 ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —
ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —

কাস্টম অ্যালুমিনিয়াম শীট মেটাল: অর্ডার দেওয়ার আগে 9টি অপরিহার্য বিষয়

কাস্টম অ্যালুমিনিয়াম শীট মেটালের মৌলিক বিষয়গুলি বোঝা
যখন আপনি একটি আধুনিক উৎপাদন সুবিধার মধ্য দিয়ে হাঁটছেন, তখন আপনি সর্বত্র অ্যালুমিনিয়াম দেখতে পাবেন। এয়ারোস্পেস উপাদান থেকে শুরু করে স্থাপত্য বৈশিষ্ট্য পর্যন্ত, এই বহুমুখী উপাদানটি আমরা প্রতিদিন ব্যবহৃত অসংখ্য পণ্যের গঠন করে। কিন্তু এখানে একটি বিষয় রয়েছে: সব অ্যালুমিনিয়াম শীট মেটাল একই রকম নয়। স্ট্যান্ডার্ড অ্যালু শীট এবং কাস্টম ফ্যাব্রিকেটেড বিকল্পগুলির মধ্যে পার্থক্য বোঝা আপনার পরবর্তী প্রকল্পে সময়, অর্থ এবং ঝামেলা বাঁচাতে পারে।
কাস্টম অ্যালুমিনিয়াম শীট মেটাল বলতে এমন অ্যালুমিনিয়াম শীটিংকে বোঝায় যা পূর্বনির্ধারিত, তৈরি করা কনফিগারেশনে কেনা না হয়ে নির্দিষ্ট প্রকল্পের প্রয়োজনীয়তা পূরণের জন্য ফ্যাব্রিকেট করা হয়। যদিও স্ট্যান্ডার্ড শীট অ্যালুমিনিয়াম নির্দিষ্ট মাত্রায় , গেজ এবং ফিনিশে আসে, কাস্টম অ্যালুমিনিয়াম পণ্যগুলি আপনার ঠিক স্পেসিফিকেশনের সাথে মিল রেখে মূল থেকে তৈরি করা হয়।
কীভাবে অ্যালুমিনিয়াম শীট মেটালকে কাস্টম করে তোলে
মান অ্যালুমিনিয়ামের চাদরের কথা ভাবুন যেমন আপনি সাধারণ পোশাক কেনা। এটি সাধারণ উদ্দেশ্যের জন্য কাজ করে, কিন্তু ফিট নিখুঁত নাও হতে পারে। অন্যদিকে, কাস্টম ফ্যাব্রিকেশন হল যেন আপনার জন্য একজন দর্জি কিছু নির্দিষ্টভাবে তৈরি করছে। আপনার অ্যাপ্লিকেশনের প্রয়োজনীয়তা বোঝা থেকে শুরু করে অ্যালুমিনিয়াম ফ্যাব্রিকেশন প্রক্রিয়া চলে, তারপর উপাদান নির্বাচন, নির্ভুল কাটিং, ফর্মিং এবং ফিনিশিং পর্যায়গুলির মধ্য দিয়ে যায়।
কাস্টম কাজকে সংজ্ঞায়িত করে কয়েকটি মৌলিক বৈশিষ্ট্য:
- নির্ভুল মাত্রা: স্ট্যান্ডার্ড 4-বাই-8-ফুট চাদরের পরিবর্তে কঠোর সহনশীলতার সাথে ঠিক মাপে কাটা যায়
- নির্দিষ্ট খাদ নির্বাচন: শক্তি, ক্ষয় প্রতিরোধ এবং ফর্মেবিলিটির প্রয়োজনের ভিত্তিতে সঠিক অ্যালুমিনিয়াম গ্রেড নির্বাচন
- অনুকূলিত পৃষ্ঠের ফিনিশ: অ্যানোডাইজিং থেকে শুরু করে পাউডার কোটিং পর্যন্ত বিকল্পগুলি, যা সৌন্দর্য এবং কার্যকরী প্রয়োজনীয়তার সাথে মিলে যায়
- অ্যাপ্লিকেশন-চালিত স্পেসিফিকেশন: প্রতিটি দিক এমনভাবে ডিজাইন করা হয় যাতে অংশটি যে পরিবেশে ব্যবহৃত হবে সেখানে তার কার্যকারিতা অনুযায়ী হয়
উৎপাদকরা স্টক উপকরণের পরিবর্তে কাস্টমাইজেশন কেন বেছে নেন
ছাদের প্যানেল বা সাধারণ ডাক্টিং সিস্টেমের মতো সাধারণ অ্যাপ্লিকেশনের জন্য স্ট্যান্ডার্ড অ্যালুমিনিয়াম শীট সুবিধা এবং কম আদি খরচ প্রদান করে। তবে, এই সুবিধার সাথে গুরুতর সীমাবদ্ধতাও রয়েছে। যেসব প্রকল্পে নির্ভুলতা, জটিল ডিজাইন বা অ-স্ট্যান্ডার্ড মাত্রা প্রয়োজন, তাদের জন্য প্রি-মেড বিকল্পগুলি কার্যকরভাবে কাজ করতে পারে না।
অটোমোটিভ, এয়ারোস্পেস, ইলেকট্রনিক্স এবং শিল্প উৎপাদনের মতো শিল্পগুলি ক্রমাগত এমন উপাদান চায় যা ঠিক নির্দিষ্ট মাপের সাথে মিলে যায় এবং কঠোর কার্যকরী অবস্থা সহ্য করতে পারে। অনুযায়ী শিল্প বিশেষজ্ঞ , কাস্টম শীট মেটাল কাঠামোগত সত্যতা, কার্যকরী নির্ভুলতা এবং দৃষ্টিনন্দন আকর্ষণ প্রদান করে যা স্ট্যান্ডার্ড বিকল্পগুলি দিতে পারে না।
এখানে কাস্টম এবং স্ট্যান্ডার্ড অ্যালুমিনিয়াম শীট পণ্যের মধ্যে পার্থক্য দেখুন:
- ডিজাইনে পরিবর্তনশীলতা: উপাদানের অখণ্ডতা ক্ষতিগ্রস্ত না করেই জটিল আকৃতি এবং জটিল বৈশিষ্ট্যগুলি অর্জন করা যায়
- মাত্রাগত সঠিকতা: আনুমানিক ফিটের পরিবর্তে হাজার ভাগের এক ইঞ্চিতে পরিমাপ করা টলারেন্স
- ম্যাটেরিয়াল অপটিমাইজেশন: যেহেতু আপনার প্রকল্পের জন্য নির্দিষ্টভাবে অংশগুলি কাটা হয় তাই কম অপচয় হয়
- সমন্বিত ফিনিশিং: উৎপাদন প্রক্রিয়ার অংশ হিসাবে প্রয়োগ করা হয় পৃষ্ঠতল চিকিত্সা
- গুণবত্তা নিশ্চয়করণ: প্রতিটি পর্যায়ে পরিদর্শন নিশ্চিত করে যে অংশগুলি কার্যকারিতার মানদণ্ড পূরণ করে
শিল্পের মধ্যে বৃদ্ধি পাওয়া চাহিদা একটি সরল বাস্তবতাকে প্রতিফলিত করে: যখন কার্যকারিতা এবং নির্ভরযোগ্যতা গুরুত্বপূর্ণ হয়, তখন কাস্টম অ্যালুমিনিয়াম শীট মেটাল এমন ফলাফল দেয় যা স্টক উপকরণগুলি দিতে পারে না। যদি আপনি ইলেকট্রনিক্স এনক্লোজারগুলির জন্য, এইচভিএসি উপাদানগুলি বা নির্ভুল যন্ত্রপাতির জন্য অংশগুলি সংগ্রহ করছেন, তবে এই মৌলিক বিষয়গুলি বোঝা আপনাকে আরও বুদ্ধিমানের মতো ক্রয় সিদ্ধান্ত নিতে সক্ষম করে।
প্রতিটি অ্যাপ্লিকেশনের জন্য অ্যালুমিনিয়াম খাদ নির্বাচন গাইড
আপনি এখন বুঝতে পেরেছেন যে কীভাবে অ্যালুমিনিয়াম শীট মেটালকে কাস্টম করা হয়, পরবর্তী গুরুত্বপূর্ণ সিদ্ধান্তটি হল সঠিক খাদ নির্বাচন করা। জটিল শোনাচ্ছে? এমন হওয়া দরকার নেই। ইস্পাতের বিভিন্ন গ্রেড বা কাঠের বিভিন্ন ধরনের মতোই অ্যালুমিনিয়াম খাদগুলিকে ভাবুন। প্রতিটি খাদ নির্দিষ্ট শক্তি আনে এবং ভুল খাদ নির্বাচন করলে আপনার পুরো প্রকল্পটি ঝুঁকিতে পড়ে যেতে পারে।
অ্যালুমিনিয়াম ধাতু একই মাপের জন্য উপযোগী এমন উপাদান নয়। আপনি যে খাদ নির্বাচন করবেন তা সরাসরি প্রভাবিত করবে আপনার যন্ত্রাংশগুলি চাপের মধ্যে কীভাবে কাজ করে , ক্ষয় প্রতিরোধ করে, ওয়েল্ডিং গ্রহণ করে এবং জটিল আকৃতি গঠন করে। এখানে একটি তথ্যসহ সিদ্ধান্ত গ্রহণ করা ব্যয়বহুল পুনঃকাজ এড়াতে সাহায্য করে এবং নিশ্চিত করে যে আপনার কাস্টম অ্যালুমিনিয়াম শীট মেটাল বাস্তব চাহিদা পূরণ করে।
শীট মেটাল প্রকল্পের জন্য জনপ্রিয় অ্যালুমিনিয়াম খাদগুলির বিশদ বিশ্লেষণ
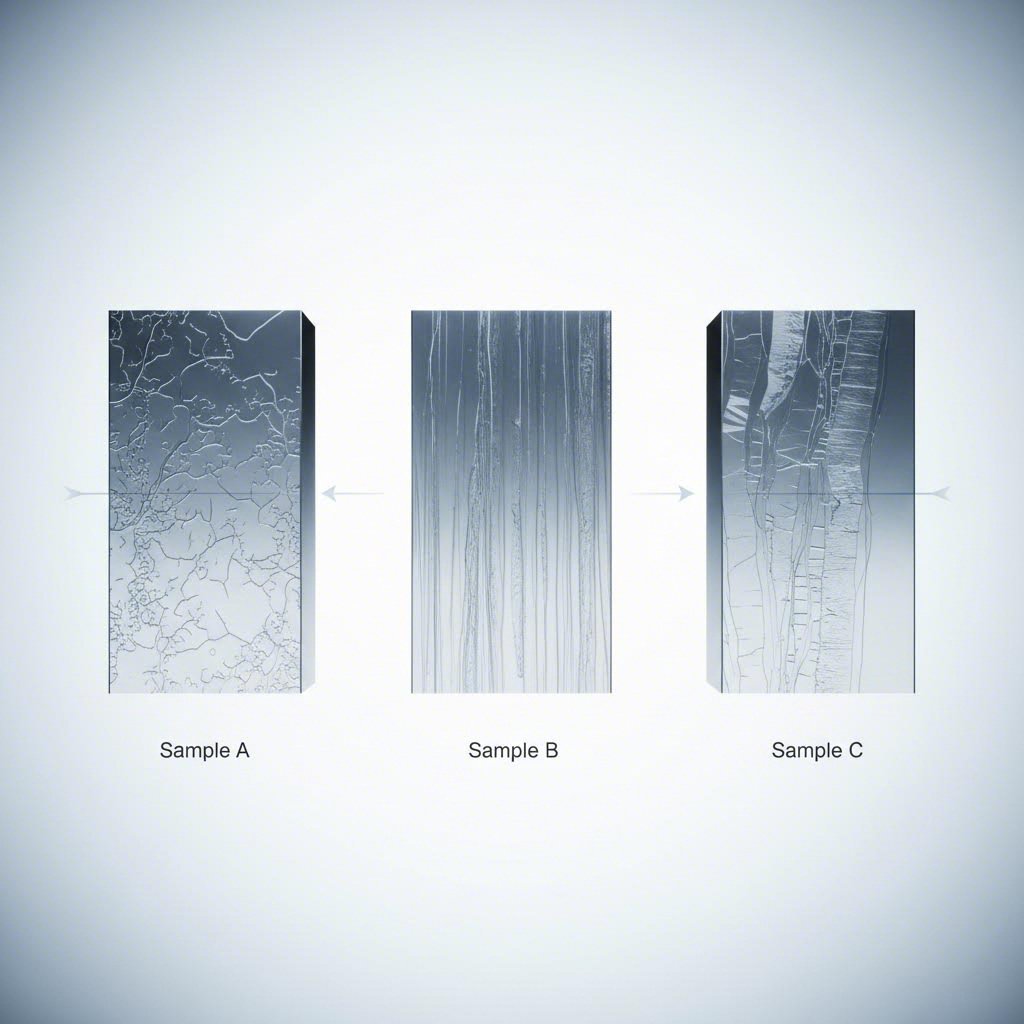
বিশেষকরণ ঘেঁটে দেখার সময় আপনি 3003, 5052, 6061 এবং 7075 এর মতো চার-অঙ্কের সংখ্যা দেখতে পাবেন। এগুলি এলোমেলো কোড নয়। এগুলি নির্দিষ্ট অ্যালুমিনিয়াম খাদ পরিবারগুলিকে চিহ্নিত করে, যার প্রতিটিই আলাদা কর্মক্ষমতার জন্য প্রকৌশলী হিসাবে তৈরি।
শিল্প খাদ তুলনা তথ্য অনুযায়ী, প্রাথমিক খাদ উপাদানগুলি প্রতিটি গ্রেডের আচরণ নির্ধারণ করে:
- 3003 (অ্যালুমিনিয়াম-ম্যাঙ্গানিজ): মূল খাদ উপাদান হিসাবে ম্যাঙ্গানিজ ধারণ করে, যা বিশুদ্ধ অ্যালুমিনিয়ামের তুলনায় ক্ষয় প্রতিরোধ এবং শক্তি বৃদ্ধি করে
- 5052 (অ্যালুমিনিয়াম-ম্যাগনেসিয়াম): ম্যাগনেসিয়াম তাপ চিকিত্সা ছাড়াই চমৎকার ক্ষয় প্রতিরোধ এবং ভালো শক্তি প্রদান করে
- 6061 (অ্যালুমিনিয়াম-ম্যাগনেসিয়াম-সিলিকন): দৃঢ়তা, ক্ষয়রোধী এবং চমৎকার মেশিনযোগ্যতার জন্য ম্যাগনেসিয়াম এবং সিলিকনকে একত্রিত করে
- 7075 (অ্যালুমিনিয়াম-জিঙ্ক): জিঙ্ক উপলব্ধ সবচেয়ে শক্তিশালী অ্যালুমিনিয়াম খাদগুলির মধ্যে একটি তৈরি করে, যা এয়ারোস্পেস অ্যাপ্লিকেশনগুলিতে পছন্দ করা হয়
আপনার নির্বাচনের জন্য নির্দেশিকা হিসাবে এখানে একটি ব্যাপক তুলনা দেওয়া হল:
| মিশ্র ধাতু | ক্ষয় প্রতিরোধ ক্ষমতা | আকৃতি দেওয়ার সুযোগ | সিল্ডিং ক্ষমতা | শক্তি রেটিং | আদর্শ অ্যাপ্লিকেশন |
|---|---|---|---|---|---|
| 3003 | ভাল | চমৎকার | চমৎকার | মাঝারি | ছাদ, রান্নার হাঁড়ি-বাটি, সঞ্চয় ট্যাঙ্ক, এইচভিএসি উপাদান |
| 5052 | চমৎকার | চমৎকার | চমৎকার | ভাল | সামুদ্রিক সরঞ্জাম, চিকিৎসা যন্ত্রপাতি, জ্বালানি ট্যাঙ্ক, চাপ পাত্র |
| 6061 | ভাল | চমৎকার | চমৎকার | চমৎকার | কাঠামোগত উপাদান, পাইপলাইন, সাইকেল ফ্রেম, বৈদ্যুতিক সরঞ্জাম |
| 7075 | চমৎকার | কম | কম | সুপিরিয়র | এয়ারোস্পেস কাঠামো, সামরিক অ্যাপ্লিকেশন, অটোমোটিভ পারফরম্যান্স পার্টস |
আপনার অ্যাপ্লিকেশনের চাহিদা অনুযায়ী খাদের বৈশিষ্ট্যগুলি মিলিয়ে নেওয়া
একটি চার্টের সংখ্যাগুলি শুধুমাত্র গল্পের একটি অংশই বলে। আপনার পার্টসগুলি ব্যবহারের সময় এই বৈশিষ্ট্যগুলি আসলে কী অর্থ বহন করে? প্রতিটি বৈশিষ্ট্যকে ব্যবহারিক পরিভাষায় ভেঙে ফেলা যাক।
ক্ষয় প্রতিরোধ ক্ষমতা: আপনার যন্ত্রাংশগুলি কি আর্দ্রতা, লবণাক্ত জল বা রাসায়নিকের সংস্পর্শে আসবে? 5052 অ্যালুমিনিয়াম শীট সমুদ্রতটীয় পরিবেশে এইজন্যই চমৎকার কাজ করে কারণ এতে তামা থাকে না, ফলে এটি লবণাক্ত জলের ক্ষয়কারী প্রভাবের প্রতি স্বাভাবিকভাবে প্রতিরোধী। আপনি যদি নৌকার হাল, বা বহিরঙ্গন সাইনবোর্ড তৈরি করছেন, তবে অভ্যন্তরীণ বৈদ্যুতিক আবরণের চেয়ে এটি অনেক বেশি গুরুত্বপূর্ণ।
আকৃতি পরিবর্তনের সুবিধা: আপনার ডিজাইনে কতটা বাঁকানো, আকৃতি দেওয়া বা টানার প্রয়োজন? 3003 এবং 5052 অ্যালুমিনিয়ামের মতো খাদগুলি ফাটল ছাড়াই বাঁকানো যায়, যা জটিল জ্যামিতির জন্য আদর্শ। এদিকে, 7075-এর কঠোরতা আকৃতি দেওয়াকে বাধা দেয়, তাই বাঁকানো শীট মেটাল উপাদানের চেয়ে এটি মেশিন করা যন্ত্রাংশের জন্য ভালো।
সুড়ঙ্গীকরণ ক্ষমতা: অ্যাসেম্বলিতে কি ওয়েল্ডিং প্রয়োজন? শীট মেটাল ফ্যাব্রিকেশন বিশেষজ্ঞদের মতে, 7075 ওয়েল্ডিংয়ের পরে ফাটল ধরে, তাই উচ্চ শক্তির অ্যাপ্লিকেশনের জন্য মেকানিক্যাল ফাস্টেনিং পছন্দনীয়। গঠনমূলক অ্যাসেম্বলির জন্য 5052 এবং 6061 উভয়েই চমৎকারভাবে ওয়েল্ড হয়।
শক্তি রেটিং: আপনার যন্ত্রাংশগুলি কী কী ভার সহ্য করতে পারে? 6061 শক্তি এবং কার্যকারিতার মধ্যে একটি চমৎকার ভারসাম্য বজায় রাখে, যা এটিকে সাধারণ উদ্দেশ্যে ব্যবহারের জন্য সবচেয়ে জনপ্রিয় এবং খরচ-কার্যকর খাদ হিসাবে প্রতিষ্ঠিত করে। যখন ওজনের তুলনায় শক্তি অত্যন্ত গুরুত্বপূর্ণ হয়, 7075 প্রায় 6061-এর চেয়ে 1.5 গুণ বেশি শক্তি প্রদান করে।
তাপ চিকিত্সার সাধ্যতা: আপনি কি তাপ চিকিত্সা পদ্ধতির মাধ্যমে বৈশিষ্ট্যগুলি উন্নত করতে পারেন? 5052 তাপ চিকিত্সাযোগ্য নয়, পরিবর্তে শক্তি বৃদ্ধির জন্য শীতল-কাজের পদ্ধতির উপর নির্ভর করে। 6061 এবং 7075 উভয়ই T6 টেম্পারিং-এর মতো তাপ চিকিত্সা প্রক্রিয়ার প্রতি চমৎকারভাবে সাড়া দেয়, যা আপনাকে নির্মাণের পরে যান্ত্রিক বৈশিষ্ট্যগুলি অনুকূলিত করতে দেয়।
একটি সাধারণ ভুল ধারণা হল অ্যালুমিনিয়ামকে অ্যালুমিনিয়াম ইস্পাত শীটের সাথে গুলিয়ে ফেলা। এগুলি সম্পূর্ণ আলাদা উপকরণ। অ্যালুমিনিয়াম খাদে কোনও ইস্পাত থাকে না। ছাদের নির্দিষ্ট প্রয়োগের জন্য ইস্পাত-অ্যালুমিনিয়াম কম্পোজিট তৈরি করে এমন গ্যালভানাইজিং-এর মতো পৃষ্ঠ চিকিত্সার কারণে সাধারণত এই বিভ্রান্তি তৈরি হয়।
অ্যানোডাইজড অ্যালুমিনিয়াম শীট মেটাল অ্যাপ্লিকেশনের জন্য, 6061 অ্যালুমিনিয়াম অসাধারণভাবে অ্যানোডাইজিং গ্রহণ করে, একটি সমতল সুরক্ষামূলক স্তর তৈরি করে যা চেহারা এবং টেকসইপনা উভয়কেই উন্নত করে। আপনার প্রকল্পে রঙিন বা পরিষ্কার অ্যানোডাইজড ফিনিশের প্রয়োজন হলে, ডিজাইন প্রক্রিয়ার শুরুতেই আপনার খাদ নির্বাচনের ক্ষেত্রে এটি বিবেচনা করুন।
সঠিক খাদ নির্বাচন করা "সেরা" বিকল্প খোঁজার বিষয় নয়। এটি আপনার নির্দিষ্ট কর্মদক্ষতা, প্রক্রিয়াকরণের প্রয়োজন এবং বাজেটের সীমাবদ্ধতার সাথে উপাদানের বৈশিষ্ট্যগুলি মিলিয়ে নেওয়ার বিষয়। এই ভিত্তি স্থাপন করার পর, আপনি পরবর্তী গুরুত্বপূর্ণ স্পেসিফিকেশন: পুরুত্ব এবং গেজ নির্বাচনের জন্য প্রস্তুত।
পুরুত্ব এবং গেজ নির্বাচন সহজ করা হয়েছে
আপনি আপনার খাদ নির্বাচন করেছেন। এখন এমন একটি প্রশ্ন এসেছে যা প্রথমবারের ক্রেতাদের অনেকেরই বিভ্রান্ত করে: আপনার অ্যালুমিনিয়াম শীট কতটা ঘন হওয়া উচিত? গেজ সিস্টেমটি আরও একটি বিভ্রান্তি যোগ করে কারণ এটি আপনার প্রত্যাশার বিপরীতে কাজ করে। চিন্তা করবেন না। একবার আপনি যুক্তিটি বুঝতে পারলে, সঠিক পুরুত্ব নির্বাচন করা সরল হয়ে যায়।
অ্যালুমিনিয়াম শীটের পুরুত্ব কাঠামোগত কর্মক্ষমতা, ওজন, আকৃতি দেওয়ার সামর্থ্য এবং খরচকে সরাসরি প্রভাবিত করে। ভুল হলে হয় অতিরিক্ত ইঞ্জিনিয়ারিং (আপনার প্রয়োজন নেই এমন উপকরণের জন্য টাকা নষ্ট) হয় অপর্যাপ্ত ইঞ্জিনিয়ারিং (অংশটি ব্যর্থ হওয়ার ঝুঁকি)। আপনার প্রকল্পের সাফল্যের জন্য কোনো ফলাফলই সহায়ক নয়।
অ্যালুমিনিয়াম শীট গেজ নম্বর ডিকোড করা
এখানে অ-স্বাভাবিক অংশটি হল: নিম্ন গেজ নম্বর মানে ঘন উপাদান । 16 গেজ অ্যালুমিনিয়ামের পুরুত্ব প্রায় 1.29 মিমি, যেখানে 18 গেজ অ্যালুমিনিয়াম শীট প্রায় 1.02 মিমি পুরুত্বে পাতলা হয়। এই বিপরীত সম্পর্কটি 19 শতকের তার টানার ক্রিয়াকলাপের দিকে ফিরে যায়, যেখানে ধাতুটি কতবার টানার মোল্ডের মধ্য দিয়ে পাস হয়েছে তা মাপার জন্য গেজ ব্যবহৃত হয়েছিল। আরও বেশি পাস পাতলা তার উৎপাদন করে, তাই উচ্চ গেজ নম্বর।
ফ্যাব্রিকেশন শিল্পের মানদণ্ড অনুযায়ী, গেজ সিস্টেমটি ধাতুগুলির মধ্যে সর্বজনীন নয়। 18-গেজের ইস্পাতের পাতের পুরুত্ব 0.0478 ইঞ্চি, অপরদিকে 18-গেজের অ্যালুমিনিয়ামের পুরুত্ব মাত্র 0.0403 ইঞ্চি। ভুল গেজ চার্ট ব্যবহার করলে আপনার প্রয়োগের জন্য খুব বেশি বা কম পুরুত্বের উপকরণ অর্ডার হয়ে যাবে।
কাস্টম অ্যালুমিনিয়াম শীট মেটাল নিয়ে কাজ করার সময়, আপনি অ-আয়রন ধাতুগুলির জন্য ব্রাউন ও শার্প গেজ সিস্টেম (যাকে আমেরিকান ওয়্যার গেজ বা AWG ও বলা হয়) আদর্শ হিসাবে পাবেন, যাতে অ্যালুমিনিয়ামও অন্তর্ভুক্ত। এখানে একটি ব্যবহারিক রেফারেন্স চার্ট দেওয়া হল:
| গেজ নম্বর | পুরুত্ব (ইঞ্চি) | পুরুত্ব (মিমি) | সাধারণ প্রয়োগ | আপেক্ষিক খরচ |
|---|---|---|---|---|
| 10 | 0.1019 | 2.59 | জ্বালানী ট্যাঙ্ক, যানবাহনের চেসিস, ভারী কাঠামোগত আবরণ | উচ্চ |
| 12 | 0.0808 | 2.05 | উচ্চচাপের পাত্র, অটোমোবাইলের দেহ, টুলবক্স | মধ্যম-উচ্চ |
| 14 | 0.0641 | 1.63 | সৌর প্যানেলের ফ্রেম, HVAC ডাক্ট, শিল্প আবাসন | মাঝারি |
| 16 | 0.0508 | 1.29 | সাইন, রেলিং, ছাদের কাঠামো | মাঝারি |
| 18 | 0.0403 | 1.02 | সৌন্দর্যমূলক আবরণ, ফ্ল্যাশিং, হালকা প্যানেল | নিম্ন-মাঝারি |
| 20 | 0.0320 | 0.81 | বিমানের প্যানেল, হালকা ক্যাসিং, পানীয়ের ক্যান | কম |
| 22 | 0.0253 | 0.64 | যন্ত্রপাতি, নামফলক, সজ্জামূলক ট্রিম | কম |
| 24 | 0.0201 | 0.51 | তাপ নিরোধক আবরণ, অটোমোবাইল ট্রিম | কম |
একটি 1/8 অ্যালুমিনিয়ামের পাত (অনুসন্ধানের ক্ষেত্রে কখনও কখনও 1 8 অ্যালুমিনিয়াম পাত হিসাবে লেখা হয়) আনুমানিক 0.125 ইঞ্চি বা প্রায় 8-গজ উপাদানের সমান। এই ধরনের পুরুত্ব শীট মেটালের চেয়ে বরং প্লেটের মধ্যে পড়ে এবং যথেষ্ট ভারবহন ক্ষমতার প্রয়োজন হয় এমন ভারী গঠনমূলক অ্যাপ্লিকেশনের জন্য ব্যবহৃত হয়।
পুরুত্ব কীভাবে কর্মক্ষমতা এবং খরচকে প্রভাবিত করে
পুরুত্ব কেবল শক্তি নিয়েই নয়। এটি চারটি প্রতিদ্বন্দ্বী ফ্যাক্টরের মধ্যে একটি ভারসাম্য তৈরি করে যা আপনার প্রকল্পের প্রয়োজনীয়তার বিরুদ্ধে ওজন করতে হবে:
- স্ট্রাকচারাল ইন্টিগ্রিটি: পুরু উপাদান লোডের অধীনে বাঁক, দাগ এবং ক্লান্তি বিফলতাকে প্রতিরোধ করে। ভারবহন উপাদানগুলির জন্য এটি গুরুত্বপূর্ণ।
- ওজন বিবেচনা: পুরুত্বের প্রতিটি বৃদ্ধি ওজন যোগ করে। বিমান এবং অটোমোটিভ অ্যাপ্লিকেশনগুলিতে প্রায়শই ভরকে কমিয়ে আনতে পাতলা অ্যালুমিনিয়াম পাতের প্রয়োজন হয়।
- আকৃতি পরিবর্তনের সুবিধা: পাতলা পাতগুলি ছোট ব্যাসার্ধের সঙ্গে আরও সহজে বাঁকে। ফাটল এড়াতে পুরু উপাদানের জন্য বৃহত্তর বাঁকের ব্যাসার্ধের প্রয়োজন হয়।
- খরচের ফলাফল: উপাদানের খরচ পুরুত্বের সাথে সমানুপাতিকভাবে বৃদ্ধি পায়। প্রতি বর্গফুটে 10-গজের পাতের খরচ প্রায় 20-গজের পাতের খরচের দ্বিগুণ।
অনুযায়ী অ্যালুমিনিয়াম স্পেসিফিকেশন নির্দেশিকা , 6 মিমি (প্রায় 0.236 ইঞ্চি) এর বেশি ঘনত্বযুক্ত উপাদানকে শীট মেটাল থেকে প্লেট শ্রেণিবিভাগে অন্তর্ভুক্ত করা হয়। এই পার্থক্যটি গুরুত্বপূর্ণ কারণ প্লেটের জন্য সাধারণত ভিন্ন উৎপাদন প্রক্রিয়া এবং সরঞ্জামের প্রয়োজন হয়।
আপনি কখন পাতলা অ্যালুমিনিয়াম শীট বনাম ঘন বিকল্পগুলি বেছে নেবেন? আবেদন-নির্দিষ্ট সুপারিশগুলি এই সিদ্ধান্ত পরিষ্কার করতে সাহায্য করে:
- সাইনবোর্ড আবেদন: 16 থেকে 20 গেজ অভ্যন্তরীণ সাইনের জন্য যথেষ্ট দৃঢ়তা প্রদান করে যখন ওজনটি নিয়ন্ত্রণযোগ্য রাখে। বাহ্যিক সাইনের জন্য বাতাসের প্রতিরোধের জন্য 14 গেজ প্রয়োজন হতে পারে।
- অটোমোটিভ প্যানেল: 18 থেকে 22 গেজ শরীরের প্যানেলের জন্য জটিল বক্ররেখার সাথে যথেষ্ট শক্তির সাথে ফর্মেবিলিটির ভারসাম্য বজায় রাখে। কাঠামোগত উপাদানগুলির জন্য 10 থেকে 14 গেজ প্রয়োজন।
- HVAC উপাদান: 14 থেকে 18 গেজ ডাক্টওয়ার্কের চাপের প্রয়োজনীয়তা মেটায় যখন ইনস্টলেশনের সময় সহজে বাঁক এবং সিমিংয়ের অনুমতি দেয়।
- কাঠামোগত আবেদন: 10 থেকে 14 গেজ ফ্রেম, ব্র্যাকেট এবং সাপোর্ট সদস্যদের জন্য প্রয়োজনীয় লোড-বহন ক্ষমতা প্রদান করে।
একটি গুরুত্বপূর্ণ বিষয় যা প্রায়শই উপেক্ষা করা হয় তা হল পুরুত্বের সহনশীলতা। নির্দিষ্টকরণ চার্টে দেখানো পরিমাপটি নমুনা পুরুত্বকে নির্দেশ করে, ঠিক মান নয়। ASTM B209-এর মতো শিল্প মানগুলি পাতের প্রস্থ এবং পুরুত্বের সাথে পরিবর্তিত হওয়া গ্রহণযোগ্য সহনশীলতার পরিসর নির্ধারণ করে। নির্ভুলতার জন্য প্রয়োজনীয় সহনশীলতার পরিসর নির্দিষ্ট করুন এবং ডেলিভারির সময় প্রকৃত পরিমাপ করা পুরুত্ব নিশ্চিত করে এমন মিল টেস্ট সার্টিফিকেট অনুরোধ করুন।
আপনার খাদ এবং পুরুত্বের সিদ্ধান্ত নেওয়া হয়েছে, পরবর্তী পদক্ষেপ হল বিভিন্ন উৎপাদন পদ্ধতি আপনার কাস্টম অ্যালুমিনিয়াম শীট ধাতব অংশগুলিকে কীভাবে প্রভাবিত করে তা বোঝা।

উৎপাদন পদ্ধতি এবং নির্ভুলতার ক্ষমতা
আপনার খাদ নির্বাচন করা হয়েছে। আপনার পুরুত্ব নির্দিষ্ট করা হয়েছে। এখন চূড়ান্ত অংশের গুণমান গঠন করে এমন প্রশ্নটি আসে: আপনার কাস্টম অ্যালুমিনিয়াম শীট ধাতব অংশটি কীভাবে কাটা হবে? উৎপাদন পদ্ধতি সম্পর্কে বোঝা কেবল একাডেমিক জ্ঞান নয়। এটি সরাসরি সহনশীলতা, প্রান্তের ফিনিশ, লিড টাইম এবং প্রকল্পের খরচকে প্রভাবিত করে।
যখন আপনি অ্যালুমিনিয়াম শীট মেটাল কাটার উপায় খুঁজছেন, তখন আপনি চারটি প্রধান প্রযুক্তির সম্মুখীন হবেন: লেজার কাটিং, সিএনসি রাউটিং, ওয়াটারজেট কাটিং এবং স্ট্যাম্পিং। আপনার উপাদানের পুরুত্ব, ডিজাইনের জটিলতা এবং উৎপাদন পরিমাণের উপর নির্ভর করে প্রতিটির আলাদা সুবিধা রয়েছে। প্রতিটি পদ্ধতি কী প্রদান করে তা বিশদে দেখুন যাতে আপনি একটি তথ্য-ভিত্তিক সিদ্ধান্ত নিতে পারেন।
অ্যালুমিনিয়াম শীটের জন্য কাটিং প্রযুক্তির তুলনা
অ্যালুমিনিয়াম শীট কাটার সেরা উপায় সম্পূর্ণরূপে আপনার নির্দিষ্ট প্রয়োজনের উপর নির্ভর করে। যা পাতলা সজ্জামূলক প্যানেলের জন্য দুর্দান্ত কাজ করে, তা ঘন কাঠামোগত উপাদানের জন্য সম্পূর্ণরূপে ব্যর্থ হতে পারে। sendCutSend-এর ফ্যাব্রিকেশন বিশেষজ্ঞদের মতে উপাদান নির্বাচন, আকার, সহনশীলতা এবং পোস্ট-প্রসেসিংয়ের প্রয়োজনীয়তা সবই আদর্শ কাটিং পদ্ধতি নির্বাচনে গুরুত্বপূর্ণ ভূমিকা পালন করে।
আপনার অ্যালুমিনিয়াম কাটার সিদ্ধান্ত নেওয়ার জন্য এখানে একটি বিস্তারিত তুলনা দেওয়া হল:
| ফ্যাব্রিকেশন পদ্ধতি | নির্ভুলতার সহনশীলতা | প্রান্তের গুণগত মান | পুরুত্বের ক্ষমতা | আপেক্ষিক গতি | খরচ ফ্যাক্টর |
|---|---|---|---|---|---|
| লেজার কাটিং | ±0.005" (0.13 mm) | চমৎকার (ঘন উপাদানে ডিবারিংয়ের প্রয়োজন হতে পারে) | ১.০" পর্যন্ত (২৫.৪ মিমি) | সবথেকে দ্রুততম (প্রতি মিনিটে ২,৫০০ ইঞ্চি পর্যন্ত) | নিম্ন থেকে মাধ্যমিক |
| সিএনসি রাউটিং | ±0.005" (0.13 mm) | খুব ভালো (প্লাস্টিক এবং কম্পোজিটগুলিতে উন্নত ফিনিশ) | উপাদানভেদে পরিবর্তিত হয় | মাঝারি | মাঝারি |
| জলজেট কাটিং | ±0.005" (0.13 mm) | চমৎকার (বার বা ড্রস ছাড়াই) | কয়েক ইঞ্চি পর্যন্ত | সবথেকে ধীরতম | উচ্চতর |
| স্ট্যাম্পিং | ±0.005" থেকে ±0.015" | ভালো (মাধ্যমিক ফিনিশিংয়ের প্রয়োজন হতে পারে) | সাধারণত ০.২৫" পর্যন্ত (৬.৩৫ মিমি) | অত্যন্ত দ্রুত (উচ্চ পরিমাণ) | প্রতি ইউনিটে কম (উচ্চ টুলিং খরচ) |
লেজার কাটিং: 4kW থেকে 12kW পর্যন্ত উচ্চ-শক্তির ফাইবার লেজারগুলি একটি প্রবলিত আলোক রশ্মি ব্যবহার করে অ্যালুমিনিয়ামকে গলিয়ে, পুড়িয়ে এবং বাষ্পীভূত করে একটি পূর্বনির্ধারিত পথ ধরে। অ্যালুমিনিয়ামের পাত কাটার জন্য এই পদ্ধতিটি অসাধারণ গতি এবং সূক্ষ্মতা প্রদান করে। শিল্প তথ্য অনুযায়ী, লেজার কাটিং প্রতি মিনিটে 2,500 ইঞ্চি পর্যন্ত গতি অর্জন করতে পারে যখন কঠোর সহনশীলতা বজায় রাখে। এই প্রক্রিয়াটি একটি ছোট "কার্ফ" (কাটার সময় অপসারিত উপাদানের প্রস্থ) তৈরি করে, এবং অভিজ্ঞ প্রস্তুতকারকরা স্বয়ংক্রিয়ভাবে তাদের প্রোগ্রামিংয়ে এটি ক্ষতিপূরণ করে।
লেজার কাটিং সম্পর্কিত একটি বিবেচনা হল তাপ-প্রভাবিত অঞ্চল (HAZ)। যেহেতু লেজারগুলি তাপীয় প্রক্রিয়া, পার্শ্ববর্তী উপাদানে সামান্য বৈশিষ্ট্য পরিবর্তন ঘটতে পারে। তবে, অবিশ্বাস্য দ্রুত কাটিং গতি এবং ছোট রশ্মি ব্যাস তাপ স্থানান্তরকে উল্লেখযোগ্যভাবে কমিয়ে দেয়। সরল জ্যামিতির জন্য, HAZ প্রায় অস্তিত্বহীন।
সিএনসি রাউটিং: তাপীয় কাটিংয়ের বিপরীতে, সিএনসি রাউটারগুলি কম্পিউটার-নিয়ন্ত্রিত স্পিন্ডেলে আবদ্ধ ঘূর্ণায়মান কার্বাইড কাটার ব্যবহার করে। কাটারটি উপাদানের মধ্যে প্রবেশ করে এবং পূর্বনির্ধারিত পথ বরাবর চলে। প্লাস্টিক, কম্পোজিট এবং কাঠের জন্য এই পদ্ধতি অত্যন্ত উপযোগী, তবে এটি অ্যালুমিনিয়ামও কার্যকরভাবে কাটতে পারে। ফলাফলস্বরূপ পৃষ্ঠের মান প্রায়শই লেজার কাটিংয়ের চেয়ে ভালো হয়, বিশেষ করে ঘন উপাদানের ক্ষেত্রে।
সিএনসি রাউটিংয়ের কিছু সীমাবদ্ধতা রয়েছে। অভ্যন্তরীণ কোণগুলি কাটারের ব্যাসের (সাধারণত 1/8 ইঞ্চি) চেয়ে বেশি তীক্ষ্ণ হতে পারে না, সমস্ত অভ্যন্তরীণ কিনারায় 0.063 ইঞ্চি ন্যূনতম ব্যাসার্ধ প্রয়োজন। তদুপরি, মেশিনিংয়ের সময় ছোট ফিক্সচার ট্যাবগুলি অংশগুলি ধরে রাখে, যা হাতে সমাপ্ত করার প্রয়োজন হয় এমন সামান্য দাগ ছেড়ে যেতে পারে।
ওয়াটারজেট কাটিং: এই প্রক্রিয়াটি অত্যন্ত উচ্চ-চাপযুক্ত জল (60,000 PSI পর্যন্ত) ব্যবহার করে যা সূক্ষ্মভাবে ভাঙা গার্নেট আসঁজন দিয়ে মিশ্রিত। এই ধরনের জেট উত্তপ্ত না করেই উপাদানের মধ্য দিয়ে ক্ষয় করে, যা HAZ-এর ঝুঁকি সম্পূর্ণরূপে দূর করে। ফলে যেসব প্রয়োগে তাপীয় প্রভাব অগ্রহণযোগ্য, যেমন কঠোর উপাদান বৈশিষ্ট্যযুক্ত এয়ারোস্পেস উপাদানের ক্ষেত্রে, ওয়াটারজেট আদর্শ হয়ে ওঠে।
আর এর বিনিময়ে কী? লেজার কাটিংয়ের তুলনায় ওয়াটারজেট কাটিং উল্লেখযোগ্যভাবে ধীরগতির এবং সাধারণত প্রতি অংশের খরচ বেশি হয়। তবে প্রক্রিয়াকরণে কঠিন উপাদান বা যেখানে কাটার প্রান্তের গুণমান সর্বোচ্চ গুরুত্বপূর্ণ, সেক্ষেত্রে এই বিনিয়োগ লাভজনক হয়।
স্ট্যাম্পিং: উচ্চ পরিমাণে উৎপাদনের জন্য, স্ট্যাম্পিং একটি কঠিন ডাই ব্যবহার করে একটি একক প্রেস স্ট্রোকে অ্যালুমিনিয়াম শীট ছিঁড়ে বা গঠন করে। একবার টুলিং তৈরি হয়ে গেলে, স্ট্যাম্পিং অত্যন্ত দ্রুত কম প্রতি একক খরচে অংশ উৎপাদন করে। সীমাবদ্ধতা থাকে প্রাথমিক টুলিং বিনিয়োগে, যা কেবল উচ্চ উৎপাদন পরিমাণে অর্থনৈতিকভাবে যুক্তিযুক্ত হয়।
আপনার প্রকল্পের জন্য কোন নির্মাণ পদ্ধতি উপযুক্ত
অ্যালুমিনিয়ামের পাত কাটার পদ্ধতি নির্বাচন করা আপনার অগ্রাধিকারগুলি বোঝা থেকে শুরু হয়। নিজেকে এই প্রশ্নগুলি করুন:
- আপনার প্রকৃতপক্ষে কতটা সহনশীলতা প্রয়োজন? যদি ±0.009" কাজ করে, তবে ওয়াটারজেট ব্যবহার করা যেতে পারে। যদি ±0.005" বা তার চেয়ে কম প্রয়োজন হয়, তবে লেজার বা সিএনসি রাউটিং ভালো কাজ করে।
- আপনার উপাদানটি কতটা ঘন তা? পাতলা পাতের জন্য লেজার কাটিং ভালো। মোটা পাতের জন্য ওয়াটারজেট ক্ষমতা প্রয়োজন হতে পারে।
- তাপ-সংবেদনশীলতা কি গুরুত্বপূর্ণ? এয়ারোস্পেস এবং কিছু শিল্প প্রয়োগে তাপীয় প্রক্রিয়া সম্পূর্ণরূপে নিষিদ্ধ।
- আপনার উৎপাদন পরিমাণ কত? প্রোটোটাইপ এবং কম পরিমাণের জন্য লেজার বা ওয়াটারজেট উপযুক্ত। বেশি পরিমাণের জন্য স্ট্যাম্পিং সরঞ্জামে বিনিয়োগ করা যেতে পারে।
- কোন ধারের গুণমান গ্রহণযোগ্য? যেসব অংশের দ্বিতীয় ধাপের ফিনিশিংয়ের প্রয়োজন হয় না, জলজেটের বুর-মুক্ত কিনারা থেকে উপকৃত হয়।
কাটার পাশাপাশি, আপনার ফ্যাব্রিকেশন ওয়ার্কফ্লো-এ সম্ভবত দ্বিতীয় ধাপের অপারেশনগুলি অন্তর্ভুক্ত থাকে। PEKO Precision অনুসারে, একটি সম্পূর্ণ শীট মেটাল ফ্যাব্রিকেশন প্রক্রিয়া সাধারণত এই পর্যায়গুলির মধ্য দিয়ে যায়:
- ডিজাইন এবং প্রোগ্রামিং: CAD ফাইলগুলি মেশিন নির্দেশে রূপান্তরিত হয়, আপনার নির্বাচিত কাটিং পদ্ধতির জন্য টুলপাথগুলি অপটিমাইজ করা হয়
- কাটা: আপনার নির্বাচিত প্রক্রিয়া সমতল শীট স্টক থেকে মূল অংশের জ্যামিতি তৈরি করে
- বাঁকানো এবং গঠন: প্রেস ব্রেক বা ফরমিং সরঞ্জাম সমতল কাটা অংশগুলিকে ত্রিমাত্রিক অংশে রূপান্তরিত করে। গুরুত্বপূর্ণ বিষয়গুলির মধ্যে রয়েছে বেন্ড অ্যালাউন্স, স্প্রিংব্যাক কম্পেনসেশন এবং ফাটল রোধ করার জন্য ন্যূনতম বেন্ড ব্যাসার্ধ
- যুক্ত করা: যেসব অংশ সংযোজনের প্রয়োজন হয় তাদের ওয়েল্ডিং, রিভেটিং বা যান্ত্রিক ফাস্টেনিং অপারেশনের মধ্য দিয়ে যেতে হয়
- ফিনিশিং: অংশগুলিকে চূড়ান্ত ব্যবহারের জন্য প্রস্তুত করতে ডেবারিং, অ্যানোডাইজিং বা পাউডার কোটিং-এর মতো পৃষ্ঠতল চিকিত্সা প্রয়োগ করা হয়
এই কাজের ধারাবাহিকতা বোঝা আপনাকে উৎপাদন অংশীদারদের সঙ্গে কার্যকরভাবে যোগাযোগ করতে সাহায্য করে। কাস্টম অ্যালুমিনিয়াম শীট মেটালের জন্য উদ্ধৃতি চাওয়ার সময়, কেবল কাটার প্রয়োজনীয়তাই নয়, আপনার ডিজাইনের জন্য প্রয়োজনীয় বেঁকে যাওয়া, আকৃতি দেওয়া বা সমাপ্তকরণ অপারেশনগুলিও উল্লেখ করুন।
উৎপাদন প্রক্রিয়ার প্রতিটি সিদ্ধান্ত সম্পূর্ণ উৎপাদন প্রক্রিয়াজুড়ে প্রভাব ফেলে। উপযুক্ত মাধ্যমিক অপারেশনের সঙ্গে সঠিক কাটার পদ্ধতি জুড়ে দেওয়া আপনার স্পেসিফিকেশন মেটানো অংশগুলি দেয়, যা অপ্রয়োজনীয় খরচ বা বিলম্ব ছাড়াই পাওয়া যায়। উৎপাদনের মৌলিক বিষয়গুলি আলোচনা করার পর, এখন দেখা যাক কীভাবে পৃষ্ঠতলের সমাপ্তকরণ এবং সুরক্ষামূলক চিকিত্সাগুলি আপনার অ্যালুমিনিয়াম অংশগুলিকে আরও ভালো করে তুলতে পারে।
পৃষ্ঠতলের সমাপ্তকরণ এবং সুরক্ষামূলক চিকিত্সা
আপনার কাস্টম অ্যালুমিনিয়াম শীট মেটালের অংশগুলি কাটা হয়েছে, আকৃতি দেওয়া হয়েছে এবং চূড়ান্ত পদক্ষেপের জন্য প্রস্তুত যা প্রায়শই তাদের কর্মক্ষমতা নির্ধারণ করে: পৃষ্ঠতল সমাপ্তকরণ। কল্পনা করুন আপনি সুন্দরভাবে তৈরি করা উপাদানগুলি পেয়েছেন, কিন্তু কয়েক মাসের মধ্যেই তারা ক্ষয় হচ্ছে, আঁচড় খাচ্ছে বা তাদের চকচকে ভাব হারিয়ে ফেলছে। সঠিক সমাপ্তকরণ সেই পরিস্থিতি সম্পূর্ণরূপে প্রতিরোধ করে।
পৃষ্ঠতলের চিকিত্সা শুধুমাত্র অংশগুলির দেখতে ভালো করার জন্যই হয় না। এটি পরিবেশগত ক্ষতি থেকে সুরক্ষা প্রদান করে, টেকসই করে তোলে এবং বৈদ্যুতিক পরিবাহিতা বা পেইন্টের আসঞ্জনের মতো কার্যকরী বৈশিষ্ট্যগুলিও উন্নত করতে পারে। কমহানের অ্যালুমিনিয়াম ফিনিশিং বিশেষজ্ঞদের মতে, পৃষ্ঠতলের চিকিত্সার তিনটি প্রাথমিক উদ্দেশ্য রয়েছে: উপাদানটি সুরক্ষিত করা, এর চেহারা সুশোভিত করা এবং পরবর্তী আস্তরণের জন্য ভালো আসঞ্জন নিশ্চিত করা।
আপনার অংশগুলিকে রূপান্তরিত করে এমন পৃষ্ঠতলের ফিনিশের বিকল্পগুলি
কাস্টম অ্যালুমিনিয়াম শীট মেটাল অর্ডার করার সময়, আপনি কয়েকটি ফিনিশ শ্রেণীর সম্মুখীন হবেন। আপনার অ্যাপ্লিকেশনের প্রয়োজন, বাজেট এবং সৌন্দর্যগত পছন্দের উপর নির্ভর করে প্রতিটি শ্রেণী আলাদা সুবিধা প্রদান করে।
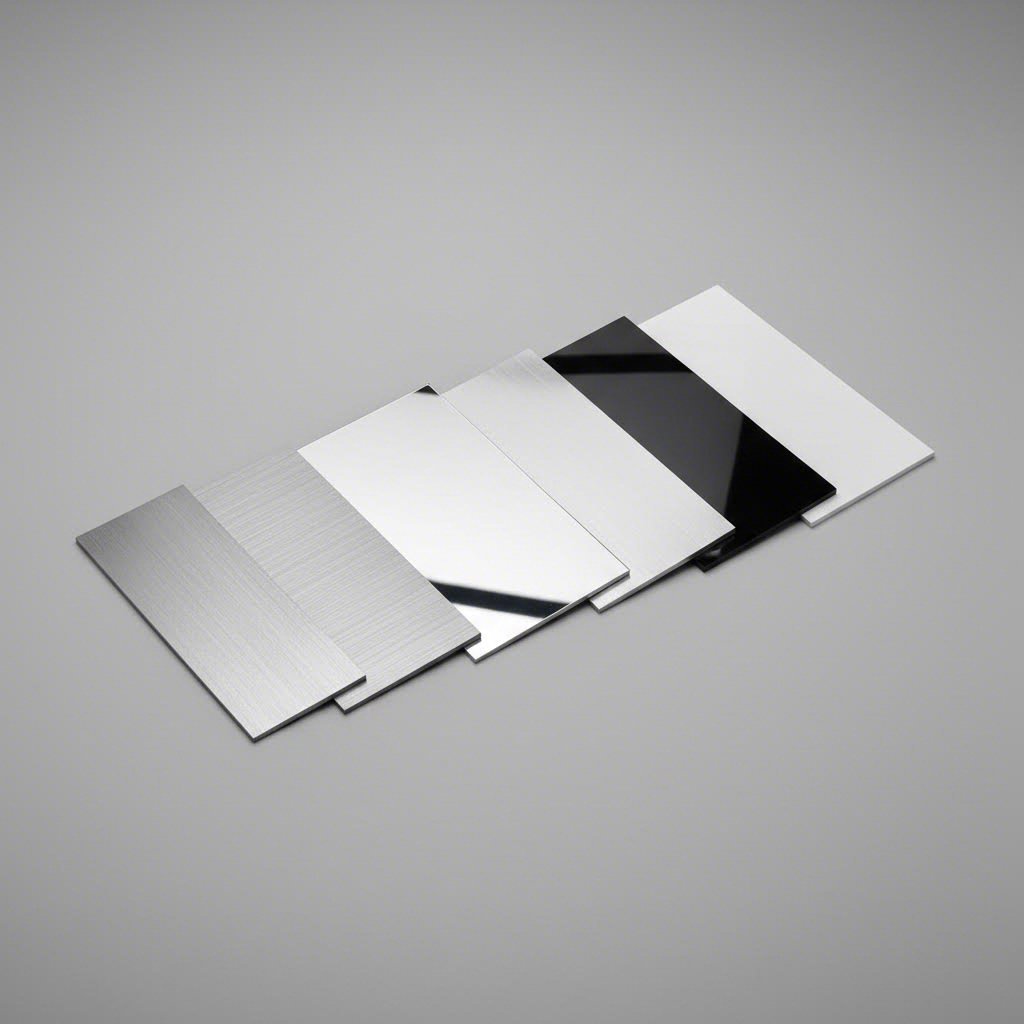
- মিল সমাপ্তি: মিল থেকে আসা রোলড অ্যালুমিনিয়ামের প্রাকৃতিক অবস্থা। এই অপ্রক্রিয়াকৃত পৃষ্ঠতলে ছোট ছোট আঁচড় এবং রোলার দাগ দেখা যায় কিন্তু লুকানো উপাদান বা মাধ্যমিক ফিনিশ পাওয়া অংশগুলির জন্য এটি সম্পূর্ণ উপযুক্ত। যেখানে চেহারা গুরুত্বপূর্ণ নয় সেখানে এটি সবচেয়ে অর্থনৈতিক বিকল্প।
- ব্রাশ ফিনিশ: সূক্ষ্ম গ্রিট দিয়ে পৃষ্ঠতল ঘষে তৈরি করা হয়, যা সমান দিকনির্দেশক রেখা উৎপাদন করে। এই ফিনিশটি আঙুলের ছাপ এবং ক্ষুদ্র আঁচড়গুলি লুকিয়ে রাখে এবং একইসাথে আধুনিক শিল্প চেহারা প্রদান করে। স্থাপত্য প্যানেল, যন্ত্রপাতির সামনের অংশ এবং সজ্জার ট্রিমের জন্য আদর্শ।
- পোলিশ করা অ্যালুমিনিয়াম শীট: যান্ত্রিক বাফিং দর্পণের মতো প্রতিফলন তৈরি করে। যদিও দৃষ্টিনন্দন হিসাবে চমকপ্রদ, পোলিশ করা পৃষ্ঠগুলি সহজেই আঙুলের ছাপ এবং আঁচড় দেখায় এবং বেশি রক্ষণাবেক্ষণের প্রয়োজন হয়। সজ্জামূলক প্রয়োগ, প্রতিফলক এবং উচ্চ-মানের ভোক্তা পণ্যগুলির জন্য সবচেয়ে উপযুক্ত।
- সাদা অ্যালুমিনিয়াম শীট মেটাল: পাউডার কোটিং বা তরল রঞ্জকের মাধ্যমে প্রাপ্ত, এই ফিনিশটি রঙ এবং সুরক্ষা উভয়ই প্রদান করে। যেখানে পরিষ্কার চেহারা গুরুত্বপূর্ণ, সেখানে সাইনবোর্ড, স্থাপত্য ক্ল্যাডিং এবং সরঞ্জাম আবরণের জন্য জনপ্রিয়।
- কালো অ্যালুমিনিয়াম শীট: আরেকটি পাউডার-কোটেড বা রঞ্জিত বিকল্প যা চিকন এবং পেশাদার চেহারা প্রদান করে। ইলেকট্রনিক্স আবরণ, অটোমোটিভ ট্রিম এবং প্রদর্শন ফিক্সচারে সাধারণ।
দীর্ঘমেয়াদী কর্মক্ষমতার জন্য সুরক্ষামূলক চিকিত্সা
দৃশ্যমানতার প্রতি লক্ষ্য রেখে নয়, সুরক্ষামূলক চিকিত্সাগুলি ক্ষয়, ঘর্ষণ এবং পরিবেশগত ক্ষতির বিরুদ্ধে বাধা তৈরি করে অংশগুলির আয়ু উল্লেখযোগ্যভাবে বাড়িয়ে দেয়।
Anodizing: এই ইলেকট্রোকেমিক্যাল প্রক্রিয়াটি অ্যালুমিনিয়ামের উপর কোনও আস্তরণ যোগ করে না। বরং এটি পৃষ্ঠের স্তরটিকে কঠিন, সুরক্ষামূলক অ্যালুমিনিয়াম অক্সাইডে রূপান্তরিত করে। অনুযায়ী অ্যালুমিনিয়াম অ্যাসোসিয়েশনের ফিনিশিং স্পেসিফিকেশন আনোডাইজড অ্যালুমিনিয়াম শীটগুলি আস্তরণের পুরুত্বের ভিত্তিতে একাধিক শ্রেণীতে আসে:
- সুরক্ষামূলক এবং সজ্জামূলক (০.৪ মিলের কম): সর্বনিম্ন ঘর্ষণের সংস্পর্শে থাকা অভ্যন্তরীণ অ্যাপ্লিকেশনের জন্য উপযুক্ত
- স্থাপত্য শ্রেণী II (০.৪-০.৭ মিল): বাণিজ্যিক ভবনের অ্যাপ্লিকেশনের জন্য স্ট্যান্ডার্ড
- স্থাপত্য শ্রেণী I (০.৭ মিল এবং তার বেশি): চাহিদাপূর্ণ বহিরঙ্গন পরিবেশের জন্য সর্বোচ্চ সুরক্ষা
অ্যানোডাইজিংয়ের মাধ্যমে রঞ্জক বা তড়িৎবিশ্লেষণ দ্বারা রঙ প্রয়োগ করা যায়, যা চিত্রলিপির মতো খসখসে বা ছাড়া টেকসই রঙিন ফিনিশ তৈরি করে।
পাউডার কোটিং: ইলেকট্রোস্ট্যাটিকভাবে প্রয়োগ করা পাউডার অ্যালুমিনিয়ামের সাথে আঠালো হয়ে ওভেনে পাকানো হয়, একটি অবিচ্ছিন্ন সুরক্ষামূলক ফিল্ম গঠন করে। এই প্রক্রিয়াটিতে কোনো দ্রাবক ব্যবহার হয় না, ফলে এটি তরল রংয়ের চেয়ে পরিবেশ-বান্ধব। ফলস্বরূপ পাওয়া যাওয়া ফিনিশটি চিপিং, আঁচড় এবং রঙ ফ্যাকাশে হওয়া থেকে প্রতিরোধ করে এবং অসীম রঙের বিকল্প প্রদান করে। তবে, এর টেক্সচারটি তরল রংয়ের ফিনিশের তুলনায় কিছুটা খসখসে থাকে।
ওয়েট পেইন্টিং: যখন সৌন্দর্য প্রাধান্য পায়, তখন তরল রং অর্জনযোগ্য মসৃণতম ফিনিশ প্রদান করে। এটি বড় অংশগুলির সাথেও কাজ করতে পারে যা পাউডার কোটিং স্প্রে বুথে ঢোকে না। পাউডার কোটিংয়ের সাথে অসম্ভব ডেকোরেটিভ প্রভাবগুলি তরল রংয়ের মাধ্যমে সম্ভব হয়ে ওঠে।
প্রি-ট্রিটমেন্ট গুরুত্বপূর্ণ: আপনি যে প্রতিরক্ষামূলক চিকিত্সাটি নির্বাচন করুন না কেন, সঠিক পূর্ব-চিকিত্সা সাফল্য নির্ধারণ করে। ডিগ্রিজিং, ধোয়া এবং রূপান্তর কোটিং প্রয়োগ করা আদর্শ আসঞ্জন নিশ্চিত করে। পর্যাপ্ত প্রস্তুতি ছাড়া, ফিনিশগুলি অকালে খসে যায়, যা আপনার বিনিয়োগ নষ্ট করে দেয়।
আপনার কাস্টম অ্যালুমিনিয়াম শীট মেটাল অর্ডারের জন্য ফিনিশ নির্দিষ্ট করার সময়, আপনার ফ্যাব্রিকেটরের সাথে স্পষ্টভাবে যোগাযোগ করুন। একটি স্থপতি ক্লাস II ক্লিয়ার ম্যাট অ্যানোডাইজড ফিনিশের জন্য AA-M10 C12 C22 A31 এর মতো) অ্যালুমিনিয়াম অ্যাসোসিয়েশন নামকরণ পদ্ধতি অন্তর্ভুক্ত করুন যাতে কোনও অস্পষ্টতা না থাকে। মিল ফিনিশ, অ্যানোডাইজড বা রঙ করা পৃষ্ঠগুলির প্রয়োজন হয় কিনা তা উল্লেখ করুন এবং যেকোনো রঙ মিলানোর প্রয়োজনীয়তা আগেভাগেই পরিষ্কার করুন।
পৃষ্ঠের বিকল্পগুলি বোঝা আপনাকে আপনার অ্যাপ্লিকেশনের জন্য যা প্রয়োজন তা ঠিক অনুরোধ করার অবস্থানে নিয়ে আসে। পরবর্তীতে, আসুন দেখি এই পছন্দগুলি এবং অন্যান্য প্রকল্পের সিদ্ধান্তগুলি আপনার মোট খরচকে কীভাবে প্রভাবিত করে।
খরচের উপাদান এবং বাজেট অপ্টিমাইজেশন কৌশল
আপনি আপনার অ্যালয়টি নির্বাচন করেছেন, পুরুত্ব নির্দিষ্ট করেছেন, একটি উত্পাদন পদ্ধতি চয়ন করেছেন এবং পৃষ্ঠের সমাপ্তি সম্পর্কে সিদ্ধান্ত নিয়েছেন। এখন প্রতিটি ক্রেতা যে প্রশ্ন করে: এটির আসলে কত খরচ হবে? কাস্টম অ্যালুমিনিয়াম শীট মেটালের মূল্য নির্ধারণের পেছনের কারণগুলি বোঝা আপনাকে আরও ভালো সিদ্ধান্ত নিতে এবং বাজেটের অপ্রত্যাশিত খরচ এড়াতে সাহায্য করে।
কাস্টম তৈরি করা অংশগুলির জন্য মূল্য নির্ধারণ স্টক উপকরণ কেনার মতো সরাসরি নয়। এখানে একাধিক পরিবর্তনশীল বিষয় একে অপরের সাথে যুক্ত থাকে এবং ছোট ডিজাইন পরিবর্তন উল্লেখযোগ্য খরচের পার্থক্য তৈরি করতে পারে। JLCCNC-এর উত্পাদন খরচ বিশ্লেষণ অনুসারে, আপনি যে উপকরণটি নির্বাচন করেন তা খরচের উপর সবচেয়ে বড় প্রভাব ফেলে, তবে উত্পাদনের জটিলতা, পরিমাণ এবং সমাপ্তির প্রয়োজনীয়তা সবই আপনার চূড়ান্ত চালানে অবদান রাখে।
কাস্টম অ্যালুমিনিয়াম শীট মেটালের মূল্য নির্ধারণের পেছনের কারণগুলি কী
প্রতি পাউন্ড অ্যালুমিনিয়ামের দাম কত? অক্টোবর 2025 এর হিসাবে, প্রাথমিক অ্যালুমিনিয়ামের দাম আঞ্চলিক প্রিমিয়ামের উপর নির্ভর করে প্রায় 1.17 ডলার থেকে 1.84 ডলার প্রতি পাউন্ড। বর্তমান বাজার তথ্য অনুযায়ী, লন্ডন মেটাল এক্সচেঞ্জের দাম প্রায় 1.30 ডলার প্রতি পাউন্ডের কাছাকাছি, যেখানে মার্কিন ক্রেতারা প্রায় 0.77 থেকে 0.81 ডলার প্রতি পাউন্ডের অতিরিক্ত মিডওয়েস্ট প্রিমিয়াম প্রদান করেন, যা প্রকৃত ল্যান্ডেড দামকে প্রায় 2.10 ডলার প্রতি পাউন্ডের কাছাকাছি নিয়ে আসে।
কিন্তু কাঁচামালের দাম শুধুমাত্র শুরুর বিষয়। আপনার মোট প্রকল্পের খরচ কয়েকটি পরস্পর সম্পর্কযুক্ত বিষয়ের উপর নির্ভর করে:
-
উপকরণের খরচ:
- ভালোবাজারের আন্তর্জাতিক কাঁচামাল বাজারের সঙ্গে ভিত্তি অ্যালুমিনিয়ামের দাম ওঠানামা করে
- খাদ গ্রেড মূল্য নির্ধারণকে প্রভাবিত করে। 7075 এর মতো বিশেষ খাদগুলি 3003 এর মতো সাধারণ গ্রেডগুলির চেয়ে বেশি দামি
- শীটের পুরুত্ব সরাসরি খরচের সাথে সম্পর্কিত। ঘনিষ্ঠ উপাদান মানে প্রতি বর্গফুটে আরও বেশি অ্যালুমিনিয়াম
- ছাই হার গুরুত্বপূর্ণ। উল্লেখযোগ্য বর্জ্য উৎপাদনকারী জটিল নকশাগুলি কার্যকর উপাদানের খরচ বাড়িয়ে তোলে
-
নির্মাণের জটিলতা:
- প্রতিটি বাঁক, গর্ত বা ওয়েল্ডেড সিম সেটআপ সময় এবং মেশিনিং অপারেশন যোগ করে
- একটি সাধারণ লেজার-কাট ব্র্যাকেটের দাম এমন একটি আবদ্ধতার চেয়ে অনেক কম যাতে একাধিক বাঁক, কাউন্টারসিঙ্ক এবং ওয়েল্ডেড কোণ রয়েছে
- কঠোর টলারেন্স (যেমন ±0.05 mm এর পরিবর্তে ±0.2 mm) ধীর কাটার গতি এবং অতিরিক্ত মান পরীক্ষা প্রয়োজন
- জটিল জ্যামিতির জন্য বিশেষ ফিক্সচার বা বহু-পর্যায়ের কাজের প্রয়োজন হতে পারে
-
পরিমাণ বিবেচনা:
- আরও বেশি ইউনিটের মধ্যে ছড়িয়ে থাকা সেটআপ খরচ প্রতি ইউনিটের মূল্য আকাশছোঁয়াভাবে কমিয়ে দেয়
- 5টি পার্টের ব্যাচের তুলনায় 500টি পার্টের ব্যাচের প্রতি ইউনিট খরচ উল্লেখযোগ্যভাবে কম
- প্রোটোটাইপ পরিমাণের ক্ষেত্রে নির্দিষ্ট প্রোগ্রামিং এবং সেটআপ খরচের কারণে প্রতি ইউনিট খরচ বেশি হয়
-
সমাপ্তি প্রয়োজনীয়তা:
- পাউডার কোটিং সাধারণত প্রতি পাউন্ড পার্ট খরচে $0.20 থেকে $1.00 পর্যন্ত যোগ করে
- অ্যানোডাইজিং কোটিং পুরুত্বের শ্রেণীর উপর নির্ভর করে পরিবর্তিত হয়
- জিঙ্ক প্লেটিং, পোলিশিং এবং অন্যান্য চিকিত্সাগুলি প্রত্যেকেই প্রক্রিয়াকরণের ধাপ এবং খরচ বাড়ায়
-
লিড টাইমের প্রভাব:
- স্ট্যান্ডার্ড উৎপাদনের জন্য সাধারণত 5-7 দিন সময় লাগে
- আপনার অর্ডার অগ্রাধিকার দেওয়ার জন্য জরুরি অর্ডারে 20-40% অতিরিক্ত চার্জ থাকতে পারে
- অগ্রিম পরিকল্পনা করলে ত্বরিত প্রক্রিয়াকরণের জন্য প্রিমিয়াম চার্জ এড়ানো যায়
প্রক্রিয়াকরণের খরচ অন্তর্ভুক্ত করা হলে অ্যালুমিনিয়ামের মূল্য কত? শিল্প তথ্য অনুসারে, ফ্যাব্রিকেশন অন্তর্ভুক্ত করার পর প্রক্রিয়াকৃত অ্যালুমিনিয়াম পণ্যের চূড়ান্ত খরচ সাধারণত প্রতি পাউন্ড $2.00 থেকে $4.50 এর মধ্যে হয়। এক্সট্রুশন প্রতি পাউন্ডে $0.50 থেকে $1.50, মেশিনিং প্রতি পাউন্ডে $1.00 থেকে $3.00 এবং ডাই কাস্টিং জটিলতার উপর নির্ভর করে প্রতি পাউন্ডে $0.80 থেকে $2.50 যোগ করে।
আপনার প্রকল্পের বাজেট অপ্টিমাইজ করার স্মার্ট কৌশল
ফ্যাব্রিকেশনের পর অ্যালুমিনিয়াম কত দামে বিক্রি হয় তা মূলত আপনার নিয়ন্ত্রণে থাকা সিদ্ধান্তের উপর নির্ভর করে। ডিজাইনের প্রাথমিক পর্যায়ে কৌশলগত সিদ্ধান্ত নেওয়ার মাধ্যমে আপনি অংশের মান নষ্ট না করেই প্রায় 30% পর্যন্ত খরচ বাঁচাতে পারেন।
এই বাজেট অপ্টিমাইজেশন পদ্ধতিগুলি বিবেচনা করুন:
- প্রয়োজনীয়তা পূরণ করে এমন সবচেয়ে পাতলা উপাদান বেছে নিন: 0.8 মিমি মৃদু ইস্পাতের তুলনায় 1.2 মিমি স্টেইনলেস স্টিলের শীট প্রক্রিয়াকরণে 40-60% বেশি খরচ হতে পারে, কারণ মেশিনের ভার বৃদ্ধি পায় এবং কাটার গতি কমে যায়। অ্যালুমিনিয়ামের ক্ষেত্রেও একই নীতি প্রযোজ্য। কাঠামোগত চাহিদা পূরণের জন্য প্রয়োজনীয় সর্বনিম্ন পুরুত্ব নির্বাচন করে শক্তি এবং উৎপাদনযোগ্যতা উভয়কে ভারসাম্যপূর্ণ করুন।
- আপনার ডিজাইন সরল করুন: বাঁকের সংখ্যা কমানো ফর্মিংয়ের সময় কমায়। অপ্রয়োজনীয় বৈশিষ্ট্য অপসারণ করলে মেশিনিং কাজগুলি কমে। প্রতিটি সরলীকরণই উল্লেখযোগ্য সাশ্রয়ের দিকে পৌঁছায়।
- ছিদ্রের আকার এবং বৈশিষ্ট্যগুলি আদর্শীকরণ করুন: সাধারণ ড্রিল বিটের আকার এবং আদর্শ টুলিং ব্যবহার করলে পার্টগুলির মধ্যে সেটআপ পরিবর্তন কমে।
- সম্ভব হলে টলারেন্স শিথিল করুন: যদি আপনার ডিজাইনে চরম নির্ভুলতা প্রয়োজন না হয়, ±0.05 মিমি এর পরিবর্তে ±0.2 মিমি নির্দিষ্ট করলে দ্রুত প্রক্রিয়াকরণ এবং কম খরচ সম্ভব হয়।
- ব্লাঙ্কের আকার এবং নেস্টিং অপ্টিমাইজ করুন: আপনার ফ্যাব্রিকেটরের সাথে কাজ করে খুচরো উপাদান কমানোর চেষ্টা করুন। আকৃতিসম্পন্ন ব্লাঙ্ক এবং কার্যকর নেস্টিং বিন্যাস উপাদানের অপচয় 15-25% পর্যন্ত কমাতে পারে।
- অনুরূপ পার্টগুলি একসাথে ব্যাচ করুন: একইসাথে একাধিক পার্ট টাইপ অর্ডার করলে আপনার অর্ডারের জন্য সেটআপ খরচ ভাগাভাগি করা যায়।
- মানসম্পন্ন লিড টাইমগুলির জন্য আগেভাগে পরিকল্পনা করুন: আপনার প্রকল্পের সময়সূচীতে যথেষ্ট সময় যোগ করলে জরুরি ফি চলে যায়।
এই খরচের কারণগুলি বোঝা আপনাকে প্রস্তুতকারকদের সাথে ফলপ্রসূ আলোচনা করতে সক্ষম করে। উদ্ধৃতি অনুরোধ করার সময়, উপাদানের গ্রেড, পুরুত্ব, সহনশীলতা, ফিনিশের প্রয়োজনীয়তা এবং পরিমাণ সহ সম্পূর্ণ স্পেসিফিকেশন প্রদান করুন। আপনি যত বেশি বিস্তারিত তথ্য আগেভাগে দেবেন, আপনার উদ্ধৃতিটি তত বেশি নির্ভুল হবে।
খরচের মৌলিক বিষয়গুলি কভার করার পরে, পরবর্তী ধাপটি হল এমন ডিজাইন অনুশীলনগুলি বোঝা যা উৎপাদনের সমস্যা প্রতিরোধ করে এবং আপনার প্রকল্পকে বাজেটে রাখে।
উৎপাদনের জন্য ডিজাইন: সেরা অনুশীলন
আপনি নিখুঁত খাদ নির্বাচন করেছেন, সঠিক পুরুত্ব নির্দিষ্ট করেছেন এবং আপনার ফ্যাব্রিকেশন বিকল্পগুলি বুঝতে পেরেছেন। কিন্তু এখানেই অনেক প্রকল্প সমস্যায় পড়ে: পর্দায় নিখুঁত দেখানো একটি সুন্দর CAD ডিজাইন উৎপাদনের জন্য একটি দুঃস্বপ্নে পরিণত হতে পারে। কেন? কারণ অ্যালুমিনিয়াম শীট মেটালগুলি সবসময় সলিড মডেলিং সফটওয়্যারের ভবিষ্যদ্বাণী অনুযায়ী আচরণ করে না।
উৎপাদনের জন্য ডিজাইন (DFM) আপনি যা কল্পনা করছেন এবং নির্মাতারা আসলে যা উৎপাদন করতে পারে তার মধ্যে ব্যবধান কমায়। এই নির্দেশিকা অনুসরণ করা শুধু ঝামেলা এড়ায় না। অ্যালুমিনিয়াম নির্মাণ বিশেষজ্ঞদের মতে, সঠিক ডিজাইন প্রস্তুতি উৎপাদন প্রক্রিয়াকে সহজ করে তোলে, খরচ কমায় এবং এমন যন্ত্রাংশ সরবরাহ করে যা প্রথমবারেই আপনার স্পেসিফিকেশন অনুযায়ী হয়।
উৎপাদনের ঝামেলা কমানোর জন্য ডিজাইন নিয়ম
DFM নিয়মগুলিকে ধরুন যেন আপনার প্রকল্পটিকে ট্র্যাকে রাখার জন্য গার্ডরেল। প্রতিটি নির্দেশিকা নির্মাণ সরঞ্জাম এবং উপাদানের আচরণের বাস্তব সীমাবদ্ধতা সম্বোধন করে। যখন আপনি এই পরামিতির মধ্যে ডিজাইন করেন, তখন আপনার নির্মিত অ্যালুমিনিয়ামের যন্ত্রাংশগুলি আগের চেয়ে দ্রুত, কম খরচে এবং ভালো কর্মক্ষমতার সঙ্গে আসে।
- আপনার ডিজাইন জুড়ে সমান উপাদানের পুরুত্ব বজায় রাখুন। শীট মেটাল সমান পুরুত্বের একটি সমতল চাদর হিসাবে শুরু হয়। আপনার পুরো অংশটির জন্য একই অ্যালুমিনিয়াম শীট মেটালের পুরুত্ব থাকতে হবে। মেশিনযুক্ত উপাদানগুলির বিপরীতে, আলাদা টুকরোগুলি ওয়েল্ডিং ছাড়া আপনি ঘন অংশ বা চলমান প্রাচীরের পুরুত্ব তৈরি করতে পারবেন না।
- বৈশিষ্ট্য স্থাপনের জন্য 4T নিয়ম মেনে চলুন। সমস্ত গর্ত, ট্যাব, স্লট এবং অন্যান্য বৈশিষ্ট্যগুলি বেন্ড লাইন থেকে উপাদানের পুরুত্বের চার গুণ দূরে রাখুন। প্রোটোল্যাবস ডিজাইন নির্দেশিকা অনুযায়ী, খুব কাছাকাছি বৈশিষ্ট্য স্থাপন করলে প্রেস ব্রেকে অস্বাভাবিক বিকৃতি ঘটে। 0.050-ইঞ্চি তামার জন্য, এর অর্থ ন্যূনতম 0.200 ইঞ্চি ক্লিয়ারেন্স। একই নীতি অ্যালুমিনিয়ামের ক্ষেত্রেও প্রযোজ্য।
- বাস্তবসম্মত বেন্ড ব্যাসার্ধ নির্দিষ্ট করুন। আপনি যখন শীট মেটাল বাঁকান, প্রেস ব্রেক টুল একটি গোলাকার অভ্যন্তরীণ ব্যাসার্ধ তৈরি করে, তীক্ষ্ণ কোণ নয়। সবচেয়ে সাধারণ অভ্যন্তরীণ বেন্ড ব্যাসার্ধ হল 0.030 ইঞ্চি (0.762 মিমি)। মনে রাখবেন যে বহিরাগত ব্যাসার্ধ অভ্যন্তরীণ ব্যাসার্ধের সমান উপাদানের পুরুত্ব যুক্ত। তীক্ষ্ণ 90-ডিগ্রি কোণের জন্য ডিজাইন করা আপনার প্রকল্পের জন্য ব্যর্থতা ডেকে আনে।
- আপনার অংশটির মধ্যে সমস্ত বাঁকে একই বাঁকের ব্যাসার্ধ ব্যবহার করুন। অর্থ সাশ্রয় করতে চান? প্রতিটি বাঁকের জন্য একই ব্যাসার্ধ নির্দিষ্ট করুন। যখন আপনার নির্মাতার অপারেশনগুলির মধ্যে টুলিং পরিবর্তন করার প্রয়োজন হয় না, তখন আপনি অতিরিক্ত শ্রম খরচ এড়াতে পারেন। প্রতিটি বাঁকে ভিন্ন ভিন্ন ব্যাসার্ধ CAD-এ সুন্দর দেখালেও উৎপাদনে অতিরিক্ত খরচ হয়।
- বাঁকের ছেদ বিন্দুতে কোণার মুক্তি অন্তর্ভুক্ত করুন। যেখানে দুটি বাঁক একটি কোণায় মিলিত হয়, সেখানে ধাতুর যাওয়ার জন্য কোথাও জায়গা প্রয়োজন। কোণার মুক্তি কাটার অভাবে, ধাতু অপ্রত্যাশিতভাবে ছিঁড়ে যায় বা গুটিয়ে যায়। পরিষ্কারভাবে গঠন করার জন্য বাঁকের ব্যাসার্ধের চেয়ে কিছুটা বড় মুক্তি কাট দেওয়া মান হিসাবে প্রচলিত।
- সমতল প্যাটার্ন উন্নয়নে K-ফ্যাক্টর বিবেচনা করুন। K-ফ্যাক্টর আপনার উপাদানের মধ্যে বাঁকার সময় নিরপেক্ষ অক্ষ কোথায় পড়ে তা নির্দেশ করে। শীট মেটাল ডিজাইন স্পেসিফিকেশন এই মানটি উপাদান, বাঁকের কোণ এবং গঠন পদ্ধতির উপর নির্ভর করে সাধারণত 0.25 এবং 0.50 এর মধ্যে থাকে। ভুল K-ফ্যাক্টর মানের ফলে গঠনের পরে অংশগুলি নির্দিষ্ট মাত্রার সাথে মেলে না।
- সঠিকভাবে ফরম্যাট করা CAD ফাইল পাঠান। আপনার কাস্টম কাট অ্যালুমিনিয়াম শীটের অর্ডারে বেঁকানো অবস্থায় অংশটি দেখানো এবং বেন্ড লাইনগুলি স্পষ্টভাবে চিহ্নিত করা একটি CAD ফাইল অন্তর্ভুক্ত করা উচিত। বেন্ডের তথ্য ছাড়া কঠিন বস্তুগুলি ফ্যাব্রিকেটরদের আপনার উদ্দেশ্য অনুমান করতে বাধ্য করে, যা ত্রুটি এবং বিলম্বের দিকে নিয়ে যায়।
- আপনার অ্যাপ্লিকেশনের জন্য উপযুক্ত টলারেন্স নির্দিষ্ট করুন। কঠিন টলারেন্সের মূল্য বেশি হয়। বেশিরভাগ অ্যাপ্লিকেশনের জন্য ±0.010 থেকে ±0.020 ইঞ্চি পর্যন্ত স্ট্যান্ডার্ড শীট মেটাল টলারেন্স কাজ করে। সত্যিকার অর্থেই যে বৈশিষ্ট্যগুলি প্রয়োজন হয়, সেগুলির জন্য প্রিসিজন টলারেন্স সংরক্ষণ করুন।
খরচ বাড়ানো এবং প্রকল্পগুলি বিলম্বিত করা সাধারণ ভুলগুলি
অভিজ্ঞ প্রকৌশলীরাও এমন ত্রুটি করেন যা ফ্যাব্রিকেশনকে জটিল করে তোলে। এই ধরনের ফাঁদগুলি বোঝা আপনাকে আপনার ডিজাইন উদ্ধৃতির জন্য জমা দেওয়ার আগে সেগুলি এড়াতে সাহায্য করে।
- অত্যধিক টাইট টলারেন্স: ±0.010 ইঞ্চি সম্পূর্ণ ভাবে কাজ করলেও ±0.001-ইঞ্চি টলারেন্স নির্দিষ্ট করা মেশিনিং সময়, পরিদর্শনের প্রয়োজনীয়তা এবং খরচ বাড়িয়ে তোলে। ফ্যাব্রিকেশন শিল্পের বিশেষজ্ঞদের মতে, এটি সবচেয়ে সাধারণ এবং ব্যয়বহুল ডিজাইন ত্রুটিগুলির মধ্যে একটি।
- প্রান্তের খুব কাছাকাছি থাকা বৈশিষ্ট্য: শীটের কিনারার কাছাকাছি অবস্থিত গর্ত, স্লট বা ট্যাবগুলি ফর্মিংয়ের সময় বিকৃত হতে পারে বা এমনকি সম্পূর্ণরূপে ছিঁড়েও যেতে পারে। উপাদানের পুরুত্ব এবং বৈশিষ্ট্যের আকারের ভিত্তিতে প্রান্তের সঠিক দূরত্ব বজায় রাখুন।
- প্রয়োজনীয় বেন্ড ব্যাসার্ধের অনুমান কম করা: উপাদানের সীমার চেয়ে বেশি টাইট বেন্ড ডিজাইন করা ফাটল বা ব্যর্থতার কারণ হয়। বিভিন্ন অ্যালুমিনিয়াম খাদগুলির জন্য বেন্ডের সর্বনিম্ন ব্যাসার্ধ ভিন্ন। 7075-T6 তাপ-চিকিত্সিত করার জন্য ফাটল এড়াতে 5052-H32 অ্যানিল করা থেকে অনেক বড় ব্যাসার্ধ প্রয়োজন হয়।
- সহনশীলতা স্তরকে উপেক্ষা করা: যখন একাধিক বেন্ড, গর্ত এবং বৈশিষ্ট্য পারস্পরিক ক্রিয়া করে, তখন পৃথক সহনশীলতা জমা হয়। প্রতিটি ±0.010 ইঞ্চির পাঁচটি বেন্ডযুক্ত একটি অংশে চূড়ান্ত বৈশিষ্ট্যে ±0.050 ইঞ্চি পর্যন্ত সংযুক্তি পরিবর্তন হতে পারে। ডেটামগুলির সাপেক্ষে গুরুত্বপূর্ণ বৈশিষ্ট্যগুলি ডিজাইন করুন বরং মাত্রাগুলি পরপর সংযুক্ত করার চেষ্টা করবেন না।
- ক্রিয়াকলাপের প্রয়োজন ছাড়াই জটিল জ্যামিতি: প্রতিটি অতিরিক্ত বেন্ড, গর্ত বা বৈশিষ্ট্য সেটআপ সময় এবং প্রক্রিয়াকরণের খরচ বাড়িয়ে দেয়। প্রতিটি বৈশিষ্ট্য আসলে কোনও উদ্দেশ্য পূরণ করে কিনা তা জিজ্ঞাসা করে আপনার ডিজাইনটি সরল করুন।
অ্যালুমিনিয়াম প্লেট কাটার বা লেজার সিস্টেম নিয়ে কাজ করার সময় মনে রাখবেন যে, এই মেশিনগুলি আপনার CAD জ্যামিতি শব্দশঃ ব্যাখ্যা করে। অস্পষ্ট মাত্রা, বাঁকের তথ্যের অভাব বা বিরোধপূর্ণ স্পেসিফিকেশন এমন বিভ্রান্তি তৈরি করে যা উৎপাদনকে বিলম্বিত করে এবং অপ্রয়োজনীয় অংশগুলির কারণ হতে পারে।
আপনার প্রকল্প জুড়ে উপযুক্ত DFM প্রস্তুতি লাভজনক ফল দেয়। নির্মাতারা আরও নির্ভুলভাবে উদ্ধৃতি দিতে পারে, উৎপাদন দ্রুত চলে, এবং আপনার অ্যালুমিনিয়াম অংশগুলি আপনার প্রত্যাশা অনুযায়ী এসে পৌঁছায়। এই নকশা মৌলিক বিষয়গুলি আয়ত্ত করার পর, আপনি প্রস্তুত হয়েছেন বিভিন্ন শিল্প কীভাবে তাদের অনন্য প্রয়োজনীয়তা পূরণের জন্য কাস্টম অ্যালুমিনিয়াম শীট মেটাল প্রয়োগ করে তা অন্বেষণ করতে।

শিল্প প্রয়োগ এবং শংসাপত্রের প্রয়োজনীয়তা
এখন যেহেতু আপনি ডিজাইনের নীতিগুলি আয়ত্ত করেছেন, এখানেই সবকিছু একত্রিত হয়: বিভিন্ন শিল্প কীভাবে কাস্টম অ্যালুমিনিয়াম শীট মেটাল ব্যবহার করে তা বোঝা। প্রতিটি খাতই আপনি যে সমস্ত স্পেসিফিকেশন সিদ্ধান্ত শিখেছেন তার প্রতিটিকে প্রভাবিত করে এমন অনন্য চাহিদা নিয়ে আসে। যা স্থাপত্য প্যানেলের জন্য কাজ করে তা এয়ারোস্পেস উপাদানের জন্য কাজ করবে না, এবং অটোমোটিভের প্রয়োজনীয়তা HVAC অ্যাপ্লিকেশন থেকে উল্লেখযোগ্যভাবে ভিন্ন।
এই শিল্প-নির্দিষ্ট প্রয়োজনীয়তা জানা আপনাকে ফ্যাব্রিকেটরদের সাথে কার্যকরভাবে যোগাযোগ করতে সাহায্য করে এবং নিশ্চিত করে যে আপনার অংশগুলি কেবল মাত্রার স্পেসিফিকেশনই নয়, বরং আপনার অ্যাপ্লিকেশনের জন্য প্রয়োজনীয় নিয়ন্ত্রক এবং কর্মদক্ষতার মানগুলিও পূরণ করে।
কাস্টম অ্যালুমিনিয়ামের চাহিদা বাড়ানোর জন্য শিল্প অ্যাপ্লিকেশন
শক্তি, হালকা ধর্ম এবং ক্ষয় প্রতিরোধের সমন্বয়ে অ্যালুমিনিয়াম একাধিক খাতে অপরিহার্য। PSHardware-এর শিল্প গাইড অনুসারে, নির্মাণ ও স্থাপত্য থেকে শুরু করে পরিবহন, ভোগ্যপণ্য এবং শিল্প উৎপাদন পর্যন্ত এর প্রয়োগ রয়েছে। আসুন দেখি প্রতিটি প্রধান খাতের জন্য কী কী প্রয়োজন।
অটোমোটিভ শিল্প: সম্ভবত কোনও খাতই কাস্টম অ্যালুমিনিয়াম শীট মেটালের চেয়ে অটোমোটিভ উৎপাদনের জন্য বেশি দাবি করে না। যানবাহনের প্রতিটি অ্যালুমিনিয়াম প্যানেলকে কঠোর সহনশীলতা মেনে চলতে হয় এবং জ্বালানি দক্ষতা উন্নত করার জন্য যথেষ্ট হালকা হতে হয়। চ্যাসিস উপাদান, সাসপেনশন অংশ এবং কাঠামোগত সদস্যদের জন্য নথিভুক্ত ট্রেসেবিলিটি এবং মান ব্যবস্থাপনা প্রয়োজন যা কোটি কোটি পার্টস জুড়ে সামঞ্জস্যপূর্ণ কর্মক্ষমতা নিশ্চিত করে।
অনুযায়ী NSF সার্টিফিকেশন নির্দেশিকা , IATF 16949 এখন অটোমোটিভ কোয়ালিটি ম্যানেজমেন্ট সিস্টেমের জন্য আন্তর্জাতিক স্ট্যান্ডার্ড হয়ে উঠেছে। এই সার্টিফিকেশনটি সরবরাহ শৃঙ্খলের মাধ্যমে ত্রুটি প্রতিরোধ এবং পরিবর্তনশীলতা ও অপচয় হ্রাসের উপর জোর দিয়ে ক্রমাগত উন্নতি নিশ্চিত করার উপর কেন্দ্রিভূত। সংস্থার আকার নির্বিশেষে, প্রায় সমস্ত প্রধান অটোমোটিভ OEM তাদের সরবরাহকারীদের জন্য IATF 16949 সার্টিফিকেশন বাধ্যতামূলক করে।
প্রমাণিত উৎপাদকদের প্রয়োজন এমন অটোমোটিভ প্রকল্পগুলির জন্য, দ্রুত প্রোটোটাইপিংয়ের সুবিধা সহ ভর উৎপাদনের সাথে কাজ করা সরবরাহকারীদের সাথে কাজ করা অপরিহার্য হয়ে ওঠে। শাওই (নিংবো) ধাতু প্রযুক্তি 5-দিনের দ্রুত প্রোটোটাইপিংয়ের সাথে চ্যাসিস, সাসপেনশন এবং কাঠামোগত উপাদানগুলির জন্য IATF 16949-প্রমাণিত উৎপাদনের সংমিশ্রণ ঘটায়। এই দ্বৈত ক্ষমতা অটোমোটিভ ক্রেতাদের পূর্ণ উৎপাদন চালানোর আগে দ্রুত নকশা যাচাই করার অনুমতি দেয়।
HVAC শিল্প: হিটিং, ভেন্টিলেশন এবং এয়ার কন্ডিশনিং সিস্টেমগুলি ডাক্টওয়ার্ক, তাপ বিনিময়কারী এবং সরঞ্জামের আবরণের জন্য অ্যালুমিনিয়ামের উপর অত্যন্ত নির্ভরশীল। তাপ স্থানান্তরের ক্ষেত্রে এটি আদর্শ উপাদান হিসাবে চিহ্নিত করে এই উপাদানের চমৎকার তাপ পরিবাহিতা। শিল্প বিশেষজ্ঞদের মতে, অ্যালুমিনিয়ামের পরিবাহিতা বৈশিষ্ট্যগুলি রেডিয়েটার, HVAC ডাক্ট এবং তাপ বিনিময়কারী উপাদানগুলির জন্য জনপ্রিয় করে তোলে।
সাইনবোর্ড এবং গ্রাফিক্স: রাস্তার পাশের বিলবোর্ড থেকে শুরু করে খুচরা প্রদর্শনী পর্যন্ত, অ্যালুমিনিয়াম প্যানেলগুলি স্থায়িত্ব এবং আবহাওয়া প্রতিরোধের জন্য সহায়তা করে। ওজন কমানোর জন্য অভ্যন্তরীণ সাইনগুলিতে সাধারণত পাতলা গেজ ব্যবহার করা হয়, যেখানে বাইরের প্রয়োগের ক্ষেত্রে বাতাসের চাপ সহ্য করার জন্য ভারী উপাদান প্রয়োজন। এখানে পৃষ্ঠতলের ফিনিশের গুরুত্ব অপরিসীম, যেখানে অ্যানোডাইজড বা পাউডার-কোটেড পৃষ্ঠগুলি সৌন্দর্য এবং দীর্ঘমেয়াদী সুরক্ষা উভয়ই প্রদান করে।
স্থাপত্য অ্যাপ্লিকেশন: আধুনিক স্থাপত্যে ছাদ, পাশ, জানালার ফ্রেম, ক্ল্যাডিং প্যানেল এবং ছাদের জন্য অ্যালুমিনিয়ামের উপর নির্ভর করা হয়। আধুনিক চেহারা এবং তামাটে প্রতিরোধের কারণে স্থপতিরা যে উপাদানটি নির্দিষ্ট করেন, তার ফলে অ্যালুমিনিয়ামের ছাদের শীটের খণ্ডটি বৃদ্ধি পাচ্ছে। নির্মাণ শিল্পের তথ্য অনুসারে, আবহাওয়ার প্রতিরোধ এবং ডিজাইনের নমনীয়তার সমন্বয় এটিকে ভবনের ফ্যাসাড এবং গাঠনিক উপাদানগুলির জন্য পছন্দের পছন্দ করে তোলে।
বিমান শিল্প: যখন ওজন কমানো সরাসরি জ্বালানি দক্ষতা এবং পেলোড ক্ষমতায় রূপান্তরিত হয়, তখন এয়ারোস্পেস অ্যাপ্লিকেশনগুলি সর্বোচ্চ মানদণ্ড চায়। প্রোটোল্যাবসের এয়ারোস্পেস বিশ্লেষণ অনুসারে, অ্যালুমিনিয়াম খাদগুলি বিমানের ওজন আকাশছোঁয়াভাবে কমিয়ে দেয় কারণ এগুলি ইস্পাতের তুলনায় অনেক হালকা, যা বিমানকে আরও বেশি ওজন বহন করতে বা জ্বালানি দক্ষতা বাড়াতে সক্ষম করে। সাধারণ এয়ারোস্পেস অ্যাপ্লিকেশনগুলির মধ্যে রয়েছে জ্বালানি সরবরাহ ব্যবস্থা, তাপ বিনিময়ক, ম্যানিফোল্ড, টার্বো পাম্প এবং বিভিন্ন গাঠনিক ফাস্টেনার।
ট্রেলার এবং পরিবহন: ট্রেলার অ্যাপ্লিকেশনের জন্য অ্যালুমিনিয়াম শীট মেটাল টেকসইতার সাথে ওজন হ্রাসের ভারসাম্য বজায় রাখে। ফ্লিট অপারেটররা গাঠনিক অখণ্ডতা ছাড়াই লোড ধারণ ক্ষমতা বৃদ্ধির জন্য অ্যালুমিনিয়াম সাইডিং এবং গাঠনিক উপাদানগুলি নির্দিষ্ট করেন। এই খাতে ঘনঘন 5052 খাদ ব্যবহৃত হয় কারণ এটি চমৎকার ক্ষয় প্রতিরোধ এবং আকৃতি দেওয়ার সামর্থ্য প্রদর্শন করে।
আপনার জানা উচিত এমন খাত-নির্দিষ্ট প্রয়োজনীয়তা
প্রতিটি শিল্প উপাদান নির্বাচন, নির্মাণ প্রক্রিয়া এবং গুণমান মানগুলিকে প্রভাবিত করে এমন স্বতন্ত্র প্রয়োজনীয়তা নিয়ে আসে। এই পার্থক্যগুলি বোঝা আপনাকে কার্যকরী এবং নিয়ন্ত্রক উভয় চাহিদা পূরণ করে এমন যন্ত্রাংশ নির্দিষ্ট করতে সাহায্য করে।
| শিল্প | পছন্দের খাদ | টাইপিক্যাল থিকনেস | সমাপ্তির প্রয়োজনীয়তা | মান সার্টিফিকেশন |
|---|---|---|---|---|
| গাড়ি | 5052, 6061, 6082 | 0.8mm - 3.0mm | E-কোট, পাউডার কোট বা ওয়েল্ডিংয়ের জন্য অপরিশোধিত | IATF 16949, ISO 9001 |
| এইচভিএসি | 3003, 5052 | 0.5mm - 1.5mm | মিল ফিনিশ, রঙ করা | SMACNA মান |
| সাইনেজ | 3003, 5052 | 0.8মিমি - 2.0মিমি | অ্যানোডাইজড, পাউডার কোটেড, ভিনাইল-প্রস্তুত | আলোকিত সাইনের জন্য UL সার্টিফিকেশন |
| স্থাপত্য | 3003, 5005, 5052 | 1.0মিমি - 3.0মিমি | অ্যানোডাইজড ক্লাস I/II, PVDF কোটিং | AAMA 2603/2604/2605 |
| মহাকাশ | 2024, 6061, 7075 | 0.5মিমি - 6.0মিমি | ক্রোমেট রূপান্তর, অ্যানোডাইজড | AS9100, ন্যাডক্যাপ |
| ট্রেলার/পরিবহন | 5052, 6061 | 1.5মিমি - 4.0মিমি | মিল ফিনিশ, রং করা, টেক্সচারযুক্ত | DOT অনুসরণ, ISO 9001 |
প্রত্যয়ন সম্পর্কে বিস্তারিত: IATF 16949 প্রত্যয়নের দিকে বিশেষ দৃষ্টি আকর্ষণ করা উচিত কারণ এটি উৎপাদন খাতের মধ্যে সবচেয়ে কঠোর মান ব্যবস্থাপনা কাঠামোগুলির মধ্যে একটি প্রতিনিধিত্ব করে। অনুযায়ী NSF-এর প্রত্যয়ন ওভারভিউ , 2016 সালে আন্তর্জাতিক অটোমোটিভ টাস্ক ফোর্স কর্তৃক এই মান প্রকাশিত হয়েছিল, যা আগের ISO/TS 16949-এর স্থান নেয়। এটি ISO 9001-এর কাঠামোর উপর ভিত্তি করে গঠিত হয়েছে এবং ত্রুটি প্রতিরোধ, অপচয় হ্রাস এবং পণ্য নিরাপত্তার উপর গুরুত্ব দেওয়া অটোমোটিভ-নির্দিষ্ট প্রয়োজনীয়তা যোগ করে।
IATF 16949 এর জন্য প্রত্যয়িত সংস্থাগুলি সরবরাহ শৃঙ্খল, গ্রাহক এবং স্টেকহোল্ডারদের মতো তাদের সমগ্র কার্যকরী পরিবেশ বিবেচনা করে মানের সমস্ত দশটি ধারা মেনে চলা নিশ্চিত করতে হবে। প্রত্যয়িত সংস্থাগুলি উল্লেখ করেছে যে এর ফলে গ্রাহকদের সন্তুষ্টি বৃদ্ধি পায়, দক্ষতা বৃদ্ধি পায়, ঝুঁকি ব্যবস্থাপনা উন্নত হয় এবং কর্মীদের অংশগ্রহণ বৃদ্ধি পায়। এই প্রত্যয়ন তিন বছরের একটি চক্র অনুসরণ করে, যেখানে প্রথম ও দ্বিতীয় বছরে তদারকি নিরীক্ষণ এবং তৃতীয় বছরে পুনঃপ্রত্যয়ন করা হয়।
ক্রেতাদের জন্য এর অর্থ: যখন অটোমোটিভ অ্যাপ্লিকেশনের জন্য অ্যালুমিনিয়াম প্যানেল বা অন্যান্য কাস্টম উপাদান সংগ্রহ করবেন, আপনার সরবরাহকারীর IATF 16949 প্রত্যয়ন যাচাই করা অপরিহার্য হওয়া উচিত। এই প্রত্যয়নটি নিশ্চিত করে যে আপনার ফ্যাব্রিকেশন পার্টনার অটোমোটিভ OEM-এর প্রয়োজনীয় মানের সিস্টেম বজায় রাখে। দ্রুত উদ্ধৃতি প্রতিক্রিয়া (যেমন 12 ঘন্টার মধ্যে) পাশাপাশি ব্যাপক DFM সমর্থন প্রদানকারী সরবরাহকারীরা এমন সেবা প্রদান করে যা অটোমোটিভ প্রকল্পগুলিকে সময়মতো রাখে।
শিল্প অনুযায়ী অ্যালুমিনিয়াম উৎপাদন সংক্রান্ত বিবেচনার বিষয়ঃ শংসাপত্রের বাইরে, প্রতিটি শিল্প অ্যালুমিনিয়াম উত্পাদন অনন্য চ্যালেঞ্জ উপস্থাপন করেঃ
- গাড়ি: সংকীর্ণ সহনশীলতা, ওয়েল্ডিং সামঞ্জস্য এবং পেইন্ট আঠালো জন্য পৃষ্ঠ প্রস্তুতি সঙ্গে উচ্চ ভলিউম স্ট্যাম্পিং
- এইচভিএস: সাইজ ওয়েল্ডিং, ডকওয়ার্ক জন্য গঠনের এবং conductivity বৈশিষ্ট্য বজায় রাখা
- সাইনবোর্ডঃ গ্রাফিক্স অ্যাপ্লিকেশন, ধারাবাহিক সমতলতা, এবং প্রান্ত সমাপ্তি জন্য স্পষ্টতা কাটা
- স্থাপত্যঃ বড় প্যানেল হ্যান্ডলিং, লুকানো ফাস্টেনার সিস্টেম, এবং তাপ বিরতি বিবেচনা
- মহাকাশ অভিযান: উপাদান ট্র্যাকযোগ্যতা, অ-ধ্বংসাত্মক পরীক্ষা, এবং শূন্য-ত্রুটি গ্রহণযোগ্যতা মানদণ্ড
এই শিল্প-নির্দিষ্ট চাহিদা বুঝতে আপনাকে নির্মাতাদের সাথে কার্যকরভাবে যোগাযোগ করতে এবং আপনার নির্দিষ্ট অ্যাপ্লিকেশনের জন্য সজ্জিত সরবরাহকারীদের নির্বাচন করতে সক্ষম করে। শিল্পের প্রয়োজনীয়তা স্পষ্ট করার পর, শেষ ধাপে সঠিক সরবরাহকারী নির্বাচন করা এবং অর্ডার প্রক্রিয়ার সফলভাবে নেভিগেট করা জড়িত।
সঠিক সরবরাহকারী বেছে নেওয়া এবং অর্ডার প্রক্রিয়া
আপনি আপনার স্পেসিফিকেশনগুলি নির্ধারণ করেছেন, ফ্যাব্রিকেশনের বিকল্পগুলি বুঝতে পেরেছেন এবং আপনার শিল্পের প্রয়োজনীয়তা চিহ্নিত করেছেন। এখন সেই সিদ্ধান্তের মুখোমুখি হওয়া হয়েছে যা নির্ধারণ করবে যে সমস্ত প্রস্তুতি কতটা ফলপ্রসূ হয়: সঠিক ফ্যাব্রিকেশন অংশীদার নির্বাচন। আমি কোথায় অ্যালুমিনিয়ামের শীট কিনব যা আমার সঠিক স্পেসিফিকেশন পূরণ করে? উত্তরটি ভূগোলের চেয়ে বেশি নির্ভর করে এমন একটি সরবরাহকারী খুঁজে পাওয়ার উপর যার ক্ষমতা, সার্টিফিকেশন এবং সেবা মান আপনার প্রকল্পের চাহিদার সাথে সঙ্গতিপূর্ণ।
হোয়ার্ড প্রিসিশন মেটালস অনুসারে, উচ্চমানের ধাতু হল উপাদান এবং পণ্য তৈরি করার জন্য অপরিহার্য যা নির্ভরযোগ্যতা এবং দীর্ঘস্থায়ীত্ব নিশ্চিত করে। যদি আপনি আপনার ধাতব সরবরাহকারীর ক্ষেত্রে কম মানের জিনিসে সন্তুষ্ট হন, তবে এটি আপনার ব্যবসায়ের খ্যাতি এবং কর্মক্ষমতাকে নেতিবাচকভাবে প্রভাবিত করতে পারে। সঠিক অ্যালুমিনিয়াম শীট সরবরাহকারী বেছে নেওয়া কেবল সবচেয়ে কম মূল্য খোঁজার বিষয় নয়। এটি এমন একটি অংশীদারিত্ব গঠনের বিষয় যা ধারাবাহিক ফলাফল প্রদান করে।
কাস্টম অ্যালুমিনিয়াম শীট মেটাল সরবরাহকারীদের মূল্যায়ন
উদ্ধৃতি অনুরোধের আগে, স্পষ্ট মূল্যায়ন মানদণ্ড নির্ধারণ করুন। প্রতিটি ফ্যাব্রিকেটরের একই ক্ষমতা থাকে না, এবং প্রত্যাশার অমিল দীর্ঘস্থায়ী হওয়া, গুণগত মানের সমস্যা এবং হতাশার কারণ হয়। আপনি যদি আমার কাছাকাছি অ্যালুমিনিয়ামের চাদর খুঁজছেন বা বিদেশী অংশীদারদের বিবেচনা করছেন, তবে নির্ভরযোগ্য সরবরাহকারী এবং ঝুঁকিপূর্ণ পছন্দগুলির মধ্যে এই ফ্যাক্টরগুলি পার্থক্য তৈরি করে।
- ক্ষমতা এবং সরঞ্জাম: সরবরাহকারী কি আপনার প্রকল্পের জন্য প্রয়োজনীয় ফ্যাব্রিকেশন সরঞ্জাম পরিচালনা করে? একটি ভালভাবে সজ্জিত অ্যালুমিনিয়ামের চাদরের সরবরাহকারীর অভ্যন্তরীণভাবে বা বিশ্বস্ত অংশীদারদের মাধ্যমে এক্সট্রুশন প্রেস, অ্যানোডাইজিং, পাউডার কোটিং এবং সিএনসি মেশিনিং সরবরাহ করা উচিত। অনুযায়ী কিমসেন গ্লোবালের সরবরাহকারী অডিট নির্দেশিকা , চাহিদার ঢেউ পরিচালনার জন্য, বিশেষ করে দীর্ঘমেয়াদী সরবরাহ চুক্তির ক্ষেত্রে, মাসিক টনেজ ক্ষমতা এবং স্কেল করার নমনীয়তা নিশ্চিত করা অপরিহার্য।
- শংসাপত্র এবং যোগ্যতা: আপনার শিল্পের জন্য আপনার সম্ভাব্য সরবরাহকারী কারখানা সমস্ত প্রয়োজনীয় সার্টিফিকেশন ধারণ করে কিনা তা যাচাই করুন। মান ব্যবস্থাপনার জন্য ISO 9001 এবং পরিবেশ ব্যবস্থাপনার জন্য ISO 14001 নির্ভরতার ন্যূনতম নির্দেশক। অটোমোটিভ অ্যাপ্লিকেশনের ক্ষেত্রে IATF 16949 সার্টিফিকেশন অপরিহার্য। মৌখিক আশ্বাসের পরিবর্তে ডকুমেন্টেশন চাইতে ভুলবেন না।
- অভিজ্ঞতা এবং খ্যাতি: মার্কিন যুক্তরাষ্ট্র, ইইউ বা জাপানের মতো কঠোর বাজারে রপ্তানির প্রমাণিত ইতিহাস সহ সরবরাহকারীদের খুঁজুন। রপ্তানি অভিজ্ঞতা গ্লোবাল-স্তরের প্রক্রিয়া এবং পণ্য অনুগতির ইঙ্গিত দেয়। সম্ভব হলে গ্রাহক সন্তুষ্টির রেটিং খুঁজুন। নেতিবাচক প্রতিক্রিয়ার তুলনায় ইতিবাচক পর্যালোচনার প্রাচুর্য আপনার নির্বাচনে আত্মবিশ্বাস গড়ে তোলে।
- মান নিয়ন্ত্রণ প্রক্রিয়া: কোম্পানিটি কীভাবে আসন্ন উপকরণ, প্রক্রিয়াধীন পণ্য এবং শেষ করা অংশগুলি পরীক্ষা করে তা জিজ্ঞাসা করুন। সুইশার ম্যানুফ্যাকচারিং অনুযায়ী, উৎপাদন পর্বের পরে গুণগত মান নিশ্চিত করা হয়, যেখানে নির্মাতারা অনুমোদিত স্পেসিফিকেশনের সাথে তুলনা করে শেষ করা ধাতব অংশগুলির ত্রুটি, মাত্রা, উপকরণের গুণমান এবং পৃষ্ঠের সমাপ্তি পরীক্ষা করেন।
- কর্মীদের দক্ষতা: সরবরাহকারীর দলের আকার এবং তাদের কাছে থাকা সার্টিফিকেশন ও দক্ষতা সম্পর্কে জানুন। আপনার কাস্টম অ্যালুমিনিয়াম এক্সট্রুশন তৈরি করা বা বিশেষ ফিনিশিং কাজ পরিচালনা করার মতো নির্দিষ্ট পরিষেবাতে অভিজ্ঞ পেশাদারদের প্রয়োজন হতে পারে।
- যোগাযোগের সাড়া দেওয়ার গতি: একটি ধাতব সরবরাহকারীর সাথে স্থায়ী সম্পর্ক গড়ে তোলার একটি প্রধান চাবিকাঠি হল সতর্ক গ্রাহক পরিষেবা। তারা কত দ্রুত জিজ্ঞাসার উত্তর দেয় তা লক্ষ্য করুন। কি আপনার জন্য একটি নির্দিষ্ট যোগাযোগ বিন্দু আছে, নাকি আপনাকে এক ব্যক্তি থেকে আরেক ব্যক্তিতে ঘোরানো হয়? দ্রুত উদ্ধৃতি প্রদানের মতো পরিষেবা সরবরাহকারীরা, যেমন শাওই (নিংবো) ধাতু প্রযুক্তি , গুণগত ক্রেতাদের যে পরিষেবার মান আশা করা উচিত তা প্রদর্শন করে।
- লিড টাইমের নির্ভরযোগ্যতা: সম্ভাব্য সরবরাহকারীদের সাথে শেয়ার করার জন্য একটি সময়সূচী তৈরি করুন। হাওয়ার্ড প্রিসিশন মেটালস অনুযায়ী, উৎপাদন ও ডেলিভারি নিয়ে জটিলতা এবং ভুল বোঝাবুঝি এড়াতে সময়সূচী থাকা গুরুত্বপূর্ণ। চূড়ান্ত করার আগে নিশ্চিত করুন যে সরবরাহকারী আপনার প্রকল্পের আনুমানিক সময়সীমা মেনে চলতে পারবে।
বিক্রয়ের জন্য অ্যালুমিনিয়ামের পাত খুঁজছেন সময়, আপনার বিশেষ প্রয়োজনীয়তা থাকলে শুধুমাত্র স্থানীয় বিকল্পেই সীমাবদ্ধ থাকবেন না। অনেক ক্রেতা লক্ষ্য করেন যে অ্যালুমিনিয়ামের পাত কোথায় কেনা যায় তা আসলে কাছাকাছি অবস্থানের চেয়ে বরং প্রযুক্তিগত প্রয়োজনীয়তা এবং সরবরাহকারীর দক্ষতার সাথে মিল খোঁজার বিষয়। বৈশ্বিক সোর্সিং এমন বিশেষায়িত উৎপাদকদের কাছে পৌঁছানোর সুযোগ করে দেয় যারা আঞ্চলিক বিকল্পগুলির তুলনায় উন্নত মান, দ্রুত সীসা সময় বা আরও প্রতিযোগিতামূলক মূল্য প্রদান করতে পারে।
উদ্ধৃতি অনুরোধ থেকে ডেলিভারি পর্যন্ত পার্টস
সাধারণ অর্ডার কার্যপ্রবাহ বোঝা আপনাকে প্রক্রিয়াটি মসৃণভাবে পরিচালনা করতে এবং উৎপাদন বিলম্বিত করা বা মান ক্ষতিগ্রস্ত করা এমন সাধারণ ফাঁদগুলি এড়াতে সাহায্য করে।
ধাপ ১: প্রাথমিক অনুসন্ধান এবং ডিজাইন জমা
প্রথমে আপনার ডিজাইন ফাইলগুলি সম্ভাব্য নির্মাতাদের কাছে জমা দিয়ে শুরু করুন। সুইশার ম্যানুফ্যাকচারিংয়ের অর্ডার গাইড অনুসারে, নির্মাতারা আপনার লক্ষ্যের সাথে সামঞ্জস্যপূর্ণ পার্টস তৈরি করতে নির্ভুল স্পেসিফিকেশনের উপর নির্ভর করে। CAD সফটওয়্যার ব্যবহার করে স্পষ্ট ডিজাইন তৈরি করুন, এবং উপাদান, মাত্রা, সহনশীলতা এবং অন্যান্য প্রযুক্তিগত বিবরণ চূড়ান্ত করুন। এই প্যারামিটারগুলি আপনার অর্ডারের ভিত্তি গঠন করে।
নিশ্চিত করুন যে সমস্ত ডিজাইন ফাইল আপনার নির্মাণ সরবরাহকারীর মেশিনের সাথে সামঞ্জস্যপূর্ণ এবং নির্ভুল। কোনও অসঙ্গতি বা তথ্যের অভাব উৎপাদনের সময় বাড়াতে বা ত্রুটি ঘটাতে পারে।
ধাপ 2: উদ্ধৃতি পর্যালোচনা এবং DFM প্রতিক্রিয়া
গুণগত সরবরাহকারীরা আপনার ব্লুপ্রিন্ট বিশ্লেষণ করে এবং উৎপাদনযোগ্যতার জন্য ডিজাইন উন্নত করার জন্য সুপারিশ দেয়। এর মধ্যে উপাদানের ব্যবহার অনুকূলকরণ, খরচ কমাতে বিকল্প বৈশিষ্ট্য প্রস্তাব করা বা সমস্যা হওয়ার আগেই সম্ভাব্য উৎপাদন চ্যালেঞ্জগুলি চিহ্নিত করা অন্তর্ভুক্ত থাকতে পারে।
ব্যাপক DFM সমর্থন ভালো সরবরাহকারীদের মাঝারি সরবরাহকারীদের থেকে আলাদা করে। শাওয়ি (নিংবো) মেটাল টেকনোলজি-এর মতো অংশীদাররা তাদের আদর্শ প্রক্রিয়ার অংশ হিসাবে নকশা সম্পর্কে বিস্তারিত প্রতিক্রিয়া প্রদান করে, উৎপাদন শুরু হওয়ার আগে আপনার উৎপাদন প্রক্রিয়াকে অনুকূলিত করতে সাহায্য করে।
ধাপ 3: অর্ডার নিশ্চিতকরণ এবং উৎপাদন
চূড়ান্ত নকশা এবং উদ্ধৃতি গ্রহণের পরে, নির্মাণ পরিষেবা উৎপাদন শুরু করে। প্রকল্পের অবস্থা, সম্ভাব্য বিলম্ব বা নকশা সংশোধন সম্পর্কে আপ টু ডেট থাকতে নিয়মিত যোগাযোগ রক্ষা করুন। সাধারণ উৎপাদন পদ্ধতিগুলির মধ্যে রয়েছে লেজার কাটিং, সিএনসি মেশিনিং, স্ট্যাম্পিং এবং ওয়েল্ডিং, আপনার যন্ত্রাংশের জটিলতা এবং কার্যকারিতার উপর নির্ভর করে প্রয়োজনীয় পদ্ধতি নির্ধারিত হয়।
ধাপ 4: গুণগত পরিদর্শন এবং চালান
শেষ করা অংশগুলি ত্রুটি, মাত্রার নির্ভুলতা, উপাদানের গুণমান এবং পৃষ্ঠের সমাপ্তির অনুসরণের জন্য পরিদর্শনের অধীন। প্রমাণিত আবেদনের ক্ষেত্রে বিশেষত পরিদর্শনের ফলাফল নিশ্চিত করে এমন ডকুমেন্টেশন অনুরোধ করুন। অবশেষে, অংশগুলি মরচে রোধক, প্লাস্টিক মোড়ক, কাঠের ক্রেট এবং প্রান্ত রক্ষকের মতো উপযুক্ত সুরক্ষা সহ প্যাক করা হয় যাতে সেগুলি সর্বোত্তম অবস্থায় পৌঁছায়।
বাজেট বিবেচনায়ঃ প্রাথমিক পরামর্শের সময় মূল্যের উদ্ধৃতি অনুরোধ করুন এবং উপাদান, শ্রম এবং চালানের খরচের মতো কারণগুলি বিবেচনায় নিন। একাধিক সরবরাহকারীর কাছ থেকে উদ্ধৃতি তুলনা করা প্রতিযোগিতামূলক মূল্য নির্ধারণ তুলে ধরতে পারে। তবে, সর্বনিম্ন উদ্ধৃতিটি সর্বদা সেরা মান নির্দেশ করে না। গুণগত নিশ্চয়তা ক্ষমতা, যোগাযোগের সাড়া এবং সময়মতো ডেলিভারির রেকর্ড বিবেচনা করুন।
যখন আপনি আপনার নির্দিষ্ট প্রয়োজনীয়তা পূরণকারী অ্যালুমিনিয়ামের চাদর বিক্রয়ের জন্য পাবেন, তখন নিশ্চিত করুন যে মূল্য নির্ধারণে আপনার প্রকল্পের জন্য প্রয়োজনীয় সমস্ত ফিনিশিং কাজ, পরিদর্শনের প্রয়োজনীয়তা এবং প্যাকেজিং মান অন্তর্ভুক্ত রয়েছে। গৌণ ক্রিয়াকলাপগুলির জন্য লুকানো খরচ কম মূল উদ্ধৃতি থেকে প্রাথমিক সাশ্রয়কে দ্রুত ক্ষয় করে দিতে পারে।
সেরা ফ্যাব্রিকেশন অংশীদাররা বোঝেন যে কোনও দুটি প্রকল্প একই নয় এবং আপনার সঠিক চাহিদা পূরণের জন্য বিশেষ সমাধান প্রদান করে।
সরবরাহকারী মূল্যায়ন এবং অর্ডার দেওয়ার ক্ষেত্রে এই কাঠামোবদ্ধ পদ্ধতি অনুসরণ করে, আপনি আপনার কাস্টম অ্যালুমিনিয়াম শীট মেটাল প্রকল্পগুলিকে সাফল্যের জন্য প্রস্তুত করেন। সঠিক অংশীদার শুধুমাত্র যন্ত্রাংশ সরবরাহ করে না। তারা আপনার উৎপাদন ক্ষমতার একটি সম্প্রসারণ হয়ে ওঠে, আপনার উৎপাদন মসৃণভাবে চলতে থাকার জন্য দক্ষতা, গুণমান ব্যবস্থা এবং সাড়াদানকারী পরিষেবা প্রদান করে।
কাস্টম অ্যালুমিনিয়াম শীট মেটাল সম্পর্কে ঘনঘন জিজ্ঞাসিত প্রশ্ন
1. কাস্টম এবং স্ট্যান্ডার্ড অ্যালুমিনিয়াম শীট মেটালের মধ্যে পার্থক্য কী?
নির্দিষ্ট প্রকল্পের প্রয়োজনীয়তা পূরণের জন্য কাস্টম অ্যালুমিনিয়াম শীট মেটাল তৈরি করা হয়, যার মধ্যে রয়েছে সঠিক মাত্রা, নির্দিষ্ট খাদ নির্বাচন, প্রয়োগ-চালিত স্পেসিফিকেশন এবং অভিযোজিত পৃষ্ঠতলের সমাপ্তি। স্ট্যান্ডার্ড শীটগুলি পূর্বনির্ধারিত আকার এবং কনফিগারেশনে আসে। কাস্টম ফ্যাব্রিকেশন জটিল আকৃতির জন্য নমনীয়তা প্রদান করে, ইঞ্চির হাজার ভাগের মধ্যে পরিমাপ করা হয় এমন কঠোর টলারেন্স, কম অপচয় সহ উপাদানের অপটিমাইজড ব্যবহার এবং একীভূত ফিনিশিং বিকল্প যা স্টক উপকরণ প্রদান করতে পারে না।
শীট মেটাল প্রকল্পের জন্য কোন অ্যালুমিনিয়াম খাদ সবচেয়ে ভাল?
আপনার প্রয়োগের উপর ভিত্তি করে সেরা খাদ নির্ভর করে। 3003 এইচভিএসি এবং ছাদের জন্য চমৎকার ফরমেবিলিটি প্রদান করে। 5052 সমুদ্র এবং চিকিৎসা প্রয়োগের জন্য আদর্শ উচ্চ ক্ষয়রোধী ক্ষমতা প্রদান করে। 6061 কাঠামোগত উপাদানগুলির জন্য শক্তি, ওয়েল্ডেবিলিটি এবং মেশিনেবিলিটির সেরা সমন্বয় প্রদান করে। 7075 সর্বোচ্চ শক্তি-থেকে-ওজন অনুপাত প্রদান করে কিন্তু সীমিত ফরমেবিলিটি এবং ওয়েল্ডেবিলিটি রয়েছে, যা এটিকে এয়ারোস্পেস এবং উচ্চ কর্মক্ষমতা সম্পন্ন অটোমোটিভ অংশগুলির জন্য উপযুক্ত করে তোলে।
3. অ্যালুমিনিয়াম শীট মেটালের জন্য কীভাবে সঠিক পুরুত্ব নির্বাচন করবেন?
পুরুত্বের নির্বাচন কাঠামোগত অখণ্ডতা, ওজন, আকৃতি দেওয়ার সহজ্যতা এবং খরচের মধ্যে ভারসাম্য বজায় রাখে। সাইনেজের জন্য 16-20 গেজ ভালো কাজ করে। অটোমোটিভ প্যানেলগুলি সাধারণত দেহের কাজের জন্য 18-22 গেজ এবং কাঠামোগত উপাদানগুলির জন্য 10-14 গেজ ব্যবহার করে। এইচভিএসি অ্যাপ্লিকেশনগুলির জন্য 14-18 গেজ প্রয়োজন। এটা মনে রাখবেন যে পুরু উপাদান বেশি খরচ করে, ওজন যোগ করে এবং বড় বেঞ্চ ব্যাসার্ধের প্রয়োজন হয়। খরচ অপ্টিমাইজ করতে সবসময় আপনার কাঠামোগত প্রয়োজনীয়তা পূরণ করে এমন সবচেয়ে পাতলা গেজ নির্দিষ্ট করুন।
4. কাস্টম অ্যালুমিনিয়াম শীট মেটাল সরবরাহকারীর কাছে কোন শংসাপত্রগুলি খুঁজছেন?
শিল্প অনুযায়ী প্রয়োজনীয় সার্টিফিকেশনগুলি ভিন্ন হয়। ISO 9001 নির্ভরযোগ্য মান ব্যবস্থাপনা ব্যবস্থার ইঙ্গিত দেয়। অটোমোটিভ অ্যাপ্লিকেশনের জন্য IATF 16949 সার্টিফিকেশন বাধ্যতামূলক, যা ত্রুটি প্রতিরোধ এবং অপচয় হ্রাসের উপর ফোকাস করে। এয়ারোস্পেস প্রকল্পগুলির জন্য AS9100 এবং NADCAP সার্টিফিকেশন প্রয়োজন। আর্কিটেকচারাল অ্যাপ্লিকেশনগুলি AAMA 2603/2604/2605 মানগুলি পূরণ করা উচিত। কখনও মৌখিক আশ্বাসের চেয়ে বরং নথিপত্রের মাধ্যমে সার্টিফিকেশনগুলি যাচাই করুন এবং নিশ্চিত করুন যে সরবরাহকারীরা উপাদানের ট্রেসিবিলিটি এবং মিল টেস্ট সার্টিফিকেট সরবরাহ করতে পারবে।
5. কাস্টম অ্যালুমিনিয়াম শীট মেটাল ফ্যাব্রিকেশনের খরচ কত?
খরচগুলি উপাদানের দাম ($2.10 এর কাছাকাছি প্রতি পাউন্ড, মার্কিন যুক্তরাষ্ট্রে পৌঁছানোর দাম), খাদ গ্রেড, পুরুত্ব, নির্মাণের জটিলতা, পরিমাণ, সমাপ্তির প্রয়োজনীয়তা এবং সময়সীমার উপর নির্ভর করে। প্রক্রিয়াজাত অ্যালুমিনিয়াম সাধারণত $2.00 থেকে $4.50 প্রতি পাউন্ড পর্যন্ত হয়, নির্মাণ খরচ সহ। খরচ কমাতে, উপযুক্ত সবচেয়ে পাতলা উপাদান বেছে নিন, ডিজাইনগুলি সরল করুন, বৈশিষ্ট্যগুলি আদর্শীকরণ করুন, সম্ভব হলে সহনশীলতা কমান এবং দ্রুত ফি এড়াতে আগেভাগে পরিকল্পনা করুন। বড় পরিমাণে অর্ডার করলে প্রতি ইউনিটের দাম উল্লেখযোগ্যভাবে কমে যায়।