন অ্যালুমিনিয়াম স্টক—সাধারণত এক্সট্রুডেড বা রোলড—থেকে শুরু হয় এবং চূড়ান্ত জ্যামিতি তৈরি করতে সিএনসি সরঞ্জাম ব্যবহার করে উপাদান সরিয়ে ফেলে। অনুসারে শিল্প ডকুমেন্টেশন , এই পদ্ধতিটি "কঠোর সহনশীলতার অনুমতি দেয়, যা উচ্চ-কর্মক্ষমতা সম্পন্ন অংশের জন্য আদর্শ করে তোলে।"
বিলেটের প্রধান বৈশিষ্ট্যগুলি হল:
- সর্বোচ্চ নির্ভুলতা: সিএনসি মেশিনিং এমন সহনশীলতা অর্জন করে যা ঢালাই এবং ঘনীভবন সরাসরি মিলাতে পারে না
- সুসংগত শস্য গঠন: শুরুর উপাদানটির সমগ্র অংশে একঘেয়ে বৈশিষ্ট্য থাকে
- উচ্চ উপাদান অপচয়: উল্লেখযোগ্য পরিমাণ অ্যালুমিনিয়াম কাটা হয়, যা কার্যকর উপকরণের খরচ বাড়িয়ে দেয়
- টুলিং বিনিয়োগ নেই: প্রোগ্রামিং পরিবর্তন শারীরিক ডাই পরিবর্তনের স্থান নেয়
উৎপাদন পদ্ধতি তুলনা
| মাপকাঠি | এলুমিনিয়াম ফোর্জিং | অ্যালুমিনিয়াম | বিলেট অ্যালুমিনিয়াম |
|---|---|---|---|
| শক্তি | সর্বোচ্চ—সারিবদ্ধ গ্রেইন কাঠামো যান্ত্রিক বৈশিষ্ট্যগুলি সর্বাধিক করে | নিম্ন—গ্রেইন কাঠামো এলোমেলো; সম্ভাব্য ছিদ্রতা উপকরণকে দুর্বল করে | উচ্চ—সামঞ্জস্যপূর্ণ বেস উপকরণ, কিন্তু মেশিনিং অনুকূল গ্রেইন প্রবাহ সরিয়ে দেয় |
| ওজন অপটিমাইজেশন | চমৎকার—শক্তি পাতলা প্রাচীরের অনুমতি দেয় যখন কার্যকারিতা বজায় রাখে | ভাল—জটিল আকৃতি উপকরণ স্থাপনের অনুকূলকরণ সক্ষম করে | মাঝারি—শুরুর স্টক জ্যামিতি এবং মেশিনিং সীমাবদ্ধতা দ্বারা সীমিত |
| একক খরচ | মাঝারি থেকে উচ্চ—জটিলতা এবং পরিমাণের উপর নির্ভর করে | উচ্চ উৎপাদনের ক্ষেত্রে কম—বড় উৎপাদন পরিসরে টুলিংয়ের খরচ কমে | উচ্চ—প্রতি অংশের জন্য উল্লেখযোগ্য মেশিন সময় এবং উপকরণ অপচয় |
| টুলিং বিনিয়োগ | উচ্চ—সূক্ষ্ম ফোরজিং ডাইয়ের জন্য প্রাথমিক বিনিয়োগ প্রয়োজন | মাঝারি থেকে উচ্চ—নানান ঢালাই পদ্ধতি ও জটিলতার উপর নির্ভর করে | কম—সিএনসি প্রোগ্রামিং শারীরিক টুলিংয়ের স্থান নেয় |
| উৎপাদন পরিমাণ উপযোগিতা | মধ্যম থেকে উচ্চ পরিমাণ—টুলিং বিনিয়োগ বৃহত্তর উৎপাদনকে সমর্থন করে | উচ্চ পরিমাণ—ডাই কাস্টিং বৃহৎ উৎপাদনে উত্কৃষ্ট | কম পরিমাণ—প্রোটোটাইপ এবং বিশেষ অংশের জন্য আদর্শ |
| ডিজাইনের জটিলতা | মাঝারি—ডাই ডিজাইন এবং উপকরণ প্রবাহের সীমাবদ্ধতা দ্বারা সীমিত | উচ্চ—অভ্যন্তরীণ পাসেজ এবং জটিল বৈশিষ্ট্যগুলি অর্জনযোগ্য | অত্যন্ত উচ্চ—প্রায়শই যেকোনো জ্যামিতি যেখানে সিএনসি টুলিং পৌঁছাতে পারে |
| সাধারণ অটোমোটিভ অ্যাপ্লিকেশন | সাসপেনশন আর্ম, চাকা, সংযোগকারী রড, স্টিয়ারিং নাক | ইঞ্জিন ব্লক, গিয়ারবক্সের খাম, ইনটেক ম্যানিফোল্ড | প্রোটোটাইপ যন্ত্রাংশ, কম পরিমাণে উৎপাদিত পারফরম্যান্স উপাদান, কাস্টম ব্র্যাকেট |
যখন ফোরজিং শ্রেষ্ঠ মূল্য প্রদান করে
উপরে উল্লিখিত আপস-ভাঙচুরগুলি বিবেচনা করে, কখন ফোরজিং স্পষ্ট বিজয়ী হিসাবে উঠে আসে? প্রতিটি অ্যাপ্লিকেশনের প্রকৃত চাহিদা বুঝতে পারলে সিদ্ধান্ত নেওয়ার মাপকাঠি সহজ হয়ে যায়।
ফোরজিং বেছে নিন যখন:
- ক্লান্তি প্রতিরোধ গুরুত্বপূর্ণ: পুনরাবৃত্ত লোডিং চক্রের মধ্য দিয়ে যাওয়া উপাদান—সাসপেনশন আর্ম, চাকা, সংযোগকারী রড—ফোরজিংয়ের সারিবদ্ধ শস্য গঠন থেকে সবচেয়ে বেশি উপকৃত হয়। গবেষণা নিশ্চিত করে যে ফোরজ করা অংশগুলি "ক্লান্তি প্রতিরোধ এবং দৃঢ়তায় শ্রেষ্ঠ হওয়ার প্রবণতা রাখে", যা তাদের "পারফরম্যান্স-উন্মুখী যানগুলির জন্য বিশেষভাবে উপযোগী" করে তোলে।
- সর্বোচ্চ শক্তি-থেকে-ওজন অনুপাত গুরুত্বপূর্ণ: গাড়ির দেহ এবং কাঠামোগত অ্যাপ্লিকেশনে ব্যবহৃত ধাতুগুলির মধ্যে, আলোয় খচিত অ্যালুমিনিয়াম সর্বনিম্ন ওজনের সাথে সর্বোচ্চ শক্ততা অর্জন করে। যখন কার্যকারিত্ব বা দক্ষতার জন্য প্রতি গ্রাম গুরুত্বপূর্ণ, তখন এর প্রিমিয়াম মূল্য সঠিক প্রমাণিত হয়।
- উৎপাদনের পরিমাণ টুলিংয়ের জন্য যৌক্তিক: প্রতি বছর হাজারের বেশি ইউনিট উৎপাদনের ক্ষেত্রে, আলোয় খচিত অ্যালুমিনিয়ামের ডাই বিনিয়োগ কার্যকরভাবে ক্ষতিপূরণ হয়। এই সীমার নিচে, প্রতি পার্টের খরচ বেশি হলেও বিলেট মেশিনিং আরও অর্থনৈতিক প্রমাণিত হতে পারে।
- নিরাপত্তা-সংক্রান্ত অ্যাপ্লিকেশন নির্ভরতা দাবি করে: আলোয় খচিত উপাদানে অভ্যন্তরীণ স্ফীতির অনুপস্থিতি ঢালাইয়ের বিকল্পগুলির চেয়ে বেশি আস্থা দেয়। যেসব উপাদানে ব্যবহার ব্যাঘাতের পরিণতি গুরুতর, সেগুলির ক্ষেত্রে আলোয় খচিত উপাদানের সামগ্রিক গুণমান ঝুঁকি কমায়।
যখন বিকল্পগুলি বিবেচনা করুন:
- জটিল অভ্যন্তরীণ জ্যামিতি প্রয়োজন: ঢালাই এমন প্যাসেজ এবং কক্ষগুলি তৈরি করতে পারে যা আলোয় খচিত উপাদানে সম্ভব নয়। ইঞ্জিন ব্লক এবং ট্রান্সমিশন হাউজিং এমন ক্ষেত্রের উদাহরণ যেখানে ঢালাইয়ের নকশা নমনীয়তা অপরিহার্য।
- উচ্চ পরিমাণ খুব বেশি হলে: প্রতি বছর মিলিয়ন ঘরানো কমোডিটি উপাদানের ক্ষেত্রে, নিম্ন শক্তি সত্ত্বেও ডাই কাস্টিংয়ের প্রতি ইউনিট অর্থনীতি আকর্ষক হয়ে ওঠে।
- প্রোটোটাইপ বা কম পরিমাণে উৎপাদন: বিলেট মেশিনিং সম্পূর্ণভাবে টুলিং বিনিয়োগ বাতিল করে, যা ফোরজিং-এর অর্থনৈতিক সীমার নীচে ভলিউম সহ উন্নয়নমূলক অংশ বা বিশেষ অ্যাপ্লিকেশনের জন্য আদর্শ।
- সৌন্দর্যমূলক পৃষ্ঠগুলি অত্যন্ত গুরুত্বপূর্ণ: অলংকারমূলক অ্যাপ্লিকেশনের জন্য ঢালাই এবং মেশিনযুক্ত পৃষ্ঠগুলি প্রায়শই যতখানি ফিনিশিংয়ের প্রয়োজন হয়, ততখানি ফোরজড পৃষ্ঠের চেয়ে কম প্রয়োজন হয়।
গাড়ির দেহের নির্বাচনের ক্ষেত্রে গাড়ি শিল্পের উপাদান ক্রমাগত এই ট্রেড-অফগুলি প্রতিফলিত করে। উচ্চ চাপযুক্ত কাঠামোগত নোডগুলিতে প্রায়শই ফোরজড অ্যালুমিনিয়াম ব্যবহার করা হয়, জটিল হাউজিংগুলি উন্নত ঢালাই প্রযুক্তির উপর নির্ভর করে এবং প্রোটোটাইপ প্রোগ্রামগুলি দ্রুত উন্নয়নের জন্য বিলেট মেশিনিংয়ের সুবিধা নেয়।
যখন ফোরজিং অন্যান্য বিকল্পগুলির চেয়ে ভালো কাজ করে তা বোঝা গেলে আপনি সঠিক প্রক্রিয়াটি সঠিকভাবে নির্দিষ্ট করতে পারবেন। কিন্তু এই জ্ঞান থাকা সত্ত্বেও, গ্রেড নির্বাচনের ক্ষেত্রে ভুল ঘটে—এবং কীভাবে সেই ভুলগুলি এড়াতে হয় বা প্রয়োজনে কীভাবে গ্রেড প্রতিস্থাপন করতে হয় তা জানা থাকলে ব্যয়বহুল উৎপাদন সংক্রান্ত সমস্যা এড়ানো যায়।
গ্রেড প্রতিস্থাপন এবং নির্বাচনের সেরা অনুশীলন
অ্যালুমিনিয়াম খাদের বৈশিষ্ট্য এবং ফোরজিং প্যারামিটারগুলির সম্পূর্ণ জ্ঞান থাকা সত্ত্বেও, বাস্তব উৎপাদনে অপ্রত্যাশিত চ্যালেঞ্জ দেখা দেয়। সরবরাহ শৃঙ্খলের বিঘ্ন, উপকরণের উপলব্ধতা সংক্রান্ত সমস্যা বা খরচের চাপের কারণে কখনও কখনও প্রকৌশলীদের তাদের পছন্দের অ্যালুমিনিয়াম গ্রেডের বিকল্প বিবেচনা করতে হয়। কোন প্রতিস্থাপনগুলি কাজ করে—এবং কোনগুলি সমস্যা তৈরি করে—তা জানা থাকাই সফল প্রকল্পগুলিকে ব্যয়বহুল ব্যর্থতা থেকে আলাদা করে।
প্রতিস্থাপনের পরিস্থিতির বাইরে, অনেক গ্রেড নির্বাচনের ভুল ঘটে কারণ প্রকৌশলীরা অ্যালুমিনিয়াম কাঠামোতে ইস্পাত-নকশার চিন্তাভাবনা প্রয়োগ করেন। এই সাধারণ সমস্যাগুলি বোঝা আপনাকে ব্যয়বহুল পুনঃকাজ এবং উপাদান ব্যর্থতা এড়াতে সাহায্য করে।
গ্রেড প্রতিস্থাপনের নির্দেশিকা
আপনার নির্দিষ্ট অ্যালুমিনিয়াম খাদটি যখন পাওয়া যায় না, তখন তালিকার পরবর্তী বিকল্পটি নেওয়ার প্রলোভন থেকে নিজেকে বিরত রাখুন। বিভিন্ন গ্রেডের অ্যালুমিনিয়াম ফোরজিং, তাপ চিকিত্সা এবং সেবা পরিস্থিতির অধীনে ভিন্নভাবে আচরণ করে। সফল প্রতিস্থাপনের জন্য মাধ্যমিক বৈশিষ্ট্যগুলিতে আপসোসের সাথে সঙ্গতিপূর্ণ রূপে সবচেয়ে গুরুত্বপূর্ণ কর্মক্ষমতার প্রয়োজনীয়তা মেলানো প্রয়োজন।
সাধারণ অটোমোটিভ ফোরজিং গ্রেডগুলির জন্য প্রমাণিত প্রতিস্থাপন জোড়াগুলি এখানে দেওয়া হল:
- 6082 → 6061: অটোমোটিভ ফোর্জিং-এ সবচেয়ে সাধারণ প্রতিস্থাপন। কিছুটা নিম্ন আয়েল্ড স্ট্রেন্থ (আনুমানিক 5-10% হ্রাস) এবং দূষিত পরিবেশে কিছুটা হ্রাসপ্রাপ্ত ক্লান্তি কর্মক্ষমতা আশা করা হয়। উভয় খাদ একই চমৎকার ওয়েল্ডেবিলিটি এবং তীব্রতা প্রতিরোধ শেয়ার করে। যেখানে 6082 কেবল উপলব্ধতার কারণে নির্দিষ্ট করা হয়েছে প্রান্তিক শক্তি সুবিধার চেয়ে, সেখানে অধিকাংশ সাসপেনশন এবং কাঠামোগত প্রয়োগের জন্য এটি গ্রহণযোগ্য।
- 6061 → 6082: যখন উপাদান পাওয়া যায় তখন এটি ভালো কাজ করে—6082 আসলে কিছুটা ভালো শক্তি প্রদান করে। কোনো উল্লেখযোগ্য বৈশিষ্ট্য হ্রাস নেই, যদিও আঞ্চলিক উপলব্ধতার উপর ভিত্তি করে 6082 এর দাম বেশি হতে পারে। ইউরোপীয় সরবরাহ চেইন প্রায়শই 6082 কে পছন্দ করে, যেখানে উত্তর আমেরিকান উৎস সাধারণত 6061 কে বেশি সহজলভ্য রাখে।
- 7075 → 7050: উভয়ই অত্যন্ত উচ্চ শক্তি প্রদান করে, কিন্তু 7050-এর চেয়ে চাপের ক্র্যাকিং প্রতিরোধের ক্ষমতা এবং ভাঙ্গার প্রতিরোধে উন্নতি ঘটে। এই প্রতিস্থাপনটি প্রায়শই একটি আপগ্রেডের প্রতিনিধিত্ব করে কম্প্রোমাইজের নয়। ভাঙ্গার প্রতিরোধে উন্নতির সাথে সামান্য কম চূড়ান্ত শক্তির প্রত্যাশা করুন।
- 7075 → 2024: সতর্কতার সাথে ব্যবহার করুন—উভয়ই উচ্চ শক্তির খাদ হলেও তাদের বৈশিষ্ট্যের প্রোফাইল উল্লেখযোগ্যভাবে ভিন্ন। 2024 চক্রীয় লোডিং ডিজাইন কেসে প্রাধান্য পেলে উপযুক্ত, কিন্তু সর্বোচ্চ স্থিতিশক্তি প্রয়োজন হলে নয়।
- 2024 → 2014: উভয়ই তামা-ভিত্তিক খাদ যাদের আকৃতি প্রদানের বৈশিষ্ট্য একই রকম। 2014 তুলনামূলক শক্তির সাথে সামান্য ভালো আকৃতি প্রদানের সুবিধা দেয়। যেখানে 2024 মূলত নির্দিষ্ট ছিল সেখানে বেশিরভাগ পাওয়ারট্রেন অ্যাপ্লিকেশনের জন্য গ্রহণযোগ্য।
- 6061 → 5083: আনুষাঙ্গিক উপাদানগুলিৰ বাবে সাধাৰণতে অনুমদিত নহয়। 5083 ভাল সংক্ষাৰণ প্ৰতিৰোধৰ বাবে জনা, কিন্তু ইয়াক তাপ চিকিৎসা কৰিব নোৱাৰি আৰু 6061-T6ৰ শক্তিৰ স্তৰ পাব নোৱাৰি। য'ত শক্তিৰ তুলনাত্মকভাৱে সংক্ষাৰণ প্ৰতিৰোধ অধিক গুৰুত্বপূৰ্ণ, তেনে গৌণ প্ৰয়োগৰ বাবেহে এই বিকল্প বিচাৰি লোৱা উচিত।
যিকোনো বিকল্পৰ মূল্যায়নৰ সময়ত, বিকল্প শ্ৰেণীটোৱে সকলো গুৰুত্বপূৰ্ণ নিৰ্দিষ্টতা পূৰাইছে কিনা তাৰ যাচাই লোৱা উচিত—যেনে আনুষাঙ্গিক উষ্ণতাৰ সামগ্ৰীপণ, তাপ চিকিৎসাৰ প্ৰতিক্ৰিয়া, আৰু বৰ্তনীযোগ্যতাৰ মত পিছৰ পৰাৰ সংযোজনৰ প্ৰয়োজন। ধাতু বিজ্ঞানৰ দৃষ্টিকোণৰ পৰা কাম কৰা শ্ৰেণী এটাও আপোনাৰ উৎপাদন সঁজুলিৰ সৈতে সঠিকভাৱে প্ৰক্ৰিয়া কৰিব নোৱাৰিলে বিফল হ'ব পাৰে।
সাধারণ সিলেকশন ভুল এড়ানোর উপায়
অনুযায়ী লিংকন ইলেক্ট্ৰিকৰ প্ৰকৌশল নিৰ্দেশনা , এটা সৰ্বাধিক পুনৰাবৃত্ত এলুমিনিয়ামৰ ডিজাইনৰ ভুল হ'ল আন গুৰুত্বপূৰ্ণ কাৰকবোৰ বিচাৰ নকৰাকৈ কেৱল উপলব্ধ সৰ্বাধিক শক্তিশালী মিশ্ৰ ধাতু বাছনী কৰা। তেওঁৰ প্ৰাযুক্তিক নথিত যেনেদৰে কোৱা হৈছে: "প্ৰায়ে প্ৰকৌশলীয়ে উপলব্ধ সৰ্বাধিক শক্তিশালী মিশ্ৰ ধাতু বাছনী কৰে। এইটো কেইবাটাও কাৰণত এটা খৰাব ডিজাইনৰ অভ্যাস।"
সবচেয়ে শক্তিশালী অ্যালুমিনিয়াম খাদ বেছে নেওয়া কখনও কখনও কেন পিছনে ফিরে?
- ডিফলেকশন প্রায়ই ডিজাইনকে নিয়ন্ত্রণ করে, শক্তি নয়: দুর্বল এবং শক্তিশালী উভয় ধরনের অ্যালুমিনিয়াম খাদের স্থিতিস্থাপক মডুলাস প্রায় একই (ইস্পাতের এক-তৃতীয়াংশ)। যদি আপনার উপাদানটির গুরুত্বপূর্ণ সীমা প্রান্তিক শক্তির চেয়ে কঠোরতা হয়, তবে 6061 এর চেয়ে 7075 এর জন্য অতিরিক্ত মূল্য দেওয়া আপনাকে কিছুই দেয় না।
- অনেক উচ্চ-শক্তির খাদ ওয়েল্ডযোগ্য নয়: লিংকন ইলেকট্রিকের গবেষণা জোর দিয়ে বলে যে "সবচেয়ে শক্তিশালী অ্যালুমিনিয়াম খাদগুলির অনেকগুলিই ঐতিহ্যবাহী পদ্ধতি ব্যবহার করে ওয়েল্ড করা যায় না।" একটি বৃহত্তর অ্যাসেম্বলিতে ওয়েল্ড করা প্রয়োজন এমন উপাদানের জন্য 7075 নির্দিষ্ট করা উৎপাদনের ক্ষেত্রে অসম্ভবতা তৈরি করে। নথিতে বিশেষভাবে উল্লেখ করা হয়েছে যে 7075-এর "কাঠামোগত আবেদনের জন্য কখনই ওয়েল্ড করা উচিত নয়।"
- ওয়েল্ড অঞ্চলের বৈশিষ্ট্য মূল উপাদান থেকে ভিন্ন হয়: 6061-এর মতো ওয়েল্ডেবল গ্রেড সহ এমনকি ব্যবহার করেও, "ওয়েল্ডটি প্রায়শই মূল উপাদানের মতো শক্তিশালী হবে না।" তাপ-প্রভাবিত অঞ্চলের ক্ষয়কে উপেক্ষা করে T6 ঘন উপাদানের বৈশিষ্ট্যগুলির চারপাশে ডিজাইন করা হলে ওয়েল্ডগুলি ছোট হয়ে যায় এবং সম্ভাব্য ব্যর্থতার ঝুঁকি বাড়ে।
এড়ানোর জন্য আরও কয়েকটি নির্বাচন ভুল হল:
- ওয়েল্ড করা সংযোজনগুলির জন্য প্রতিবন্ধক শক্তিকরণের তাপমাত্রা নির্দিষ্ট করা: অ-তাপ-চিকিত্সাযোগ্য খাদ (1xxx, 3xxx, 5xxx) এর ক্ষেত্রে, ওয়েল্ডিং স্থানীয় অ্যানিলিং কার্যক্রম হিসাবে কাজ করে। গবেষণা নিশ্চিত করে যে, "কেউ যে তাপমাত্রা দিয়েই শুরু করুক না কেন, HAZ-এর বৈশিষ্ট্যগুলি O তাপমাত্রার অ্যানিল করা উপাদানের মতোই হবে।" ওয়েল্ড করা হবে এমন দামি প্রতিবন্ধক শক্তিকরণ উপাদান কেনা অর্থ নষ্ট করা—HAZ সর্বদা অ্যানিল বৈশিষ্ট্যে ফিরে আসবে।
- ওয়েল্ডিং-পরবর্তী চিকিত্সার প্রয়োজনীয়তা উপেক্ষা করা: 6061-T6 এর মতো তাপ-চিকিত্সাযোগ্য খাদগুলি ওয়েল্ডিং অঞ্চলে উল্লেখযোগ্য শক্তি হ্রাসের সম্মুখীন হয়। গবেষণায় দেখা গেছে যে "ওয়েল্ড করা অবস্থায় ন্যূনতম টেনসাইল শক্তি 24 ksi" যা T6 বেস উপাদানের "40 ksi"-এর তুলনায় 40% হ্রাস ঘটায়। যেখানে শক্তি পুনরুদ্ধারের প্রয়োজন সেখানে পোস্ট-ওয়েল্ড এজিং নির্দিষ্ট না করা কাঠামোগত অখণ্ডতাকে দুর্বল করে দেয়।
- চাপ দ্বারা ঘটা ক্ষয়ের ঝুঁকি উপেক্ষা করা: T6 টেম্পারে উচ্চ-শক্তি সম্পন্ন 7xxx শ্রেণীর খাদগুলি চাপ দ্বারা ঘটা ফাটলের সংবেদনশীল হতে পারে। আর্দ্রতার সংস্পর্শে এবং ধারাবাহিক লোডের শুকনো উপাদানগুলির জন্য T73 বা T76 টেম্পার বিবেচনা না করে 7075-T6 নির্দিষ্ট করা ক্ষেত্রে আগেভাগেই ব্যর্থতার ঝুঁকি তৈরি করে।
- ঢালাই খাদকে ফোর্জিং খাদ হিসাবে ভুল করা: কিছু নির্দেশিকা ফোর্জড উপাদানের প্রয়োজন হওয়া সত্ত্বেও ভুলবশত অ্যালুমিনিয়াম গ্রেডগুলি ঢালাইয়ের জন্য উল্লেখ করে। A356 এবং A380 চমৎকার ডাই কাস্টিং খাদ, কিন্তু ফোর্জিংয়ের জন্য উপযুক্ত নয়—এদের রাসায়নিক গঠন গলিত অবস্থায় প্রবাহিতা হওয়ার জন্য অনুকূলিত, কঠিন অবস্থায় বিকৃতির জন্য নয়।
যোগ্য ফোর্জিং পার্টনারদের সাথে কাজ করা
যখন আপনি অটোমোটিভ প্রয়োজনীয়তা বোঝেন এমন অভিজ্ঞ ফোরজিং সরবরাহকারীদের সাথে কাজ করেন, তখন অনেক গ্রেড নির্বাচনের চ্যালেঞ্জ নিয়ন্ত্রণযোগ্য হয়ে ওঠে। অটোমোটিভ অ্যাপ্লিকেশনের জন্য বিশেষ খাদগুলি প্রায়শই সূক্ষ্ম প্রক্রিয়া নিয়ন্ত্রণের প্রয়োজন হয়, যা কেবল প্রতিষ্ঠিত উৎপাদকরাই ধারাবাহিকভাবে প্রদান করতে পারেন।
সম্ভাব্য ফোরজিং অংশীদারদের মূল্যায়ন করার সময়, তাদের ইঞ্জিনিয়ারিং সমর্থন ক্ষমতা বিবেচনা করুন। আপনার নির্দিষ্ট উপাদানের জন্য অনুকূল গ্রেড নির্বাচন সম্পর্কে তারা কি পরামর্শ দিতে পারবে? আপনার অ্যাপ্লিকেশনের জন্য প্রয়োজনীয় টেম্পার এবং পোস্ট-ফোর্জ চিকিত্সার ক্ষেত্রে তাদের কি অভিজ্ঞতা আছে? IATF 16949-প্রত্যয়িত উৎপাদকরা Shaoyi গ্রেড নির্বাচনের সিদ্ধান্তগুলিকে নির্ভরযোগ্য উৎপাদন উপাদানে রূপান্তরিত করতে সাহায্য করে এমন মান ব্যবস্থা এবং প্রযুক্তিগত দক্ষতা নিয়ে আসে।
তাদের দ্রুত প্রোটোটাইপিং ক্ষমতা—মাত্র 10 দিনের মধ্যে প্রাথমিক অংশগুলি সরবরাহ করা—আপনাকে উচ্চ-আয়তনের উৎপাদন সরঞ্জামে বিনিয়োগের আগে গ্রেড নির্বাচন যাচাই করতে সক্ষম করে। সাসপেনশন আর্ম এবং ড্রাইভ শ্যাফটের মতো উপাদানগুলির ক্ষেত্রে, যেখানে অ্যালুমিনিয়ামের গুণমান সরাসরি যানবাহনের নিরাপত্তাকে প্রভাবিত করে, ধাতুবিদ্যা এবং অটোমোটিভ প্রয়োজনীয়তা উভয়ই বোঝে এমন ইঞ্জিনিয়ারিং অংশীদারদের কাছে থাকা অমূল্য প্রমাণিত হয়।
সঠিক গ্রেড নির্বাচনের জ্ঞান এবং যোগ্য উৎপাদন অংশীদারিত্বের সংমিশ্রণ সফল ফোর্জড অ্যালুমিনিয়াম প্রোগ্রামগুলির জন্য ভিত্তি তৈরি করে। এই উপাদানগুলি স্থাপন করার পরে, আপনি কার্যকরীভাবে কর্মক্ষমতার প্রয়োজনীয়তা, উৎপাদনের সীমাবদ্ধতা এবং খরচের বিবেচনাকে ভারসাম্য করে চূড়ান্ত উপাদান সিদ্ধান্ত নিতে প্রস্তুত হবেন।
আপনার অ্যাপ্লিকেশনের জন্য সঠিক ফোর্জড অ্যালুমিনিয়াম গ্রেড নির্বাচন করা
আপনি এখন গাড়ির জন্য ফোর্জড অ্যালুমিনিয়াম গ্রেডগুলির সম্পূর্ণ দৃশ্যপট অন্বেষণ করেছেন—খাদ সিরিজের নির্দেশগুলি বোঝা থেকে শুরু করে উপাদানগুলির প্রয়োজনীয়তার সাথে নির্দিষ্ট গ্রেডগুলি মেলানো, তাপ চিকিত্সা বিবেচনা থেকে উত্পাদন পরামিতি পর্যন্ত। কিন্তু আপনি কীভাবে এই সমস্ত জ্ঞানকে কার্যকরী সিদ্ধান্তে রূপান্তরিত করবেন? চলুন এমন প্রাথমিক নির্দেশনাগুলি সংক্ষেপে উপস্থাপন করি যা প্রযুক্তিগত বোঝাপড়াকে সফল ক্রয় ফলাফলে পরিণত করে।
একটি নতুন যানবাহন প্রোগ্রামে গাড়ির জন্য অ্যালুমিনিয়াম নির্দিষ্ট করছেন অথবা বিদ্যমান সরবরাহ শৃঙ্খল অপ্টিমাইজ করছেন কিনা, গ্রেড নির্বাচন প্রক্রিয়াটি একটি যৌক্তিক ক্রম অনুসরণ করে। এই ক্রমটি সঠিকভাবে করা ব্যয়বহুল ভুলগুলি প্রতিরোধ করে এবং নিশ্চিত করে যে আপনার অ্যালুমিনিয়াম অটোমোটিভ পার্টস আপনার যানবাহনের প্রয়োজনীয় কর্মক্ষমতা প্রদান করবে।
গ্রেড নির্বাচনের জন্য প্রধান সুবিধাগুলি
গাড়ির অ্যালুমিনিয়াম বিকল্পগুলির সম্পূর্ণ স্পেকট্রাম পরীক্ষা করার পরে, কয়েকটি সিদ্ধান্ত নেওয়ার কারণ সাফল্য নির্ধারণ করে:
- উপাদানের পছন্দের পরিবর্তে চাপের প্রয়োজনীয়তা দিয়ে শুরু করুন: আপনার কম্পোনেন্টটি আসলে কী অভিজ্ঞতা লাভ করে তা নির্ধারণ করুন—স্থির লোড, চক্রীয় ক্লান্তি, আঘাত বল, বা এগুলির সংমিশ্রণ। সড়কের মিলিয়ন মিলিয়ন চক্র সহ্য করা একটি সাসপেনশন আর্মের জন্য যে বৈশিষ্ট্যগুলি প্রয়োজন তা কেবল স্থির লোড দেখা একটি ব্র্যাকেটের চেয়ে আলাদা। এই বাস্তব চাহিদাগুলির সাথে খাপ খাইয়ে নিন: 6xxx সন্তুলিত কর্মক্ষমতার জন্য, 7xxx সর্বোচ্চ শক্তির জন্য, 2xxx উত্কৃষ্ট ক্লান্তি প্রতিরোধের জন্য।
- উৎপাদন পরিমাণ আগে থেকেই বিবেচনায় নিন: টুলিং বিনিয়োগ কার্যকরভাবে কমানোর ক্ষেত্রে মাঝারি থেকে উচ্চ উৎপাদন পরিমাণের জন্য ফোরজিং অর্থনীতি অনুকূল। প্রতি বছর কয়েক হাজারের নিচে পরিমাণের ক্ষেত্রে, বিলেট মেশিনিং বিকল্পগুলির বিরুদ্ধে ফোরজিং এখনও খরচ-প্রতিযোগিতামূলক কিনা তা যাচাই করুন। উচ্চ পরিমাণের প্রোগ্রামগুলি উন্নত বৈশিষ্ট্য এবং দক্ষ উত্পাদনের সংমিশ্রণ থেকে সর্বাধিক উপকৃত হয়।
- পরবর্তী প্রক্রিয়াকরণ বিবেচনায় নিন: যদি আপনার উপাদানটি একটি বৃহত্তর অ্যাসেম্বলিতে ওয়েল্ডিংয়ের প্রয়োজন হয়, তবে এই একক প্রয়োজনীয়তা বিবেচনা থেকে সম্পূর্ণ খাদ পরিবারগুলিকে বাদ দিয়ে দেবে। ওয়েল্ডযোগ্যতা গুরুত্বপূর্ণ হলে 6061 বা 6082 নির্দিষ্ট করুন; কোনও কাঠামোগত ওয়েল্ডেড অ্যাপ্লিকেশনের জন্য 7075 এড়িয়ে চলুন। একইভাবে, ফোর্জ পরবর্তী মেশিনিংয়ের প্রয়োজনীয়তা বিবেচনা করুন— T651 টেম্পারগুলি সেই মাত্রার স্থিতিশীলতা প্রদান করে যা নির্ভুল মেশিনিং চায়।
- মোট খরচ মূল্যায়ন করুন, শুধুমাত্র উপাদানের মূল্য নয়: গাড়ির জন্য সস্তা অ্যালুমিনিয়াম সবসময় সবচেয়ে অর্থনৈতিক পছন্দ হয় না। পাতলা প্রাচীর, কম ফিনিশিং বা সরলীকৃত তাপ চিকিত্সা সক্ষম করে এমন একটি প্রিমিয়াম খাদ অতিরিক্ত প্রক্রিয়াকরণের প্রয়োজন হওয়া সস্তা গ্রেডের তুলনায় নিম্নতর মোট উপাদান খরচ দিতে পারে। স্পেসিফিকেশন চূড়ান্ত করার আগে সম্পূর্ণ চিত্রটি গণনা করুন।
- সরবরাহ চেইনের স্থিতিশীলতা গড়ে তুলুন: উৎপাদন শুরু হওয়ার আগেই গ্রহণযোগ্য প্রতিস্থাপন গ্রেডগুলি চিহ্নিত করুন। জানা যে 6061, 6082-এর পরিবর্তে ব্যবহার করা যেতে পারে—অথবা 7050, 7075 থেকে উন্নত বিকল্প—সরবরাহের বিঘ্ন ঘটলে আপনাকে বিকল্প পছন্দ দেয়। সরবরাহের পরিবর্তনের সঙ্গে ক্রয় দল দ্রুত সাড়া দিতে পারে এমনভাবে এই বিকল্পগুলি আপনার স্পেসিফিকেশনে নথিভুক্ত করুন।
সবচেয়ে গুরুত্বপূর্ণ নির্বাচন নীতি: আপনার উপাদানটির প্রকৃত কর্মদক্ষতার প্রয়োজনীয়তার সাথে সবচেয়ে ভালোভাবে মিলে যায় এমন খাদ নির্বাচন করুন—সবচেয়ে শক্তিশালী বিকল্প নয়। অতিরিক্ত স্পেসিফিকেশন অপচয় করে টাকা এবং উৎপাদনের জটিলতা তৈরি করতে পারে, অন্যদিকে অপর্যাপ্ত স্পেসিফিকেশন ক্ষেত্রে ব্যর্থতার ঝুঁকি নেয় যা যানবাহন এবং খ্যাতি উভয়কেই ক্ষতি করে।
অটোমোটিভ ফোরজিং সাফল্যের জন্য অংশীদারিত্ব
এখানে সত্যটি হল যা প্রতিটি অভিজ্ঞ প্রকৌশলী বোঝেন: এমনকি নিখুঁত গ্রেড নির্বাচনও কিছুই নয় যদি না একটি উৎপাদন অংশীদার থাকে যিনি ধারাবাহিকভাবে কার্যকর করতে সক্ষম হন। উপাদান স্পেসিফিকেশন এবং গুণগত উপাদানগুলির মধ্যে ফাঁক পূরণ করতে শুধুমাত্র যোগ্য ফোরজিং সরবরাহকারীদের কাছেই প্রয়োজনীয় দক্ষতা থাকে।
যখন গাড়িতে ব্যবহৃত অ্যালুমিনিয়াম কঠোর পারফরম্যান্সের মানদণ্ড পূরণ করে, তখন সরবরাহকারী নির্বাচন খাদ নির্বাচনের মতোই গুরুত্বপূর্ণ হয়ে ওঠে। অনুযায়ী উৎপাদনকারী সরবরাহকারীদের মূল্যায়নের শিল্প নির্দেশিকা তিনটি বিষয় সবচেয়ে বেশি গুরুত্বপূর্ণ: সার্টিফিকেশন এবং মান ব্যবস্থা, উৎপাদন ক্ষমতা ও সরঞ্জাম, এবং কঠোর মান নিয়ন্ত্রণ মানদণ্ড।
বিশেষত অটোমোটিভ অ্যাপ্লিকেশনের ক্ষেত্রে, IATF 16949 সার্টিফিকেশন প্রমাণ করে যে সরবরাহকারী অটোমোটিভ শিল্পের দ্বারা আবশ্যক মান ব্যবস্থাপনা ব্যবস্থা প্রয়োগ করেছে। ISO 9001-এর ভিত্তির উপর গঠিত এই সার্টিফিকেশনটি অটোমোটিভ-নির্দিষ্ট প্রয়োজনীয়তা যুক্ত করে প্রমাণ করে যে উৎপাদক আপনার যানবাহন প্রোগ্রামগুলির প্রয়োজনীয় স্তরে ট্রেসিবিলিটি, প্রক্রিয়া নিয়ন্ত্রণ এবং ক্রমাগত উন্নতি বোঝে।
সার্টিফিকেশনের পাশাপাশি, এমন ব্যবহারিক ক্ষমতা মূল্যায়ন করুন যা নির্দিষ্টকরণকে যন্ত্রাংশে রূপান্তরিত করে:
- প্রকৌশল সমর্থন: সরবরাহকারী আপনার নির্দিষ্ট জ্যামিতি এবং লোডিং শর্তাবলীর জন্য সেরা গ্রেড নির্বাচন সম্পর্কে পরামর্শ দিতে পারবেন কি? তাঁরা কি তাপ চিকিত্সার প্রভাবগুলি বুঝতে পারেন এবং উপযুক্ত টেম্পারগুলির সুপারিশ করতে পারেন?
- প্রোটোটাইপিংয়ের গতি: আধুনিক যানবাহন উন্নয়নের সময়সীমা দ্রুত পুনরাবৃত্তি দাবি করে। কিছু ক্ষেত্রে মাত্র 10 দিনের মতো সংকুচিত সময়সীমায় প্রোটোটাইপ ফোরজিং সরবরাহকারীরা উৎপাদন টুলিং-এ প্রতিশ্রুতি দেওয়ার আগে ডিজাইন যাথার্থ্যায়নে সক্ষম করে।
- উপাদান বিশেষজ্ঞতা: আপনার উপাদান শ্রেণি—যেমন সাসপেনশন আর্ম, ড্রাইভ শ্যাফট বা কাঠামোগত নোড—এ প্রদর্শিত অভিজ্ঞতা সহ সরবরাহকারীরা সেই আবেদন-নির্দিষ্ট জ্ঞান নিয়ে আসেন যা সাধারণ ফোরজিং ঘরগুলিতে অনুপস্থিত থাকতে পারে।
- গুণগত নিয়ন্ত্রণ অবকাঠামো: উন্নত পরিদর্শন প্রযুক্তি, প্রক্রিয়াকরণ পর্যবেক্ষণ এবং ব্যাপক ডকুমেন্টেশন সিস্টেম নিশ্চিত করে যে প্রতিটি উপাদান নির্দিষ্টকরণ পূরণ করে। রেফারেন্স উপাদানগুলি জোর দেয় যে শীর্ষস্থানীয় সরবরাহকারীরা কোঅর্ডিনেট মিজারিং মেশিন, অ-ধ্বংসাত্মক পরীক্ষার সরঞ্জাম এবং উপাদান বিশ্লেষণ ক্ষমতায় বিনিয়োগ করেন।
ইঞ্জিনিয়ার এবং ক্রয় পেশাদারদের জন্য যারা অ্যালুমিনিয়াম গাড়ির উপাদান উৎপাদনের খোঁজ করছেন, শাওই (নিংবো) ধাতু প্রযুক্তি সফল প্রোগ্রামগুলির জন্য প্রয়োজনীয় অংশীদার প্রোফাইলের উদাহরণ। তাদের IATF 16949 সার্টিফিকেশন গাড়ি-গ্রেডের মান ব্যবস্থার যথার্থতা প্রমাণ করে, যখন তাদের অভ্যন্তরীণ ইঞ্জিনিয়ারিং দল প্রযুক্তিগত নির্দেশনা প্রদান করে যা গ্রেড নির্বাচনের সিদ্ধান্তকে উৎপাদন-প্রস্তুত স্পেসিফিকেশনে রূপান্তরিত করতে সাহায্য করে। নিংবো বন্দরের কাছাকাছি অবস্থিত, তারা দ্রুত প্রোটোটাইপিং ক্ষমতার সংমিশ্রণ করে— যেখানে প্রাথমিক অংশগুলি মাত্র 10 দিনের মধ্যে পাওয়া যায়— পরিপক্ক প্রোগ্রামের জন্য উচ্চ-আয়তনের ভর উৎপাদন ক্ষমতার সঙ্গে।
সাসপেনশন আর্ম এবং ড্রাইভ শ্যাফটের মতো চাহিদাপূর্ণ অ্যালুমিনিয়াম অটোমোটিভ পার্টসে তাদের প্রদর্শিত দক্ষতা কম্পোনেন্ট-নির্দিষ্ট জ্ঞানকে নির্দেশ করে যা গ্রেড নির্বাচনের জন্য কার্যকর নির্দেশনা প্রদান করে। যখন 6082-T6 কন্ট্রোল আর্ম বা 7075-T6 পারফরম্যান্স কম্পোনেন্টের মতো স্পেসিফিকেশন থাকে, তখন ধাতুবিদ্যা এবং অটোমোটিভ গুণগত প্রয়োজনীয়তা উভয়ই বোঝে এমন একটি উৎপাদন অংশীদার থাকার ফলে উপাদান নির্বাচন নির্ভরযোগ্য কম্পোনেন্টে রূপান্তরিত হয়।
খাদ স্পেসিফিকেশন থেকে যানবাহনের পারফরম্যান্স পর্যন্ত পথ উৎপাদন কার্যকরীকরণের মধ্য দিয়ে যায়। এই গাইডের মাধ্যমে আপনি যে গ্রেড নির্বাচনের জ্ঞান অর্জন করেছেন তার সাথে গুণগত মানের প্রতি আপনার প্রতিশ্রুতি ভাগ করে নেয় এমন যোগ্য ফোরজিং অংশীদারদের সংযুক্ত করে, আপনি আপনার অটোমোটিভ প্রোগ্রামগুলিকে সাফল্যের জন্য প্রস্তুত করেন—আধুনিক যানবাহন যে শক্তি, ওজন হ্রাস এবং নির্ভরযোগ্যতা তাদের ফোরজড অ্যালুমিনিয়াম কম্পোনেন্টগুলির কাছ থেকে চায়, তা সরবরাহ করে।
গাড়ির জন্য ফোরজড অ্যালুমিনিয়াম গ্রেড সম্পর্কে প্রায়শই জিজ্ঞাসিত প্রশ্ন
1. অ্যালুমিনিয়াম ফোরজিংয়ের গ্রেডগুলি কী কী?
গাড়ির জন্য সবচেয়ে বেশি ব্যবহৃত অ্যালুমিনিয়াম গ্রেডগুলি হল 6000 সিরিজের 6061, 6063, 6082 এবং 7000 সিরিজের 7075। 6xxx ধাতুগুলি চমৎকার আকৃতি দেওয়ার সুবিধা, ক্ষয়রোধী ক্ষমতা এবং ভারসাম্যপূর্ণ শক্তি প্রদান করে, যা সাসপেনশন আর্ম এবং চাকার জন্য আদর্শ। 7xxx সিরিজ কর্মক্ষমতা-নির্ভর উপাদানগুলির জন্য অতি উচ্চ শক্তি প্রদান করে। তদুপরি, 2xxx সিরিজের 2024 এবং 2014 পিস্টন এবং কানেক্টিং রডের মতো পাওয়ারট্রেন অংশগুলির জন্য উত্কৃষ্ট ক্লান্তি প্রতিরোধের বৈশিষ্ট্য দেয়। IATF 16949-প্রত্যয়িত নির্মাতারা যেমন শাওই নির্দিষ্ট উপাদানের প্রয়োজনীয়তা অনুযায়ী সঠিক গ্রেড নির্বাচনের জন্য নির্দেশনা দিতে পারেন।
গাড়িতে কোন ধরনের অ্যালুমিনিয়াম ব্যবহৃত হয়?
উপাদানের প্রয়োজনীয়তা অনুযায়ী অটোমোটিভ অ্যাপ্লিকেশনগুলিতে একাধিক অ্যালুমিনিয়াম গ্রেড ব্যবহৃত হয়। 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 এবং 2024 সাধারণ গ্রেডগুলির মধ্যে রয়েছে। বিশেষভাবে ফোর্জড উপাদানের ক্ষেত্রে, ক্ষয়কারী পরিবেশে চমৎকার ক্লান্তি প্রদর্শনের কারণে ইউরোপীয় সাসপেনশন এবং চ্যাসিস অ্যাপ্লিকেশনগুলিতে 6082-T6 প্রাধান্য পায়। ওয়েল্ডেবিলিটি-এর কারণে উত্তর আমেরিকাতে 6061-T6 এখনও জনপ্রিয়। সর্বোচ্চ শক্তি-থেকে-ওজন অনুপাতের জন্য উচ্চ-কর্মক্ষমতা সম্পন্ন অ্যাপ্লিকেশনগুলিতে প্রায়শই 7075-T6 নির্দিষ্ট করা হয়, যেখানে ক্লান্তি-সম্পর্কিত পাওয়ারট্রেন উপাদানগুলিতে 2024-T6 চমৎকার কার্যকারিতা প্রদর্শন করে।
5052 বা 6061 অ্যালুমিনিয়াম কোনটি শক্তিশালী?
6061 অ্যালুমিনিয়াম 5052 এর তুলনায় উল্লেখযোগ্যভাবে শক্তিশালী। T6 টেম্পারে, 6061 প্রায় 310 MPa টেনসাইল স্ট্রেংথ অর্জন করে, যা 5052 এর প্রায় 220 MPa এর তুলনায় বেশি। তবে শক্তি সবকিছু নয়—5052 আরও ভালো ক্ষয়রোধী ধর্ম এবং আকৃতি দেওয়ার জন্য আরও ভালো সক্ষমতা প্রদান করে, কারণ এটি একটি নন-হিট-ট্রিটেবল অ্যালয়। গাড়ির জোড়ালো অংশগুলির জন্য যেখানে কাঠামোগত সত্যতা প্রয়োজন, সেখানে 6061-T6 কে পছন্দ করা হয় কারণ এটিকে তাপ চিকিত্সা করে সাসপেনশন আর্ম, চাকা এবং চ্যাসিস উপাদানগুলির জন্য প্রয়োজনীয় উচ্চতর শক্তি স্তর অর্জন করা যায়।
4. ফোর্জড এবং কাস্ট অ্যালুমিনিয়াম চাকার মধ্যে পার্থক্য কী?
উচ্চ চাপের নিচে উত্তপ্ত অ্যালুমিনিয়ামকে চাপ দিয়ে সংকোচন করে ফোর্জড অ্যালুমিনিয়াম হুইল তৈরি করা হয়, যা শ্রেষ্ঠ শক্তি এবং ক্লান্তি প্রতিরোধের জন্য গ্রেইন স্ট্রাকচারকে সাজায়। মোল্ডে গলিত অ্যালুমিনিয়াম ঢেলে কাস্ট হুইল তৈরি করা হয়, যার ফলে গ্রেইন স্ট্রাকচার এলোমেলো হয় এবং সম্ভাব্য ছিদ্র তৈরি হতে পারে। সাধারণত ফোর্জড হুইলগুলি কাস্ট হুইলের তুলনায় 15-30% হালকা হয় এবং আঘাত প্রতিরোধ ও স্থায়িত্বে ভালো পারফরম্যান্স দেয়। পারফরম্যান্স যানগুলির জন্য, ফোর্জড 6061-T6 বা 7075-T6 হুইলগুলি ওজনের তুলনায় শক্তি প্রদান করে যা কাস্ট বিকল্পগুলির পক্ষে অসম্ভব।
5. অটোমোটিভ ফোর্জিংয়ের জন্য কীভাবে সঠিক অ্যালুমিনিয়াম গ্রেড বাছাই করবেন?
আপনার কম্পোনেন্টের প্রকৃত চাপের প্রয়োজনীয়তা—স্থির লোড, চক্রীয় ক্লান্তি বা আঘাতের বল—দিয়ে শুরু করুন। সামঞ্জস্যপূর্ণ কাঠামোগত অ্যাপ্লিকেশনের জন্য, 6082-T6 বা 6061-T6-এর মতো 6xxx খাদগুলি চমৎকার কর্মক্ষমতা প্রদান করে। সর্বোচ্চ শক্তি গুরুত্বপূর্ণ হলে, 7075-T6 নির্দিষ্ট করুন। পাওয়ারট্রেইন অংশগুলিতে উত্কৃষ্ট ক্লান্তি প্রতিরোধের জন্য, 2024-T6 বিবেচনা করুন। ওয়েল্ডযোগ্যতার প্রয়োজনীয়তা (6xxx খাদগুলি ভালভাবে ওয়েল্ড হয়; 7075 হয় না), উত্পাদনের পরিমাণ এবং তাপ চিকিত্সার প্রয়োজনীয়তা বিবেচনায় নিন। শাওয়ির মতো অভিজ্ঞ ফোরজিং অংশীদারদের সাথে কাজ করা, যারা দ্রুত প্রোটোটাইপিং এবং IATF 16949 সার্টিফিকেশন প্রদান করে, উৎপাদন টুলিংয়ে প্রতিশ্রুতি দেওয়ার আগে গ্রেড নির্বাচনগুলি যাচাই করতে সাহায্য করে।