 ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —
ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —

কাস্টম মেশিনিংয়ের খরচ উন্মোচিত: যা মেশিন শপগুলো আপনাকে প্রথমে জানাবে না
আধুনিক উৎপাদনে কাস্টম মেশিনিং আসলে কী বোঝায়
আপনি কখনও ভেবেছেন কীভাবে প্রকৌশলীরা এমন নির্ভুল উপাদান তৈরি করেন যা কোনও সরবরাহকারীর শেলফে পাওয়া যায় না? এখানেই কাস্টম মেশিনিং-এর ভূমিকা আসে। এই উৎপাদন পদ্ধতির মূল ভিত্তি হলো সিএনসি প্রযুক্তি ব্যবহার করে নির্দিষ্ট বিবরণ অনুযায়ী যন্ত্রাংশ উৎপাদন করা—যেমন অনন্য জ্যামিতি, কঠোর সহনশীলতা এবং গ্রাহক-নির্দিষ্ট প্রয়োজনীয়তা যা স্ট্যান্ডার্ড উৎপাদন পদ্ধতি পূরণ করতে পারে না।
ভর উৎপাদনের বিপরীতে, যা একই ধরনের উপাদানের উচ্চ-পরিমাণ উৎপাদনকে অগ্রাধিকার দেয় , কাস্টম মেশিনিং সেবাগুলি নমনীয়তা এবং নির্ভুলতার উপর ফোকাস করে। আপনি ইতিমধ্যে উপলব্ধ পণ্যগুলির মধ্যেই সীমাবদ্ধ থাকবেন না। বরং, আপনার ডিজাইন দল একটি বিস্তারিত CAD মডেল তৈরি করবে যাতে নির্ভুল মাত্রা, আকৃতি এবং উপাদানের প্রয়োজনীয়তা উল্লেখ করা থাকবে। পরে সিএনসি মেশিন এবং প্রোগ্রামিং সেই ডিজিটাল ব্লুপ্রিনটিকে অত্যন্ত নির্ভুলভাবে একটি শারীরিক উপাদানে রূপান্তরিত করে।
নীলপত্র থেকে নির্ভুলতার বাস্তবতা
ধারণা থেকে চূড়ান্ত অংশ পর্যন্ত যাত্রা একটি গঠিত পথ অনুসরণ করে। প্রথমে, আপনার ইঞ্জিনিয়ারিং দল প্রতিটি গুরুত্বপূর্ণ মাত্রা নির্দিষ্ট করে এমন একটি ব্যাপক ডিজাইন তৈরি করে। এর পরে প্রোটোটাইপিং এসে যায়, যেখানে যন্ত্রচালিত অংশগুলি কার্যকারিতা যাচাই করার জন্য কঠোর পরীক্ষার মধ্য দিয়ে যায়। শুধুমাত্র এই যাচাইকরণের পরেই পূর্ণ-স্কেল উৎপাদন শুরু হয়।
এভাবে ভাবুন: ভর উৎপাদন জিজ্ঞাসা করে, "আমরা প্রতি ঘণ্টায় কতগুলি অভিন্ন উপাদান তৈরি করতে পারি?" কাস্টম মেশিনিং জিজ্ঞাসা করে, "এই অনন্য উপাদানটির কী নির্দিষ্ট বৈশিষ্ট্য প্রয়োজন?" এই পার্থক্যটি মৌলিকভাবে আপনার প্রকল্পটি কীভাবে পরিচালনা করা হবে তা নির্ধারণ করে।
কাস্টম মেশিনিং ডিজাইনের উদ্দেশ্য এবং শারীরিক বাস্তবতার মধ্যে একটি অপরিহার্য সেতু হিসাবে কাজ করে—যা জটিল ইঞ্জিনিয়ারিং ধারণাগুলিকে এমন নির্ভুল উপাদানে রূপান্তরিত করে যা ঠিক যেভাবে কল্পনা করা হয়েছিল ঠিক সেভাবেই কার্যকর হয়।
মানক পার্টগুলি কেন অপর্যাপ্ত হয়
সাধারণ প্রয়োগের জন্য স্ট্যান্ডার্ড অফ-দ্য-শেল্ফ উপাদানগুলি ভালোভাবে কাজ করে। কিন্তু যখন আপনার প্রকল্পে ০.০০৩–০.০০৫ ইঞ্চি পর্যন্ত অত্যন্ত কঠোর সহনশীলতা (টলারেন্স) প্রয়োজন হয়? অথবা যখন আপনার ডিজাইনে এমন একটি জ্যামিতি প্রয়োজন হয় যা কোনও ক্যাটালগ আইটেমের সাথে মেল খায় না? এই সময়েই প্রিসিশন মেশিনিং সেবাগুলি বিশেষভাবে মূল্যবান হয়ে ওঠে।
এয়ারোস্পেস, চিকিৎসা যন্ত্রপাতি এবং প্রতিরক্ষা শিল্পের মতো শিল্পগুলি এই পদ্ধতির উপর ব্যাপকভাবে নির্ভর করে। এদের উপাদানগুলি অত্যন্ত কঠোর মানদণ্ড পূরণ করতে হবে, যেখানে সূক্ষ্মতম বিচ্যুতিও নিরাপত্তা বা কার্যকারিতা ক্ষুণ্ণ করতে পারে। উদাহরণস্বরূপ, একটি সার্জিক্যাল যন্ত্রের ক্ষেত্রে ভোক্তা পণ্যগুলিতে গৃহীত মাত্রাগত বৈচিত্র্যগুলি সহ্য করা যায় না।
সুবিধাগুলি শুধুমাত্র নিখুঁত নির্ভুলতার বাইরেও বিস্তৃত:
- অভিযোজিত বিশেষীকরণ যা বিদ্যমান সিস্টেমগুলির সাথে সামঞ্জস্য বৃদ্ধি করে
- উন্নত উপাদান নির্বাচন যার মধ্যে বিচিত্র মিশ্র ধাতু এবং প্রকৌশল প্লাস্টিক অন্তর্ভুক্ত
- নবায়নযোগ্য ডিজাইন যা কোম্পানিগুলিকে প্রতিযোগিতামূলক সুবিধা প্রদান করে
- ত্রুটি হ্রাস আরও কঠোর মান নিয়ন্ত্রণ প্রক্রিয়ার মাধ্যমে
এই নিবন্ধটি সম্পূর্ণ পড়ার পর, আপনি কাস্টম উৎপাদনকে চালিত করে এমন মূল CNC প্রক্রিয়াগুলি সম্পর্কে জানতে পারবেন, উপযুক্ত উপকরণ নির্বাচন করা শিখবেন, সহনশীলতা (টলারেন্স) প্রয়োজনীয়তা বুঝতে পারবেন, বিকল্প পদ্ধতিগুলির তুলনা করতে পারবেন এবং শেষ পর্যন্ত আপনার নির্দিষ্ট প্রয়োজনীয়তা অনুযায়ী সঠিক উৎপাদন পার্টনার খুঁজে পাবেন। আপনি যদি একটি প্রোটোটাইপ তৈরি করছেন বা সীমিত উৎপাদন চক্রের পরিকল্পনা করছেন, তবে এই মৌলিক বিষয়গুলি বুঝে আপনি আপনার প্রকল্পের লক্ষ্য ও বাজেটের সাথে সামঞ্জস্যপূর্ণ সঠিক সিদ্ধান্ত গ্রহণ করতে পারবেন।

কাস্টম উৎপাদনকে চালিত করে এমন মূল CNC প্রক্রিয়াগুলি
এখন আপনি কাস্টম মেশিনিং-এর মাধ্যমে কী কী সুবিধা পাওয়া যায় তা বুঝতে পেরেছেন; এখন চলুন এই জাদুর পিছনের যন্ত্রপাতিগুলি নিয়ে আলোচনা করি। নির্ভুল উৎপাদনের ভিত্তি গঠন করে চারটি প্রধান CNC প্রক্রিয়া, যেগুলো প্রত্যেকে নির্দিষ্ট অ্যাপ্লিকেশনের জন্য বিশিষ্ট ক্ষমতা প্রদান করে। কোন প্রক্রিয়াটি কখন ব্যবহার করা উচিত—এবং কীভাবে এগুলো পরস্পরের সাথে সমন্বিত হয়—তা জানা আপনার প্রকল্পের সফলতা ও বাজেটের উপর উল্লেখযোগ্য প্রভাব ফেলতে পারে।
CNC মিলিং ও টার্নিং-এর মৌলিক ধারণা
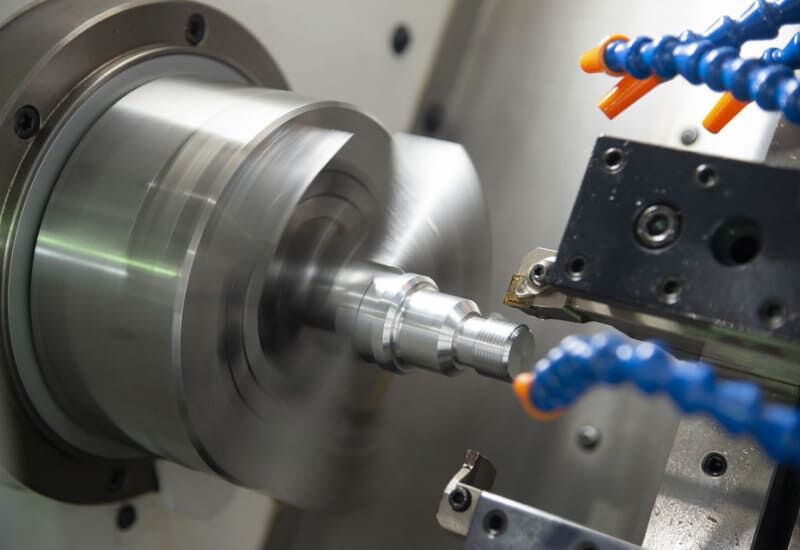
কল্পনা করুন, একটি ঠোস অ্যালুমিনিয়াম ব্লক থেকে একটি জটিল ৩ডি আকৃতি গড়ে তোলা। এটাই মূলত সিএনসি মিলিং করে। একটি ঘূর্ণায়মান কাটিং টুল আপনার ওয়ার্কপিসের উপর বহুদিকে চলাচল করে, জটিল জ্যামিতিক আকৃতি তৈরি করতে উপাদান অপসারণ করে , পকেট, স্লট এবং পৃষ্ঠ বৈশিষ্ট্যগুলি। আধুনিক ৫-অক্ষ মিলিং মেশিনগুলি ওয়ার্কপিসের যেকোনো কোণ থেকে প্রায় যেকোনো কোণ থেকে আসতে পারে—পুনরায় অবস্থান না করেই, যার ফলে টলারেন্স স্ট্যাক-আপ কমিয়ে দেওয়া হয় এবং ±০.০০০৫ ইঞ্চির মধ্যে মাত্রিক নির্ভুলতা অর্জন করা যায়।
মিলিং-কে এত বহুমুখী করে তোলে কী? সিএনসি কাটিং মেশিনটি জটিল কনটুরগুলি কার্যকর করতে পারে, বিস্তারিত পৃষ্ঠ টেক্সচার তৈরি করতে পারে এবং হাতে করা পদ্ধতির সাহায্যে যা অসম্ভব তা-ও তৈরি করতে পারে। আপনার যদি অভ্যন্তরীণ ক্যাভিটিসহ একটি প্রোটোটাইপ হাউজিং বা নির্ভুল মাউন্টিং পৃষ্ঠ সহ একটি উৎপাদন উপাদান প্রয়োজন হয়, মিলিং জ্যামিতিক জটিলতা সহজেই সামলে নেয়।
সিএনসি টার্নিং মৌলিকভাবে ভিন্ন ধরনের পদ্ধতি অবলম্বন করে। এখানে, আপনার কাজের টুকরোটি ঘূর্ণন করে যখন স্থির কাটিং টুলগুলি এটিকে সিলিন্ড্রিক্যাল আকৃতিতে গঠন করে। এর উদাহরণ হল শ্যাফট, বুশিং, পিন এবং যেকোনো ঘূর্ণন-সমমিতিযুক্ত উপাদান। একটি উচ্চমানের সিএনসি টার্নিং সেবা ব্যাস মাপে ±০.০০০৫ ইঞ্চি টলারেন্স অর্জন করতে পারে, যা নির্ভুল ফিট প্রয়োজনীয় অংশগুলির জন্য এই প্রক্রিয়াকে অপরিহার্য করে তোলে।
লাইভ টুলিং-সজ্জিত আধুনিক সিএনসি লেথ মেশিনগুলি টার্নিং এবং মিলিং-এর মধ্যে সীমারেখা অস্পষ্ট করে দেয়। এই মেশিনগুলি কাজের টুকরোটি ক্ল্যাম্প করে রেখেই ড্রিলিং, ট্যাপিং এবং এমনকি মিলিং অপারেশনও সম্পাদন করতে পারে—যা সেটআপ সময় কমায় এবং বহুবার হ্যান্ডলিং-এর ফলে হওয়া ত্রুটিগুলি দূর করে। সুইস-টাইপ মেশিনগুলি দীর্ঘ ও ক্ষীণ উপাদান উৎপাদনে বিশেষভাবে দক্ষ, যেখানে ঐতিহ্যগত লেথ মেশিনগুলি বিকৃতি (ডিফ্লেকশন) সংক্রান্ত সমস্যায় বিপাকে পড়তে পারে।
আপনি কখন একটিকে অন্যটির উপর পছন্দ করবেন? আপনার অংশটির প্রধান জ্যামিতিক বৈশিষ্ট্য বিবেচনা করুন:
- প্রধানত সিলিন্ড্রিক্যাল ঘূর্ণন-সম্পন্ন বৈশিষ্ট্যযুক্ত → সিএনসি টার্নিং
- জটিল 3D আকৃতি পকেট ও কনটুরযুক্ত → সিএনসি মিলিং
- উভয়ের সমন্বয় → বহু-অক্ষ মিল-টার্ন কেন্দ্র
নির্ভুল ড্রিলিং অপারেশন
সহজ মনে হয়, তাই না? শুধু ছিদ্র করা? একদমই নয়। কাস্টম উৎপাদনে নির্ভুল ড্রিলিং শুধু ধাতুর মধ্য দিয়ে ড্রিল বিট ঠেলে দেওয়ার চেয়ে অনেক বেশি জটিল। এই প্রক্রিয়ায় নির্দিষ্ট ব্যাসের জন্য রিমিং, ফাস্টেনার হেডের জন্য কাউন্টারবোরিং এবং দৈর্ঘ্য-থেকে-ব্যাস অনুপাত ১০:১-এর বেশি হওয়া উপাদানের জন্য গভীর-ছিদ্র ড্রিলিং অন্তর্ভুক্ত থাকে।
সংযোজন অ্যাপ্লিকেশনগুলিতে ছিদ্রের সহনশীলতা অত্যন্ত গুরুত্বপূর্ণ। একটি শ্যাফ্ট বেয়ারিং সঠিকভাবে কাজ করার জন্য একটি নির্ভুল আকারের বোর প্রয়োজন—অত্যধিক ঢিলে হলে কম্পন হয়; অত্যধিক টানটান হলে ঘর্ষণের কারণে প্রাথমিক ক্ষয় ঘটে। আধুনিক সিএনসি ড্রিলিং অপারেশনগুলি সাধারণত গুরুত্বপূর্ণ বৈশিষ্ট্যগুলিতে ০.০০১ ইঞ্চির মধ্যে অবস্থানগত নির্ভুলতা এবং ±০.০০০৫ ইঞ্চি ব্যাস সহনশীলতা অর্জন করে।
যখন ইডিএম (EDM) অপরিহার্য হয়ে ওঠে
যখন সাধারণ সিএনসি কাটিং টুলগুলি আপনার প্রয়োজনীয় জ্যামিতি অ্যাক্সেস করতে পারে না, অথবা যখন আপনার উপাদানটি এত কঠিন যে ঐতিহ্যগত পদ্ধতিগুলি তৎক্ষণাৎ টুলিং ধ্বংস করে দেবে, তখন ইলেকট্রিক্যাল ডিসচার্জ মেশিনিং (ইডিএম) আপনার সমাধান হয়ে ওঠে।
EDM নিয়ন্ত্রিত বৈদ্যুতিক স্পার্কের মাধ্যমে কাজ করে যা কোনও শারীরিক যোগাযোগ ছাড়াই উপকরণকে ক্ষয় করে। ওয়্যার EDM প্রায় ±০.০০০১ ইঞ্চি টলারেন্স পর্যন্ত জটিল ২ডি প্রোফাইল তৈরি করে—যা সাধারণ মেশিনিং-এর চেয়ে দশ গুণ কঠোর। সিঙ্কার EDM আকৃতিযুক্ত ইলেকট্রোড ব্যবহার করে অভ্যন্তরীণ বৈশিষ্ট্যগুলি গঠন করে জটিল ৩ডি ক্যাভিটিগুলি তৈরি করে। নির্ভুল মেশিনিং বিশেষজ্ঞদের মতে, EDM পৃষ্ঠের ফিনিশ ০.১ μm Ra পর্যন্ত অর্জন করে , যা প্রায়শই দ্বিতীয়ক পলিশিং অপারেশনগুলিকে সম্পূর্ণরূপে বাতিল করে দেয়।
EDM বিশেষভাবে ৬০ HRC-এর বেশি কঠিন উপকরণের সাথে চমৎকার কাজ করে—যেমন টুল স্টিল, টাংস্টেন কার্বাইড এবং বিচিত্র মিশ্র ধাতু, যেগুলি ঐতিহ্যবাহী কাটিং টুলগুলিকে দ্রুত ক্ষয় করে দেয়। চিকিৎসা যন্ত্রপাতি নির্মাতারা প্রায়শই চিকিৎসা যন্ত্রপাতির জন্য EDM নির্দিষ্ট করেন যেগুলির জন্য অত্যধিক কঠোরতা এবং জটিল জ্যামিতি উভয়ই প্রয়োজন।
প্রক্রিয়া তুলনা: এক নজরে
সঠিক প্রক্রিয়া নির্বাচন আপনার নির্দিষ্ট প্রয়োজনীয়তার উপর নির্ভর করে। এই তুলনা আপনাকে প্রতিটি পদ্ধতি কী প্রদান করে তা বুঝতে সাহায্য করে:
| প্রক্রিয়া ধরন | সেরা প্রয়োগ | সাধারণ সহনশীলতা | উপাদানগত সামঞ্জস্য |
|---|---|---|---|
| সিএনসি ফ্রেজিং | জটিল ৩ডি জ্যামিতি, পৃষ্ঠ বৈশিষ্ট্য, পকেট, স্লট | ±0.0005" থেকে ±0.002" | অ্যালুমিনিয়াম, ইস্পাত, টাইটানিয়াম, প্লাস্টিক, কম্পোজিট |
| সিএনসি টার্নিং | সিলিন্ড্রিক্যাল অংশ, শ্যাফট, বুশিং, থ্রেডযুক্ত উপাদান | ±0.0005" থেকে ±0.001" | সমস্ত যন্ত্রাংশ নির্মাণযোগ্য ধাতু এবং প্রকৌশল প্লাস্টিক |
| বোরিং/রিমিং | নির্ভুল গর্ত, কাউন্টারবোর, গভীর-গর্ত অ্যাপ্লিকেশন | ±০.০০০৫" ব্যাস, ±০.০০১" অবস্থান | অধিকাংশ ধাতু ও প্লাস্টিক |
| ওয়্যার/সিঙ্কার ইডিএম | কঠিনীভূত উপকরণ, জটিল প্রোফাইল, অভ্যন্তরীণ কোষ | ±0.0001" থেকে ±0.0005" | যেকোনো পরিবাহী উপকরণ, বিশেষ করে কঠিনীভূত ইস্পাত |
জটিল অংশগুলির জন্য প্রক্রিয়াগুলির সংমিশ্রণ
এখানে অনেক সরবরাহকারী আপনাকে প্রথমে ব্যাখ্যা করবেন না: অধিকাংশ নির্ভুল উপাদান একাধিক অপারেশন প্রয়োজন করে। একটি সিএনসি মিলড হাউজিং-এর প্রয়োজন হতে পারে টার্নড বস, ড্রিলড মাউন্টিং হোল এবং ইডিএম-কাট স্লট—সবগুলোই একই অংশে। এটি বুঝতে পারলে আপনি বাস্তবসম্মত লিড টাইম এবং খরচ পূর্বানুমান করতে পারবেন।
বিশ্বস্ত সিএনসি টার্নিং সেবাগুলি প্রায়শই ইডিএম বিশেষজ্ঞদের সাথে অংশীদারিত্ব করে অথবা একাধিক প্রক্রিয়ায় অভ্যন্তরীণ ক্ষমতা বজায় রাখে। উদ্ধৃতি মূল্যায়ন করার সময়, আপনার অংশটি উৎপাদন প্রক্রিয়ায় কীভাবে প্রবাহিত হবে তা জিজ্ঞাসা করুন। সাধারণত কম সেটআপ মানে ভালো টলারেন্স নিয়ন্ত্রণ এবং কম খরচ। একটি দোকান যে একীভূত ক্ষমতা প্রদান করে, সেটি একাধিক ঠিকাদারের কাছে অপারেশন পাঠানো একটি দোকানের তুলনায় আরও কঠোর স্পেসিফিকেশন বজায় রাখতে পারে।
আসল প্রশ্নটি হয়ে ওঠে: আপনার প্রিসিশন কম্পোনেন্টটি কোন উপাদান দিয়ে তৈরি করা উচিত? এই পছন্দটি শুধুমাত্র কোন প্রক্রিয়াগুলো সবচেয়ে ভালোভাবে কাজ করবে তা-ই নয়, বরং আপনার চূড়ান্ত পার্টটির কার্যকারিতা বৈশিষ্ট্যগুলোকেও প্রভাবিত করে।
কাস্টম মেশিন করা কম্পোনেন্টগুলির জন্য উপাদান নির্বাচন গাইড
সঠিক উপাদান নির্বাচন করা হতে পারে আপনার কাস্টম মেশিনিং প্রকল্পের জন্য সবচেয়ে গুরুত্বপূর্ণ সিদ্ধান্তগুলোর মধ্যে একটি । কেন? কারণ উপাদান নির্বাচন সরাসরি মেশিনিং প্যারামিটারগুলো, পৃষ্ঠের সমাপ্তি গুণগত মান এবং আপনার চূড়ান্ত পার্টটির বাস্তব পরিস্থিতিতে কার্যকারিতাকে প্রভাবিত করে। তবুও অনেক শপ এই আলোচনাটি সম্পূর্ণরূপে এড়িয়ে যায়, ফলে আপনাকে নিজের উপর নির্ভর করে এটি বুঝে নিতে হয়।
চলুন তিনটি শ্রেণির মধ্যে আপনার বিকল্পগুলো বিশ্লেষণ করি: ধাতু ও সংকর ধাতু, ইঞ্জিনিয়ারিং প্লাস্টিক এবং বিশেষায়িত উপাদান। প্রত্যেকটি আপনার অ্যাপ্লিকেশনের প্রয়োজনীয়তা অনুযায়ী বিশিষ্ট সুবিধা প্রদান করে।
চাপসহিষ্ণু অ্যাপ্লিকেশনের জন্য ধাতু ও সংকর ধাতু
যখন শক্তি, টেকসইতা এবং তাপীয় কার্যকারিতা সবচেয়ে বেশি গুরুত্বপূর্ণ হয়, তখন ধাতুগুলো এখনও প্রথম পছন্দ হিসেবে বিবেচিত হয়। কিন্তু কোন ধাতু? এটি সম্পূর্ণরূপে আপনার নির্দিষ্ট অ্যাপ্লিকেশনের উপর নির্ভর করে।
এলুমিনিয়াম লৈগ এই হালকা ওজনের উপকরণগুলি অ্যারোস্পেস এবং অটোমোটিভ অ্যাপ্লিকেশনগুলিতে ভালো কারণে প্রভাব বিস্তার করে। Xometry-এর উপকরণ গাইড অনুযায়ী, এই উপকরণগুলি চমৎকার তাপ পরিবাহিতা প্রদান করে এবং শক্তি বৃদ্ধির জন্য তাপ চিকিৎসা করা যায়। উদাহরণস্বরূপ, অ্যালুমিনিয়াম ৭০৭৫ এর টেনসাইল শক্তি ৫৪০ এমপিএ প্রদান করে যখন এটি এখনও উচ্চ মাত্রায় যন্ত্রচালিত করা যায়—এটি গঠনমূলক বিমান ফ্রেম উপাদানের জন্য আদর্শ, যেখানে ওজন কমানো সরাসরি জ্বালানি দক্ষতা বৃদ্ধি করে।
- অ্যালুমিনিয়াম 6061 – চমৎকার ওয়েল্ডেবিলিটি, ব্যাপকভাবে এক্সট্রুডেড, সাধারণ উদ্দেশ্যের অ্যাপ্লিকেশনের জন্য আদর্শ
- অ্যালুমিনিয়াম 7075 – উচ্চ শক্তি (৫৪০ এমপিএ), উৎকৃষ্ট ক্লান্তি প্রতিরোধ ক্ষমতা, অ্যারোস্পেস শিল্পে পছন্দনীয়
- অ্যালুমিনিয়াম 5083 – অ-তাপ চিকিৎসা করা সংকর ধাতুগুলির মধ্যে সর্বোত্তম ক্ষয় প্রতিরোধ ক্ষমতা, সমুদ্র পরিবেশের জন্য উপযুক্ত
স্টেইনলেস স্টিল যখন ক্ষয় প্রতিরোধের গুণটি অগ্রাধিকার পায়, তখন এটি অপরিহার্য হয়ে ওঠে। ৩০৪ এবং ৩১৬ এর মতো অস্টেনিটিক শ্রেণীগুলি টার্নিং, থ্রেডিং, ড্রিলিং এবং মিলিং অপারেশনগুলির জন্য চমৎকার যন্ত্রকরণযোগ্যতা প্রদান করে। ৩১৬ শ্রেণীতে মলিবডেনাম অন্তর্ভুক্ত থাকে, যা ক্লোরিক অ্যাসিডের বিরুদ্ধে স্থিতিশীলতা বৃদ্ধি করে—এই কারণে এটি চিকিৎসা যন্ত্রপাতি এবং রাসায়নিক প্রক্রিয়াকরণ সরঞ্জামের জন্য আদর্শ।
ক্ষয় প্রতিরোধী অ্যাপ্লিকেশনগুলির ক্ষেত্রে কী হবে? এখানেই ব্রোঞ্জ যন্ত্রকরণ অত্যন্ত মূল্যবান প্রমাণিত হয়। সিএনসি ব্রোঞ্জ উপাদানগুলি বেয়ারিং, বুশিং এবং স্লাইডিং পৃষ্ঠে উৎকৃষ্ট কাজ করে, যেখানে স্ব-স্নেহক বৈশিষ্ট্যগুলি রক্ষণাবেক্ষণের প্রয়োজনীয়তা কমিয়ে দেয়। ব্রাস মিশ্র ধাতুগুলি—তামা-দস্তা সংমিশ্রণ—সমুদ্র ও স্বয়ংচালিত অ্যাপ্লিকেশনগুলির জন্য কাটিংয়ের ক্ষেত্রে উৎকৃষ্ট স্বাধীনতা এবং চমৎকার গরম ফর্মেবিলিটি প্রদান করে।
জিঙ্ক মিশ্র ধাতু স্বয়ংচালিত যানবাহন এবং ইলেকট্রনিক্স অ্যাপ্লিকেশনগুলির জন্য এটি বিশেষ মনোযোগের যোগ্য। এই মিশ্র ধাতুগুলি দ্বিতীয় পর্যায়ের অপারেশনগুলির জন্য চমৎকার ঢালাইযোগ্যতা এবং ভালো যন্ত্রকরণযোগ্যতা একত্রিত করে, যা মাঝারি শক্তির প্রয়োজনীয়তা রাখা জটিল হাউজিং, ব্র্যাকেট এবং গঠনমূলক উপাদানগুলির জন্য খরচ-কার্যকর সমাধান প্রদান করে।
ইঞ্জিনিয়ারিং প্লাস্টিক এবং বিশেষায়িত উপকরণ
যখন আপনার রাসায়নিক প্রতিরোধের, বৈদ্যুতিক অন্তরণের বা ধাতুর চেয়ে হালকা বিকল্পের প্রয়োজন হয়, তখন ইঞ্জিনিয়ারিং প্লাস্টিকসগুলি অসাধারণ কার্যকারিতা প্রদান করে। এখানে মূল কথা হলো আপনার কার্যকরী প্রয়োজনীয়তার সাথে উপাদানের বৈশিষ্ট্যগুলির সঠিক মিল ঘটানো।
ডেলরিন উপাদান (ডুপন্টের হোমোপলিমার অ্যাসিটালের বাণিজ্যিক নাম) উচ্চ-নির্ভুলতাসম্পন্ন যান্ত্রিক অংশগুলির জন্য বিশেষভাবে উল্লেখযোগ্য। জিওমেট্রির অ্যাসিটাল মেশিনিং স্পেসিফিকেশন অনুযায়ী, পলিঅ্যাসিটাল ডেলরিন স্ট্যান্ডার্ড টলারেন্স ±০.০১০" এবং অর্জনযোগ্য টলারেন্স ±০.০০১" সহ অসাধারণ মাত্রিক স্থিতিশীলতা প্রদান করে। এই ডেলরিন প্লাস্টিক -৪০°সে থেকে ১২০°সে তাপমাত্রার পরিসরে তার বৈশিষ্ট্যগুলি বজায় রাখে—যা অধিকাংশ প্লাস্টিকের চেয়ে অনেক বেশি।
- ডেলরিন ১৫০ – উচ্চ আঘাত প্রতিরোধ ক্ষমতা, নিম্ন ঘর্ষণ, গিয়ার ও বুশিংয়ের জন্য আদর্শ
- ডেলরিন ১০০ এএফ – বেয়ারিং অ্যাপ্লিকেশনে বৃদ্ধি পাওয়া ক্ষয় প্রতিরোধের জন্য পিটিএফই-সমৃদ্ধ
যখন আঘাত প্রতিরোধের ক্ষমতা সবচেয়ে বেশি গুরুত্বপূর্ণ হয়, তখন যান্ত্রিক প্রক্রিয়াকরণের জন্য নাইলন বিবেচনা করুন। এই থার্মোপ্লাস্টিকটি অসাধারণ টান সহনশীলতা এবং আঁচড় প্রতিরোধের ক্ষমতা উভয়ই প্রদান করে, যা পুনরাবৃত্ত লোডিং চক্রের সম্মুখীন কাঠামোগত উপাদানগুলির জন্য উপযুক্ত করে তোলে।
পিইইকে (পলিইথার ইথার কিটোন) ইঞ্জিনিয়ারিং প্লাস্টিকের উচ্চতম শ্রেণির প্রতিনিধিত্ব করে। এটি উচ্চ তাপমাত্রায় রাসায়নিক প্রতিরোধের ক্ষমতা বজায় রাখে এবং একসাথে অসাধারণ ক্লান্তি প্রতিরোধ ক্ষমতা এবং নিম্ন ঘর্ষণ সহগ প্রদান করে। চিকিৎসা সংক্রান্ত প্রতিস্থাপন যন্ত্র এবং মহাকাশ উপাদানগুলিতে প্রায়শই PEEK নির্দিষ্ট করা হয়, যেখানে জৈব-সামঞ্জস্যতা বা চরম পরিস্থিতির কারণে শীর্ষ-স্তরের কার্যকারিতা প্রয়োজন হয়।
- পলিকার্বোনেট – ভাঙার প্রতিরোধী, উচ্চ দৃঢ়তা, স্বচ্ছ কাঠামোগত অংশগুলির জন্য চমৎকার
- পিটিএফই (টেফলন) – চরম রাসায়নিক প্রতিরোধ ক্ষমতা, কিন্তু তাপীয় প্রসারণের কারণে কঠিন সহনশীলতা অর্জন করা কঠিন
- ইউএইচএমডাব্লু পলিএথিলিন – উৎকৃষ্ট ক্ষয় প্রতিরোধ ক্ষমতা, স্ব-স্নেহক, শূন্য ডিগ্রির নিচের তাপমাত্রায় চমৎকার কার্যকারিতা
উপাদান নির্বাচন আপনার প্রকল্পকে কীভাবে প্রভাবিত করে
এখানে অনেক সরবরাহকারী আপনাকে সামনে থেকে যা বলবেন না: উপকরণ নির্বাচন আপনার প্রকল্পের প্রতিটি দিকের মধ্য দিয়ে প্রভাব ফেলে। কঠিন উপকরণগুলি ধীর ফিড রেট এবং আরও ঘন ঘন টুল পরিবর্তন প্রয়োজন করে—যা সরাসরি খরচের উপর প্রভাব ফেলে। নরম প্লাস্টিকগুলি স্ট্যান্ডার্ড টুলিং ব্যবহার করে ভালো পৃষ্ঠ ফিনিশ অর্জন করতে পারে, কিন্তু ধ্রুব লোডের অধীনে এগুলি বিকৃত হতে পারে।
এই ব্যবহারিক বিনিময়গুলি বিবেচনা করুন:
- যন্ত্রচালিত করা যাওয়ার সুবিধা বনাম কার্যকারিতা – ফ্রি-মেশিনিং মিশ্র ধাতুগুলি দ্রুত কাটা যায়, কিন্তু এগুলি শক্তি হারাতে পারে
- পৃষ্ঠতল ফিনিশ সম্ভাবনা – কিছু উপকরণ অত্যন্ত সুন্দরভাবে পলিশ করা যায়; অন্যগুলির জন্য দ্বিতীয়ক অপারেশন প্রয়োজন
- তাপীয় আচরণ – উচ্চ প্রসারণ গুণাঙ্ক সম্পন্ন প্লাস্টিকগুলি কঠিন টলারেন্স অর্জনে চ্যালেঞ্জিং করে
- খরচ সংক্রান্ত প্রভাব – বিচিত্র মিশ্র ধাতু এবং বিশেষ প্লাস্টিকগুলির মূল্য উচ্চতর
সেরা পদ্ধতি কী? প্রথমে আপনার কার্যকারিতা প্রয়োজনীয়তা সংজ্ঞায়িত করুন, তারপর পিছনের দিকে ফিরে যান এবং সেই বিশেষকরণগুলি পূরণ করে এমন উপকরণগুলি চিহ্নিত করুন যা মেশিনযোগ্য এবং খরচ-কার্যকর থাকে। বিশেষকরণের কথা বলতে গেলে, আপনার কাস্টম কম্পোনেন্টগুলি নকশা অনুযায়ী কাজ করার নিশ্চয়তা দেওয়ার জন্য সহনশীলতা (টলারেন্স) প্রয়োজনীয়তা বোঝা হল পরবর্তী গুরুত্বপূর্ণ ধাপ।
নির্ভুল সহনশীলতা (টলারেন্স) এবং গুণগত নিয়ন্ত্রণ মানদণ্ড ব্যাখ্যা করা হল
আপনি আপনার উপকরণ নির্বাচন করেছেন এবং সঠিক CNC প্রক্রিয়া বেছে নিয়েছেন। এখন একটি প্রশ্ন এসেছে যা আপনার বাজেট এবং আপনার পার্টের কার্যকারিতা উভয়কেই উল্লেখযোগ্যভাবে প্রভাবিত করে: আপনার সহনশীলতা (টলারেন্স) আসলে কতটা কড়া হওয়া প্রয়োজন? এখানেই অনেক কাস্টম মেশিনিং প্রকল্প হয় চমৎকারভাবে সফল হয় অথবা অতি-বিশেষকরণের ব্যয়বহুল শিক্ষা হয়ে ওঠে।
ASME মান অনুযায়ী, সহনশীলতা (টলারেন্স) বলতে কোনো মাত্রার মৌলিক মান থেকে মোট গ্রহণযোগ্য বিচ্যুতির পরিমাণকে বোঝায়—যা নিশ্চিত করে যে কোনো অংশটি সঠিকভাবে ফিট হবে এবং সঠিকভাবে কাজ করবে। কিন্তু এখানে কারখানাগুলো প্রায়শই ব্যাখ্যা করে না: প্রতিটি মাত্রার জন্য একই স্তরের নির্ভুলতা প্রয়োজন হয় না। সহনশীলতার শ্রেণিবিভাগ বোঝা আপনাকে শুধুমাত্র গুরুত্বপূর্ণ বৈশিষ্ট্যগুলো নির্দিষ্ট করতে সাহায্য করে, যার ফলে অপ্রয়োজনীয় বৈশিষ্ট্যগুলোর জন্য অতিরিক্ত খরচ এড়ানো যায়।
সহনশীলতার শ্রেণিবিভাগ এবং তার প্রভাব বোঝা
সহনশীলতার প্রয়োজনীয়তা বিভিন্ন শ্রেণিতে বিভক্ত, যেখানে প্রতিটি শ্রেণি বিভিন্ন প্রয়োগের জন্য উপযুক্ত। সাধারণ উদ্দেশ্যের সিএনসি মেশিনিং অংশগুলোর জন্য, যেখানে সংযোজনের ফিটিং গুরুত্বপূর্ণ নয়, স্ট্যান্ডার্ড বাণিজ্যিক সহনশীলতা সম্পূর্ণরূপে যথেষ্ট। কিন্তু যখন আপনি এয়ারোস্পেস বা চিকিৎসা ক্ষেত্রের জন্য নির্ভুল সিএনসি মেশিনিং সেবা উৎপাদন করছেন, তখন আপনার আরও কঠোর বিশেষকরণের প্রয়োজন হবে—এবং তদনুযায়ী উৎপাদনের জটিলতাও বৃদ্ধি পাবে।
সহনশীলতার শ্রেণিগুলো এবং তাদের ব্যবহারিক প্রভাবের একটি তুলনামূলক বিশ্লেষণ বিবেচনা করুন:
| সহনশীলতার শ্রেণী | সাধারণ পরিসর | সাধারণ অ্যাপ্লিকেশন | খরচ প্রভাব |
|---|---|---|---|
| স্ট্যান্ডার্ড বাণিজ্যিক | ±0.005" থেকে ±0.010" | ব্র্যাকেট, হাউজিং, অ-গুরুত্বপূর্ণ কাঠামোগত অংশ | মূল মূল্য নির্ধারণ |
| সঠিকতা | ±0.001" থেকে ±0.005" | অ্যাসেম্বলি ইন্টারফেস, বেয়ারিং ফিটস, গিয়ার কম্পোনেন্ট | ১৫-৩০% প্রিমিয়াম |
| উচ্চ নির্ভুলতা | ±0.0005" থেকে ±0.001" | হাইড্রোলিক কম্পোনেন্ট, চিকিৎসা যন্ত্রপাতি, অপটিক্যাল মাউন্ট | ৪০-৭৫% প্রিমিয়াম |
| আল্ট্রা-প্রিসিশন (সুইস মেশিনিং) | ±0.0001" থেকে ±0.0005" | এয়ারোস্পেস যন্ত্রপাতি, সার্জিক্যাল ইমপ্লান্ট, মাইক্রোইলেকট্রনিক্স | ১০০%+ প্রিমিয়াম |
দেখুন কীভাবে টলারেন্স কঠোর হওয়ার সাথে সাথে খরচ বৃদ্ধি পায়? কারণ আল্ট্রা-প্রিসিশন অর্জন করতে ধীর মেশিনিং গতি, ঘন ঘন পরীক্ষা-নিরীক্ষা, জলবায়ু-নিয়ন্ত্রিত পরিবেশ এবং প্রায়শই মাইক্রন-স্তরের নির্ভুলতার জন্য বিশেষভাবে ডিজাইন করা সুইস মেশিনিং সেন্টারের মতো বিশেষায়িত সরঞ্জামের প্রয়োজন হয়।
প্রিসিশন ম্যানুফ্যাকচারিং বিশেষজ্ঞদের মতে, মেশিন টুলের নির্ভুলতা সরাসরি অর্জনযোগ্য টলারেন্সকে প্রভাবিত করে। স্পিন্ডেল রানআউট, ওয়ে ওয়্যার এবং তাপীয় প্রসারণ উৎপাদনের সময় ধারাবাহিক ত্রুটি সৃষ্টি করে যা জমা হয়। এটিই ব্যাখ্যা করে কেন প্রতিটি শপ একই প্রিসিশন সরবরাহ করতে পারে না—তাদের সরঞ্জামের ক্ষমতা উল্লেখযোগ্যভাবে ভিন্ন।
যখন কঠোর সহনশীলতা গুরুত্বপূর্ণ হয়
সুতরাং আপনার যান্ত্রিক অংশগুলিতে কখন আপনি কঠোর সহনশীলতা (টলারেন্স) নির্দিষ্ট করবেন? কার্যকরী মাত্রাগুলিতে ফোকাস করুন—যেসব বৈশিষ্ট্য সরাসরি আপনার উপাদানটির নির্ধারিত কাজ সম্পাদনে প্রভাব ফেলে:
- অ্যাসেম্বলি ইন্টারফেস যেখানে অংশগুলির নির্দিষ্ট খালি জায়গা (ক্লিয়ারেন্স) বা হস্তক্ষেপ (ইন্টারফারেন্স) সহ একসাথে ফিট হতে হবে
- বেয়ারিং বোর এবং শ্যাফট ব্যাস যেখানে নির্ভুল রানিং ফিট প্রয়োজন
- সিলিং সারফেস যেখানে লিকেজ কার্যকারিতা ক্ষুণ্ণ করতে পারে
- মাউন্টিং বৈশিষ্ট্য যা অন্যান্য উপাদানগুলির সাথে সামঞ্জস্য স্থাপন করে
এখানে একটি ব্যবহারিক টিপস: শুধুমাত্র সেখানেই সবচেয়ে কঠোর সহনশীলতা প্রয়োগ করুন যেখানে কার্যকারিতা তা দাবি করে। একটি হাউজিং-এর বেয়ারিং বোরে ±0.0005" সহনশীলতা প্রয়োজন হতে পারে, অন্যদিকে মাউন্টিং হোলগুলির জন্য সাধারণ ±0.005" যথেষ্ট হতে পারে। এই নির্বাচনী পদ্ধতি—যা প্রকৌশলীরা ফাংশনাল টলারেন্স অ্যানালিসিস বলেন—আপনার বাজেট অপ্টিমাইজ করে কিন্তু কার্যকারিতা ক্ষুণ্ণ করে না।
ধাতুর সিএনসি মেশিনিং টলারেন্সগুলি উপাদানের বৈশিষ্ট্যের সাথেও পারস্পরিকভাবে ক্রিয়া করে। উচ্চ তাপীয় প্রসারণ গুণাঙ্ক সম্পন্ন অ্যালুমিনিয়ামের জন্য তাপমাত্রা-নিয়ন্ত্রিত পরিমাপ প্রয়োজন। শক্তিশালীকৃত ইস্পাত মাত্রা ভালোভাবে ধরে রাখে, কিন্তু এটি আরও সাবধানতাপূর্ণ মেশিনিং চায়। এমনকি সিএনসি ধাতুর পৃষ্ঠের ফিনিশও পরিমাপের নির্ভুলতাকে প্রভাবিত করে—খাঁজযুক্ত পৃষ্ঠগুলি প্রকৃত মাত্রার অবস্থান নির্ধারণে অনিশ্চয়তা সৃষ্টি করে।
সামঞ্জস্য নিশ্চিত করার জন্য মান নিয়ন্ত্রণ পদ্ধতি
টলারেন্স নির্দিষ্ট করা হলেও শক্তিশালী যাচাইকরণ পদ্ধতি ছাড়া তা কোনো অর্থ রাখে না। এখানেই পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ (SPC) অপরিহার্য হয়ে ওঠে। অনুযায়ী IATF 16949 নির্দেশিকা , SPC উৎপাদন প্রক্রিয়াগুলির নজরদারি করে যাতে পণ্যের মানের ধারাবাহিক উন্নতি নিশ্চিত করা যায় এবং ত্রুটিপূর্ণ অংশ উৎপাদনের আগেই বিচ্যুতি শনাক্ত করা যায়।
নিয়ন্ত্রণ চার্টগুলি উৎপাদন চক্রের সময় মাত্রিক বৈচিত্র্যকে ট্র্যাক করে। যখন প্লট করা ডেটা পয়েন্টগুলি প্রতিষ্ঠিত নিয়ন্ত্রণ সীমার মধ্যে পড়ে, তখন প্রক্রিয়াটি স্থিতিশীল থাকে। সীমার দিকে ঝোঁক দেখানো প্রবণতাগুলি অংশগুলি নির্দিষ্টকরণের বাইরে যাওয়ার আগেই সংশোধনমূলক ব্যবস্থা গ্রহণের সূচনা করে—এতে উৎপাদনের পরে সনাক্তকরণের ফোকাসটি উৎপাদনের সময় প্রতিরোধের দিকে স্থানান্তরিত হয়।
IATF 16949 (স্বয়ংচালিত) এবং AS9100D (বিমান ও মহাকাশ) এর মতো সার্টিফিকেশনগুলি ব্যবস্থিত মানের পদ্ধতির প্রয়োজনীয়তা নির্ধারণ করে। এগুলি কেবল কাগজপত্রের ব্যাপার নয়। এগুলির প্রয়োজন হয়:
- নথিভুক্ত পরিমাপ পদ্ধতি সুসংগত পরিদর্শন পদ্ধতি নিশ্চিত করা
- ক্যালিব্রেটেড সরঞ্জাম যার নির্ভুলতা মানগুলি ট্রেসেবল (অনুসরণযোগ্য)
- প্রক্রিয়া সক্ষমতা গবেষণা সরঞ্জামটি নির্দিষ্টকরণগুলি সুসংগতভাবে পূরণ করতে পারে কিনা তা পরিমাপ করা
- সংশোধনমূলক ব্যবস্থা যা লক্ষণগুলির চেয়ে মূল কারণগুলিকে সমাধান করে
পরিমাপ পদ্ধতির ক্ষমতা নিজেই সহনশীলতা যাচাইয়ের উপর প্রভাব ফেলে। শিল্প মানদণ্ড অনুযায়ী, পরিমাপের অনিশ্চয়তা যে সহনশীলতা যাচাই করা হচ্ছে তার ১০% এর কম হওয়া আবশ্যক—অর্থাৎ ±০.০০১" সহনশীলতা যাচাই করতে হলে ±০.০০০১" বা তার চেয়ে ভালো পরিমাপ নির্ভুলতা প্রয়োজন। সমন্বিত পরিমাপ যন্ত্র (CMMs) এই ক্ষমতা প্রদান করে যখন একাধিক গুরুত্বপূর্ণ বৈশিষ্ট্যযুক্ত জটিল অংশগুলির জন্য পরিমাপ করা হয়।
সহনশীলতার খরচ ও গুণগত মানের উপর কীভাবে প্রভাব ফেলে তা বুঝতে পারলে আপনি তথ্য-ভিত্তিক স্পেসিফিকেশন তৈরি করতে পারবেন। কিন্তু অন্যান্য উৎপাদন পদ্ধতি যদি ভিন্ন মূল্যে অনুরূপ ফলাফল অর্জন করতে পারে, তবে কাস্টম মেশিনিং-এর তুলনায় তার অবস্থান কী?

কাস্টম মেশিনিং বনাম বিকল্প উৎপাদন পদ্ধতি
এখন যখন আপনি সহনশীলতা এবং মান নিয়ন্ত্রণ বুঝতে পেরেছেন, তখন একটি বড় প্রশ্ন উঠে আসে: আপনার প্রকল্পের জন্য কাস্টম মেশিনিং কি সঠিক পদ্ধতি? অনেক শপ এই আলোচনা করবে না, কারণ তারা আপনার ব্যবসা পেতে চায় যাই হোক না কেন। কিন্তু ভুল উৎপাদন পদ্ধতি বেছে নেওয়া হলে আপনার হাজার হাজার টাকা নষ্ট হতে পারে অপ্রয়োজনীয় টুলিং-এ, সময়সীমা বিলম্বিত হওয়ায় বা প্রত্যাশিত মতো কাজ না করে এমন অংশ তৈরি হওয়ায়।
চলুন সিএনসি ফ্যাব্রিকেশনকে বিকল্পগুলির সাথে—যথা ৩ডি প্রিন্টিং, ইনজেকশন মোল্ডিং এবং কাস্টিং—অবজেক্টিভভাবে তুলনা করি, যাতে আপনি সরবরাহকারীর বিক্রয় প্রস্তাবের চেয়ে না হয়ে আপনার নির্দিষ্ট প্রয়োজনীয়তার ভিত্তিতে একটি তথ্যপূর্ণ সিদ্ধান্ত গ্রহণ করতে পারেন।
কাস্টম মেশিনিং বনাম অ্যাডিটিভ ম্যানুফ্যাকচারিং
৩ডি প্রিন্টিং প্রোটোটাইপিং-এর ক্ষেত্রে একটি বিপ্লব ঘটিয়েছে, কিন্তু এটি একটি সার্বজনীন সমাধান নয়। জেক্সমেট্রি-এর উৎপাদন তুলনা অনুযায়ী, সিএনসি-মেশিন করা পার্টগুলি বিলেট উপাদানের মূল বৈশিষ্ট্যগুলি সংরক্ষণ করে, যা প্রক্রিয়াজাতকরণের বৈশিষ্ট্যগুলি দ্বারা প্রায় অপরিবর্তিত থাকে। যখন যান্ত্রিক কার্যকারিতা গুরুত্বপূর্ণ হয়, তখন এটি একটি উল্লেখযোগ্য সুবিধা।
এখানে বাস্তবতা হলো: অ্যাডিটিভ ম্যানুফ্যাকচারিং পার্টগুলি স্তরে স্তরে তৈরি করে, যা স্বতঃস্ফূর্তভাবে কিছু সীমাবদ্ধতা সৃষ্টি করে। এফডিএম-প্রিন্ট করা এবিএস পার্টগুলি উপাদানটির মূল টেনসাইল শক্তির মাত্র ১০% অর্জন করতে পারে, অন্যদিকে এসএলএস নাইলন প্রায় ১০০% পর্যন্ত পৌঁছাতে পারে। এই পরিবর্তনশীলতা ৩ডি প্রিন্টিং-কে লোড-বেয়ারিং অ্যাপ্লিকেশনের জন্য ঝুঁকিপূর্ণ করে তোলে, যেখানে সুসঙ্গত শক্তি অবশ্যই অপরিহার্য।
আপনার যখন নিম্নলিখিত বৈশিষ্ট্যগুলি প্রয়োজন হয়, তখন কাস্টম মেশিন করা পার্টগুলি উৎকৃষ্ট হয়:
- সম্পূর্ণ উপাদান শক্তি স্তর বন্ধন থেকে অ্যানিসোট্রপিক দুর্বলতা ছাড়াই
- উচ্চতর পৃষ্ঠতল সমাপ্তি যা যোগাত্মক পদ্ধতিগুলি অর্জন করতে ব্যর্থ হয়
- ঘন মাত্রার মাপের সহনশীলতা অধিকাংশ প্রিন্টার যা নির্ভরযোগ্যভাবে ধরে রাখতে পারে তার চেয়ে বেশি
- ম্যাটেরিয়াল অপশন কঠিনীভূত ইস্পাত এবং বিশেষ মিশ্র ধাতু সহ, যা ৩ডি প্রিন্টিং প্রক্রিয়া করতে পারে না
তবে উল্লেখ্য যে, ৩ডি প্রিন্টিং সেটআপ গতির ক্ষেত্রে এগিয়ে থাকে। একটি সিএনসি সেবার জন্য প্রোগ্রামিং এবং ফিক্সচারিং প্রয়োজন হয়, যা প্রথম কাট শুরু করার আগেই উল্লেখযোগ্য সময় নিতে পারে। প্রিন্টিং? আপনার ফাইলটি আপলোড করুন এবং নির্মাণ শুরু করুন। যেখানে যান্ত্রিক বৈশিষ্ট্যগুলি গুরুত্বপূর্ণ নয়—যেমন জ্যামিতিক যাচাইকরণ এবং ফিট পরীক্ষা—সেখানে যোগাত্মক উৎপাদন দ্রুত টার্নঅ্যারাউন্ড প্রদান করে এবং কম খরচে সমাধান দেয়—প্রায়শই সমতুল্য সিএনসি পার্টের তুলনায় ৫ থেকে ১০ গুণ সস্তা।
সিদ্ধান্তটি শেষ পর্যন্ত ফাংশনের উপর নির্ভর করে। নিজেকে জিজ্ঞাসা করুন: এই পার্টটি লোডের অধীনে কাজ করতে হবে কি না, নাকি আমি শুধুমাত্র ডিজাইনটি ফিট হয় কিনা তা পরীক্ষা করছি?
কখন কাস্টিং বা মোল্ডিং বেশি যুক্তিসঙ্গত হয়
পরিমাণ সবকিছু পালটে দেয়। যখন উৎপাদন পরিমাণ হাজার হাজারে পৌঁছায়, তখন উচ্চ প্রারম্ভিক টুলিং খরচ থাকা সত্ত্বেও ইনজেকশন মোল্ডিং এবং ডাই কাস্টিং ক্রমশ আকর্ষক হয়ে ওঠে।
হাবস-এর উৎপাদন গাইড অনুযায়ী, উচ্চ-পরিমাণ উৎপাদনের জন্য ইনজেকশন মোল্ডিং সম্ভবত সবচেয়ে সাধারণ উৎপাদন পদ্ধতি। একবার আপনি মোল্ডটি নকশা করে এবং তৈরি করে ফেললে, প্রক্রিয়াটি নিজেই খুব দ্রুতগামী—উচ্চ চাহিদা এবং কঠোর উৎপাদন সময়সূচী সহ শিল্পখাতগুলির জন্য এটি আদর্শ। কিন্তু সতর্কতা? মোল্ড নির্মাণের খরচ সরল জ্যামিতিক আকৃতির ক্ষেত্রে $৩,০০০ থেকে শুরু হয়ে জটিল বহু-খাঁজযুক্ত টুলের ক্ষেত্রে $১০০,০০০+ পর্যন্ত হতে পারে।
ডাই কাস্টিং ধাতু যন্ত্রকরণ প্রয়োগের ক্ষেত্রে অনুরূপ অর্থনৈতিক সুবিধা প্রদান করে। উৎপাদন প্রক্রিয়ার তুলনা অনুযায়ী, ১০,০০০ ইউনিটের ক্ষেত্রে সিএনসি মেশিনিং-এর তুলনায় ডাই কাস্টিং বছরে $৩০০,০০০-এর বেশি সঞ্চয় করতে পারে। প্রতি-ইউনিট খরচ ব্যাপকভাবে হ্রাস পায়, কারণ সেই ব্যয়বহুল টুলিং বিনিয়োগটি হাজার হাজার ইউনিটের মধ্যে বিস্তৃত হয়।
কিন্তু এই তুলনাগুলো প্রায়শই যা মিস করে: সিএনসি প্রোটোটাইপিং উন্নয়ন পর্বের সময় উজ্জ্বল হয়। যখন আপনার ডিজাইন চূড়ান্ত হয়নি, তখন পরীক্ষার পরে সম্ভবত পরিবর্তন করতে হবে এমন ইনজেকশন মোল্ডগুলোতে $৫০,০০০ ব্যয় করা আর্থিকভাবে যুক্তিসঙ্গত নয়। ধাতু যন্ত্রকর্ম আপনাকে দ্রুত পুনরাবৃত্তি করতে এবং উৎপাদন টুলিং-এ চূড়ান্ত বিনিয়োগের আগে আপনার ডিজাইন পরিশীলিত করতে সক্ষম করে।
যখন বিবেচনা করুন:
- উৎপাদন পরিমাণ বছরে ১,০০০-৫,০০০ ইউনিটের বেশি
- পার্টের জ্যামিতির মধ্যে অভ্যন্তরীণ গহ্বর রয়েছে যন্ত্রকর্ম করা কঠিন
- আপনার ডিজাইন চূড়ান্ত করা হয়েছে এবং সম্ভবত পরিবর্তন হবে না
- লিড টাইম অনুমতি দেয় মোল্ড নির্মাণের জন্য সাধারণত ৮-১৬ সপ্তাহ
উৎপাদন পদ্ধতি তুলনা
এই ব্যাপক তুলনাটি আপনাকে আপনার প্রকল্পের প্রয়োজনীয়তার সাথে কোন পদ্ধতি সামঞ্জস্যপূর্ণ তা মূল্যায়ন করতে সাহায্য করে:
| পদ্ধতি | আদর্শ পরিমাণ পরিসর | জ্যামিতিক ক্ষমতা | ম্যাটেরিয়াল অপশন | লিড টাইম | প্রতি অংশের খরচের প্রবণতা |
|---|---|---|---|---|---|
| CNC মেশিনিং | 1-5,000 ইউনিট | জটিল বাহ্যিক বৈশিষ্ট্য, কঠোর সহনশীলতা | সমস্ত প্রকৌশল ধাতু এবং প্লাস্টিক | সাধারণত ১-১৫ দিন | আয়তনের উপর নির্ভর করবে না, স্থিতিশীল |
| ৩ডি প্রিন্টিং (এফডিএম/এসএলএস) | ১-৫০০ টি ইউনিট | অভ্যন্তরীণ ল্যাটিস, জৈব আকৃতি | থার্মোপ্লাস্টিকস, ডি.এম.এল.এস. পদ্ধতিতে কিছু ধাতু | সাধারণত ১–৫ দিন | প্রতিটি অংশের জন্য ধ্রুবক |
| ইনজেকশন মোল্ডিং | 5,000+ ইউনিট | জটিল আকৃতি, পার্শ্বীয় ক্রিয়ার মাধ্যমে আন্ডারকাট | থার্মোপ্লাস্টিকস, থার্মোসেটস | ৮-১৬ সপ্তাহ (টুলিং) + দিনগুলো (উৎপাদন) | আয়তন বৃদ্ধির সাথে উল্লেখযোগ্যভাবে হ্রাস পায় |
| মোড়া গড়া | 2,000+ ইউনিট | জটিল ধাতব অংশ, পাতলা দেয়াল | অ্যালুমিনিয়াম, দস্তা, ম্যাগনেসিয়াম খাদ | ১০-২০ সপ্তাহ (টুলিং) + দিন (উৎপাদন) | আয়তন বৃদ্ধির সাথে উল্লেখযোগ্যভাবে হ্রাস পায় |
| শিলা মোল্ডিং | ১-২,০০০ টি ইউনিট | বড় আকারের পার্টস, অভ্যন্তরীণ কোষগুলি | লৌহ এবং অ-লৌহ ধাতু | ২-৬ সপ্তাহ | মধ্যম স্তরের, উৎপাদন পরিমাণ বৃদ্ধির সাথে এটি হ্রাস পায় |
আপনার প্রকল্পের জন্য সঠিক পছন্দ করা
অধিকাংশ সরবরাহকারী যে সিদ্ধান্ত গ্রহণের প্রক্রিয়াটি এড়িয়ে যান, তা এরকম হয়:
পদক্ষেপ ১: আপনার উৎপাদন পরিমাণের প্রয়োজনীয়তা নির্ধারণ করুন। আপনি কি ৫টি প্রোটোটাইপ, ৫০০টি উৎপাদন ইউনিট অথবা ৫০,০০০টি ইউনিট তৈরি করছেন? এই একক ফ্যাক্টরটি প্রায়শই নির্ধারণ করে যে কোন প্রক্রিয়াটি অর্থনৈতিকভাবে যুক্তিসঙ্গত।
পদক্ষেপ ২: জ্যামিতিক জটিলতা মূল্যায়ন করুন। অভ্যন্তরীণ চ্যানেল এবং ল্যাটিস কাঠামোগুলি যোগাত্মক (অ্যাডিটিভ) পদ্ধতিগুলিকে পছন্দ করে। কঠোর সহনশীলতা সহকারে বাহ্যিক বৈশিষ্ট্যগুলি মেশিনিং-কে পছন্দ করে। উচ্চ উৎপাদন পরিমাণে জটিল অভ্যন্তরীণ কোষগুলি কাস্টিং-কে পছন্দ করে।
পদক্ষেপ ৩: উপকরণের প্রয়োজনীয়তা মূল্যায়ন করুন। কঠিনীভূত টুল স্টিল বা এয়ারোস্পেস-মানের টাইটানিয়াম প্রয়োজন? সিএনসি মেশিনিং প্রায় যেকোনো ইঞ্জিনিয়ারিং উপাদানই প্রক্রিয়া করতে পারে। কাস্টিং এবং মোল্ডিং আপনার বিকল্পগুলিকে উল্লেখযোগ্যভাবে সীমিত করে।
ধাপ ৪: আপনার সময়সূচী বিবেচনা করুন। পরের সপ্তাহে জরুরি প্রোটোটাইপ প্রয়োজন? সিএনসি বা ৩ডি প্রিন্টিং দ্রুত সরবরাহ করতে পারে। ৬ মাস পরে পণ্য চালু করার পরিকল্পনা করছেন এবং তারপর থেকে নিয়মিত উৎপাদন চালিয়ে যাওয়ার ইচ্ছা রয়েছে? মোল্ডিং বা কাস্টিং টুলিং-এ বিনিয়োগ করুন।
ধাপ ৫: মোট প্রকল্প খরচ গণনা করুন। প্রতি পার্ট $৫০ মূল্যের সিএনসি উদ্ধৃতি ইনজেকশন-মোল্ডেড পার্টের তুলনায় $২ মূল্যের চেয়ে বেশি ব্যয়বহুল মনে হতে পারে—কিন্তু যখন আপনি ১০,০০০+ ইউনিটের জন্য শুধুমাত্র যুক্তিসঙ্গত হওয়া সম্ভব $৪০,০০০ মোল্ড খরচটি বিবেচনা করবেন, তখন এটি আর বেশি ব্যয়বহুল মনে হবে না।
কাস্টম মেশিনিং একটি বিশেষ স্থান দখল করে যা অন্য কোনও পদ্ধতির দ্বারা সম্পূর্ণরূপে প্রতিস্থাপন করা যায় না: দ্রুত সময়সীমা, উপকরণের নমনীয়তা, মাত্রিক নির্ভুলতা এবং একক প্রোটোটাইপ থেকে মাঝারি পরিমাণের উৎপাদন পর্যন্ত অর্থনৈতিক বাস্তবসম্মততা। এই বিভিন্ন বাণিজ্যিক সমঝোতাগুলি বুঝতে পারলে আপনি সম্ভাব্য উৎপাদন অংশীদারদের সঙ্গে আরও তথ্যপূর্ণ আলোচনা করতে পারবেন—এবং তাদের কখন আপনার প্রয়োজনের চেয়ে তাদের নিজস্ব ক্ষমতার সুবিধার জন্য আপনাকে নির্দিষ্ট সমাধানের দিকে নিয়ে যাচ্ছে তা চিহ্নিত করতে পারবেন।
খরচের কথা বলতে গেলে, কোন কোন বিষয়গুলি আসলে কাস্টম মেশিনিং-এর মূল্য নির্ধারণে প্রভাব ফেলে? এটাই হলো সেই প্রশ্ন যা অধিকাংশ মেশিন শপই আপনার প্রথমে জিজ্ঞাসা করা থেকে বিরত রাখতে পছন্দ করে।
কাস্টম প্রকল্পগুলির জন্য খরচের উপাদান ও মূল্য নির্ধারণের কৌশল
আপনি উৎপাদন পদ্ধতিগুলির তুলনা করেছেন এবং নির্ধারণ করেছেন যে কাস্টম মেশিনিং আপনার প্রকল্পের জন্য উপযুক্ত। এখন প্রতিটি ক্রয় ব্যবস্থাপকের ভয় পাওয়া প্রশ্নটি এসেছে: কেন সেই দামের অনুমানটি এত বেশি মনে হচ্ছে? এখানে সত্যটি হল—যা অধিকাংশ মেশিন শপ স্বেচ্ছায় জানায় না—যে মেশিনিস্ট দ্বারা ব্যবহৃত ধাতুর খরচ আপনার চূড়ান্ত মূল্যের মাত্র একটি ছোট্ট অংশ গঠন করে। সম্পূর্ণ খরচ গঠনের ব্যাপারে সচেতন হওয়া আপনাকে গুণগত মান কমানো ছাড়াই আপনার বাজেট অপটিমাইজ করতে সক্ষম করে।
কাস্টম মেশিনিংয়ের খরচ নির্ধারণের কারণগুলি
যখন আপনি অনলাইনে একটি সিএনসি দামের অনুমান চান, তখন আপনার মূল্য নির্ধারণে কয়েকটি পরস্পর-সংযুক্ত ফ্যাক্টর ভূমিকা রাখে। শিল্প খাতের খরচ বিশ্লেষণ অনুযায়ী, মেশিনিং সময় প্রায়শই প্রধান খরচ নির্ধারক—বিশেষ করে উচ্চ পরিমাণে উৎপাদনের ক্ষেত্রে, যেখানে নকশার ছোটখাটো অদক্ষতা হাজার হাজার পার্টের মধ্যে গুণিত হয়ে যায়।
এখানে আপনার দামের অনুমানকে প্রকৃতপক্ষে প্রভাবিত করে যা:
- উপকরণের খরচ এবং মেশিনযোগ্যতা – স্টেইনলেস স্টিল এবং টাইটানিয়ামের মতো কঠিন উপকরণগুলি কাটার জন্য ধীর গতি এবং বিশেষায়িত টুলিং প্রয়োজন, যা সময় ও খরচ উভয়কেই বাড়িয়ে দেয়। অ্যালুমিনিয়ামের মতো নরম উপকরণগুলি দ্রুত মেশিন করা যায়, কিন্তু মিশ্রণের উপর নির্ভর করে প্রতি কিলোগ্রাম মূল্য বেশি হতে পারে।
- জটিলতা এবং সেটআপ সময় – একাধিক সেটআপ, কাস্টম ফিক্সচার বা ৫-অক্ষ মেশিনিং প্রয়োজন করে এমন পার্টগুলি শ্রম খরচকে উল্লেখযোগ্যভাবে বাড়িয়ে দেয়। ডিজাইন অপ্টিমাইজেশন গবেষণা অনুসারে, কম পরিমাণে উৎপাদনের ক্ষেত্রে সেটআপ খরচ বিশেষভাবে উল্লেখযোগ্য, কিন্তু পরিমাণ যাই হোক না কেন এই খরচ স্থির থাকে।
- সহনশীলতার প্রয়োজনীয়তা – কঠোর টলারেন্স ধীর ফিড রেট, ঘন ঘন পরীক্ষা এবং কখনও কখনও জলবায়ু-নিয়ন্ত্রিত পরিবেশ প্রয়োজন করে। স্ট্যান্ডার্ড বাণিজ্যিক থেকে অতি-নির্ভুল টলারেন্স পর্যন্ত প্রতিটি ধাপ আপনার বেসলাইন খরচে ১৫-১০০% যোগ করে।
- পৃষ্ঠের সমাপ্তির বিবরণ – "যেমন-মেশিন করা" ফিনিশ থেকে পলিশড, অ্যানোডাইজড বা প্লেটেড পৃষ্ঠে যাওয়ার জন্য দ্বিতীয়ক অপারেশন প্রয়োজন হয়, যা সময় ও খরচ উভয়কেই বাড়িয়ে দেয়।
- অর্ডারের পরিমাণ – এখানেই অর্থনীতি আকর্ষক হয়ে ওঠে। অ-পুনরাবৃত্তিমূলক প্রকৌশল (NRE) খরচ—যেমন প্রোগ্রামিং, ফিক্সচার ডিজাইন এবং প্রাথমিক সেটআপ—আপনার অর্ডার পরিমাণের উপর বণ্টিত হয়।
অনুযায়ী প্রোটোটাইপ অর্থনৈতিক বিশ্লেষণ , সেই $৮০০ একক পার্টের উদ্ধৃতি আপনাকে অত্যধিক চার্জ করছে না। সেই NRE খরচগুলি আপনার প্রথম পার্টগুলিতে সম্পূর্ণভাবে চার্জ করা হয়েছে। আপনার অর্ডার পাঁচটি ইউনিটে বাড়ালে প্রতি-পার্ট মূল্য প্রায় অর্ধেক হয়ে যেতে পারে।
আপনার বাজেট অপ্টিমাইজ করার কৌশল
"আমার কাছাকাছি cnc" বা "আমার কাছাকাছি machinist" খোঁজার মাধ্যমে আপনি স্থানীয় একটি শপ পেতে পারেন, কিন্তু শুধুমাত্র ভৌগোলিক কাছাকাছি থাকা সর্বোত্তম মূল্য নিশ্চিত করে না। বুদ্ধিমান খরচ অপ্টিমাইজেশন কোটিংয়ের সময় নয়, ডিজাইন পর্যায়েই শুরু হয়।
নিম্নলিখিত প্রমাণিত খরচ হ্রাসকরণ কৌশলগুলি বিবেচনা করুন:
- নির্মাণযোগ্যতা জন্য ডিজাইন (DFM) – গর্তের গভীরতার কমপক্ষে এক-তৃতীয়াংশ পরিমাণ কোণার ব্যাসার্ধ নির্দিষ্ট করুন, যাতে বড় ও দ্রুত কাটিং টুল ব্যবহার করা যায়। যেসব বৈশিষ্ট্য বিশেষ টুলিং বা একাধিক সেটআপ প্রয়োজন করে, সেগুলি যতটা সম্ভব এড়িয়ে চলুন।
- উপকরণ প্রতিস্থাপন – ৩০৩ স্টেইনলেস স্টিলের মতো ফ্রি-মেশিনিং অ্যালয়গুলি ৩০৪-এর তুলনায় উল্লেখযোগ্যভাবে দ্রুত কাটা যায়, যা উৎপাদন পরিমাণে উচ্চতর উপকরণ খরচকে ক্ষতিপূরণ দেয়। অ্যালুমিনিয়াম ৬০৬১ অধিকাংশ বিকল্পের তুলনায় নিম্ন কাঁচামাল খরচে চমৎকার মেশিনিং করার যোগ্যতা প্রদান করে।
- সহনশীলতা অপ্টিমাইজেশন – কেবলমাত্র যেখানে কার্যকারিতা এটি আবশ্যক করে, সেখানেই কঠোর সহনশীলতা (টলারেন্স) প্রয়োগ করুন। স্ট্যান্ডার্ড ±০.০০৫" সহনশীলতা কোনো অতিরিক্ত খরচ আনে না; কিন্তু ±০.০০০৫" সহনশীলতা আপনার মেশিনিং সময়কে দ্বিগুণ করতে পারে।
- পৃষ্ঠের শেষাবস্থা (সারফেস ফিনিশ) প্রয়োজনীয়তা একত্রিত করুন – একই পার্টের একাধিক শেষাবস্থা নির্দিষ্ট করা হলে মাস্কিং এবং অতিরিক্ত হ্যান্ডলিং প্রয়োজন হয়। সম্ভব হলে একটি একক শেষাবস্থা বেছে নিন।
- কৌশলগত পরিমাণ অর্ডার করা – অনলাইন মেশিনিং কোটেশনগুলি প্রায়শই চমকপ্রদ মূল্য ছাড় প্রকাশ করে। আপনার খরচ বক্ররেখা বোঝার জন্য ১, ১০, ৫০ এবং ১০০ ইউনিটে স্তরযুক্ত মূল্য অনুরোধ করুন।
নেতৃত্বকাল (লিড টাইম) অর্থনীতি
আপনার পার্টগুলি দ্রুত প্রয়োজন? ত্বরিত সেবাগুলি সাধারণত সময়সীমা যত তীব্রভাবে সংক্ষিপ্ত করা হয়, তার উপর নির্ভর করে ২৫–১০০% অতিরিক্ত প্রিমিয়াম ধার্য করে। কিন্তু এই অতিরিক্ত প্রিমিয়ামটি কখন যুক্তিসঙ্গত?
নিম্নলিখিত ক্ষেত্রে ত্বরিত করা বিবেচনা করুন:
- উৎপাদন লাইনের বন্ধ থাকার খরচ জরুরি ফি-এর চেয়ে বেশি হয়
- কোনো পণ্য লঞ্চের সময়সীমা মিস করা আয়ের উপর প্রভাব ফেলে
- ডিজাইন যাচাইকরণের বিলম্ব একাধিক ডাউনস্ট্রিম কার্যক্রমকে অবরুদ্ধ করছে
অন্যদিকে, স্ট্যান্ডার্ড লিড টাইম—যা সাধারণত ১০-১৫ কর্মদিবস—প্রায়শই দোকানগুলিকে আপনার পার্টসগুলিকে অনুরূপ অন্যান্য কাজের সাথে ব্যাচ করে নেওয়ার সুযোগ দেয়, যা তাদের দক্ষতা এবং আপনার মূল্য নির্ধারণকে উন্নত করে।
প্রোটোটাইপিং বনাম উৎপাদনের অর্থনীতি
প্রোটোটাইপ থেকে উৎপাদনে রূপান্তর একটি কৌশলগত সিদ্ধান্ত গ্রহণের পয়েন্ট। উৎপাদন অর্থনীতি গবেষণা অনুযায়ী, ১০টি ইউনিটের জন্য পারফেক্ট কোনো পদ্ধতি ১০,০০০টি ইউনিটের ক্ষেত্রে আর্থিকভাবে বিপজ্জনক হয়ে উঠতে পারে।
প্রোটোটাইপিংয়ের জন্য, কাস্টম মেশিনিংয়ের ন্যূনতম টুলিং বিনিয়োগ এটিকে আদর্শ করে তোলে। আপনি একবার প্রোগ্রামিং এবং সেটআপের জন্য প্রদান করেন, আপনার ডিজাইনটি যাচাই করেন, এবং তারপর সিদ্ধান্ত নেন যে উৎপাদন পরিমাণের জন্য আপনি সিএনসি কাটিং চালিয়ে যাবেন না হয় উচ্চ পরিমাণের জন্য কাস্টিং বা মোল্ডিং-এ রূপান্তরিত হবেন।
আধুনিক অনলাইন কোটেশন সিস্টেমগুলি মূল্য নির্ধারণের স্বচ্ছতা পরিবর্তন করেছে। আপনার CAD ফাইলটি আপলোড করুন, উপাদান এবং সহনশীলতা নির্দিষ্ট করুন এবং একাধিক সরবরাহকারী থেকে তৎক্ষণাৎ বা একই দিনে কোট পান। এটি প্রতিযোগিতামূলক মূল্যের প্রতি প্রবেশাধিকারকে গণতান্ত্রিক করে—কিন্তু মনে রাখবেন, সর্বনিম্ন কোটটি সর্বদা সর্বোত্তম মূল্য বোঝায় না। গুণগত সিস্টেম, যোগাযোগের প্রতিক্রিয়াশীলতা এবং সময়মতো ডেলিভারির রেকর্ড প্রতি-অংশ মূল্য নির্ধারণের মতোই গুরুত্বপূর্ণ।
খরচ নির্ধারকগুলি বুঝতে পারলে আপনি সম্ভাব্য সরবরাহকারীদের সাথে উৎপাদনশীল আলোচনার জন্য প্রস্তুত হবেন। কিন্তু বিভিন্ন শিল্পের প্রয়োজনীয়তা অত্যন্ত ভিন্ন—যা গাড়ি শিল্পের জন্য কার্যকর হয়, তা এয়ারোস্পেস বা চিকিৎসা বিভাগের প্রযুক্তিগত মানদণ্ড পূরণ করতে পারে না।
অটোমোটিভ থেকে এয়ারোস্পেস পর্যন্ত শিল্প অ্যাপ্লিকেশন
খরচের উপাদানগুলি বোঝা আপনাকে কার্যকরভাবে বাজেট পরিকল্পনা করতে সাহায্য করে, কিন্তু এখানে অনেক সরবরাহকারী যা জোর দেন না: আপনি যে শিল্পখাতের সেবা করছেন, তা আপনার কাস্টম মেশিনিং প্রকল্পের প্রতিটি দিককে মৌলিকভাবে প্রভাবিত করে। নিয়ন্ত্রক অনুমোদন, উপকরণ সার্টিফিকেশন এবং ডকুমেন্টেশন প্রয়োজনীয়তা বিভিন্ন খাতের মধ্যে ব্যাপকভাবে পার্থক্যপূর্ণ—এবং এগুলি ভুল করলে অংশগুলি প্রত্যাখ্যাত হওয়া, ব্যয়বহুল পুনরায় কাজ করা বা তারও খারাপ পরিস্থিতি ঘটতে পারে।
চলুন দেখি কীভাবে গাড়ি, বিমান ও চিকিৎসা প্রয়োগগুলি প্রত্যেকেই নির্ভুল উৎপাদনের জন্য আলাদা আলাদা পদ্ধতির প্রয়োজন হয়।
গাড়ি শিল্পের নির্ভুল উপাদান
গাড়ি শিল্প অত্যন্ত সূক্ষ্ম মার্জিনে পরিচালিত হয় এবং উৎপাদন বিলম্বের জন্য শূন্য সহনশীলতা রাখে। যখন একটি একক সরবরাহকারীর সমস্যা প্রতি মিনিট $৫০,০০০+ এর ব্যয়ে সমগ্র অ্যাসেম্বলি লাইন বন্ধ করে দিতে পারে, তখন গুণগত সামঞ্জস্য অবশ্যই অপরিহার্য হয়ে ওঠে। এটিই ব্যাখ্যা করে যে কেন IATF ১৬৯৪৯ সার্টিফিকেশন গাড়ি শিল্পের সরবরাহকারীদের জন্য মূল প্রত্যাশা হয়ে উঠেছে।
আমেরিকান মাইক্রো ইন্ডাস্ট্রিজের সার্টিফিকেশন গাইড অনুযায়ী, IATF 16949 হল গাড়ি শিল্পের মান ব্যবস্থাপনার বৈশ্বিক মানদণ্ড, যা ISO 9001-এর নীতিসমূহকে চিরস্থায়ী উন্নতি, ত্রুটি প্রতিরোধ এবং কঠোর সরবরাহকারী তদারকির জন্য খাত-বিশেষ প্রয়োজনীয়তার সঙ্গে একত্রিত করে। যোগ্যতা অর্জনের জন্য উৎপাদকদের শক্তিশালী পণ্য ট্রেসেবিলিটি এবং প্রক্রিয়া নিয়ন্ত্রণ প্রদর্শন করতে হবে।
কাস্টম মেশিনিং প্রয়োজনীয় সাধারণ গাড়ি উপাদানগুলি হল:
- শ্যাসি অ্যাসেম্বলিজ – যানবাহনের সঠিক সাইন আলাইনমেন্ট এবং নিরাপত্তা পারফরম্যান্সের জন্য নির্ভুল মাত্রিক নিয়ন্ত্রণ প্রয়োজনীয় গঠনমূলক উপাদান
- ট্রান্সমিশন কম্পোনেন্টস – মসৃণ পাওয়ার ট্রান্সফার এবং টেকসই কর্মক্ষমতার জন্য কঠোর সহনশীলতা প্রয়োজনীয় গিয়ার, শ্যাফট এবং হাউজিং
- কাস্টম বুশিং – সাসপেনশন সিস্টেম এবং স্টিয়ারিং অ্যাসেম্বলিজের জন্য ক্ষয়-প্রতিরোধী ব্রোঞ্জ CNC মেশিন করা উপাদান
- ব্রেক সিস্টেমের অংশগুলি – মাত্রিক নির্ভুলতা যেখানে সরাসরি ব্রেকিং পারফরম্যান্সকে প্রভাবিত করে এমন নিরাপত্তা-সংক্রান্ত উপাদান
- ইঞ্জিন মাউন্টিং ব্র্যাকেট – কম্পন নিয়ন্ত্রণ ও পাওয়ারট্রেন সঠিকভাবে সামঞ্জস্য করার জন্য নির্ভুল ইন্টারফেস
গাড়ি উৎপাদনকে অন্যান্য শিল্প থেকে আলাদা করে তোলে কী? উচ্চ উৎপাদন পরিমাণের প্রত্যাশা এবং গুণগত মানদণ্ডের চাপ। আপনার বছরে ৫০,০০০টি অভিন্ন বুশিং প্রয়োজন হতে পারে, যার প্রতিটি অভিন্ন বিশেষকরণ পূরণ করবে। ব্র্যাকেট তৈরির জন্য শীট মেটাল পাঞ্চ অপারেশন এবং ধাতু পাঞ্চিং প্রক্রিয়াগুলি প্রায়শই যন্ত্রকর্মের সাথে সম্পূরক হিসেবে ব্যবহৃত হয়, অন্যদিকে অ্যালুমিনিয়াম স্পিনিং বৈদ্যুতিক সিস্টেমের জন্য হালকা ওজনের হাউজিং তৈরি করে।
এয়ারোস্পেস ও চিকিৎসা-মানের প্রয়োজনীয়তা
যখন কম্পোনেন্টগুলি ৩৫,০০০ ফুট উচ্চতায় উড়ে বা মানুষের শরীরের ভিতরে সংস্থাপিত হয়, তখন ঝুঁকি চরম পর্যায়ে পৌঁছায়। এয়ারোস্পেস সিএনসি মেশিনিং এবং চিকিৎসা মেশিনিং—উভয়েরই একটি গুরুত্বপূর্ণ বৈশিষ্ট্য রয়েছে: ব্যর্থতা কোনোভাবেই গ্রহণযোগ্য নয়।
বিমান প্রস্তুতকরণ
AS9100D সার্টিফিকেশন বিমান শিল্পের মানের মানদণ্ড হিসাবে কাজ করে, যা ISO 9001-এর উপর ভিত্তি করে বিমান শিল্প-বিশেষ প্রয়োজনীয়তা যুক্ত করে। স্নোলাইন ইঞ্জিনিয়ারিং-এর AS9100D বিশ্লেষণ অনুসারে, এই সার্টিফিকেশনটি ঝুঁকি ব্যবস্থাপনা, কঠোর নথিভুক্তিকরণ এবং জটিল সরবরাহ শৃঙ্খল জুড়ে পণ্যের অখণ্ডতা নিয়ন্ত্রণের উপর জোর দেয়।
AS9100D ফ্রেমওয়ার্কটি নেতৃত্বের প্রয়োজনীয়তা থেকে শুরু করে ধারাবাহিক উন্নয়ন প্রোটোকল পর্যন্ত দশটি আলাদা বিভাগ কভার করে। এই সার্টিফিকেশন অর্জন ও বজায় রাখা দেখায় যে কোনও সুবিধা শুধুমাত্র নিরীক্ষণের সময় নয়, বরং প্রতিটি উৎপাদন চক্রের মাধ্যমেই চাপসৃষ্টিকারী প্রত্যাশা পূরণের জন্য প্রয়োজনীয় শৃঙ্খলা ও ক্ষমতা অর্জন করেছে।
সাধারণত বিমান শিল্পের উপাদানগুলি হল:
- কাঠামোগত বিমানকেলাস উপাদান – সম্পূর্ণ উপাদান ট্রেসেবিলিটি প্রয়োজনীয় অ্যালুমিনিয়াম ও টাইটানিয়াম অংশগুলি
- ল্যান্ডিং গিয়ার অ্যাসেম্বলি – নথিভুক্ত তাপ চিকিৎসা সার্টিফিকেশনসহ উচ্চ-শক্তির ইস্পাত উপাদান
- টারবাইন ইঞ্জিনের অংশ – অত্যন্ত কঠোর সহনশীলতার মধ্যে যান্ত্রিক প্রক্রিয়াজাত বিচিত্র মিশ্র ধাতুর উপাদান
- ফ্লাইট নিয়ন্ত্রণ ব্যবস্থা – বিমানের হ্যান্ডলিং-এ মাত্রাগত নির্ভুলতা যেখানে প্রেসিশন লিঙ্কেজগুলির উপর নির্ভর করে
NADCAP অ্যাক্রেডিটেশন বিশেষ প্রক্রিয়াগুলির জন্য আরও একটি স্তর যোগ করে। সার্টিফিকেশন বিশেষজ্ঞদের মতে, এই প্রোগ্রামটি হিট ট্রিটিং, রাসায়নিক প্রক্রিয়াকরণ এবং অ-বিধ্বংসী পরীক্ষা—এই সমস্ত গুরুত্বপূর্ণ প্রক্রিয়াগুলির অ্যাক্রেডিটেশনের উপর ফোকাস করে, যা প্রমাণিত করে যে উৎপাদনকারীরা সর্বোচ্চ মানের সাথে বিশেষায়িত অপারেশনগুলি ধারাবাহিকভাবে সম্পাদন করতে পারে।
ঔষুধ যন্ত্র নির্মাণ
চিকিৎসা মেশিনিং-এ জৈব-সামঞ্জস্যতা (বায়োকম্প্যাটিবিলিটি) সংক্রান্ত প্রয়োজনীয়তা রয়েছে যা অন্যান্য শিল্পে বিদ্যমান নেই। যখন কোনো উপাদান মানব টিস্যুর সংস্পর্শে আসবে—অথবা স্থায়ীভাবে প্রতিস্থাপিত হবে—তখন উপাদান নির্বাচন এবং পৃষ্ঠের ফিনিশ জীবন ও মৃত্যুর মধ্যে পার্থক্য নির্ধারণ করে।
ISO 13485 চিকিৎসা যন্ত্রের উৎপাদনের জন্য গুণগত কাঠামো প্রতিষ্ঠা করে। শিল্প সার্টিফিকেশন বিশেষজ্ঞদের মতে, এই সার্টিফিকেশন অর্জনকারী সুবিধাগুলির বিস্তারিত ডকুমেন্টেশন পদ্ধতি, গভীর গুণগত পরীক্ষা এবং অভিযোগ ও প্রত্যাহার পরিচালনার কার্যকর ব্যবস্থা বাস্তবায়ন করতে হবে। প্রতিটি চিকিৎসা যন্ত্রের অংশ নিরাপদ, বিশ্বস্ত এবং সম্পূর্ণ ট্রেসযোগ্য হতে হবে।
FDA-এর 21 CFR পার্ট 820 কোয়ালিটি সিস্টেম রেগুলেশন মার্কিন যুক্তরাষ্ট্র-বিশিষ্ট প্রয়োজনীয়তা যোগ করে। অনুযায়ী চিকিৎসা যন্ত্র উন্নয়ন গবেষণা ডিজাইন কন্ট্রোল প্রক্রিয়াগুলিতে সম্ভাব্য ডিজাইন ত্রুটিগুলির চিহ্নিতকরণ, একাধিক ডিজাইন ধারণা তৈরি করা এবং পুনরাবৃত্ত ডিজাইন পর্যালোচনার মাধ্যমে ডিজাইনের কার্যকারিতা যাচাই ও প্রমাণীকরণ করা আবশ্যিক।
চিকিৎসা যন্ত্র নির্মাণের সাধারণ প্রয়োগগুলি হল:
- সার্জিক্যাল যন্ত্রপাতি – অসাধারণ পৃষ্ঠের ফিনিশ এবং ধার ধরে রাখার জন্য স্টেইনলেস স্টিল ও টাইটানিয়াম তৈরি করা যন্ত্রপাতি
- রোপণযোগ্য যন্ত্র – টাইটানিয়াম, PEEK এবং কোবাল্ট-ক্রোম মিশ্র ধাতু সহ জৈবসামঞ্জস্যপূর্ণ উপকরণ থেকে নির্মিত উপাদান
- রোগ নির্ণয় সরঞ্জামের আবরণ – সংবেদনশীল ইলেকট্রনিক সিস্টেমের জন্য নির্ভুল আবদ্ধকরণ
- অর্থোপেডিক ইমপ্লান্ট – রোগী-বিশেষ উপাদান যার কাস্টম জ্যামিতি এবং নথিভুক্ত উপাদান প্রমাণীকরণ প্রয়োজন
মেশিন ব্রোঞ্জ উপাদানগুলি চিকিৎসা সরঞ্জামেও ব্যবহৃত হয়, যেখানে ঘর্ষণ প্রতিরোধ এবং অণুজীব-বিরোধী বৈশিষ্ট্যগুলি কার্যকরী সুবিধা প্রদান করে।
প্রমাণপত্রের গুরুত্ব কাগজপত্রের বাইরে
কল্পনা করুন, আপনি দুটি দোকান থেকে দামের প্রস্তাব পেয়েছেন—একটি প্রমাণিত, অন্যটি অপ্রমাণিত; অপ্রমাণিত দোকানটি ২০% সস্তা। আকর্ষক? বিবেচনা করুন যে প্রমাণপত্রগুলি আসলে কী নির্দেশ করে: উৎপাদনের পরে ত্রুটি শনাক্ত করার চেয়ে বরং ত্রুটি প্রতিরোধের জন্য পদ্ধতিগত পদক্ষেপ।
সার্টিফায়েড প্রক্রিয়াগুলির অর্থ হল নথিভুক্ত পদ্ধতি, ক্যালিব্রেটেড সরঞ্জাম, প্রশিক্ষিত কর্মীবৃন্দ এবং মূল কারণগুলির সমাধানের জন্য সংশোধনমূলক ব্যবস্থা। যখন আপনার এয়ারোস্পেস গঠনমূলক উপাদানের জন্য মিল সার্টিফিকেশন থেকে চূড়ান্ত পরীক্ষার মধ্যে সম্পূর্ণ উপাদান ট্রেসেবিলিটি প্রয়োজন হয়, অথবা যখন আপনার চিকিৎসা যন্ত্রের জন্য এফডিএ-এর জন্য জমা দেওয়ার পূর্বে সম্পূর্ণ উৎপাদন ইতিহাস প্রয়োজন হয়, তখন অ-অনুপালনকারী যন্ত্রাংশের খরচের বিপরীতে সেই ২০% সঞ্চয় বিলুপ্ত হয়ে যায়।
এই শিল্প-বিশেষ প্রয়োজনীয়তাগুলি বোঝা আপনাকে সম্ভাব্য সরবরাহকারীদের মূল্যায়ন করতে সাহায্য করে যে তারা আপনার প্রয়োজনগুলি পূরণ করতে পারবে—শুধুমাত্র প্রতিশ্রুতি দেওয়ার পরিবর্তে। কিন্তু আপনার প্রাথমিক ডিজাইন থেকে চূড়ান্ত উপাদান পর্যন্ত প্রকৃত উৎপাদন প্রক্রিয়াটি কীভাবে প্রবাহিত হয়?

সম্পূর্ণ কাস্টম মেশিনিং প্রক্রিয়া প্রবাহ
আপনি উপকরণ, সহনশীলতা এবং শিল্প প্রয়োজনীয়তা সম্পর্কে শিখেছেন। কিন্তু আপনি যখন আপনার ডিজাইন ফাইলগুলি জমা দেন, তখন আসলে কী ঘটে? এই পর্যায়ে অনেক শপ বিষয়টি অস্পষ্ট রাখে—এবং এখানেই CAD ফাইল থেকে চূড়ান্ত উপাদান পর্যন্ত সম্পূর্ণ যাত্রা বোঝা আপনাকে বাস্তবসম্মত প্রত্যাশা নির্ধারণ করতে এবং ব্যয়বহুল অপ্রত্যাশিত ঘটনা এড়াতে সাহায্য করে।
সিএনসি মেশিন করা অংশগুলির উৎপাদন প্রক্রিয়া পরস্পর-নির্ভরশীল পর্যায়গুলির একটি গঠিত ক্রম অনুসরণ করে। প্রতিটি ধাপ পূর্ববর্তী ধাপের উপর ভিত্তি করে গড়ে ওঠে, এবং কোনও পর্যায় এড়িয়ে যাওয়া বা তাড়াহুড়ো করা পরবর্তী পর্যায়ে গুণগত সমস্যার ঝুঁকি বাড়ায়। চলুন, আমরা পটভূমিতে যা ঘটে তা ধাপে ধাপে দেখি।
সিএডি ফাইল থেকে সম্পূর্ণ উপাদান
অনুযায়ী মেশিনিং প্রক্রিয়ার বিশেষজ্ঞরা , সঠিক পরিমাপের সাথে একটি নিখুঁত অংশ তৈরি করতে চিন্তাশীল পরিকল্পনা, দক্ষ প্রকৌশল এবং নিষ্ঠাবান দক্ষতা প্রয়োজন। এখানে আপনার প্রকল্পটি যে সম্পূর্ণ কাজের প্রবাহ অনুসরণ করে:
- ডিজাইন জমা দেওয়া এবং প্রাথমিক পর্যালোচনা – আপনার যাত্রা শুরু হয় যখন আপনি CAD ফাইল (সাধারণত STEP, IGES অথবা নেটিভ ফরম্যাট) এবং গুরুত্বপূর্ণ মাপ, সহনশীলতা এবং পৃষ্ঠের শেষ প্রয়োজনীয়তা নির্দেশক প্রযুক্তিগত অঙ্কন আপলোড করেন। প্রকৌশলীরা আপনার ফাইলগুলি সম্পূর্ণতা পরীক্ষা করেন এবং নিশ্চিত করেন যে সমস্ত প্রয়োজনীয় বিবরণ নথিভুক্ত করা হয়েছে।
- উৎপাদনের জন্য ডিজাইন (ডিএফএম) বিশ্লেষণ – এখানেই অভিজ্ঞ ওয়ার্কশপগুলি প্রকৃত মূল্য যোগ করে। প্রকৌশলীরা আপনার ডিজাইনটি উৎপাদনের সীমাবদ্ধতার বিরুদ্ধে মূল্যায়ন করেন, যেসব বৈশিষ্ট্য মেশিন করা অসম্ভব হতে পারে, অপ্রয়োজনীয়ভাবে ব্যয়বহুল হতে পারে অথবা গুণগত সমস্যার ঝুঁকি থাকতে পারে—এগুলি চিহ্নিত করেন। আপনি সম্ভাব্য উন্নতির পরামর্শ পাবেন—যেমন, মেশিনিং সময় কমানোর জন্য কোণার ব্যাসার্ধ বৃদ্ধি করার পরামর্শ দেওয়া হতে পারে অথবা কার্যকারিতা হ্রাস না করে দ্রুত মেশিন করা যায় এমন একটি বিকল্প উপাদান ব্যবহারের সুপারিশ করা হতে পারে।
- দাম নির্ধারণ এবং অর্ডার নিশ্চিতকরণ – DFM পর্যালোচনার ভিত্তিতে, আপনি উপকরণ, প্রাথমিক মেশিনিং অপারেশন, গৌণ প্রক্রিয়া এবং যেকোনো বিশেষ প্রয়োজনীয়তা কভার করে এমন বিস্তারিত মূল্য পাবেন। একবার অনুমোদিত হলে, আপনার অর্ডারটি উৎপাদন সারির মধ্যে প্রবেশ করে।
- উপকরণ সংগ্রহ এবং প্রস্তুতি – আপনার অ্যাপ্লিকেশনের জন্য উপযুক্ত সার্টিফিকেশনসহ কাঁচামাল সংগ্রহ করা হয়। উৎপাদন বিশেষজ্ঞদের মতে, বড় পাত, বার বা বিলেটগুলিকে যন্ত্রকরণের জন্য পরিচালনাযোগ্য মাত্রায় হ্রাস করা হয়। এই প্রস্তুতি পর্বটি নিশ্চিত করে যে আপনার পার্টগুলি সঠিকভাবে আকার নির্ধারিত ব্ল্যাঙ্ক দিয়ে শুরু হয়— যা অত্যন্ত গুরুত্বপূর্ণ, কারণ ভালোভাবে প্রস্তুত না করা কাঁচামাল উৎপাদন প্রক্রিয়ার সমগ্র পর্বে ত্রুটির সৃষ্টি করে।
- CAM প্রোগ্রামিং – CAM সফটওয়্যার আপনার CAD মডেলকে নির্ভুল যন্ত্র নির্দেশে রূপান্তরিত করে। প্রোগ্রামাররা কাটিং টুলগুলির অবশ্যই যে সঠিক গতিপথ অনুসরণ করবে তা নির্ধারণ করেন, যাতে দক্ষতা অপ্টিমাইজ করা যায় এবং একইসাথে নির্ভুলতা বজায় থাকে। এটিকে একটি জটিল নৃত্যের কোরিওগ্রাফি হিসেবে ভাবুন, যেখানে প্রতিটি গতি সাবধানতার সাথে পরিকল্পনা করা আবশ্যিক।
- প্রাথমিক যন্ত্রকরণ অপারেশন – এখানেই আপনার কম্পোনেন্টটি ভৌত আকার ধারণ করে। আপনার পার্টের জ্যামিতির উপর নির্ভর করে, অপারেশনগুলির মধ্যে জটিল ৩ডি বৈশিষ্ট্যগুলির জন্য সিএনসি মিলিং, চৌম্বক উপাদানগুলির জন্য টার্নিং বা নির্ভুল গর্তের জন্য ড্রিলিং অন্তর্ভুক্ত থাকতে পারে। আধুনিক বহু-অক্ষ মেশিনগুলি একক সেটআপে জটিল পার্টগুলি সম্পূর্ণ করতে পারে, যার ফলে হ্যান্ডলিং কমে যায় এবং কঠোর টলারেন্স বজায় থাকে।
- মাধ্যমিক কার্যাবলী এবং সমাপন – প্রাথমিক মেশিনিংয়ের পর, পার্টগুলিকে প্রায়শই অতিরিক্ত প্রক্রিয়াকরণের প্রয়োজন হয়। ডিবারিং কাটিং টুলগুলি দ্বারা তৈরি ধারালো প্রান্তগুলি অপসারণ করে। অ্যানোডাইজিং, প্লেটিং বা পেইন্টিং এর মতো পৃষ্ঠ চিকিত্সা ক্ষয়রোধী সুরক্ষা এবং দৃশ্যগত উন্নতি প্রদান করে। নির্দিষ্ট কঠোরতা অর্জনের জন্য তাপ চিকিত্সা প্রয়োগ করা হতে পারে।
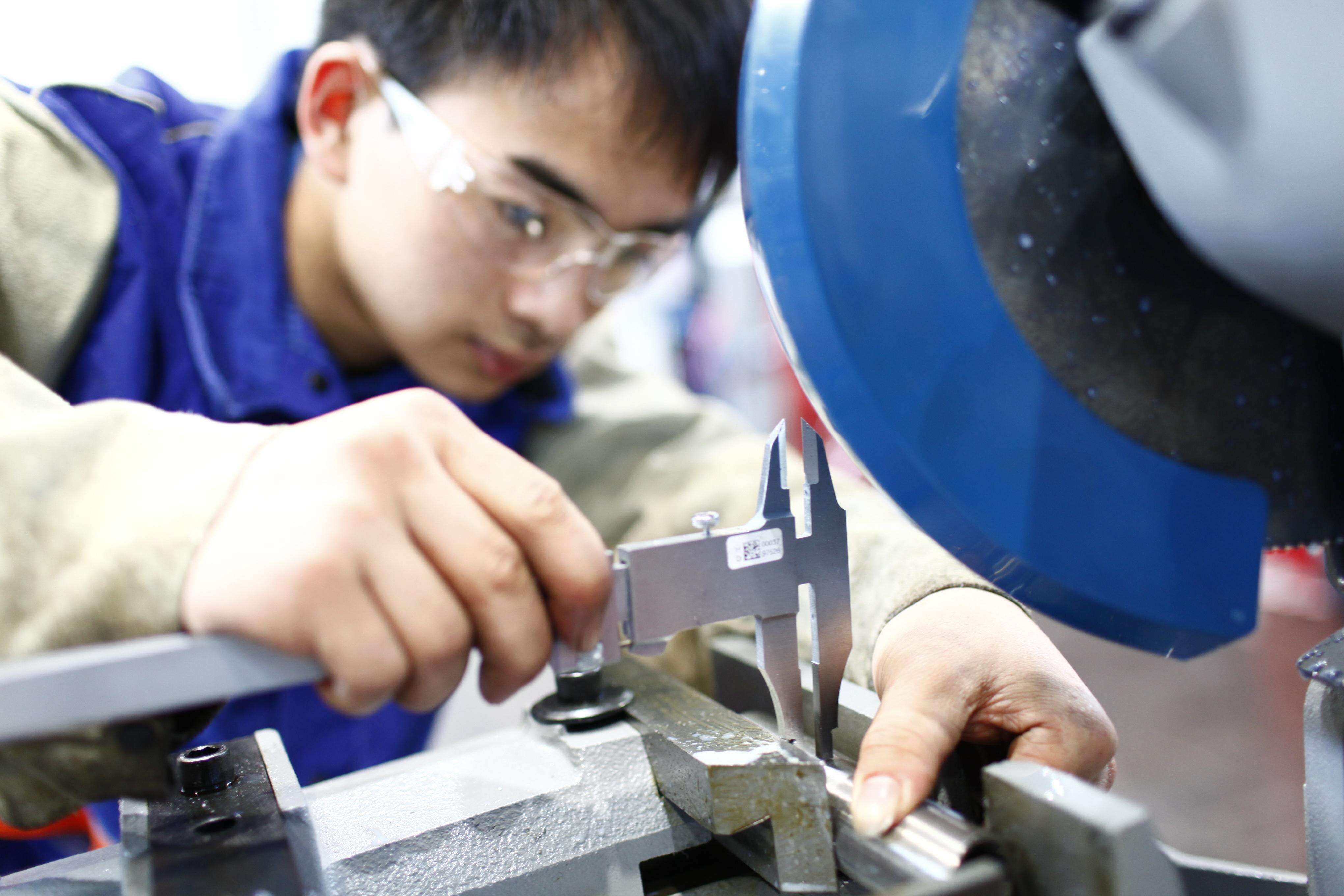
- চূড়ান্ত পরিদর্শন এবং নথিভুক্তিকরণ – পাঠানোর আগে, মাত্রিক যাচাইকরণ নিশ্চিত করে যে সমস্ত স্পেসিফিকেশন পূরণ করা হয়েছে। ক্যালিপার, মাইক্রোমিটার বা সমন্বয় পরিমাপ মেশিন (সিএমএম) ব্যবহার করে যাচাই করা হয় যে পার্টগুলি নির্দিষ্ট টলারেন্সের মধ্যে রয়েছে কিনা। মান নিয়ন্ত্রণ নিশ্চিত করে যে প্রতিটি কম্পোনেন্ট নির্ভুলতার প্রতিশ্রুতি পূরণ করে।
- প্যাকেজিং এবং ডেলিভারি – অনুমোদিত যন্ত্রাংশগুলি পরিবহনকালীন ক্ষতি রোধের জন্য সাবধানতার সাথে প্যাকেজ করা হয় এবং আপনার নির্দিষ্ট সময়সূচী অনুযায়ী পাঠানো হয়।
উৎপাদন প্রক্রিয়ার মধ্যে মান পরীক্ষার পয়েন্টগুলি
পেশাদার অপারেশন এবং যেসব দোকান শুধুমাত্র যন্ত্রাংশ তৈরি করে—এই দুটির মধ্যে যা পার্থক্য করে, তা হলো: গুণগত মান কেবল চূড়ান্ত পরীক্ষা নয়—এটি প্রতিটি পর্যায়ে গভীরভাবে প্রোথিত। উৎপাদনের সামঞ্জস্যতা পর্যবেক্ষণে পরিসংখ্যানিক প্রক্রিয়া নিয়ন্ত্রণ (SPC) কেন্দ্রীয় ভূমিকা পালন করে, যাতে ত্রুটিপূর্ণ যন্ত্রাংশ উৎপাদনের আগেই বিচ্যুতি শনাক্ত করা যায়।
যন্ত্রকর্মের সময়, অপারেটররা ধারক যন্ত্রের ক্ষয়, শীতলকারী তরলের প্রবাহ এবং মাত্রাগত নির্ভুলতা ক্রমাগত পর্যবেক্ষণ করেন। উৎপাদন প্রক্রিয়া গবেষণা অনুসারে, স্বয়ংক্রিয়করণ গুরুত্বপূর্ণ, কিন্তু অপ্রত্যাশিত চ্যালেঞ্জগুলির সাথে সামঞ্জস্য সাধনে মানুষের বিশেষজ্ঞতা এখনও অপরিহার্য। একজন দক্ষ মেশিনিস্ট যন্ত্রটি যখন ক্ষয়ের সীমার কাছাকাছি পৌঁছাচ্ছে তা চিহ্নিত করতে পারেন, যাতে যন্ত্রাংশের গুণগত মান ক্ষতিগ্রস্ত না হয়।
নিয়ন্ত্রণ চার্টগুলি বাস্তব সময়ে গুরুত্বপূর্ণ মাত্রাগুলি ট্র্যাক করে। যখন পরিমাপগুলি নিয়ন্ত্রণ সীমার দিকে ঝুঁকে পড়ে—যদিও এখনও নির্দিষ্ট সীমার মধ্যে থাকে—অপারেটররা সংশোধনমূলক ব্যবস্থা গ্রহণ করেন। এই পূর্বাভাসী পদ্ধতিটি উৎপাদনের পরে ত্রুটিগুলি শনাক্ত করার পরিবর্তে ত্রুটিগুলি প্রতিরোধ করে।
অ্যাক্রিলিক সিএনসি মেশিনিং এবং অন্যান্য বিশেষ উপকরণের ক্ষেত্রে অতিরিক্ত বিবেচনা প্রয়োজন। থার্মোপ্লাস্টিকগুলির জন্য গলন বা পৃষ্ঠের ক্ষতি রোধের জন্য কাটিং গতি এবং কুল্যান্ট প্রয়োগের প্রতি সতর্ক দৃষ্টি রাখা আবশ্যিক। একটি বিশ্বস্ত সিএনসি অ্যাক্রিলিক সেবা এই তাপ-সংবেদনশীল উপকরণগুলির জন্য নির্দিষ্ট প্রোটোকল বজায় রাখে।
উপকরণের ট্রেসেবিলিটি সমগ্র প্রক্রিয়াজুড়ে চলে। মিল সার্টিফিকেশন থেকে চূড়ান্ত পরীক্ষা প্রতিবেদন পর্যন্ত, ডকুমেন্টেশনটি আপনার সম্পূর্ণ তৈরি করা অংশগুলিকে তাদের কাঁচামালের উৎসের সাথে একটি বিচ্ছিন্নহীন শৃঙ্খলে যুক্ত করে—যা এয়ারোস্পেস, চিকিৎসা এবং স্বয়ংচালিত শিল্পের মতো ক্ষেত্রগুলিতে যেখানে সম্পূর্ণ ট্রেসেবিলিটি বাধ্যতামূলক, তার জন্য অপরিহার্য।
দ্রুত প্রোটোটাইপিং এবং উৎপাদন স্কেলিং
আধুনিক সুবিধাগুলি গুণগত মানদণ্ড বজায় রেখে কীভাবে মাত্র এক কর্মদিবসের মতো দ্রুত লিড টাইমে প্রোটোটাইপ সরবরাহ করে? এর উত্তর হল স্ট্রিমলাইনড ওয়ার্কফ্লো এবং নিবেদিত দ্রুত প্রতিক্রিয়া ক্ষমতায়।
দ্রুত প্রোটোটাইপিং বিশেষজ্ঞদের মতে, ঐতিহ্যগত প্রোটোটাইপিং পদ্ধতিগুলি প্রায়শই সপ্তাহ বা এমনকি মাসের পর মাস লিড টাইম প্রয়োজন করে। দ্রুত প্রোটোটাইপিং প্রযুক্তির মাধ্যমে অংশগুলি ঘণ্টার মধ্যে বা কয়েক দিনের মধ্যে উৎপাদন করা যায়—এটি একটি উল্লেখযোগ্য উন্নতি যা পণ্য উন্নয়ন চক্রগুলিকে ত্বরান্বিত করে।
নাইলন, ডেলরিন এবং অন্যান্য প্রকৌশল প্লাস্টিক মেশিনিংয়ের জন্য দ্রুত টার্নঅ্যারাউন্ড বিশেষভাবে অর্জনযোগ্য, কারণ এই উপকরণগুলি স্ট্যান্ডার্ড টুলিং ব্যবহার করে দ্রুত মেশিন করা যায়। ধাতুর প্রোটোটাইপগুলির জন্য জটিলতার উপর নির্ভর করে সামান্য দীর্ঘতর সময়সীমা প্রয়োজন হতে পারে, কিন্তু অভিজ্ঞ সুবিধাগুলি আপনার সময়সূচীর প্রয়োজন অনুযায়ী এখনও অত্যন্ত দ্রুত ফলাফল সরবরাহ করতে পারে।
প্রোটোটাইপ থেকে উৎপাদনে স্কেলিংয়ের মধ্যেই আসল জাদু ঘটে। যেমন— শাওয়াই মেটাল টেকনোলজি এই রূপান্তরটি কীভাবে সহজে সম্পন্ন হয় তা দেখান। IATF 16949 সার্টিফিকেশন এবং কঠোর পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ (SPC) প্রোটোকলের মাধ্যমে তারা পাঁচটি প্রোটোটাইপ ইউনিট বা পাঁচ হাজারটি উৎপাদন উপাদান—যেকোনো পরিমাণে—উৎপাদন করার সময় সামঞ্জস্যপূর্ণ গুণগত মান বজায় রাখে। জরুরি প্রোটোটাইপের জন্য মাত্র এক কর্মদিবসের মতো দ্রুত লিড টাইম অর্জনের ক্ষমতা সত্ত্বেও তারা জটিল চ্যাসিস অ্যাসেম্বলি বা কাস্টম মেটাল বুশিং-এর মতো উচ্চ-নির্ভুলতার প্রয়োজনীয় অংশগুলির গুণগত মানের কোনো হ্রাস ঘটায় না।
এই স্কেলেবিলিটির পেছনে কী কারণ রয়েছে? একাধিক কারণ একত্রিত হয়েছে:
- মানকীকৃত প্রক্রিয়া যা যেকোনো পরিমাণে একইভাবে কাজ করে
- নমনীয় সরঞ্জাম ক্ষমতা যা পরিবর্তনশীল চাহিদার প্রতি দ্রুত প্রতিক্রিয়া জানাতে সক্ষম
- নথিভুক্ত পদ্ধতি আপনার যেকোনো অংশ কোন অপারেটর বা মেশিন দ্বারা উৎপাদিত হোক না কেন, তার সামঞ্জস্য নিশ্চিত করা
- গুণমানমূলক সিস্টেম যা উৎপাদন পরিমাণের সাথে সমানুপাতিকভাবে বৃদ্ধি পায়
এই সম্পূর্ণ প্রক্রিয়া প্রবাহ—আপনার প্রাথমিক ফাইল জমা দেওয়া থেকে প্যাকেজড ডেলিভারি পর্যন্ত—বোঝার মাধ্যমে আপনি সম্ভাব্য উৎপাদন অংশীদারদের মূল্যায়ন করার সময় সঠিক প্রশ্নগুলি করার অবস্থানে আসেন। যা আমাদেরকে একটি গুরুত্বপূর্ণ সিদ্ধান্তের কাছে নিয়ে যায়: আপনার নির্দিষ্ট প্রয়োজনীয়তা অনুযায়ী সঠিক উৎপাদন কারখানা কীভাবে বাছাই করবেন?
সঠিক কাস্টম মেশিনিং অংশীদার কীভাবে বাছাই করবেন
আপনি সম্পূর্ণ যাত্রা সফলভাবে সম্পন্ন করেছেন—সিএনসি প্রক্রিয়া ও উপকরণ বোঝা থেকে শুরু করে সহনশীলতা (টলারেন্স) প্রয়োজনীয়তা এবং শিল্প-বিশেষ মানদণ্ড বোঝার পর্যন্ত। এখন আসছে সেই সিদ্ধান্ত যা নির্ধারণ করবে যে আপনার প্রকল্পটি সফল হবে না হবে, না হলে এটি একটি ব্যয়বহুল শিক্ষা হয়ে যাবে: সঠিক উৎপাদন অংশীদার নির্বাচন। "cnc machining near me" বা "cnc shop near me" খুঁজে পাওয়া যায় ডজন খানেক বিকল্প, কিন্তু আপনি কীভাবে সত্যিকারের দক্ষ সুবিধা এবং যারা শুধুমাত্র আপনার শোনার ইচ্ছু রাখেন তাদের মধ্যে পার্থক্য করবেন?
3ERP-এর সরবরাহকারী নির্বাচন গাইড অনুযায়ী, সিএনসি মেশিনিং পরিষেবা নির্বাচন করতে গেলে শুধুমাত্র দাম তুলনা করা যথেষ্ট নয়। এটি অভিজ্ঞতা, সরঞ্জাম, উপকরণের উপলব্ধতা, সার্টিফিকেশন, লিড টাইম এবং যোগাযোগের কার্যকারিতা—এই সমস্ত দিক বিস্তারিতভাবে মূল্যায়ন করার প্রয়োজন হয়। আসুন ঠিক কী খুঁজতে হবে এবং কোন বিষয়গুলো আপনাকে বিপরীত দিকে দৌড়াতে বাধ্য করবে, তা বিস্তারিতভাবে বিশ্লেষণ করি।
মূল্যায়ন করার জন্য অপরিহার্য ক্ষমতা
সম্ভাব্য অংশীদারদের যাচাই করার সময়—চাই তা "আমার কাছাকাছি cnc পরিষেবা" খুঁজছেন হোক অথবা বিদেশি সরবরাহকারীদের মূল্যায়ন করছেন—তাদের প্রকৃত ক্ষমতা মূল্যায়নের জন্য এই ব্যাপক চেকলিস্টটি ব্যবহার করুন:
- প্রাসঙ্গিক শিল্প সার্টিফিকেশন – ISO 9001 মানের ব্যবস্থাপনা পদ্ধতির জন্য একটি ভিত্তি হিসেবে কাজ করে। গাড়ি উৎপাদন সংক্রান্ত প্রয়োগের ক্ষেত্রে IATF 16949 সার্টিফিকেশন অপরিহার্য—এটি ত্রুটি প্রতিরোধ ও চলমান উন্নতির পদ্ধতিগত পদ্ধতির প্রমাণ দেয়। বিমান ও মহাকাশ প্রকল্পগুলির জন্য AS9100D সার্টিফিকেশন প্রয়োজন। সার্টিফিকেশন বিশেষজ্ঞদের মতে, এগুলি কেবল আকর্ষক ব্যাজ নয়—এগুলি আপনার নিশ্চয়তা যে সংস্থাটি তার দক্ষতা প্রমাণ করার জন্য কঠোর নিরীক্ষণের মধ্য দিয়ে গেছে।
- সরঞ্জামের ক্ষমতা এবং পরিসর – বিভিন্ন ধরনের উচ্চ-প্রযুক্তিসম্পন্ন যন্ত্রপাতি সমৃদ্ধ একটি সেবা বিভিন্ন ধরনের প্রকল্প পরিচালনা করতে সক্ষম। বিশেষভাবে 3-অক্ষ, 4-অক্ষ এবং 5-অক্ষ CNC মেশিনিং সেন্টার সম্পর্কে জিজ্ঞাসা করুন। তারা কি মিলিং এবং টার্নিং উভয় অপারেশনই সম্পাদন করতে পারে? কঠিন উপকরণের জন্য তাদের EDM ক্ষমতা আছে কি? যন্ত্রপাতির বৈচিত্র্য এবং গুণগত মান আপনার প্রকল্পের সফলতা বা ব্যর্থতা নির্ধারণ করতে পারে।
- গুণবত্তা নিয়ন্ত্রণ পদ্ধতি – শুধুমাত্র সার্টিফিকেশনগুলির বাইরে চেয়ে দেখুন, যাতে তাদের প্রকৃত পরীক্ষা প্রক্রিয়াগুলি বোঝা যায়। উৎপাদনের সামঞ্জস্যতা নিয়ন্ত্রণের জন্য তারা পরিসংখ্যানিক প্রক্রিয়া নিয়ন্ত্রণ (SPC) পদ্ধতি ব্যবহার করে কিনা? তারা কোন পরিমাপ সরঞ্জাম ব্যবহার করে—ক্যালিপার, CMM (সমন্বিত মাপন মেশিন), না অপটিক্যাল কম্প্যারেটর? শক্তিশালী মান নিয়ন্ত্রণ বলতে উৎপাদনের সময় নিয়মিত পরীক্ষা-নিরীক্ষা বোঝায়, শুধুমাত্র পাঠানোর আগে চূড়ান্ত পরীক্ষা নয়।
- উপাদান সংগ্রহ ও বিশেষজ্ঞতা – আমার নিকটবর্তী সমস্ত মেশিনিং শপই আপনার প্রয়োজনীয় সঠিক উপাদান সরবরাহ করতে পারবে না। জিজ্ঞাসা করুন যে, তারা আপনার নির্দিষ্ট অ্যালয় বা ইঞ্জিনিয়ারিং প্লাস্টিকগুলি সহজেই সংগ্রহ করতে পারে কিনা। উপাদান ক্রয়ে বিলম্ব হলে ডেলিভারি সময় বাড়বে এবং খরচ উল্লেখযোগ্যভাবে বৃদ্ধি পাবে।
- নেতৃত্ব সময় নির্ভরযোগ্যতা – সাধারণ ডেলিভারি সময় বোঝা অত্যন্ত গুরুত্বপূর্ণ। শিল্প গবেষণা অনুযায়ী, ডেলিভারি সময় বৃদ্ধি পেলে প্রকল্পগুলি বাধাগ্রস্ত হয় এবং আর্থিক ক্ষতি হয়। জরুরি প্রয়োজনে ত্বরিত ডেলিভারির বিকল্পগুলি সম্পর্কে জিজ্ঞাসা করুন—এবং তাদের সময়মতো ডেলিভারির রেকর্ড যাচাই করার জন্য রেফারেন্স চান।
- যোগাযোগের সাড়া – কার্যকরী যোগাযোগ প্রক্রিয়া বলতে বোঝায় যে সরবরাহকারী আপনার প্রশ্নগুলির দ্রুত সমাধান করতে পারবে, অগ্রগতি সম্পর্কে আপনাকে নিয়মিত আপডেট দিতে পারবে এবং যেকোনো সমস্যা দ্রুত সমাধান করতে পারবে। স্বচ্ছ যোগাযোগ চ্যানেল এবং নিয়মিত অগ্রগতি আপডেট প্রদানকারী সেবাগুলির দিকে লক্ষ্য রাখুন।
- স্কেলযোগ্যতা – তারা কি আপনার বর্তমান প্রোটোটাইপ প্রয়োজনীয়তা পূরণ করতে পারে এবং পরে উৎপাদন পরিমাণে বৃদ্ধি করতে পারে? যে অংশীদার বৃদ্ধি পাওয়া চাহিদা অনুযায়ী নিজেকে সামঞ্জস্য করতে পারে, তিনি আপনার ভবিষ্যতের বৃদ্ধিকে ক্ষমতা সীমাবদ্ধতার কারণে বাধাগ্রস্ত করবেন না।
- তecnical বিশেষজ্ঞতা – অনুযায়ী সরবরাহকারী মূল্যায়ন বিশেষজ্ঞ , প্রযুক্তিগত দক্ষতা শুধুমাত্র মেশিন পরিচালনার বাইরেও বিস্তৃত। তাদের জটিল ডিজাইন বোঝার ক্ষমতা, CAD/CAM সফটওয়্যার ব্যবহারের দক্ষতা এবং গুণগত DFM প্রতিক্রিয়া প্রদানের ক্ষমতা মূল্যায়ন করুন।
উদাহরণস্বরূপ, সুবিধা যেমন শাওয়াই মেটাল টেকনোলজি অনুশীলনে ব্যাপক ক্ষমতার কী রূপ তা দেখান। তাদের IATF 16949 সার্টিফিকেশন, কঠোর SPC মান নিয়ন্ত্রণ এবং মাত্র এক কর্মদিবসের মধ্যে ডেলিভারি দেওয়ার সক্ষমতা—এই সমস্ত বৈশিষ্ট্য তাদের গাড়ি উৎপাদনের জন্য যান্ত্রিক প্রক্রিয়াকরণ প্রকল্পে (জটিল চ্যাসিস অ্যাসেম্বলি থেকে শুরু করে নির্ভুল ধাতব বুশিং পর্যন্ত) একটি শক্তিশালী প্রতিযোগী করে তোলে। এই সার্টিফিকেশন, মান ব্যবস্থা এবং দ্রুত প্রতিক্রিয়াশীল ডেলিভারির সমন্বয় হল সেই মান যা আপনি গুরুত্বপূর্ণ উৎপাদন অংশীদারদের কাছ থেকে আশা করতে পারেন।
সরবরাহকারীদের মূল্যায়ন করার সময় লাল পতাকা
কী খুঁজতে হবে তা জানা হল যুদ্ধের মাত্র অর্ধেক। আপনার মূল্যায়নের সময় সতর্কতার সংকেতগুলি চিহ্নিত করতে পারা ভবিষ্যতে ব্যয়বহুল ভুল থেকে আপনাকে বাঁচাতে পারে। আপনার নিকটস্থ যন্ত্রকারখানা বা মেশিনিস্ট শপগুলি খুঁজতে গিয়ে এই লাল পতাকাগুলির প্রতি লক্ষ্য রাখুন:
- অস্পষ্ট বা অনুপস্থিত সার্টিফিকেশন – যদি কোনও দোকান 'গুণগত মনোযোগ-কেন্দ্রিক' দাবি করে কিন্তু বর্তমান সার্টিফিকেশন ডকুমেন্টেশন প্রদান করতে অক্ষম হয়, তবে অত্যন্ত সতর্কতা অবলম্বন করুন। বৈধ সার্টিফিকেশনের জন্য বার্ষিক অডিট এবং চলমান অনুসরণ আবশ্যক—সার্টিফিকেটগুলি দেখার জন্য অনুরোধ করা সম্পূর্ণ যুক্তিসঙ্গত।
- রেফারেন্স প্রদানে অনিচ্ছা – আমার নিকটবর্তী প্রতিষ্ঠিত CNC মেশিন শপগুলি সহজেই গ্রাহক রেফারেন্স বা কেস স্টাডিজ প্রদান করা উচিত। এতে দ্বিধা প্রকাশ করা হলে তার অর্থ হতে পারে যে তাদের অভিজ্ঞতা সীমিত অথবা অতীত গ্রাহকরা অসন্তুষ্ট।
- অস্বাভাবিকভাবে কম উদ্ধৃতি – শিল্প বিশেষজ্ঞদের মতে, সবচেয়ে সস্তা বিকল্পটি সবসময় সেরা হয় না—খরচের জন্য গুণগত মান কখনও হ্রাস করা উচিত নয়। প্রতিযোগীদের তুলনায় উল্লেখযোগ্যভাবে কম দামের আনুমানিক মূল্য প্রস্তাবগুলি প্রায়শই উপকরণ, পরীক্ষা-নিরীক্ষা বা ডকুমেন্টেশনের ক্ষেত্রে সংক্ষিপ্ত পদ্ধতি অবলম্বনের ইঙ্গিত দেয়।
- উদ্ধৃতির সময় খারাপ যোগাযোগ – যদি কোনও সরবরাহকারী বিক্রয় প্রক্রিয়ায় দ্রুত প্রতিক্রিয়া দেওয়ায় অক্ষম হয়—যখন তারা আপনাকে প্রভাবিত করার জন্য অনুপ্রাণিত—তবে কল্পনা করুন যে তারা আপনার অর্ডার পাওয়ার পর যোগাযোগ কীভাবে আরও খারাপ হবে।
- DFM ফিডব্যাক নেই – একটি দোকান যা শুধুমাত্র আপনার ডিজাইনের জন্য মূল্য উল্লেখ করে কিন্তু উৎপাদনযোগ্যতা সংক্রান্ত কোনো পরামর্শ দেয় না, তার হয় প্রযুক্তিগত গভীরতা নেই, অথবা আপনার প্রকল্পের সফলতা নিয়ে তার কোনো মাথাব্যথা নেই।
- গুণগত প্রক্রিয়া নিয়ে আলোচনা করতে অনিচ্ছুকতা – পেশাদার সুবিধাগুলো তাদের গুণগত ব্যবস্থাপনা পদ্ধতির উপর গর্ব বোধ করে। পরিদর্শন পদ্ধতি, ক্যালিব্রেশন সময়সূচি বা সংশোধনমূলক ব্যবস্থা সংক্রান্ত অস্পষ্ট বা এড়িয়ে যাওয়ার ধরনের উত্তরগুলো নির্দেশ করে যে তাদের নিয়ন্ত্রণ ব্যবস্থা অপর্যাপ্ত।
- অস্পষ্ট মূল্য গঠন – সেটআপ, প্রোগ্রামিং বা ত্বরিত সরবরাহের জন্য লুকানো ফি সমূহ প্রথমেই স্পষ্টভাবে উল্লেখ করা আবশ্যিক। যেসব সরবরাহকারী খরচগুলো ছোট অক্ষরে লেখা শর্তাবলীতে লুকিয়ে রাখেন, তারা বাজেটে অপ্রত্যাশিত ঝাঁকুনি সৃষ্টি করেন যা দীর্ঘমেয়াদী সম্পর্ককে ক্ষতিগ্রস্ত করে।
- অবিরাম উন্নয়নের কোনো প্রমাণ না থাকা – উৎপাদন বিশেষজ্ঞদের মতে, অবিরাম উন্নয়ন অনুশীলন করে এমন সেবাগুলো নিয়মিতভাবে তাদের প্রক্রিয়াগুলো বিশ্লেষণ ও অপ্টিমাইজ করে। আপনি তাদের সাম্প্রতিক কী উন্নয়ন বাস্তবায়িত করেছে—এই প্রশ্নটি করুন; চলমান বিনিয়োগ একজন প্রতিশ্রুতিবদ্ধ অংশীদারের ইঙ্গিত দেয়।
আপনার চূড়ান্ত সিদ্ধান্ত নেওয়া
একাধিক বিকল্প—যেমন কাস্টম মেশিনিং সার্ভিসেস ইনক. অথবা ছোট বিশেষায়িত দোকান—মূল্যায়ন করার পর, একটি গঠিত পদ্ধতি ব্যবহার করে আপনার সিদ্ধান্তগুলি সংশ্লেষণ করুন:
| মূল্যায়ন মানদণ্ড | ওজন | কী যাচাই করা হবে |
|---|---|---|
| প্রাসঙ্গিক সার্টিফিকেশন | উচ্চ | বর্তমান সার্টিফিকেটগুলির কপি চান; নিরীক্ষণের তারিখ যাচাই করুন |
| সরঞ্জামের ক্ষমতা | উচ্চ | তাদের মেশিনারি আপনার পার্টের প্রয়োজনীয়তার সাথে মিলিয়ে দেখুন |
| গুণবত্তা নিয়ন্ত্রণ পদ্ধতি | উচ্চ | অনুরূপ পার্টগুলির জন্য প্রক্রিয়া ক্ষমতা ডেটা চান |
| নেতৃত্ব সময় ট্র্যাক রেকর্ড | মধ্যম-উচ্চ | সময়মতো ডেলিভারির পরিসংখ্যান চান; রেফারেন্সগুলি পরীক্ষা করুন |
| যোগাযোগের সাড়া | মাঝারি | কোটেশন প্রক্রিয়ার সময় প্রতিক্রিয়া সময় মূল্যায়ন করুন |
| মূল্য নির্ধারণের স্বচ্ছতা | মাঝারি | বিস্তারিত কোট তুলনা করুন; সম্ভাব্য অতিরিক্ত ফি সম্পর্কে জিজ্ঞাসা করুন |
| স্কেলেবিলিটির সম্ভাবনা | মাঝারি | ভবিষ্যতের ভলিউম পরিস্থিতি নিয়ে আলোচনা করুন; ক্ষমতা নমনীয়তা মূল্যায়ন করুন |
মনে রাখবেন যে, একটি ভালো অংশীদারিত্ব বর্তমান প্রয়োজনগুলি পূরণের চেয়ে আরও বেশি কিছু। সরবরাহকারী নির্বাচনের বিশেষজ্ঞদের মতে, আপনি যে অংশীদারকে বেছে নেন, তিনি আপনার কোম্পানির ভবিষ্যতের চাহিদা পূরণ করার ক্ষমতা, আপনার প্রসারের সাথে সামঞ্জস্য বজায় রাখার ক্ষমতা এবং তাদের সেবা ক্রমাগত উন্নত করার প্রমাণ দেখাতে পারবেন। সঠিক কাস্টম মেশিনিং অংশীদার শুধু ক্রয় অর্ডার পূরণকারী বিক্রেতা নয়—বরং একটি কৌশলগত সম্পদ হয়ে ওঠেন।
সম্ভব হলে একটি ছোট পরীক্ষামূলক অর্ডার দিয়ে শুরু করুন। এটি আপনার বড় পরিমাণের অর্ডার দেওয়ার আগে তাদের ক্ষমতা, যোগাযোগ এবং ডেলিভারি পারফরম্যান্স যাচাই করে। এমনকী সবচেয়ে চিত্তাকর্ষক সুবিধা পরিদর্শন বা ক্ষমতা উপস্থাপনাও আপনার নির্দিষ্ট প্রয়োজনীয়তা অনুযায়ী প্রকৃত উৎপাদন অভিজ্ঞতার পরিবর্তে কাজ করতে পারে না।
আপনার সরবরাহকারীদের বিস্তারিত যাচাই-বাছাইয়ে বিনিয়োগ করা আপনার পণ্যের জীবনচক্র জুড়ে লাভজনক হয়। সঠিক অংশীদার সামঞ্জস্যপূর্ণ মান, নির্ভরযোগ্যভাবে সময়মতো ডেলিভারি এবং চ্যালেঞ্জ দেখা দিলে সক্রিয়ভাবে যোগাযোগ করে থাকে। এটিই একটি লেনদেন-ভিত্তিক সরবরাহকারী এবং আপনার সফলতায় সত্যিকার অবদান রাখে এমন একটি উৎপাদন অংশীদারের মধ্যে পার্থক্য।
কাস্টম মেশিনিং সম্পর্কিত প্রায়শই জিজ্ঞাসিত প্রশ্নসমূহ
১. সিএনসি মেশিনের প্রতি ঘণ্টার হার কত?
সিএনসি মেশিনিং-এর প্রতি ঘণ্টার হার সাধারণত মেশিনের ধরন ও জটিলতার উপর নির্ভর করে $২৫ থেকে $১২০ পর্যন্ত হয়। ৩-অক্ষ মেশিনগুলির হার সাধারণত প্রতি ঘণ্টায় $২৫–$৫০, অন্যদিকে ৫-অক্ষ মেশিন এবং ইডিএম (EDM) সদৃশ বিশেষায়িত সরঞ্জামগুলির হার প্রতি ঘণ্টায় $৭৫–$১২০ পর্যন্ত হয়। হারের উপর প্রভাব ফেলে এমন অন্যান্য বিষয়গুলি হলো: উপাদানের কঠোরতা, সহনশীলতা (টলারেন্স) প্রয়োজনীয়তা এবং ভৌগোলিক অবস্থান। IATF 16949 বা AS9100D সার্টিফিকেশন প্রদানকারী সার্টিফাইড সুবিধাগুলির জন্য হারগুলি উচ্চতর হতে পারে, কিন্তু এতে শক্তিশালী মান নিয়ন্ত্রণ এবং নথিভুক্তিকরণ অন্তর্ভুক্ত থাকে।
২. সিএনসি মেশিনিং এবং ঐতিহ্যবাহী মেশিনিং-এর মধ্যে পার্থক্য কী?
পারম্পরিক যন্ত্রকর্মে কাটিং টুলগুলির নিয়ন্ত্রণ হাতে করা টেকনিশিয়ানের দ্বারা করা হয়, অন্যদিকে সিএনসি যন্ত্রকর্মে প্রক্রিয়াটি চালানোর জন্য কম্পিউটার স্বয়ংক্রিয়করণের উপর নির্ভর করা হয়। সিএনসি-এর মাধ্যমে ±০.০০০১ ইঞ্চি পর্যন্ত অত্যন্ত সংকীর্ণ টলারেন্সের সাথে উৎকৃষ্ট পুনরাবৃত্তিযোগ্যতা, দ্রুত উৎপাদন গতি এবং হাতে করা পদ্ধতির মাধ্যমে অসম্ভব জটিল ৩ডি জ্যামিতিক আকৃতি তৈরি করার ক্ষমতা পাওয়া যায়। সিএনসি এছাড়াও অনুপস্থিতিতে কাজ করার সুযোগ এবং পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ (এসপিসি) মনিটরিং সক্ষম করে, যা গাড়ি, বিমান ও চিকিৎসা শিল্পে নির্ভুল উপাদান তৈরির জন্য আদর্শ।
৩. আমি কখন কাস্টম যন্ত্রকর্মকে ৩ডি প্রিন্টিং বা ইনজেকশন মোল্ডিং-এর চেয়ে বেছে নেব?
আপনি যখন স্তর বন্ধনের দুর্বলতা ছাড়াই পূর্ণ উপাদান শক্তি, ৩ডি প্রিন্টারগুলির চেয়ে কঠোর টলারেন্স বা কঠিন ইস্পাত ও বিশেষ মিশ্র ধাতুর মতো উপাদান বিকল্পের প্রয়োজন হয়, তখন কাস্টম মেশিনিং বেছে নিন। সিএনসি প্রোটোটাইপ থেকে মাঝারি পরিমাণ উৎপাদন (১-৫,০০০ ইউনিট) পর্যন্ত অত্যন্ত কার্যকর, যেখানে ইনজেকশন মোল্ডিং টুলিংয়ের খরচ ন্যায্যতা হারায়। চূড়ান্ত ডিজাইনের সাথে ৫,০০০ ইউনিটের বেশি পরিমাণে উৎপাদনের ক্ষেত্রে ইনজেকশন মোল্ডিং বা ডাই কাস্টিং সাধারণত প্রতি পার্ট কম খরচ প্রদান করে, যদিও প্রাথমিক টুলিং বিনিয়োগ উচ্চতর হয়।
৪. একটি কাস্টম মেশিনিং সরবরাহকারীর কোন সার্টিফিকেশন থাকা আবশ্যিক?
আপনার শিল্পখাতের উপর নির্ভর করে প্রয়োজনীয় সার্টিফিকেশনগুলি নির্ধারিত হয়। ISO 9001 মানের ব্যবস্থাপনা সংক্রান্ত মৌলিক মানদণ্ড হিসেবে কাজ করে। অটোমোটিভ অ্যাপ্লিকেশনগুলির জন্য IATF 16949 প্রয়োজন, যা ত্রুটি প্রতিরোধ এবং সরবরাহকারী তদারকির বিধান করে। এয়ারোস্পেস প্রকল্পগুলির জন্য AS9100D সার্টিফিকেশন প্রয়োজন, যাতে ঝুঁকি ব্যবস্থাপনা প্রোটোকল অন্তর্ভুক্ত থাকে। চিকিৎসা যন্ত্রপাতি উৎপাদনের জন্য ISO 13485 এবং FDA 21 CFR Part 820 অনুসরণ করা আবশ্যিক। শাওই মেটাল টেকনোলজির মতো সুবিধা, যার IATF 16949 সার্টিফিকেশন এবং SPC মান নিয়ন্ত্রণ রয়েছে, চাহিদাপূর্ণ অ্যাপ্লিকেশনগুলির জন্য প্রয়োজনীয় ব্যবস্থাগত পদ্ধতির উদাহরণ দেয়।
৫. আমি কীভাবে গুণগত মান কমানো ছাড়াই কাস্টম মেশিনিংয়ের খরচ কমাতে পারি?
উৎপাদনযোগ্যতার জন্য ডিজাইনের মাধ্যমে খরচ অপ্টিমাইজ করুন—কাটিং গতি বাড়ানোর জন্য কোণার ব্যাসার্ধ নির্দিষ্ট করুন যা ক্যাভিটির গভীরতার কমপক্ষে এক-তৃতীয়াংশ হবে। কেবলমাত্র যেখানে কার্যকারিতা প্রয়োজন সেখানেই কঠোর সহনশীলতা (টলারেন্স) প্রয়োগ করুন—মানক ±০.০০৫ ইঞ্চি টলারেন্স অতিরিক্ত খরচ ছাড়াই প্রদান করা যায়, অন্যদিকে ±০.০০০৫ ইঞ্চি টলারেন্স প্রয়োগ করলে ৪০–৭৫% অতিরিক্ত প্রিমিয়াম দিতে হয়। ৩০৩ স্টেইনলেস স্টিল বা অ্যালুমিনিয়াম ৬০৬১-এর মতো স্বয়ং-কাটনযোগ্য মিশ্র ধাতু বিবেচনা করুন। সারফেস ফিনিশের প্রয়োজনীয়তা একত্রিত করে মাস্কিং কমানোর চেষ্টা করুন। খরচের প্রবণতা বোঝার এবং অপ্টিমাল অর্ডার আকার চিহ্নিত করার জন্য বিভিন্ন পরিমাণে স্তরযুক্ত (টিয়ার্ড) মূল্য অনুরোধ করুন।