 ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —
ছোট ছোট ব্যাচ, উচ্চ মান। আমাদের তাড়াতাড়ি প্রোটোটাইপিং সার্ভিস যাচাইকরণকে আরও তাড়াতাড়ি এবং সহজ করে —

সিএনসি মেশিনিং ব্যাখ্যা করা হলো: ডিজিটাল ডিজাইন থেকে সম্পূর্ণ পার্ট পর্যন্ত
আধুনিক উৎপাদনের জন্য সিএনসি মেশিনিং আসলে কী বোঝায়
আপনি কখনও ভেবেছেন কীভাবে আপনার কম্পিউটার স্ক্রিনের একটি ডিজিটাল ডিজাইন থেকে একটি নির্ভুল ধাতব অংশ তৈরি হয় যা আপনি হাতে ধরতে পারেন? এর উত্তর লুকিয়ে আছে একটি প্রযুক্তিতে যা চুপিচুপি প্রায় প্রতিটি শিল্পক্ষেত্রেই উৎপাদনকে বিপ্লবিত করেছে।
অতএব, সিএনসি কী? এর মূলে, সিএনসি-এর সংজ্ঞা সরাসরি ও সহজ: সিএনসি এর অর্থ কম্পিউটার নিউমেরিকাল কন্ট্রোল এই প্রযুক্তিটি কম্পিউটারাইজড সিস্টেম ব্যবহার করে মেশিন টুলগুলিকে অসাধারণ নির্ভুলতার সাথে নির্দেশনা দেয়, যা স্বয়ংক্রিয় কাটিং, ড্রিলিং এবং আকৃতি দেওয়ার মাধ্যমে কাঁচামালকে চূড়ান্ত উপাদানে রূপান্তরিত করে। হাতে ঘোরানো হাতলের মাধ্যমে প্রতিটি গতি নিয়ন্ত্রণ করে এমন ম্যানুয়াল মেশিনিংয়ের বিপরীতে, সিএনসি মেশিনগুলি জটিল অপারেশনগুলি অত্যন্ত সুসঙ্গতভাবে সম্পাদন করার জন্য ডিজিটাল নির্দেশনা অনুসরণ করে।
সিএনসি-এর অর্থ প্রক্রিয়াটি বোঝার পর আরও স্পষ্ট হয়ে ওঠে। জি-কোড নামক একটি মানকৃত ভাষায় লেখা একটি কম্পিউটার প্রোগ্রাম মেশিনকে ঠিক কীভাবে চলতে হবে, এর কাটিং টুলগুলো কত দ্রুত ঘুরতে হবে এবং কোথায় ঠিক কতটুকু উপাদান অপসারণ করতে হবে—এসব নির্দিষ্টভাবে নির্দেশ দেয়। ফলাফল? ±০.০০১ ইঞ্চি পর্যন্ত সূক্ষ্ম সহনশীলতায় তৈরি করা যান্ত্রিক অংশ—যা মানুষের চুলের পুরুত্বের প্রায় এক-সত্তরভাগের সমান।
সিএনসি মেশিনিং কল্পনা ও বাস্তবতার মধ্যেকার ফাঁক পূরণ করে, ডিজিটাল ডিজাইনের নির্ভুল জ্যামিতিক আকৃতিকে শারীরিক অংশে রূপান্তরিত করে যার নির্ভুলতা হাতে করা পদ্ধতির সাথে তুলনা করা যায় না।
ডিজিটাল ব্লুপ্রিন্ট থেকে শারীরিক বাস্তবতা
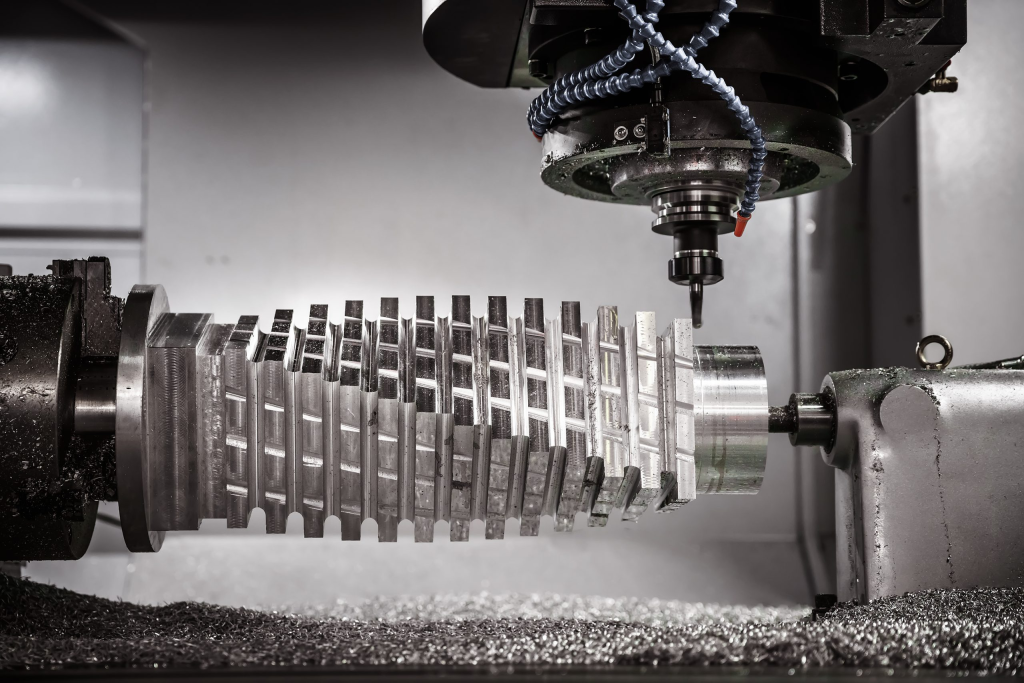
কল্পনা করুন, আপনার কম্পিউটারে একটি জটিল মহাকাশ উপাদানের ডিজাইন করছেন। প্রতিটি বক্ররেখা, প্রতিটি ছিদ্র, প্রতিটি নির্ভুল মাত্রা—সবকিছুই ডেটা হিসেবে বিদ্যমান। সিএনসি (CNC) প্রযুক্তি সেই ডিজিটাল ব্লুপ্রিন্টকে স্পর্শযোগ্য করে তোলে। এই প্রক্রিয়া কম্পিউটার-সহায়ক ডিজাইন (CAD) সফটওয়্যার দিয়ে শুরু হয়, যেখানে প্রকৌশলীরা বিস্তারিত 3D মডেল তৈরি করেন। এই মডেলগুলি পরে কম্পিউটার-সহায়ক উৎপাদন (CAM) সফটওয়্যারের মাধ্যমে পাঠানো হয়, যা মেশিনের জন্য নির্দিষ্ট নির্দেশাবলী তৈরি করে।
সিএনসি (CNC) বাস্তব উৎপাদন প্রক্রিয়ার জন্য কী অর্থ বহন করে? এটি বোঝায় একটি ঘূর্ণায়মান কাটিং টুল, যা কম্পিউটারের নির্দেশে সার্ভো মোটর দ্বারা নিয়ন্ত্রিত হয় এবং ধীরে ধীরে একটি কঠিন ব্লক থেকে উপাদান অপসারণ করে যতক্ষণ না আপনার পার্টটি সম্পূর্ণ রূপে প্রকাশিত হয়। এই বিয়োজনমূলক উৎপাদন পদ্ধতি অ্যালুমিনিয়াম, ইস্পাত ও টাইটানিয়ামের মতো ধাতু, পাশাপাশি প্লাস্টিক ও কম্পোজিট উপকরণের সাথে কাজ করে।
কম্পিউটার-নিয়ন্ত্রিত উৎপাদনের বিপ্লব
সিএনসি কী বোঝায় তা বোঝা এই প্রযুক্তির আধুনিক উৎপাদনে প্রভুত্ব ব্যাখ্যা করতে সাহায্য করে। আপনার গাড়ির ইঞ্জিন কম্পোনেন্ট থেকে অপারেটিং রুমের সার্জিক্যাল ইনস্ট্রুমেন্ট পর্যন্ত—সিএনসি-মেশিন করা পার্টস সর্বত্র বিদ্যমান। এয়ারোস্পেস শিল্প নিরাপত্তা-সংক্রান্ত বিমান উপাদানগুলির জন্য এই নির্ভুলতার উপর নির্ভরশীল। চিকিৎসা যন্ত্রপাতি নির্মাতারা এটিকে সঠিকভাবে ফিট করতে হবে এমন ইমপ্লান্টগুলির জন্য ব্যবহার করেন। এমনকি ভোক্তা ইলেকট্রনিক্সেও কম্পিউটার নিউমেরিক্যাল কন্ট্রোলের মাধ্যমে উৎপাদিত নির্ভুল পার্টস রয়েছে।
উৎপাদন বিশেষজ্ঞদের মতে, সিএনসি মেশিনগুলি ন্যূনতম মানব হস্তক্ষেপে অবিরাম কাজ করতে পারে, যা ধারাবাহিক গুণগত মান বজায় রেখে উৎপাদনক্ষমতা ব্যাপকভাবে বৃদ্ধি করে। প্রতিটি পার্ট পূর্ববর্তী পার্টের প্রায় সঠিক প্রতিলিপি—এই পুনরাবৃত্তিমূলকতা জটিল উপাদানগুলির বৃহৎ পরিসরে উৎপাদনকে শুধুমাত্র সম্ভবই করে না, বরং অর্থনৈতিকভাবেও সমীচীন করে।
আপনি যদি উৎপাদনের বিকল্পগুলি নিয়ে গবেষণা করছেন এমন একজন প্রকৌশলী হন, বা উৎপাদন পদ্ধতি বিবেচনা করছেন এমন একজন ব্যবসায়িক মালিক হন, অথবা শুধুমাত্র জিনিসগুলি কীভাবে তৈরি হয় তা নিয়ে কৌতূহলী হন—এই প্রযুক্তিটি বোঝার মাধ্যমে আপনি বুদ্ধিমানের মতো ডিজাইন সিদ্ধান্ত গ্রহণ এবং আরও দক্ষ উৎপাদন কৌশল প্রয়োগের সুযোগ পাবেন।

অপরিহার্য সিএনসি মেশিনের প্রকারভেদ এবং তাদের বিশিষ্ট ক্ষমতা
এখন আপনি কম্পিউটার সংখ্যাভিত্তিক নিয়ন্ত্রণ (CNC) কী বোঝায় তা বুঝতে পেরেছেন; সম্ভবত আপনি ভাবছেন: আসলে কোন মেশিনটি অংশগুলি তৈরি করে? সমস্ত সিএনসি সরঞ্জাম একইভাবে কাজ করে না। কিছু মেশিন সমতল পৃষ্ঠ এবং জটিল খাঁজ তৈরি করতে বিশেষভাবে দক্ষ, অন্যগুলি গোলাকার শ্যাফট এবং সিলিন্ড্রিক্যাল উপাদান উৎপাদনে চমৎকার কাজ করে, আবার কিছু মেশিন নরম উপকরণের বড় শীটগুলি দ্রুত ও দক্ষতার সাথে প্রক্রিয়া করে।
বেছে নেওয়া আপনার প্রকল্পের জন্য সঠিক সিএনসি মেশিন গুণগত মান, খরচ এবং ডেলিভারি সময়ের উপর সরাসরি প্রভাব ফেলে। আসুন আমরা তিনটি মৌলিক প্রকারের সম্পর্কে আলোচনা করি, যেগুলি সবচেয়ে বেশি ঘটনায় দেখা যায়: মিলিং মেশিন, লেথ এবং রাউটার।
মিলিং মেশিন এবং তাদের কাটিং ক্ষমতা
সিএনসি মিল হল নির্ভুল উৎপাদনের ক্ষেত্রে সম্ভবত সবচেয়ে বহুমুখী কাজের যন্ত্র। এই যন্ত্রগুলি ঘূর্ণায়মান কাটিং টুল ব্যবহার করে যা একটি স্থির কাজের টুকরো থেকে উপাদান অপসারণের জন্য একাধিক অক্ষ বরাবর চলাচল করে। একটি ড্রিল প্রেসের কথা ভাবুন যা কাটার সময় পাশে, সামনে এবং পিছনে চলাচল করতে পারে—এটিই হল মিলিং-এর সরলতম রূপ।
সিএনসি মিলগুলি নিম্নলিখিত তৈরিতে অত্যন্ত দক্ষ:
- সমতল পৃষ্ঠ এবং নির্ভুল মুখ
- স্লট, পকেট এবং চ্যানেল
- জটিল ৩ডি আকৃতি এবং ভাস্কর্য আকৃতির পৃষ্ঠ
- ড্রিল করা ও ট্যাপ করা গর্ত
- গিয়ার প্রোফাইল এবং জটিল জ্যামিতিক আকৃতি
মিলিং মেশিনগুলিকে বিশেষভাবে মূল্যবান করে তোলে কী? এগুলি কঠিন উপকরণ পরিচালনা করতে অসাধারণভাবে দক্ষ। স্টেইনলেস স্টিল, টাইটানিয়াম, কঠিনীভূত টুল স্টিল এবং ইঞ্জিনিয়ারিং প্লাস্টিক—সবগুলিই সিএনসি মিলে অত্যন্ত ভালোভাবে প্রক্রিয়াজাত হয়। অনুযায়ী সিএনসি কুকবুকের ব্যাপক গাইড , এই যন্ত্রগুলি ২-অক্ষের মৌলিক কনফিগারেশন থেকে শুরু করে জটিল ৫-অক্ষ বা এমনকি ৬-অক্ষ সিস্টেম পর্যন্ত বিস্তৃত, যা প্রায় যেকোনো কোণ থেকে পার্টস প্রক্রিয়াজাত করার ক্ষমতা রাখে।
আপনি কখন মিলিং বেছে নেবেন? যদি আপনার পার্টের সমতল পৃষ্ঠ, পকেট, থ্রেড বা জটিল ৩ডি আকৃতি থাকে—এবং বিশেষ করে যদি এটি কঠিন ধাতু দিয়ে তৈরি হয়—তবে সিএনসি মিল সম্ভবত আপনার সেরা বিকল্প হবে।
ঘূর্ণন নির্ভুলতা সম্পন্ন পার্টের জন্য ল্যাথ
সিএনসি ল্যাথ মিলিং-এর চেয়ে মৌলিকভাবে ভিন্ন নীতিতে কাজ করে। কাটিং টুলকে ঘোরানোর পরিবর্তে, মেশিনটি উচ্চ গতিতে কাজের টুকরোটিকে ঘোরায় যখন একটি স্থির কাটিং টুল এটিকে আকৃতি দেয়। এই পদ্ধতির ফলে ল্যাথগুলি চমৎকার ঘূর্ণন সমমিতি সহ সিলিন্ড্রিক্যাল, কোনিক্যাল বা গোলাকার পার্ট তৈরি করতে আদর্শ।
নিম্নলিখিত উপাদানগুলির কথা ভাবুন:
- শ্যাফ্ট এবং স্পিন্ডল
- বুশিং এবং বেয়ারিং
- থ্রেডযুক্ত ফাস্টেনার ও ফিটিং
- পুলি ও চাকা
- টার্নড হ্যান্ডেল ও নব
সিএনসি ল্যাথ অপারেশনগুলির মধ্যে রয়েছে টার্নিং (ব্যাস হ্রাস করা), ফেসিং (সমতল প্রান্ত তৈরি করা), বোরিং (অভ্যন্তরীণ ছিদ্রগুলির আকার বৃদ্ধি করা), থ্রেডিং এবং গ্রুভিং। অধিকাংশ স্ট্যান্ডার্ড ল্যাথই দুটি অক্ষে কাজ করে: Z-অক্ষটি কাজের টুকরোর দৈর্ঘ্য বরাবর চলাচল নিয়ন্ত্রণ করে, অন্যদিকে X-অক্ষটি কাটিং টুলকে কেন্দ্ররেখার দিকে বা থেকে সরায়।
একটি লেথ কখন সবচেয়ে বেশি যুক্তিসঙ্গত হয়? যখন আপনার পার্টটি মূলত গোলাকার বা সিলিন্ড্রিক্যাল হয়। অটোমোটিভ ড্রাইভশ্যাফ্ট, এয়ারোস্পেস ফিটিংস, প্লাম্বিং উপাদান এবং চিকিৎসা প্রতিস্থাপন স্টেম—সবগুলোই সিএনসি টার্নিং-এর গতি ও নির্ভুলতা থেকে উপকৃত হয়।
নরম উপকরণ এবং বড় কাজের টুকরোর জন্য সিএনসি রাউটার
যদি আপনার কাঠ, প্লাস্টিক, ফোম, কম্পোজিট বা অ্যালুমিনিয়াম শীট স্টক মেশিন করার প্রয়োজন হয়, তবে একটি কাঠের সিএনসি মেশিন বা সাধারণ উদ্দেশ্যের সিএনসি রাউটার টেবিল প্রায়শই মিলের চেয়ে বেশি ব্যবহারিক প্রমাণিত হয়। রাউটারগুলি উচ্চ-গতির স্পিন্ডেল এবং পরিবর্তনযোগ্য বিট ব্যবহার করে সমতল শীট উপকরণ থেকে জটিল ২ডি এবং ২.৫ডি ডিজাইন কাটে।
সাধারণ রাউটার অ্যাপ্লিকেশনগুলির মধ্যে রয়েছে:
- সাইনবোর্ড এবং সজ্জামূলক প্যানেল
- ক্যাবিনেটের উপাদান এবং ফার্নিচারের অংশ
- প্লাস্টিক এনক্লোজার এবং ডিসপ্লে
- ফোম প্রোটোটাইপ এবং প্যাকেজিং
- অ্যালুমিনিয়াম নেমপ্লেট এবং হালকা ওজনের গঠনমূলক অংশ
সিএনসি রাউটারগুলির সাধারণত মিলগুলির তুলনায় বড় কাজের এনভেলপ থাকে, যা উপকরণের পূর্ণ শীটগুলি প্রক্রিয়া করার জন্য আদর্শ। এগুলি সরল কাটিং অপারেশনের জন্য সেট আপ এবং চালানোও সাধারণত দ্রুততর। তবে, মিলিং মেশিনগুলির তুলনায় এগুলি কিছুটা নির্ভুলতা হারায়—এই আপোসটি অনেক অ্যাপ্লিকেশনের জন্য সম্পূর্ণরূপে গ্রহণযোগ্য।
মেশিনের প্রকারগুলির তুলনা: এক নজরে
তাদের মৌলিক বৈশিষ্ট্যগুলি পাশাপাশি তুলনা করলে সঠিক মেশিন নির্বাচন করা সহজ হয়:
| মেশিনের প্রকার | প্রাথমিক গতি | সেরা উপকরণ | সাধারণ প্রয়োগ | নির্ভুলতার স্তর |
|---|---|---|---|---|
| Cnc mill | ঘূর্ণায়মান কাটার স্থির কাজের টুকরোর বিরুদ্ধে চলে | ইস্পাত, স্টেইনলেস স্টিল, টাইটানিয়াম, অ্যালুমিনিয়াম, কঠিন প্লাস্টিক | বিমান ও মহাকাশ উপাদান, ছাঁচ, ইঞ্জিন ব্লক, জটিল ব্র্যাকেট | খুব উচ্চ (±০.০০১" অর্জনযোগ্য) |
| সিএনসি লাথ | কাজের টুকরো স্থির কাটিং টুলের বিরুদ্ধে ঘূর্ণায়মান | সিলিন্ড্রিক্যাল জ্যামিতি সম্পন্ন ধাতু, প্লাস্টিক এবং কম্পোজিট | শ্যাফট, ফিটিং, বুশিং, থ্রেডেড উপাদান, পুলি | খুব উচ্চ (±০.০০১" অর্জনযোগ্য) |
| Cnc router | উচ্চ-গতির স্পিন্ডল সমতল শীট স্টকের উপর দিয়ে চলাচল করে | কাঠ, প্লাস্টিক, ফোম, অ্যালুমিনিয়াম, কম্পোজিট | সাইনেজ, ক্যাবিনেট, প্রোটোটাইপ, সজ্জামূলক প্যানেল, এনক্লোজার | মধ্যম থেকে উচ্চ (সাধারণত ±০.০০৫" ) |
মূল বিষয়টি কী? আপনার পার্টের জ্যামিতি ও উপাদানের সাথে মেশিনটি মিলিয়ে নিন। সিএনসি মিল কঠিন ধাতুতে জটিল প্রিজম্যাটিক আকৃতি প্রক্রিয়া করতে পারে। ঘূর্ণন সমমিতি গুরুত্বপূর্ণ হলে ল্যাথ প্রভাবশালী হয়। রাউটারগুলি নরম উপাদান এবং বড় সমতল কাজের টুকরোর জন্য গতি ও অর্থনৈতিকতা প্রদান করে। এই পার্থক্যগুলি বুঝতে পারলে আপনি উৎপাদন অংশীদারদের সাথে কার্যকরভাবে যোগাযোগ করতে পারবেন এবং আপনার উৎপাদন পদ্ধতি সম্পর্কে তথ্যপূর্ণ সিদ্ধান্ত নিতে পারবেন।
অবশ্যই, মেশিনের ধরন হল সমীকরণের একটি মাত্র উপাদান। আপনার মেশিনটি যে অক্ষ সংখ্যায় কাজ করে, তা আপনি যে জ্যামিতি অর্জন করতে পারবেন তার উপর ব্যাপকভাবে প্রভাব ফেলে—এটি একটি বিষয় যা আরও ঘনিষ্ঠ পরীক্ষা প্রয়োজন।
৩-অক্ষ থেকে ৫-অক্ষ পর্যন্ত মাল্টি-অক্ষ মেশিনিং ব্যাখ্যা
জটিল মনে হচ্ছে? এটিকে ভাবার একটি সহজ উপায় হলো: অক্ষগুলি নির্ধারণ করে যে কতগুলি দিক থেকে আপনার কাটিং টুলটি কাজের টুকরোটির দিকে এগিয়ে যেতে পারে। অক্ষের সংখ্যা বেশি হলে জটিল আকৃতি তৈরি করার স্বাধীনতা বেশি হয়—কিন্তু একইসাথে জটিলতা ও খরচও বেড়ে যায়। এই ধারাবাহিকতা বোঝা আপনাকে আপনার প্রকৃত পার্টের প্রয়োজনীয়তা অনুযায়ী মেশিনের ক্ষমতা মিলিয়ে নেওয়ার সুযোগ দেয়, যাতে অতিরিক্ত ব্যয় এড়ানো যায়।
আপনি যদি একটি সাধারণ ব্র্যাকেটের জন্য সিএনসি মিলিং বিবেচনা করছেন অথবা নির্ভুল সিলিন্ড্রিক্যাল বৈশিষ্ট্যের জন্য সিএনসি টার্নিং বিবেচনা করছেন, তবে অক্ষের সংখ্যা মৌলিকভাবে নির্ধারণ করে কী সম্ভব হতে পারে।
এক্স, ওয়াই এবং জেড গতির ভিত্তি বোঝা
গণিত ক্লাসের একটি স্ট্যান্ডার্ড স্থানাঙ্ক ব্যবস্থার কথা কল্পনা করুন। এক্স-অক্ষ বাম থেকে ডান দিকে চলে, ওয়াই-অক্ষ সামনে থেকে পিছন দিকে বিস্তৃত হয় এবং জেড-অক্ষ উপর থেকে নীচের দিকে চলে। একটি ৩-অক্ষ সিএনসি মিলিং মেশিন এই তিনটি রৈখিক দিকে কাজ করে—এর বেশি কিছু নয়, কমও নয়।
যখন আপনি একটি ৩-অক্ষ অপারেশন চালান, তখন কাটিং টুলটি এই সমতলগুলির উপর দিয়ে চলে, যখন ওয়ার্কপিসটি টেবিলের উপর স্থির থাকে। ফিকটিভের মেশিনিং গাইড অনুসারে, এই কনফিগারেশনটি সরাসরি কাজগুলির জন্য অত্যন্ত উপযুক্ত: ত ост্র প্রান্ত কাটা, ছিদ্র করা, বোরিং করা, স্লট মিলিং করা এবং সমতল পৃষ্ঠ তৈরি করা।
আপনি একটি ৩-অক্ষ মেশিনে বাস্তবসম্মতভাবে কী উৎপাদন করতে পারেন?
- সমতল প্যানেল এবং সমতলীয় পৃষ্ঠ
- সরল ব্র্যাকেট এবং মাউন্টিং প্লেট
- একটি অক্ষের সমান্তরালে সাজানো ড্রিল করা এবং থ্রেড করা ছিদ্র
- মৌলিক পকেট এবং চ্যানেল
- স্বয়ংক্রিয়করণের জন্য সরল যান্ত্রিক উপাদান
সীমাবদ্ধতা কী? আপনার কাটিং টুলটি শুধুমাত্র উপর থেকে আসতে পারে। আপনার পার্টের পার্শ্ব বা নীচের দিকে অবস্থিত যেকোনো বৈশিষ্ট্য পাওয়ার জন্য ওয়ার্কপিসটিকে হাত দিয়ে পুনরায় অবস্থান করতে হবে—যা সেটআপ সময় বাড়ায় এবং সম্ভাব্য সাইন আউট ত্রুটির ঝুঁকি বাড়ায়। আন্ডারকাট, বক্র পৃষ্ঠ বা যৌগিক কোণে অবস্থিত বৈশিষ্ট্য সহ পার্টগুলির জন্য ৩-অক্ষ CNC মিলিং মেশিনগুলি অপর্যাপ্ত।
৪-অক্ষ মেশিনিং-এর মাধ্যমে ঘূর্ণন ক্ষমতা যোগ করা
কল্পনা করুন যে আপনার কাজের টুকরোটি কাটিং টুল কাজ করার সময় ঘুরতে পারে। এটাই হলো ৪-অক্ষ মেশিনের প্রকৃত ক্ষমতা। চতুর্থ অক্ষ—সাধারণত A-অক্ষ নামে পরিচিত—X-অক্ষের চারদিকে ঘূর্ণন যোগ করে, যার ফলে মেশিনটি কোনও অংশের একাধিক পাশে পৌঁছাতে পারে বিনা হস্তচালিত পুনর্স্থাপনে।
এই অতিরিক্ত ঘূর্ণন ক্ষমতা এমন জ্যামিতিক আকৃতির উৎপাদনের দ্বার উন্মুক্ত করে যা অন্যথায় একাধিক সেটআপের প্রয়োজন হতো। সিএনসি কুকবুক দ্রষ্টব্য যে উৎপাদকরা ৪-অক্ষ সরঞ্জাম ব্যবহার করেন, তারা একটি একক ফিক্সচারে কোণযুক্ত বৈশিষ্ট্য, বৃত্তচাপ, হেলিক্স এবং জটিল প্রোফাইল তৈরি করতে পারেন—যা উৎপাদন সময়কে উল্লেখযোগ্যভাবে হ্রাস করে।
একটি কম্পিউটার নিউমেরিক্যাল কন্ট্রোল লেথ সমান নীতির উপর কাজ করে, যেখানে কাজের টুকরোটি স্থির কাটিং টুলের বিপরীতে ঘুরে। তবে, বিশেষায়িত ৪-অক্ষ সিএনসি মিলিং মেশিনিং এই ঘূর্ণন ক্ষমতা মিলিং প্ল্যাটফর্মে যোগ করে, যা কিছু কিছু অ্যাপ্লিকেশনের জন্য উভয় পদ্ধতির সেরা বৈশিষ্ট্যগুলোকে একত্রিত করে।
৪-অক্ষ মেশিনিংয়ের জন্য আদর্শ উপযুক্ত অংশগুলো হলো:
- পার্শ্বীয় মেশিনিং প্রয়োজনীয় বেলনাকার বৈশিষ্ট্য
- হেলিক্যাল প্যাটার্ন এবং স্পাইরাল খাঁজ
- ক্যাম লোব এবং অসমকেন্দ্রিক প্রোফাইল
- বহু-পার্শ্বে ছিদ্র বা কাটআউট সহ যোগাযোগ অংশ
- বক্র পৃষ্ঠের চারপাশে নির্ভুল উৎকীর্ণন
বিনিময়ের প্রশ্ন? চার-অক্ষ মেশিনগুলি তাদের তিন-অক্ষ সমকক্ষগুলির তুলনায় বেশি ব্যয়বহুল, এবং প্রোগ্রামিং আরও জটিল হয়ে ওঠে। সরল প্রকল্প বা ছোট বাজেটের ক্ষেত্রে, অতিরিক্ত ক্ষমতা বিনিয়োগের যৌক্তিকতা প্রমাণিত হতে পারে না।
যখন আপনার অংশের পাঁচ-অক্ষ স্বাধীনতা প্রয়োজন
পাঁচ-অক্ষ সিএনসি মিলিং ঘটনাটি বিয়োজনমূলক উৎপাদনের নমনীয়তার চূড়ান্ত পর্যায় নির্দেশ করে। এই মেশিনগুলি দ্বিতীয় ঘূর্ণন অক্ষ—সাধারণত Z-অক্ষ বরাবর ঘূর্ণনকারী C-অক্ষ—যোগ করে, যার ফলে কাটিং টুলটি প্রায় যেকোনো কোণ থেকে কাজের টুকরোর দিকে আসতে পারে।
এটি কেন গুরুত্বপূর্ণ? জটিল বক্র পৃষ্ঠ, যৌগিক কোণ এবং জটিল জ্যামিতিক আকৃতি একটি একক সেটআপে সম্ভব হয়ে ওঠে। কাটিং টুলটি সম্পূর্ণ অপারেশন জুড়ে অপ্টিমাল অভিমুখ বজায় রাখে, যার ফলে চাহিদাপূর্ণ অংশগুলিতে উৎকৃষ্ট পৃষ্ঠের ফিনিশ এবং কঠোর সহনশীলতা অর্জন করা যায়।
উৎপাদন বিশেষজ্ঞদের মতে, ৫-অক্ষ মেশিনগুলি ডিজাইনের জটিলতা অনুযায়ী কোনো অংশের পাঁচটি ভিন্ন পৃষ্ঠকে একসাথে কাটে। এই ক্ষমতা সেইসব শিল্পখাতে অত্যন্ত গুরুত্বপূর্ণ যেখানে নির্ভুলতা এবং জ্যামিতিক চ্যালেঞ্জ ঐতিহ্যগত সীমাগুলিকে অতিক্রম করে।
যেসব অংশের জন্য সত্যিকার অর্থে ৫-অক্ষ স্বাধীনতা প্রয়োজন:
- জটিল আদর্শ বায়ুগতিক আকৃতির টারবাইন ব্লেড
- বিমান ও মহাকাশ কাঠামোগত উপাদান
- জটিল অটোমোটিভ চ্যাসিস অ্যাসেম্বলি
- জৈব আকৃতির চিকিৎসা ইমপ্লান্ট
- ইম্পেলার এবং পাম্প হাউজিং
- গভীর আন্ডারকাট সহ মোল্ড ক্যাভিটি
সিএনসি লেথ মেশিনিং ঘূর্ণনযোগ্য অংশগুলিকে দক্ষতার সাথে প্রক্রিয়া করে, কিন্তু যখন আপনার জ্যামিতি ঘূর্ণন-সদৃশ বৈশিষ্ট্য এবং জটিল মিলড পৃষ্ঠের সমন্বয় করে, তখন ৫-অক্ষ মিলিং প্রায়শই একমাত্র ব্যবহারিক সমাধান হয়ে ওঠে।
ক্ষমতা এবং খরচের মধ্যে ভারসাম্য বজায় রাখা
আরও অক্ষ মানে সর্বদা আরও বেশি খরচ—উভয় মেশিন বিনিয়োগ এবং প্রতি-অংশ উৎপাদন খরচে। এই সম্পর্কটি বুঝতে পারলে আপনি আপনার প্রকল্পের প্রয়োজনীয়তা সঠিকভাবে নির্দিষ্ট করতে পারবেন এবং অব্যবহৃত ক্ষমতার জন্য অতিরিক্ত প্রদান এড়াতে পারবেন।
তিন-অক্ষ মেশিনগুলি সরল জ্যামিতিক আকৃতির জন্য এখনও সবচেয়ে অর্থনৈতিক বিকল্প হিসেবে বিবেচিত হয়। এগুলি প্রোগ্রাম করা সহজ, চালানোও সহজ এবং ব্যাপকভাবে পাওয়া যায়। যদি আপনার পার্টটি এক বা দুটি সেটআপে এবং মৌলিক পুনঃস্থাপনের মাধ্যমে সম্পন্ন করা যায়, তবে ৩-অক্ষ মেশিন প্রায়শই সর্বোত্তম মূল্য প্রদান করে।
চার-অক্ষ সরঞ্জামগুলি একটি ব্যবহারিক মধ্যবর্তী সমাধান নির্দেশ করে। অতিরিক্ত ঘূর্ণন অক্ষটি মাঝারি জটিলতার পার্টগুলির জন্য সেটআপ সংখ্যা কমিয়ে দেয় এবং অপারেশনগুলির মধ্যে ম্যানুয়াল পুনঃস্থাপন বাদ দিয়ে নির্ভুলতা বৃদ্ধি করে। একাধিক পার্শ্বে বৈশিষ্ট্যযুক্ত মাঝারি উৎপাদন পরিমাণের জন্য, ৪-অক্ষ CNC টার্নিং ও মিলিং সংমিশ্রণগুলি প্রায়শই অর্থনৈতিকভাবে যুক্তিসঙ্গত হয়।
পাঁচ-অক্ষ মেশিনগুলি উচ্চ মূল্য নির্ধারণ করে, কিন্তু অতুলনীয় ক্ষমতা প্রদান করে। এদের CAD/CAM প্রোগ্রামিং উল্লেখযোগ্যভাবে জটিল, এবং দক্ষ অপারেটরদের উপস্থিতি অপরিহার্য। তবে, উচ্চ-নির্ভুলতাসম্পন্ন এয়ারোস্পেস উপাদান, চিকিৎসা যন্ত্রপাতি বা যেকোনো সত্যিকার অর্থে জটিল 3D আকৃতির অংশের ক্ষেত্রে, 5-অক্ষ মেশিনিং প্রায়শই একমাত্র ব্যবহারযোগ্য বিকল্প প্রমাণিত হয়—এবং এটি বহুসংখ্যক সেটআপ ও দ্বিতীয়ক অপারেশন বাদ দিয়ে মোট খরচ আসলে কমিয়ে দিতে পারে।
মূল বিষয়টি কী? আপনার জ্যামিতিক প্রয়োজনীয়তার সাথে অক্ষ সংখ্যা মিলিয়ে নিন। যখন 3-অক্ষ মেশিন কাজটি সম্পন্ন করতে পারে, তখন 5-অক্ষ ক্ষমতার জন্য অতিরিক্ত প্রদান করবেন না—কিন্তু একটি জটিল অংশকে অপর্যাপ্ত সরঞ্জামে বাধ্য করবেন না। আপনার উৎপাদন পার্টনার আপনার নির্দিষ্ট প্রয়োজনীয়তার জন্য গুণগত মান, গতি ও খরচের সেরা সমন্বয় প্রদানকারী কনফিগারেশনটি মূল্যায়ন করতে আপনাকে সহায়তা করতে পারেন।
ডিজিটাল ডিজাইন থেকে মেশিন করা অংশ পর্যন্ত সম্পূর্ণ যাত্রা
আপনি আপনার মেশিনের ধরন নির্বাচন করেছেন এবং আপনার জ্যামিতির প্রয়োজনীয় অক্ষ কনফিগারেশন নির্ধারণ করেছেন। এখন সেই প্রশ্নটি এসেছে যা অনেক প্রথমবারের ব্যবহারকারীদের বিভ্রান্ত করে: একটি ডিজাইন ফাইল ঠিক কীভাবে একটি সম্পূর্ণ ধাতব উপাদানে পরিণত হয়? এর উত্তর হল একটি সুসংগঠিত ধাপের ক্রম, যা বিমূর্ত ডিজিটাল তথ্যকে নির্ভুল ভৌত বাস্তবতায় রূপান্তরিত করে।
এই কাজের প্রবাহ বোঝা গুরুত্বপূর্ণ—চাহেন আপনি নিজেই সিএনসি সরঞ্জামগুলি প্রোগ্রাম করছেন অথবা একটি উৎপাদন অংশীদারের সাথে কাজ করছেন। প্রতিটি ধাপে কী ঘটছে তা জানা আপনাকে আরও ভালো ফাইল প্রস্তুত করতে, আরও কার্যকরভাবে যোগাযোগ করতে এবং সমস্যাগুলি ব্যয়বহুল হয়ে যাওয়ার আগেই তা পূর্বাভাস দিতে সাহায্য করে।
চলুন, প্রাথমিক ধারণা থেকে শুরু করে মেশিন করা অংশ পর্যন্ত সম্পূর্ণ প্রক্রিয়াটি ধাপে ধাপে দেখি:
- সিএডি সফটওয়্যারে ডিজাইন তৈরি – ডিজিটাল ৩ডি মডেল নির্মাণ
- CAM প্রোগ্রামিং – টুলপাথ এবং মেশিন নির্দেশাবলী তৈরি
- জি-কোড পোস্ট-প্রসেসিং – মেশিন-নির্দিষ্ট কমান্ড তৈরি
- মেশিন সেটআপ – সরঞ্জাম, যন্ত্রপাতি এবং কাজের টুকরো প্রস্তুত করা
- মেশিনিং অপারেশন – উপাদান কাটার জন্য প্রোগ্রামটি সম্পাদন করা
- পোস্ট-প্রসেসিং এবং পরীক্ষা – সমাপ্তি এবং গুণগত যাচাইকরণ
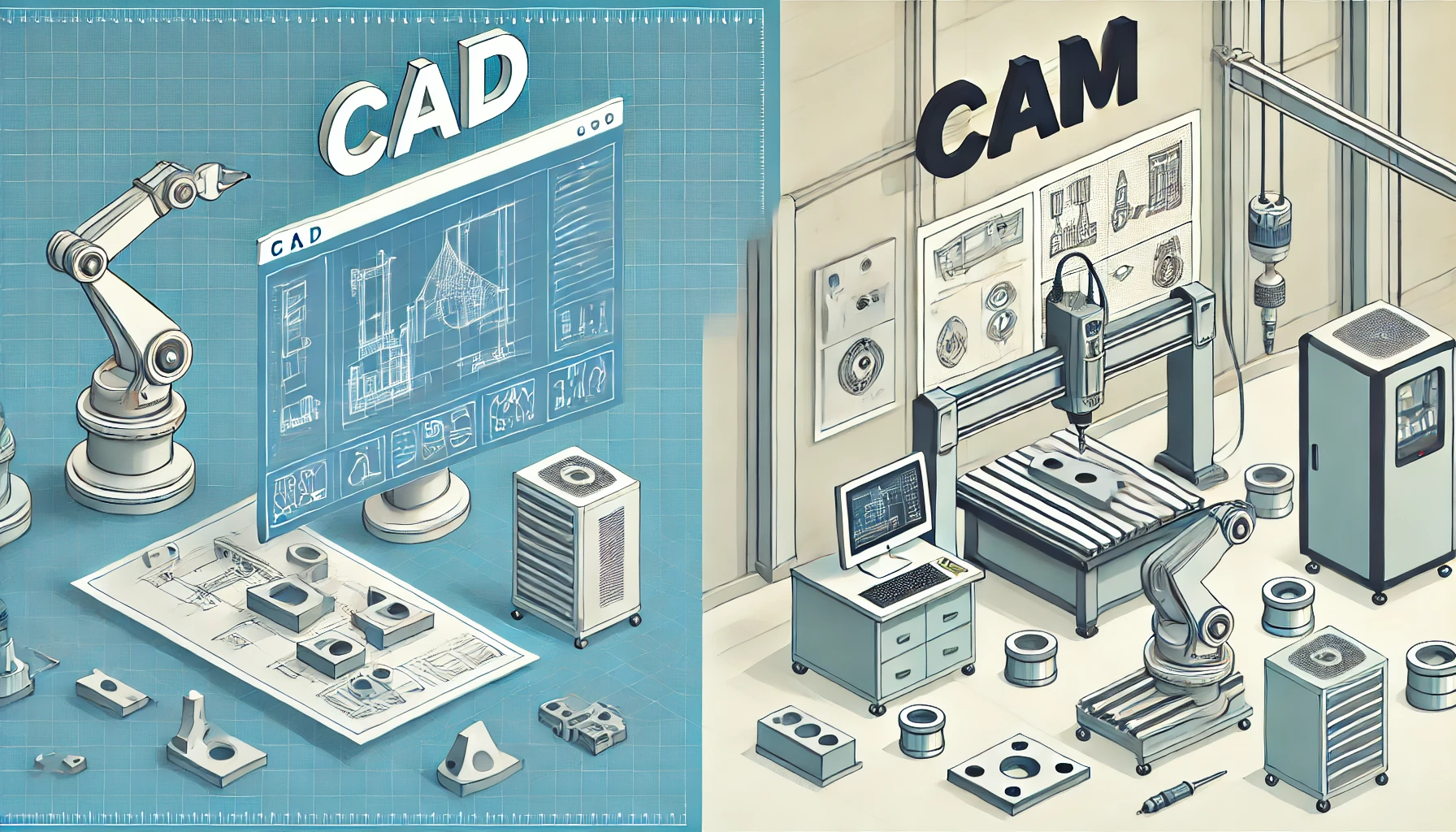
CAD থেকে CAM অনুবাদ প্রক্রিয়া
সবকিছুই কম্পিউটার-সহায়ক ডিজাইন (CAD) সফটওয়্যার দিয়ে শুরু হয়। সলিডওয়ার্কস, ফিউশন ৩৬০ এবং ইনভেন্টরের মতো প্রোগ্রামগুলি ইঞ্জিনিয়ারদের উদ্দিষ্ট অংশটির প্রতিটি মাত্রা, ছিদ্র, বক্ররেখা এবং পৃষ্ঠতল ধারণকারী বিস্তারিত ৩ডি মডেল তৈরি করতে সাহায্য করে। এই ডিজিটাল মডেলটি পরবর্তী সমস্ত প্রক্রিয়ার জন্য একমাত্র বিশ্বস্ত তথ্যসূত্র হিসেবে কাজ করে।
কিন্তু এখানে যা অনেক লোক বুঝতে পারেন না: আপনার CNC মেশিন সরাসরি CAD ফাইল পড়তে পারে না। JLC CNC-এর প্রস্তুতি গাইড অনুযায়ী, উৎপাদন প্রক্রিয়া চালিয়ে যাওয়ার আগে আপনাকে আপনার ডিজাইনটি সামঞ্জস্যপূর্ণ ফরম্যাটে—সাধারণত STEP বা IGES—এক্সপোর্ট করতে হবে। এই নিরপেক্ষ ফরম্যাটগুলি জ্যামিতিক নির্ভুলতা বজায় রাখে এবং বিভিন্ন সফটওয়্যার সিস্টেমের মধ্যে যোগাযোগ সম্ভব করে তোলে।
সিএনসি প্রোগ্রামিং আসলে কী? এটি আপনার ৩ডি মডেলকে নির্দিষ্ট মেশিন নির্দেশাবলীতে অনুবাদ করার প্রক্রিয়া। এটি সিএএম (কম্পিউটার-সহায়ক উৎপাদন) সফটওয়্যারে ঘটে, যেখানে সিএনসি অপারেশন প্রোগ্রাম করার জাদু আসলে ঘটে।
সিএএম সফটওয়্যারের ভিতরে, আপনি:
- আপনার সিএডি জ্যামিতি আমদানি করবেন
- আপনার কাঁচামালের স্টকের আকার ও ধরন নির্ধারণ করবেন
- উপযুক্ত কাটিং টুল নির্বাচন করবেন
- কাটিং প্যারামিটারগুলি নির্দিষ্ট করবেন (গতি, ফিড, গভীরতা)
- উপাদান দক্ষতার সাথে অপসারণের জন্য টুলপাথ তৈরি করবেন
- নির্ভুলতা যাচাই করার জন্য অপারেশনটি সিমুলেট করবেন
মাস্টারক্যাম, ফিউশন ৩৬০ এবং সলিডক্যামের মতো জনপ্রিয় সিএএম টুলগুলি আপনার ইনপুট অনুযায়ী সবচেয়ে দক্ষ কাটিং পাথ স্বয়ংক্রিয়ভাবে গণনা করে। সফটওয়্যারটি টুলের ব্যাস, উপাদানের কঠোরতা এবং পছন্দনীয় পৃষ্ঠ ফিনিশের মতো বিভিন্ন বিষয় বিবেচনা করে প্রতিটি চলাচলকে অপ্টিমাইজ করে।
জি-কোড কমান্ড থেকে সম্পূর্ণ হওয়া কম্পোনেন্ট
আপনার টুলপাথগুলি সংজ্ঞায়িত করার পর, সিএম সফটওয়্যার সেগুলিকে একটি পোস্ট-প্রসেসরের মধ্য দিয়ে চালায়—এটি একটি অনুবাদক যা সাধারণ টুলপাথ ডেটাকে আপনার মেশিন যে নির্দিষ্ট ভাষায় বুঝতে পারে তাতে রূপান্তরিত করে। এই আউটপুটকে জি-কোড বলা হয়, এবং এটিই মেশিনিং সরঞ্জামগুলি অপারেশনের সময় লাইন বাই লাইন আসলে পড়ে।
জি-কোড কেমন দেখতে হয়? অনুযায়ী ডেফুস্কো ইন্ডাস্ট্রিয়াল সাপ্লাই-এর প্রোগ্রামিং মৌলিক গাইড প্রতিটি লাইন একটি নির্দিষ্ট ক্রিয়াকে নির্দেশ করে। জি-কোডগুলি অবস্থান নির্ধারণ ও চলন নিয়ন্ত্রণ করে: G00 টুলকে দ্রুত একটি নির্দিষ্ট অবস্থানে স্থানান্তরিত করে, G01 নিয়ন্ত্রিত ফিড রেটে সোজা কাট করে, এবং G02/G03 বৃত্তাকার ও চাপ কাট করে। এম-কোডগুলি স্পিন্ডেল চালু করা (M03), কুল্যান্ট সক্রিয় করা (M08) বা প্রোগ্রাম শেষ করা (M30) ইত্যাদি সহায়ক ফাংশন পরিচালনা করে।
এখানে একটি সিএনসি প্রোগ্রামের সরলীকৃত উদাহরণ দেওয়া হল:
- G21 – মেট্রিক একক সেট করুন
- G90 – পরম অবস্থান নির্ধারণ ব্যবহার করুন
- M03 S3000 – স্পিন্ডেল ৩০০০ আরপিএম-এ চালু করুন
- G00 X10 Y10 – শুরুর অবস্থানে দ্রুত স্থানান্তর
- G01 Z-5 F100 – প্রতি মিনিটে ১০০ মিমি গতিতে ৫ মিমি কাটা
- M05 – স্পিন্ডেল বন্ধ করুন
- এম৩০ – প্রোগ্রাম শেষ
CNC উৎপাদন অংশীদারদের সাথে কাজ করতে আপনার প্রতিটি কোড মনে রাখার প্রয়োজন নেই। তবে, এই মৌলিক বিষয়গুলি বোঝা আপনাকে সমস্যাগুলি সমাধান করতে, মেশিনের আচরণ ব্যাখ্যা করতে এবং আপনার প্রকল্পগুলি সম্পর্কে আরও কার্যকরভাবে যোগাযোগ করতে সাহায্য করে।
মেশিন সেটআপ ও অপারেশন
আপনার G-কোড প্রস্তুত হলে, মনোযোগ শারীরিক মেশিনের দিকে স্থানান্তরিত হয়। সেটআপে কয়েকটি গুরুত্বপূর্ণ ধাপ অন্তর্ভুক্ত থাকে যা সরাসরি পার্টের নির্ভুলতাকে প্রভাবিত করে:
কাজের আয়োজন আপনার কাঁচামালকে দৃঢ়ভাবে স্থানে আটকে রাখে। ভাইস, ক্ল্যাম্প, ফিক্সচার এবং ভ্যাকুয়াম টেবিলগুলি কাটার সময় চলাচল রোধ করে—কাটার সময় যেকোনো সরণ পার্টটিকে নষ্ট করে দেয়। কাজের ধরন, উপাদান এবং কাটার সময় জড়িত বলের উপর ভিত্তি করে কাজ ধরে রাখার পদ্ধতি নির্বাচন করা হয়।
টুল নির্বাচন ও ইনস্টলেশন এটি নিশ্চিত করে যে সঠিক কাটিং টুলগুলি সঠিক অবস্থানে লোড করা হয়েছে। এন্ড মিল, ড্রিল, ট্যাপ এবং বিশেষায়িত কাটারগুলির প্রত্যেকটির নির্দিষ্ট উদ্দেশ্য রয়েছে। আধুনিক মেশিনগুলি যাতে স্বয়ংক্রিয় টুল চেঞ্জার রয়েছে, সেগুলি একটি একক অপারেশনের সময় ডজন সংখ্যক টুলের মধ্যে স্যুইচ করতে পারে।
জিরো-পয়েন্ট প্রতিষ্ঠা মেশিনটিকে ঠিক কোথায় আপনার ওয়ার্কপিস অবস্থিত তা নির্দেশ করে। এজ ফাইন্ডার বা টাচ প্রোব ব্যবহার করে অপারেটররা ওয়ার্ক জিরো সেট করেন—এটি একটি রেফারেন্স পয়েন্ট যেখানে X0, Y0 এবং Z0 আপনার উপাদানের একটি নির্দিষ্ট কোণ বা বৈশিষ্ট্যের সাথে মিলে যায়। প্রতিটি প্রোগ্রাম করা চলাচল এই অবস্থানকে রেফারেন্স হিসেবে ব্যবহার করে।
কাটিং শুরু হওয়ার আগে, অভিজ্ঞ অপারেটররা সিমুলেশন এবং ড্রাই রান চালান। তারা ভিজুয়ালি টুল পাথগুলি যাচাই করেন, সম্ভাব্য সংঘর্ষের জন্য পরীক্ষা করেন এবং প্রায়শই প্রথম কাটাগুলি হ্রাসকৃত ফিড রেটে শুরু করেন। এই সতর্ক পদ্ধতিটি ব্যয়বহুল সরঞ্জাম ক্ষতিগ্রস্ত হওয়া বা ওয়ার্কপিস নষ্ট হওয়া রোধ করে।
মেশিনিং প্রক্রিয়া এবং তার পরে
সেটআপ যাচাই করার পর, আসল মেশিনিং শুরু হয়। মেশিনটি ধারাবাহিকভাবে G-কোড কমান্ডগুলি পড়ে এবং প্রতিটি চলনকে ইঞ্চির হাজার ভাগের এক অংশ পর্যন্ত নির্ভুলতায় সম্পাদন করে। কাটিং টুলগুলি প্রোগ্রাম করা গতিতে ঘুরে, শীতলকারী তরল তাপ নিয়ন্ত্রণ ও চিপস ধুয়ে ফেলার জন্য প্রবাহিত হয়, এবং উপকরণটি ধীরে ধীরে অপসারিত হয় যতক্ষণ না আপনার পার্টটি কাঁচা উপকরণ থেকে বেরিয়ে আসে।
জটিলতার উপর নির্ভর করে, অপারেশনগুলির মধ্যে রয়েছে:
- বৃহৎ পরিমাণ উপকরণ দ্রুত অপসারণের জন্য রাফিং পাস
- চূড়ান্ত মাত্রা ও পৃষ্ঠের গুণগত মান নিশ্চিত করার জন্য ফিনিশিং পাস
- থ্রেডযুক্ত ছিদ্র তৈরির জন্য ড্রিলিং ও ট্যাপিং
- প্রান্তগুলির চ্যামফারিং ও ডিবারিং
মেশিনিং সম্পন্ন হওয়ার পর, পার্টগুলি সাধারণত পোস্ট-প্রসেসিং প্রয়োজন হয়। এটি ফিক্সচার থেকে অপসারণ, কাটিং তরল থেকে পরিষ্কার করা, ধারালো প্রান্তগুলি ডিবার করা এবং নির্দিষ্টকরণের সাথে মাত্রা যাচাই করা অন্তর্ভুক্ত করতে পারে। প্রয়োজন অনুযায়ী, তাপ চিকিৎসা, পৃষ্ঠ সমাপ্তি বা সংযোজনের মতো দ্বিতীয়ক অপারেশনগুলি এর পরে অনুসরণ করতে পারে।
সিএডি ডিজাইন থেকে চূড়ান্ত পার্ট পর্যন্ত সম্পূর্ণ কাজের প্রবাহ—এটি একটি অবিচ্ছিন্ন শৃঙ্খল যেখানে প্রতিটি ধাপ পূর্ববর্তী ধাপের উপর ভিত্তি করে গড়ে ওঠে। এই প্রক্রিয়াটি বোঝা আপনাকে ফাইলের মান কেন গুরুত্বপূর্ণ, কেন টলারেন্সগুলি খরচকে প্রভাবিত করে এবং কেন অভিজ্ঞ উৎপাদন পার্টনারদের সাথে কাজ করা ফলাফলে বাস্তব পার্থক্য তৈরি করে—এসব বুঝতে সাহায্য করে।
উপকরণের কথা বলতে গেলে, আমরা যে কাজের প্রবাহটি এখনো আলোচনা করেছি, তা আপনি যদি অ্যালুমিনিয়াম, স্টিল, টাইটানিয়াম বা ইঞ্জিনিয়ারিং প্লাস্টিক কাটছেন—সেক্ষেত্রেও প্রযোজ্য। তবে উপকরণ নির্বাচন প্রক্রিয়ার প্রতিটি দিককে চমকপ্রদভাবে প্রভাবিত করে—এটি এমন একটি বিষয় যার জন্য নিজস্ব বিস্তারিত আলোচনা প্রয়োজন।
ধাতু ও প্লাস্টিকের জন্য সিএনসি উপকরণ নির্বাচন গাইড
আপনি আপনার কাজের প্রবাহ চিত্রিত করেছেন এবং বুঝতে পেরেছেন যে কোন মেশিন কনফিগারেশন আপনার জ্যামিতির সাথে মানানসই। কিন্তু এখানে একটি প্রশ্ন রয়েছে যা অন্য সমস্ত সিদ্ধান্তকে গঠন করে: আপনার পার্টটি কোন উপকরণ দিয়ে তৈরি করা উচিত? এই উত্তরটি মেশিনযোগ্যতা, খরচ, কার্যকারিতা এবং এমনকি কোন ফিনিশিং বিকল্পগুলি উপলব্ধ হবে—সবকিছুকেই প্রভাবিত করে।
ধাতুর সিএনসি মেশিনগুলি নরম অ্যালুমিনিয়াম থেকে শুরু করে এয়ারোস্পেস-গ্রেড টাইটানিয়াম পর্যন্ত সবকিছু প্রক্রিয়া করতে পারে। আপনার কাঁচামালে যা থাকে তার উপর ভিত্তি করে ধাতু কাটার প্যারামিটার, টুল নির্বাচন এবং সাইকেল সময় ব্যাপকভাবে পরিবর্তিত হয়। একইভাবে, ইঞ্জিনিয়ারিং প্লাস্টিকগুলি অনন্য সুবিধা প্রদান করে—কিন্তু প্রতিটি কাটিং টুলের নিচে ভিন্ন আচরণ করে। চলুন আপনার বিকল্পগুলি পদ্ধতিগতভাবে বিশ্লেষণ করি।
অ্যালুমিনিয়াম থেকে টাইটানিয়াম পর্যন্ত ধাতুসমূহ
যখন আপনি সিএনসি ধাতু অ্যাপ্লিকেশনের কথা ভাবেন, তখন সাধারণত অ্যালুমিনিয়াম মিশ্র ধাতুগুলি প্রথমে মনে আসে—এবং ভালো কারণেই। হাবস-এর উপাদান নির্বাচন গাইড অনুযায়ী, অ্যালুমিনিয়াম একটি চমৎকার শক্তি-ওজন অনুপাত, উচ্চ তাপীয় ও বৈদ্যুতিক পরিবাহিতা এবং প্রাকৃতিক ক্ষয় প্রতিরোধ প্রদান করে। এটি মেশিন করা খুবই সহজ, যা এটিকে অনেক অ্যাপ্লিকেশনের জন্য সবচেয়ে অর্থনৈতিক পছন্দ করে তোলে।
অ্যালুমিনিয়াম পরিবারের মধ্যে, আপনি কয়েকটি সাধারণ গ্রেডের সম্মুখীন হবেন:
- অ্যালুমিনিয়াম 6061 – সাধারণ উদ্দেশ্যের কাজের ঘোড়া, যার ভালো মেশিনযোগ্যতা এবং ওয়েল্ডযোগ্যতা রয়েছে
- অ্যালুমিনিয়াম 7075 – এয়ারোস্পেস-গ্রেড, যার উচ্চ শক্তি রয়েছে এবং এটি ইস্পাতের মতো কঠোরতায় তাপ চিকিৎসা করা যায়
- অ্যালুমিনিয়াম 5083 – সমুদ্রের জল প্রতিরোধে উৎকৃষ্ট ক্ষমতা, যা সমুদ্রবিষয়ক ও নির্মাণ প্রয়োগের জন্য উপযুক্ত
সিএনসি ইস্পাতের অংশগুলি শক্তি ও টেকসইপনা যখন সবচেয়ে গুরুত্বপূর্ণ হয়, তখন সেগুলি সঠিকভাবে কাজ করে। ১০১৮ ও ১০৪৫ মতো নরম ইস্পাত ভালোভাবে যন্ত্রচালিত হয় এবং সহজেই ওয়েল্ডিং গ্রহণ করে—এগুলি ফিক্সচার, জিগ এবং গঠনমূলক উপাদানগুলির জন্য আদর্শ। ৪১৪০ ও ৪৩৪০ মতো মিশ্র ইস্পাত তাপ চিকিৎসার পর বৃদ্ধিপ্রাপ্ত কঠোরতা ও ক্ষয় প্রতিরোধ প্রদান করে, যা গিয়ার, শ্যাফট এবং উচ্চ-চাপসহ যান্ত্রিক অংশগুলির জন্য উপযুক্ত।
স্টেইনলেস স্টিল ক্ষয় প্রতিরোধের ক্ষমতা নিয়ে আসে। গ্রেড ৩০৪ অধিকাংশ পরিবেশগত অবস্থায় চমৎকারভাবে কাজ করে, অন্যদিকে ৩১৬ সমুদ্রের জল ও কঠোর রাসায়নিক পদার্থের বিরুদ্ধে প্রতিরোধী। চরম প্রয়োগের জন্য, ১৭-৪ পিএইচ স্টেইনলেস স্টিলকে অসাধারণ শক্তি স্তরে অধঃক্ষেপণ দ্বারা শক্তিশালী করা যায়—টারবাইন উপাদান ও চিকিৎসা যন্ত্রপাতির জন্য এটি পারফেক্ট।
ব্রাসকে বৈদ্যুতিক ও সজ্জামূলক প্রয়োগের জন্য উল্লেখযোগ্য বলা হয়। অনুযায়ী এলকন প্রিসিশনের উপাদান বিশ্লেষণ পিতল C36000 চমৎকার যন্ত্রচালিত করা যায় এবং প্রাকৃতিক ক্ষয় প্রতিরোধের বৈশিষ্ট্য রাখে, যা উচ্চ-পরিমাণের বৈদ্যুতিক ফিটিংস এবং স্থাপত্য হার্ডওয়্যারের জন্য আদর্শ করে তোলে।
উচ্চ-মানের শ্রেণির ধাতু হিসেবে, টাইটানিয়াম অসাধারণ শক্তি-ওজন অনুপাত এবং চমৎকার ক্ষয় প্রতিরোধের বৈশিষ্ট্য প্রদান করে। বিমান চলাচল উপাদান, চিকিৎসা প্রতিস্থাপন এবং উচ্চ-কর্মক্ষমতা সম্পন্ন রেসিং যন্ত্রাংশগুলি প্রায়শই টাইটানিয়াম ব্যবহার করে—যদিও এটি অধিক ব্যয়বহুল। দ্রষ্টব্য যে, টাইটানিয়ামের নিম্ন তাপীয় পরিবাহিতা এটিকে যন্ত্রচালিত করাকে আরও জটিল করে তোলে—বিশেষায়িত টুলিং এবং প্রযুক্তি অপরিহার্য।
বিশেষায়িত প্রয়োগের জন্য ইঞ্জিনিয়ারিং প্লাস্টিক
যখন আপনার প্রকল্পে হালকা ওজন, রাসায়নিক প্রতিরোধক্ষমতা বা বৈদ্যুতিক অন্তরকতা প্রয়োজন হয়, তখন প্রকৌশল প্লাস্টিকগুলি প্রায়শই ধাতুগুলির চেয়ে উত্তম কাজ করে। কোমাকাটের প্লাস্টিক নির্বাচন গাইড অনুযায়ী, প্লাস্টিকগুলি সাধারণত ধাতুগুলির তুলনায় নিম্ন কঠোরতা এবং ঘনত্বের কারণে ভালো যন্ত্রচালিত করা যায়, যার ফলে কম কাটিং বল প্রয়োজন হয় এবং টুল ক্ষয় কমে।
এখানে আপনি যেসব প্লাস্টিক সবচেয়ে বেশি দেখতে পাবেন:
- এবিএস – ভালো যান্ত্রিক বৈশিষ্ট্য, অসাধারণ আঘাত প্রতিরোধ ক্ষমতা, ইনজেকশন মোল্ডিং-এর আগে প্রোটোটাইপ তৈরির জন্য আদর্শ
- ডেলরিন (POM) – প্লাস্টিকগুলির মধ্যে সর্বোচ্চ যন্ত্রকর্মযোগ্যতা, অসাধারণ মাত্রিক স্থিতিশীলতা, নিম্ন ঘর্ষণ সহগ
- নাইলন (PA) – অসাধারণ ক্ষয় প্রতিরোধ ক্ষমতা এবং রাসায়নিক সামঞ্জস্যতা, যদিও আর্দ্রতা শোষণের প্রবণতা রয়েছে
- পিইইকে – উচ্চ-কার্যক্ষমতা সম্পন্ন থার্মোপ্লাস্টিক যা চাহিদাপূর্ণ অ্যাপ্লিকেশনগুলিতে, যেমন চিকিৎসা-মানের ব্যবহারসহ ধাতুর পরিবর্তে ব্যবহার করা যায়
- পলিকার্বোনেট – অসাধারণ আঘাত প্রতিরোধ ক্ষমতা এবং আলোকিক স্বচ্ছতা, সুরক্ষামূলক কভার এবং ডিসপ্লের জন্য পারফেক্ট
- পিটিএফই (টেফলন) – যেকোনো কঠিন পদার্থের মধ্যে সর্বনিম্ন ঘর্ষণ সহগ, অসাধারণ রাসায়নিক ও তাপীয় প্রতিরোধ ক্ষমতা
ধাতব লেথ সিলিন্ড্রিক্যাল প্লাস্টিক উপাদানগুলি দক্ষতার সাথে প্রক্রিয়া করে, অন্যদিকে মিলিং সেন্টারগুলি জটিল প্লাস্টিক জ্যামিতির কাজ সম্পন্ন করে। মূল বিবেচ্য বিষয়? তাপ ব্যবস্থাপনা। কিছু প্লাস্টিক উচ্চ কাটিং তাপমাত্রায় গলে যায় বা বিকৃত হয়, ফলে কাটিং গতি ও ফিড সামঞ্জস্য করা প্রয়োজন।
দ্রুত তুলনামূলক উপকরণ বিশ্লেষণ
প্রধান বৈশিষ্ট্যগুলিকে পাশাপাশি তুলনা করলে সঠিক উপাদান নির্বাচন করা সহজ হয়:
| উপকরণ শ্রেণি | প্রধান বৈশিষ্ট্য | সাধারণ অ্যাপ্লিকেশন | মেশিনযোগ্যতার রেটিং |
|---|---|---|---|
| এলুমিনিয়াম লৈগ | হালকা ওজন, ক্ষয় প্রতিরোধী, উত্তম তাপ পরিবাহিতা | বিমান ও মহাকাশ গঠন, তাপ-শোষক, ভোক্তা ইলেকট্রনিক্স, চারচাকা যানবাহনের প্যানেল | চমৎকার |
| মৃদু/মিশ্র ইস্পাত | উচ্চ শক্তি, টেকসই, তাপ-চিকিত্সা যোগ্য, ওয়েল্ড করা যায় এমন | যন্ত্রপাতির অংশ, গিয়ার, শ্যাফট, গঠনমূলক উপাদান | ভালো থেকে মাঝারি |
| রৌপ্যায়িত স্টেনলেস | ক্ষয়রোধী, উচ্চ শক্তি, পলিশ করা যায় এমন | চিকিৎসা যন্ত্রপাতি, খাদ্য প্রক্রিয়াজাতকরণ, সমুদ্র যানবাহনের যন্ত্রাংশ, সার্জিক্যাল যন্ত্র | মাঝারি |
| পিতল | অত্যুত্তম বৈদ্যুতিক পরিবাহিতা, সজ্জিত সমাপ্তি, নিম্ন ঘর্ষণ | বৈদ্যুতিক কানেক্টর, প্লাম্বিং ফিটিং, সঙ্গীত যন্ত্র | চমৎকার |
| টাইটানিয়াম | অসাধারণ শক্তি-প্রতি-ওজন অনুপাত, জৈবসামঞ্জস্যপূর্ণ, ক্ষয়-প্রতিরোধী | বিমান ও মহাকাশ উপাদান, চিকিৎসা প্রতিস্থাপন, রেসিং যন্ত্রাংশ | চ্যালেঞ্জিং |
| এবিএস প্লাস্টিক | আঘাত-প্রতিরোধী, হালকা ওজন, খরচ-কার্যকর | প্রোটোটাইপ, এনক্লোজার, ভোক্তা পণ্য | চমৎকার |
| ডেলরিন (POM) | মাত্রাগতভাবে স্থিতিশীল, কম ঘর্ষণযুক্ত, আর্দ্রতা-প্রতিরোধী | গিয়ার, বেয়ারিং, নির্ভুল যান্ত্রিক ব্যবস্থা, খাদ্য-নিরাপদ উপাদান | চমৎকার |
| পিইইকে | উচ্চ-তাপমাত্রা প্রতিরোধ ক্ষমতা, রাসায়নিক নিষ্ক্রিয়তা, ধাতু-প্রতিস্থাপনের জন্য শক্তিশালী | চিকিৎসা সংক্রান্ত ইমপ্লান্ট, এয়ারোস্পেস সিল, অর্ধপরিবাহী উপাদান | ভাল |
আপনার উপাদান নির্বাচন করা
আপনি কীভাবে নির্বাচন করবেন? প্রথমে আপনার প্রয়োজনীয়তা সংজ্ঞায়িত করুন: আপনার পার্টটি উচ্চ লোড সহ্য করতে পারে কি? অ্যালুমিনিয়াম যথেষ্ট হতে পারে না—স্টিল বা টাইটানিয়াম বিবেচনা করুন। এটি কি ক্ষয়কারী পরিবেশের মুখোমুখি হবে? স্টেইনলেস স্টিল বা PEEK অপরিহার্য হতে পারে। ওজন কি গুরুত্বপূর্ণ? অ্যালুমিনিয়াম বা ইঞ্জিনিয়ারিং প্লাস্টিক সম্ভবত সেরা বিকল্প হবে।
খরচও গুরুত্বপূর্ণ। টাইটানিয়ামের পার্টগুলির দাম অ্যালুমিনিয়ামের সমতুল্য পার্টগুলির তুলনায় উল্লেখযোগ্যভাবে বেশি—শুধুমাত্র কাঁচামালের দামই নয়, বরং দীর্ঘতর মেশিনিং সময় এবং বিশেষায়িত টুলিং-এর জন্যও। প্রোটোটাইপ বা খরচ-সংবেদনশীল অ্যাপ্লিকেশনের ক্ষেত্রে, CNC মেশিনিংয়ে ধাতু নির্বাচন সাধারণত অ্যালুমিনিয়াম 6061-এ ডিফল্ট হয়, যা অর্থনৈতিক মূল্যে দৃঢ় কার্যকারিতা প্রদান করে।
মূল বিষয়টি কী? আপনার প্রয়োগের প্রয়োজনীয়তা অনুযায়ী উপকরণের বৈশিষ্ট্যগুলি মিলিয়ে নিন, তারপর যন্ত্রকর্মের সামর্থ্য এবং বাজেটের সীমাবদ্ধতা বিবেচনা করুন। আপনার উৎপাদন অংশীদার আপনাকে বিভিন্ন বিকল্পের মধ্যে সমতুল্য মূল্যায়ন করতে এবং আপনি যেসব বিকল্প বিবেচনা করেননি সেগুলি প্রস্তাব করতে সাহায্য করতে পারেন।
অবশ্যই, সঠিক উপকরণ নির্বাচন করা হলো সমীকরণের কেবল একটি অংশ। আপনি যে নির্ভুলতা বিশেষকরণগুলি নির্ধারণ করেন—বিশেষ করে সহনশীলতা (টলারেন্স)—তা সরাসরি উৎপাদনের জটিলতা এবং চূড়ান্ত খরচ উভয়কেই প্রভাবিত করে।
সিএনসি উৎপাদনে সহনশীলতা এবং নির্ভুলতা বোঝা
আপনি ইতিমধ্যে আপনার উপকরণ নির্বাচন করেছেন এবং যন্ত্রকর্মের কাজের প্রবাহ বুঝতে পেরেছেন। কিন্তু এখানে একটি প্রশ্ন রয়েছে যা সরাসরি আপনার সম্পূর্ণ হওয়া অংশটি আসলে কাজ করবে কিনা তা নির্ধারণ করে: এটি আসলে কতটা নির্ভুল হওয়া প্রয়োজন? এর উত্তর হলো সহনশীলতা (টলারেন্স) বোঝা—যা হলো পরিবর্তনের গ্রহণযোগ্য সীমা, যা নির্ধারণ করে যে আপনার উপাদানটি সঠিকভাবে ফিট হয়, কাজ করে এবং যথাযথভাবে কার্যকর হয় কিনা।
এটিকে এভাবে ভাবুন: কোনও উৎপাদন প্রক্রিয়াই সম্পূর্ণ নিখুঁত মাত্রা তৈরি করে না। প্রতিটি কাটিং, প্রতিটি টুল পাস অণুবীক্ষণিক পরিবর্তন আনয়ন করে। যন্ত্রকর্মের সংজ্ঞা অনুযায়ী, সহনশীলতা (টলারেন্স) এই বাস্তবতাকে স্বীকার করে যে, আদর্শ পরিমাপ থেকে কতটুকু বিচ্যুতি গ্রহণযোগ্য হবে তা নির্ধারণ করে। এই বিশেষকরণটি ভুল করলে আপনি অপ্রয়োজনীয় নিখুঁততার জন্য অত্যধিক অর্থ ব্যয় করবেন অথবা যেসব অংশ সঠিকভাবে সংযোজিত হবে না তা পাবেন।
নির্ভুলতার প্রেক্ষিতে যন্ত্রকর্মের অর্থ বোঝা আপনাকে প্রকল্পের প্রয়োজনীয়তা কার্যকরভাবে যোগাযোগ করতে এবং আপনার প্রকল্পের জন্য বাস্তবসম্মত আশা নির্ধারণ করতে সাহায্য করে।
মানক বনাম কঠোর সহনশীলতা প্রয়োজনীয়তা
সিএনসি নির্ভুল যন্ত্রকর্মে "মানক" এবং "কঠোর"-এর মধ্যে পার্থক্য কী? অনুযায়ী অ্যাবসলিউট ম্যাকিনিং স্ট্যান্ডার্ড মেশিনিং টলারেন্সগুলি সাধারণত ±০.০০৫" থেকে ±০.০০১"-এর মধ্যে পরিবর্তিত হয়। অধিকাংশ সাধারণ-উদ্দেশ্যমূলক মেশিনিং পার্টস এই পরিসীমার মধ্যে সহজেই ফিট করা যায়—ব্র্যাকেট, হাউজিং, কভার এবং গঠনমূলক উপাদানগুলি যেখানে নির্ভুল ফিট গুরুত্বপূর্ণ, কিন্তু ইঞ্চির হাজার ভাগের এক ভাগের মতো অতি-নির্ভুলতা আবশ্যক নয়।
টাইট টলারেন্স মেশিনিং বলতে ±০.০০০৫" বা তার চেয়ে ভালো সীমার মধ্যে মাত্রা বজায় রাখা বোঝায়। তুলনার জন্য বলা যায়, এটি প্রায় একজন মানুষের চুলের পুরুত্বের দশমাংশের সমান। কিছু উচ্চ-মানের অ্যাপ্লিকেশন এর আরও অগ্রসরে যায়: শিল্প বিশেষজ্ঞদের মতে, প্রেস-ফিট বোর বা গুরুত্বপূর্ণ সাইড অ্যালাইনমেন্ট সারফেসের মতো বৈশিষ্ট্যগুলির জন্য প্রিসিশন কাজ ±০.০০০২" পর্যন্ত অর্জন করতে পারে।
আপনার আসলে কখন টাইট টলারেন্স প্রয়োজন? নিম্নলিখিত পরিস্থিতিগুলি বিবেচনা করুন:
- মিলিত পৃষ্ঠ – যেসব পার্টস নির্ভুলভাবে একসঙ্গে ফিট করতে হবে, যেমন বেয়ারিং হাউজিং বা অ্যালাইনমেন্ট পিন
- সিলিং অ্যাপ্লিকেশন – যেসব উপাদানে তরল বা গ্যাস লিক হওয়া কোনোভাবেই ঘটতে পারে না
- ঘূর্ণায়মান অ্যাসেম্বলি – শ্যাফট ও বোর যেখানে রানআউট (runout) কার্যকারিতাকে প্রভাবিত করে
- নিরাপত্তা-সংক্রান্ত গুরুত্বপূর্ণ উপাদানগুলি – এয়ারোস্পেস, চিকিৎসা বা প্রতিরক্ষা অ্যাপ্লিকেশন, যেখানে ব্যর্থতার জন্য কোনো সহনশীলতা নেই
এখানে বাস্তব পরিস্থিতি হলো: আপনার অ্যাপ্লিকেশনের চেয়ে কঠোরতর সহনশীলতা (টলারেন্স) নির্দিষ্ট করা কার্যকরী সুবিধা ছাড়াই অর্থ নষ্ট করে। একটি দেয়ালে মাউন্ট করা ব্র্যাকেটের জন্য মহাকাশ-স্তরের নির্ভুলতা প্রয়োজন হয় না। এই পার্থক্যটি বুঝতে পারলে আপনি খরচ ও কার্যকারিতা—উভয়কেই অপ্টিমাইজ করতে পারবেন।
নির্ভুলতা নির্দিষ্টকরণ আপনার প্রকল্পকে কীভাবে প্রভাবিত করে
টলারেন্সের কঠোরতা আপনার বাজেটের জন্য এত গুরুত্বপূর্ণ হয় কেন? ফ্যাক্টোরেম-এর টলারেন্স গাইড অনুযায়ী, কঠোরতর টলারেন্স সর্বদা একাধিক পরস্পরসংশ্লিষ্ট কারণে উৎপাদন খরচ বৃদ্ধি করে।
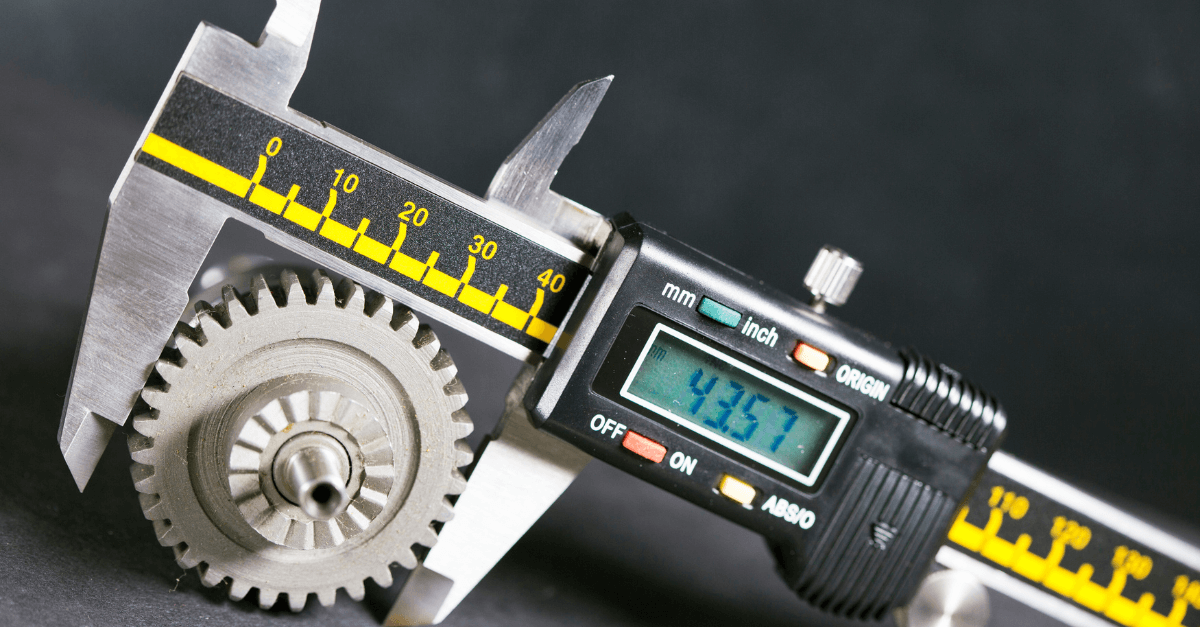
প্রথমত, কঠোরতর মাত্রা অর্জন করতে ধীরগতির কাটিং এবং হালকা পাস প্রয়োজন। মেশিনে বেশি সময় ব্যয় করা মানে প্রতিটি পার্টের খরচ বৃদ্ধি পায়। দ্বিতীয়ত, উন্নত মেশিনিং প্রযুক্তি এবং উচ্চ-নির্ভুলতা সম্পন্ন সরঞ্জামগুলি উচ্চ মূল্যে পাওয়া যায়। তৃতীয়ত, পরীক্ষার প্রয়োজনীয়তা তীব্রতর হয়—±০.০০০৫" টলারেন্সে তৈরি করা কোনো পার্টকে সাধারণ ক্যালিপার নয়, বরং কোঅর্ডিনেট মেজারিং মেশিন (CMM) বা অন্যান্য নির্ভুল যন্ত্রপাতি দিয়ে যাচাই করতে হবে।
সিএনসি মেশিনিস্টদের তাদের ভূমিকার সংজ্ঞা ক্রমশ গুণগত যাচাইয়ের অন্তর্ভুক্ত করছে। দক্ষ অপারেটররা বুঝতে পারেন যে, ধারাবাহিক ফলাফল একযোগে একাধিক পরিবর্তনশীল উপাদান নিয়ন্ত্রণের উপর নির্ভর করে।
কোন কোন বিষয় আসলে অর্জনযোগ্য সহনশীলতা (টলারেন্স) নির্ধারণ করে? একাধিক উপাদান একত্রে কাজ করে:
- মেশিনের ক্ষমতা – পুরনো বা নিম্নমানের সরঞ্জামগুলি আধুনিক, ভালভাবে রক্ষণাবেক্ষণকৃত সিএনসি কেন্দ্রগুলির মতো একই নির্ভুলতা বজায় রাখতে পারে না
- উপাদানের গুণাবলী – অ্যালুমিনিয়ামের মতো নরম উপকরণগুলি কাজ-কঠিন স্টেইনলেস স্টিল বা তাপ-সংবেদনশীল প্লাস্টিকের তুলনায় বেশি ভবিষ্যদ্বাণীযোগ্যভাবে মেশিন করা যায়
- অংশের জ্যামিতি – পাতলা দেয়াল, গভীর খাঁজ এবং দীর্ঘ অসমর্থিত বৈশিষ্ট্যগুলি বিকৃতি ও কম্পন সৃষ্টি করে যা মাত্রাগত নির্ভুলতাকে প্রভাবিত করে
- পরিবেশগত অবস্থান – তাপমাত্রার পরিবর্তন মেশিন এবং কাজের টুকরো উভয়ের তাপীয় প্রসারণ ঘটায়, যা নির্ভুলতাকে প্রভাবিত করে
- টুল পরিধান – কাটিং এজগুলি সময়ের সাথে ক্ষয়প্রাপ্ত হয়, এবং যদি তাদের পর্যবেক্ষণ করা না হয় বা ক্ষয় পূরণ করা না হয় তবে মাত্রা ধীরে ধীরে পরিবর্তিত হয়
BDE ম্যানুফ্যাকচারিং টেকনোলজিজ অনুযায়ী, পরিবেশগত তাপমাত্রা, নিয়মিত ক্যালিব্রেশন, প্রতিরোধমূলক রক্ষণাবেক্ষণ এবং সময়মতো টুল প্রতিস্থাপনের মতো বিভিন্ন উৎস নির্ভুলতা-ভিত্তিক আউটপুটকে প্রভাবিত করে। স্থিতিশীল তাপমাত্রা ও আর্দ্রতা বিশিষ্ট নিয়ন্ত্রিত পরিবেশে CNC সরঞ্জাম স্থাপন করলে ধারাবাহিক নির্ভুলতা বজায় রাখা সম্ভব হয়।
ডিজাইনের জটিলতা এবং উৎপাদনযোগ্যতা
একটি অংশকে নির্ভুলভাবে মেশিন করা সহজ বা কঠিন করে তোলে কী? এই সম্পর্কটি বোঝা আপনাকে বুদ্ধিমানের মতো ডিজাইন করতে এবং বাস্তবসম্মত প্রত্যাশা নির্ধারণ করতে সাহায্য করে।
সরল, ব্লক-আকৃতির জ্যামিতি যার দেয়ালের পুরুত্ব যথেষ্ট, সেগুলো ভবিষ্যদ্বাণীযোগ্যভাবে মেশিন করা যায়। কাটিং টুল স্থির প্রতিরোধের সম্মুখীন হয়, কম্পন ন্যূনতম থাকে এবং মাত্রা স্থিতিশীল থাকে। এই ধরনের অংশগুলো অর্থনৈতিকভাবে কঠোর সহনশীলতা (টলারেন্স) অর্জন করতে পারে, কারণ এখানে নির্ভুলতার বিরুদ্ধে কিছুই প্রতিরোধ করে না।
জটিলতা চ্যালেঞ্জগুলি সৃষ্টি করে। কাটিংয়ের চাপে পাতলা দেয়ালগুলি বেঁকে যায়। গভীর পকেটগুলি টুলের পৌঁছানোর দূরত্ব এবং চিপ অপসারণকে সীমিত করে। ত ост্র অভ্যন্তরীণ কোণগুলি ছোট ব্যাসের টুল ব্যবহারের প্রয়োজন হয়, যা সহজেই বিচ্যুত হয়। যৌগিক কোণে মেশিন করা ফিচারগুলি বহু-অক্ষ ক্ষমতা এবং উন্নত প্রোগ্রামিংয়ের প্রয়োজন হয়।
এর মানে কি আপনার জটিল ডিজাইনগুলি এড়ানো উচিত? একদমই নয়। আধুনিক মেশিনিং প্রযুক্তি নিয়মিতভাবে অসাধারণ জটিলতা পরিচালনা করে। মূল বিষয় হলো বাণিজ্যিক সমঝোতা বোঝা: বিশ টি কঠোর টলারেন্স বিশিষ্ট ঐ জটিল এয়ারোস্পেস কম্পোনেন্টটি একটি সাধারণ ব্র্যাকেটের তুলনায় যা মানক স্পেসিফিকেশনে নির্ধারিত, তার চেয়ে বেশি খরচ হবে।
অভিজ্ঞ উৎপাদন পার্টনারগুলি আপনার ড্রয়িংগুলি উত্পাদনের জন্য ডিজাইন (DFM) নীতিগুলির দৃষ্টিকোণ থেকে মূল্যায়ন করেন। তারা খরচ বৃদ্ধি করে এমন ফিচারগুলি চিহ্নিত করবেন, একই কাজ অর্জনের জন্য আরও অর্থনৈতিক বিকল্পগুলি প্রস্তাব করবেন এবং শুধুমাত্র যেখানে তারা প্রকৃতপক্ষে গুরুত্বপূর্ণ সেখানেই কঠোর টলারেন্স প্রয়োগ করতে আপনাকে সহায়তা করবেন।
মূল কথা হল? সহনশীলতা বিশেষকরণগুলি সরাসরি উৎপাদনের জটিলতা, চক্র সময় এবং খরচকে প্রভাবিত করে। যেখানে ফাংশন এর প্রয়োজন হয় সেখানে নির্ভুলতা প্রয়োগ করুন, এবং অন্য সব জায়গায় স্ট্যান্ডার্ড সহনশীলতা গ্রহণ করুন। এই সুষম পদ্ধতিটি সঠিকভাবে কাজ করে এমন যোগাযোগ অংশগুলি সরবরাহ করে যা অপ্রয়োজনীয় ব্যয় ছাড়াই তৈরি করা হয়—এটিই হল বুদ্ধিমান প্রকৌশলের প্রকৃত রূপ।
অবশ্যই, মাত্রাগত নির্ভুলতা শেষ পণ্যের সমীকরণের কেবল একটি অংশ। পৃষ্ঠের সমাপ্তি এবং পোস্ট-প্রসেসিং চিকিত্সাগুলি যান্ত্রিক উপাদানগুলিকে তাদের নির্দিষ্ট প্রয়োগের জন্য সত্যিকার অর্থে সম্পূর্ণ অংশে রূপান্তরিত করে।
পৃষ্ঠের সমাপ্তি এবং পোস্ট-প্রসেসিং বিকল্পগুলি
আপনার অংশটি নিখুঁত মাত্রায় সিএনসি কাটিং মেশিন থেকে বেরিয়ে এসেছে—কিন্তু এটি আসলে সম্পূর্ণ হয়েছে কি? অধিকাংশ ক্ষেত্রে উত্তর হল না। সেই দৃশ্যমান টুল চিহ্নগুলি, ধারালো কিনারা এবং খালি ধাতব পৃষ্ঠগুলির মনোযোগ প্রয়োজন যাতে আপনার উপাদানটি তার নির্দিষ্ট প্রয়োগের জন্য প্রস্তুত হয়। পৃষ্ঠের সমাপ্তি একটি যান্ত্রিক অংশকে 'মাত্রাগতভাবে নির্ভুল' থেকে 'সম্পূর্ণ কার্যকর এবং দৃশ্যত আকর্ষক' এ রূপান্তরিত করে।
হাবস-এর পৃষ্ঠ সমাপ্তি গাইড অনুযায়ী, পৃষ্ঠ সমাপ্তি হল সিএনসি মেশিন করা ধাতব অংশগুলির পৃষ্ঠের খারাপ অবস্থা, চেহারা এবং ক্ষয় প্রতিরোধের উন্নতির জন্য পোস্ট-প্রসেসিং প্রয়োগ করা। যখন সমাপ্তি প্রয়োগের সাথে মিলে যায়, তখন এটি কার্যকারিতা এবং দৃশ্যমান আকর্ষণ উভয়কেই বৃদ্ধি করে।
পৃষ্ঠ সমাপ্তির মান ও পরিমাপ
প্রতিটি কাটিং মেশিন অপারেশন কাজের টুকরোর উপর নিজস্ব ছাপ রেখে যায়। ঘূর্ণায়মান টুলটি যখন উপাদান অপসারণ করে, তখন এটি ক্ষুদ্র উঁচু-নিচু অংশ তৈরি করে—এগুলোই হল আপনার টুল মার্ক। পৃষ্ঠের গুণগত মান গড় পৃষ্ঠ খারাপ অবস্থা (Ra) হিসাবে পরিমাপ করা হয়, যা একটি আদর্শ মসৃণ পৃষ্ঠ থেকে গড় বিচ্যুতির পরিমাণ নির্দেশ করে।
এই সংখ্যাগুলো আসলে কী বোঝায়? নিচে সাধারণ খারাপ অবস্থার মানগুলোর অনুবাদ দেওয়া হল:
- Ra 3.2 μm (125 μin) – স্ট্যান্ডার্ড অ্যাস-মেশিনড সমাপ্তি; দৃশ্যমান টুল মার্ক বিদ্যমান
- Ra 1.6 μm (63 μin) – কম টুল মার্ক সহ ফাইন মেশিনড সমাপ্তি
- Ra 0.8 μm (32 μin) – সিলিং পৃষ্ঠের জন্য উপযুক্ত মসৃণ সমাপ্তি
- Ra 0.4 μm (16 μin) – অত্যন্ত মসৃণ; অতিরিক্ত ফিনিশিং পাস প্রয়োজন
আরও কঠোর Ra মানগুলি বেশি ব্যয়বহুল, কারণ এগুলি অতিরিক্ত মেশিনিং ধাপ, ধীরগতির কাটিং গতি এবং কঠোরতর মান নিয়ন্ত্রণ প্রয়োজন। অনেক কার্যকরী অ্যাপ্লিকেশনের জন্য স্ট্যান্ডার্ড 3.2 μm ফিনিশ পূর্ণাঙ্গভাবে যথেষ্ট। সিলিং, ঘর্ষণ হ্রাস বা দৃষ্টিনন্দন চেহারা—এই বৈশিষ্ট্যগুলি যেখানে আসলেই গুরুত্বপূর্ণ, সেখানে মসৃণতর স্পেসিফিকেশন ব্যবহার করুন।
কার্যকারিতা উন্নয়নকারী পোস্ট-প্রসেসিং চিকিৎসা
মেশিন করা অবস্থার ফিনিশের পাশাপাশি, সেকেন্ডারি অপারেশনগুলি সুরক্ষামূলক স্তর যোগ করে, চেহারা উন্নত করে বা কার্যকারিতা বৈশিষ্ট্যগুলি উন্নত করে। প্রতিটি চিকিৎসা ভিন্ন ভিন্ন প্রয়োজনীয়তা পূরণ করে—আপনার বিকল্পগুলি বুঝতে পারলে আপনি আপনার অ্যাপ্লিকেশনের প্রয়োজন অনুযায়ী সঠিক স্পেসিফিকেশন নির্ধারণ করতে পারবেন।
নিম্নলিখিতগুলি সবচেয়ে সাধারণ পোস্ট-প্রসেসিং চিকিৎসা এবং এগুলি কখন ব্যবহার করা উচিত:
- মণির বিস্ফোরণ – গ্লাস বিডসগুলিকে পৃষ্ঠের বিরুদ্ধে নিক্ষেপ করে একটি সমান ম্যাট বা স্যাটিন টেক্সচার তৈরি করে। টুল মার্কগুলি অপসারণ করে এবং একটি সুসঙ্গত চেহারা প্রদান করে। কম খরচের এবং মাত্রিক সহনশীলতা গুরুত্বপূর্ণ নয় এমন কসমেটিক পার্টসের জন্য আদর্শ। অ্যালুমিনিয়াম, স্টিল এবং স্টেইনলেস স্টিল উপাদানগুলির জন্য সর্বোত্তম, যেখানে দৃশ্যমান আকর্ষণীয়তা উন্নত করা প্রয়োজন।
- অ্যানোডাইজিং (টাইপ II) – অ্যালুমিনিয়াম ও টাইটানিয়ামের উপর একটি পাতলা সেরামিক অক্সাইড স্তর গঠন করে এমন একটি ইলেকট্রোকেমিক্যাল প্রক্রিয়া। এটি ক্ষয় প্রতিরোধী ক্ষমতা প্রদান করে এবং কালো, নীল, লাল ও সোনালী সহ বিভিন্ন রংয়ের জন্য রঞ্জক গ্রহণ করে। কোটিংয়ের পুরুত্ব সাধারণত ৪–১২ মাইক্রোমিটার। ভোক্তা ইলেকট্রনিক্স, সজ্জামূলক পার্টস এবং রক্ষণাবেক্ষণ ও দৃশ্যমান আকর্ষণীয়তা উভয়ই প্রয়োজন হয় এমন অ্যাপ্লিকেশনগুলির জন্য চমৎকার।
- অ্যানোডাইজিং (টাইপ III/হার্ডকোট) – উচ্চতর অক্সাইড স্তর (৫০+ মাইক্রোমিটার পর্যন্ত) যা উৎকৃষ্ট ক্ষয় প্রতিরোধী ক্ষমতা এবং পৃষ্ঠ কঠোরতা প্রদান করে। বেশি ব্যয়বহুল, কিন্তু ঘর্ষণ, পিছলানো যোগাযোগ বা চাপসৃষ্টিকারী পরিবেশের মুখোমুখি হওয়া ফাংশনাল পার্টসের জন্য অপরিহার্য। এটি বিমান চলাচল, প্রতিরক্ষা এবং উচ্চ-কর্মক্ষমতা যান্ত্রিক অ্যাপ্লিকেশনগুলিতে সাধারণ।
- পাউডার কোটিং – শুষ্ক গুঁড়ো বিদ্যুৎ-স্থিতিবিদ্যুতীয়ভাবে প্রয়োগ করা হয় এবং প্রায় ২০০°সেলসিয়াস তাপমাত্রায় তাপ-চিকিত্সা করা হয় যাতে টিকসই পলিমার স্তর গঠিত হয়। পুরুত্ব ১৮–৭২ মাইক্রোমিটার পর্যন্ত হতে পারে। উচ্চ আঘাত প্রতিরোধ ক্ষমতা, বিস্তৃত রংয়ের বিকল্প এবং সকল ধাতুর সাথে সামঞ্জস্যপূর্ণ। বাইরের সরঞ্জাম, আবদ্ধক (এনক্লোজার), এবং কঠোর সুরক্ষামূলক ফিনিশ প্রয়োজন এমন অংশগুলির জন্য আদর্শ।
- প্লেটিং (ক্রোম, নিকেল, জিঙ্ক) – তড়িৎ-রাসায়নিক প্রক্রিয়ার মাধ্যমে পাতলা ধাতব স্তর জমা হয়। ক্রোম সৌন্দর্যবর্ধক উজ্জ্বলতা এবং মাঝারি মাত্রার ক্ষয়রোধী সুরক্ষা প্রদান করে। নিকেল ক্ষয় প্রতিরোধ ক্ষমতা ও চেহারার মধ্যে ভারসাম্য বজায় রাখে। জিঙ্ক ক্ষয়রোধী সুরক্ষায় অত্যন্ত কার্যকর, বিশেষত ইস্পাতের অংশগুলির জন্য। প্রত্যেকটি বিভিন্ন কার্যকরী ও সৌন্দর্যবর্ধক উদ্দেশ্য পূরণ করে।
আপনার অ্যাপ্লিকেশনের জন্য সঠিক সমাপ্তি নির্বাচন
আপনি কীভাবে নির্বাচন করবেন? প্রথমে কার্যকরী প্রয়োজনীয়তা এবং সৌন্দর্যগত পছন্দগুলি আলাদা করুন। অনুযায়ী এসওয়াইজেড রড এন্ডস-এর ব্যাপক গাইড পুনরাবৃত্ত যোগাযোগ, পিছলানো বা ঘষণার সম্মুখীন হওয়া পৃষ্ঠগুলি সাধারণত কঠিনতর ও ঘন কোটিং-এর প্রয়োজন হয়—যেখানে মণিবিছানো (বিড ব্লাস্টিং) এর মতো সৌন্দর্যবর্ধক ফিনিশ দৃশ্যগত উন্নতি করে, কিন্তু অন্যান্য চিকিত্সার সমন্বয় না করলে এটি সীমিত সুরক্ষা প্রদান করে।
আপনার কার্যকরী পরিবেশটি সতর্কতার সাথে বিবেচনা করুন। বাইরের পরিবেশে রাখা, লবণ স্প্রে, উচ্চ তাপমাত্রা এবং আলট্রাভায়োলেট (UV) আলোর সংস্পর্শে রাখা হলে অভ্যন্তরীণ ব্যবহারের চেয়ে আরও দৃঢ় ফিনিশের প্রয়োজন হয়। সমুদ্রযাত্রা-সংক্রান্ত অ্যাপ্লিকেশনের জন্য CNC ফ্যাব্রিকেশনে জিঙ্ক প্লেটিং বা পাউডার কোটিং প্রয়োজন হতে পারে, অন্যদিকে গাড়ির অভ্যন্তরীণ উপাদানগুলির জন্য সজ্জামূলক অ্যানোডাইজিং ব্যবহার করা যেতে পারে।
একাধিক ফিনিশকে কৌশলগতভাবে সমন্বিত করা যেতে পারে। উদাহরণস্বরূপ, অ্যানোডাইজিং-এর আগে মণিবিছানো (বিড ব্লাস্টিং) করলে একটি সমান ম্যাট চেহারা পাওয়া যায় এবং ক্ষয় ও ঘর্ষণ প্রতিরোধের ক্ষমতাও বৃদ্ধি পায়। CNC কাটিং অপারেশনগুলি জ্যামিতিক আকৃতি তৈরি করে—কিন্তু পৃষ্ঠ ফিনিশিং নির্ধারণ করে যে, ঐ জ্যামিতিক আকৃতিটি বাস্তব জগতে কীভাবে কাজ করবে এবং কীভাবে দেখাবে।
মূল কথা কী? ফিনিশিং-কে একটি পরবর্তী চিন্তাভাবনা হিসেবে বিবেচনা করবেন না। যখন আপনি পার্টস অর্ডার করছেন, তখন প্রয়োজনীয় পৃষ্ঠতল এবং সহনশীলতা (টলারেন্স) নির্দিষ্ট করুন, যেসব গুরুত্বপূর্ণ বৈশিষ্ট্যগুলোতে কোটিং প্রয়োগ করা উচিত নয় সেগুলোকে মাস্ক করুন, এবং আপনার চিকিত্সা পদ্ধতির পছন্দটি ফাংশনাল প্রয়োজনীয়তা এবং পরিবেশগত প্রকাশের সাথে সামঞ্জস্যপূর্ণ করুন। এই পদ্ধতি নিশ্চিত করে যে আপনার সিএনসি কাটিংগুলো বছরের পর বছর ধরে নির্ভরযোগ্যভাবে কাজ করে এমন উপাদানে রূপান্তরিত হয়।
সিএনসি মেশিনিং খরচের উৎস এবং বাজেট অপ্টিমাইজেশন
আপনি আপনার উপাদান নির্বাচন করেছেন, সহনশীলতা (টলারেন্স) নির্দিষ্ট করেছেন এবং পারফেক্ট পৃষ্ঠ ফিনিশ বেছে নিয়েছেন। এখন আসছে সেই প্রশ্ন যা আপনার প্রকল্পটি এগিয়ে নেওয়ার সিদ্ধান্ত নেয়: এটা আসলে কত খরচ হবে? যন্ত্রকর্ম উৎপাদনের খরচ নির্ধারণের কারণগুলো বুঝতে পারলে আপনি তথ্যভিত্তিক সিদ্ধান্ত নিতে পারবেন, বাজেট সংক্রান্ত অপ্রত্যাশিত ঝাঁকুনি এড়াতে পারবেন এবং গুণগত মান কমানো ছাড়াই সঞ্চয়ের সুযোগগুলো চিহ্নিত করতে পারবেন।
এখানে বাস্তবতা হলো: সিএনসি পার্টসের দাম যথেচ্ছ নয়। প্রতিটি ডলার নির্দিষ্ট কয়েকটি উপাদানের সঙ্গে যুক্ত—যেমন উপাদান নির্বাচন, ডিজাইনের জটিলতা, সহনশীলতা (টলারেন্স) নির্দিষ্টকরণ এবং উৎপাদন পরিমাণ। ইউনিয়নফ্যাব-এর খরচ বিশ্লেষণ অনুযায়ী, এই খরচগুলো কোথা থেকে আসছে তা বোঝা সঠিক বাজেটিং এবং সরবরাহকারী নির্বাচনের জন্য অপরিহার্য।
চলুন আমরা সঠিকভাবে বুঝে নিই যে আপনি কী জিনিসের জন্য অর্থ প্রদান করছেন এবং প্রতিটি উপাদানকে কীভাবে অপ্টিমাইজ করা যায়।
মেশিনিং খরচ নির্ধারণকারী প্রধান বিষয়গুলি
উৎপাদন খরচের জন্য মেশিনিং-কে একটি ধারাবাহিক বিল্ডিং ব্লক হিসেবে ভাবুন, যেগুলো একে অপরের উপর স্তরে স্তরে সাজানো হয়েছে। প্রতিটি স্তর মোট খরচে যোগ করে, এবং পৃথক উপাদানগুলো বোঝা সঞ্চয়ের সুযোগগুলো কোথায় রয়েছে তা উন্মোচন করে।
ম্যাটেরিয়াল খরচ উপাদান খরচ আপনার মোট ব্যয়ের একটি উল্লেখযোগ্য অংশ গঠন করে—এবং এই দামের পরিসর অত্যন্ত ব্যাপক। অ্যালুমিনিয়াম সস্তা প্রান্তে অবস্থিত, অন্যদিকে টাইটানিয়ামের দাম অত্যন্ত উচ্চ হয়, যা অ্যালুমিনিয়ামের তুলনায় পাঁচ থেকে দশ গুণ বেশি হতে পারে। শিল্প খাতের দাম নির্ধারণের তথ্য অনুযায়ী, উপাদান নির্বাচন শুধুমাত্র কাঁচামালের খরচকেই প্রভাবিত করে না, বরং টুল ক্ষয় এবং মেশিনিং সময়কেও প্রভাবিত করে।
এই সরলীকৃত দাম তুলনা বিবেচনা করুন:
| উপকরণ শ্রেণি | আপেক্ষিক খরচ | প্রধান বিবেচনা |
|---|---|---|
| অ্যালুমিনিয়াম | $ | অত্যুত্তম যন্ত্রচালিত কাজ করার ক্ষমতা, সবচেয়ে দ্রুত চক্র সময় |
| ব্রাস/ব্রোঞ্জ | $$$ | সহজে যন্ত্রচালিত কাজ করা যায়, বৈদ্যুতিক অ্যাপ্লিকেশনের জন্য |
| আয়রন/স্টেনলেস স্টিল | $$$ | কঠিন উপাদানগুলি টুলের ক্ষয় বৃদ্ধি করে |
| টাইটানিয়াম | $$$$$ | বিশেষায়িত টুলিং প্রয়োজন, দীর্ঘতর চক্র সময় |
| পিইক (প্লাস্টিক) | $$$$$ | উচ্চ-কার্যক্ষমতাসম্পন্ন কিন্তু ব্যয়বহুল কাঁচামাল |
যন্ত্রচালনার সময় সরাসরি খরচগুলি গুণিত করে। শিল্প মেশিনিং অপারেশনগুলি মেশিনের জটিলতা অনুযায়ী প্রতি ঘণ্টায় ভিন্ন হারে চার্জ করে: ৩-অক্ষ মিলগুলি সাধারণত প্রতি ঘণ্টায় প্রায় ৪০ ডলার চার্জ করে, যখন উৎপাদন সমীক্ষা অনুযায়ী ৫-অক্ষ সরঞ্জামগুলি ৭৫–১২০ ডলার প্রতি ঘণ্টা চার্জ করে। বহু-অক্ষ অপারেশনের প্রয়োজনীয় জটিল জ্যামিতি, ধীর ফিড প্রয়োজনীয় কঠোর সহনশীলতা, এবং একাধিক টুল পরিবর্তনের প্রয়োজনীয় জটিল বৈশিষ্ট্যগুলি সবগুলিই চক্র সময় বাড়ায়—এবং আপনার চালানটিও বাড়ায়।
সেটআপ এবং প্রোগ্রামিং খরচ পরিমাণ নির্বিশেষে প্রযোজ্য। প্রতিটি কাজের জন্য মেশিন প্রস্তুতি, ওয়ার্কহোল্ডিং কনফিগারেশন, টুল লোডিং এবং জিরো-পয়েন্ট প্রতিষ্ঠা প্রয়োজন। এই স্থির খরচগুলি আপনার অর্ডারের উপর বণ্টিত হয়: দশটি পার্ট উৎপাদন করলে, প্রতিটি পার্ট সেটআপ খরচের দশমাংশ বহন করে; একশোটি পার্ট উৎপাদন করলে, প্রতি পার্টের উপর এই প্রভাব বিপরীতভাবে উল্লেখযোগ্যভাবে কমে যায়।
সহনশীলতা বিন্যাস উভয় মেশিনিং সময় এবং পরীক্ষা-নিরীক্ষার প্রয়োজনীয়তাকেই প্রভাবিত করে। অনুসারে এনসিঙ্গার প্লাস্টিকসের DFM গাইড — কঠোর সহনশীলতা (টলারেন্স) শুধুমাত্র যেখানে প্রয়োজন হয় সেখানেই ব্যবহার করা উচিত; সাধারণ সহনশীলতা অ-গুরুত্বপূর্ণ অঞ্চলগুলিতে কার্যকারিতা কমানো ছাড়াই খরচ উল্লেখযোগ্যভাবে কমিয়ে দেয়।
গৌণ অপারেশন এগুলি ক্রমাগত খরচ যোগ করে যা দ্রুত জমা হয়। অ্যানোডাইজিং-এর মতো পৃষ্ঠ সমাপ্তি সাধারণত প্রতি পার্ট $৩–$১২ খরচ করে, যেখানে ইলেকট্রোপ্লেটিং-এর খরচ হয় $১০–$৩০। তাপ চিকিত্সা, পরীক্ষা-নিরীক্ষা এবং বিশেষ প্যাকেজিং—প্রত্যেকটি নিজস্ব আইটেম হিসেবে আলাদা খরচ যোগ করে। একাধিক দ্বিতীয় প্রক্রিয়া প্রয়োজন করে এমন CNC মেশিন করা অংশগুলির ক্ষেত্রে, এই অতিরিক্ত খরচগুলি মূল মেশিনিং খরচের সমতুল্য হতে পারে অথবা তাকেও অতিক্রম করতে পারে।
আপনার বাজেট অপ্টিমাইজ করার বুদ্ধিমান কৌশল
ভালো খবর: অধিকাংশ খরচ-চালক বিবেচিত পরিকল্পনার প্রতি সাড়া দেয়। প্রোটোল্যাবসের উৎপাদন খরচ গাইড অনুযায়ী, বুদ্ধিমান ডিজাইন, উপকরণ নির্বাচন, সহনশীলতা এবং উৎপাদন পরিকল্পনার উপর ফোকাস করে আপনি গুণগত মান বজায় রেখে খরচ উল্লেখযোগ্যভাবে কমাতে পারেন।
মেশিন ফ্যাব্রিকেশন খরচ অপ্টিমাইজেশনের জন্য প্রমাণিত কৌশলগুলি নিম্নরূপ:
- উৎপাদনযোগ্যতার জন্য ডিজাইন – সম্ভব হলে জ্যামিতিক আকৃতি সরলীকরণ করুন। তীব্র অভ্যন্তরীণ কোণ, গভীর পকেট এবং বিশেষ টুলিং প্রয়োজনীয় বৈশিষ্ট্যগুলি কমিয়ে আনুন। ছিদ্র ও অন্যান্য বৈশিষ্ট্যের জন্য স্ট্যান্ডার্ড টুল সাইজ ব্যবহার করুন। ব্যবহারিক হলে একাধিক অংশকে একক উপাদানে একত্রিত করুন।
- সহনশীলতা উপযুক্তভাবে নির্দিষ্ট করুন – কেবলমাত্র গুরুত্বপূর্ণ মিলিং পৃষ্ঠ এবং কার্যকরী বৈশিষ্ট্যগুলিতেই কঠোর সহনশীলতা প্রয়োগ করুন। অ-গুরুত্বপূর্ণ মাত্রাগুলির জন্য স্ট্যান্ডার্ড ±0.005" স্পেসিফিকেশন ব্যবহার করা যেতে পারে, যা মেশিনিং সময় এবং পরীক্ষার খরচ উল্লেখযোগ্যভাবে কমিয়ে দেয়।
- উপাদান নির্বাচন অপ্টিমাইজ করুন – কার্যকরী প্রয়োজনীয়তা পূরণ করে এমন উপাদান নির্বাচন করুন, কিন্তু অতিরিক্ত স্পেসিফিকেশন এড়ান। অ্যালুমিনিয়াম প্রায়শই টাইটানিয়ামের খরচের একটি ভগ্নাংশে যথেষ্ট কার্যকারিতা প্রদান করে। মেশিনযোগ্যতা বিবেচনা করুন: নরম উপাদানগুলি টুল ক্ষয় এবং চক্র সময় কমায়।
- উৎপাদন পরিমাণ কৌশলগতভাবে পরিকল্পনা করুন – বড় ব্যাচগুলি স্থির সেটআপ খরচকে অধিক সংখ্যক পার্টের মধ্যে বণ্টন করে, যার ফলে প্রতি-ইউনিট খরচ কমে। এমনকি সামান্য পরিমাণ বৃদ্ধিও উল্লেখযোগ্য সাশ্রয় আনতে পারে। ইউনিয়নফ্যাবের বিশ্লেষণ অনুসারে, একক ইউনিট থেকে উৎপাদন চালু করার জন্য অর্ডার পরিমাণ বৃদ্ধি পেলে প্রতি পার্টের খরচ উল্লেখযোগ্যভাবে হ্রাস পায়।
- সেটআপ এবং পুনঃঅবস্থান কমান – এমন পার্ট ডিজাইন করুন যা কম সংখ্যক সেটআপে মেশিন করা যায়। প্রতিবার অপারেটরকে কাজের টুকরোটি পুনঃঅবস্থান করতে হলে পুনঃক্যালিব্রেশনের জন্য সময় লাগে এবং সম্ভাব্য ভিন্নতা তৈরি হয়।
- মানক ফিনিশগুলি বিবেচনা করুন – মেশিন করা অবস্থায় পৃষ্ঠগুলির জন্য কোনো অতিরিক্ত খরচ হয় না। কাজের কার্যকারিতা বা চেহারা প্রকৃতপক্ষে যেখানে বিশেষ ফিনিশ প্রয়োজন, সেখানে মাত্র সেগুলি অনুরোধ করুন।
CNC মেশিনিং আপনার প্রকল্পের জন্য উপযুক্ত কি?
কখনও কখনও সবচেয়ে বুদ্ধিমান বাজেট সিদ্ধান্ত হলো সম্পূর্ণ ভিন্ন উৎপাদন পদ্ধতি নির্বাচন করা। আপনি কীভাবে জানবেন যে কখন CNC সর্বোত্তম মূল্য প্রতিনিধিত্ব করছে?
CNC মেশিনিং নিম্নলিখিত ক্ষেত্রে সর্বোত্তম কার্যকরী:
- কঠোর টলারেন্স এবং উচ্চ নির্ভুলতা
- কঠিন উপকরণে জটিল জ্যামিতি
- কম থেকে মাঝারি উৎপাদন পরিমাণ (১-১,০০০টি অংশ)
- উৎপাদন-মানের উপকরণ ব্যবহার করে দ্রুত প্রোটোটাইপিং
- যেসব অংশের মেশিনিং থেকে সরাসরি চমৎকার পৃষ্ঠ সমাপ্তি প্রয়োজন
নিম্নলিখিত ক্ষেত্রে বিকল্প পদ্ধতিগুলি আরও অর্থনৈতিক প্রমাণিত হতে পারে:
- উৎপাদন পরিমাণ হাজার হাজার অভিন্ন অংশের চেয়ে বেশি হলে (ইনজেকশন মোল্ডিং বা কাস্টিং বিবেচনা করুন)
- টিল অভ্যন্তরীণ জ্যামিতি যা কাটিং টুলগুলি দ্বারা অর্জন করা যায় না (৩ডি প্রিন্টিং বিবেচনা করুন)
- সরল আকৃতির জন্য নির্ভুল মেশিনিং প্রয়োজন হয় না (স্ট্যাম্পিং বা এক্সট্রুশন বিবেচনা করুন)
সিএনসি-এর জন্য আদর্শ পরিসর প্রায়শই প্রোটোটাইপ থেকে কম পরিমাণ উৎপাদনের মধ্যে পড়ে। একক অংশের অর্ডারে যে সেটআপ খরচ চাপ সৃষ্টি করে, তা ৫০ বা ১০০টি ইউনিটে নগণ্য হয়ে যায়, যদিও উৎপাদন পরিমাণ এখনও মোল্ডিং বা কাস্টিং-এর জন্য টুলিং বিনিয়োগের সেই সীমা অতিক্রম করেনি যেখানে এটি অর্থনৈতিকভাবে যুক্তিসঙ্গত হয়ে ওঠে।
এই খরচ-গতিশীলতাগুলি বুঝতে পারলে আপনি একজন সু-অবহিত ক্রেতা হিসেবে উৎপাদন অংশীদারদের কাছে যাবেন। আপনি ভালো প্রশ্ন করবেন, উদ্ধৃতিগুলি আরও সঠিকভাবে মূল্যায়ন করবেন এবং শুধুমাত্র সর্বনিম্ন মূল্যের পিছনে ছুটে না যাওয়ায় প্রকৃত মূল্য চিহ্নিত করতে পারবেন।
আপনার প্রকল্পের জন্য সঠিক CNC মেশিনিং অংশীদার নির্বাচন করা
আপনি আপনার ডিজাইন চূড়ান্ত করেছেন, আপনার উপাদান নির্বাচন করেছেন এবং কার্যকারিতা ও বাজেটের মধ্যে ভারসাম্য রেখে সহনশীলতা নির্দিষ্ট করেছেন। এখন এমন একটি সিদ্ধান্ত নেওয়ার পালা যা নির্ধারণ করবে যে, সেই সাবধানে পরিকল্পিত স্পেসিফিকেশনগুলি কি আসলেই কাজ করে এমন পার্টস-এ রূপান্তরিত হবে কিনা: কে সেগুলি উৎপাদন করবে? একজন দক্ষ সিএনসি মেশিনিস্ট এবং অদক্ষ মেশিনিস্টের মধ্যে পার্থক্য শুধুমাত্র গুণগত মানের মধ্যেই সীমাবদ্ধ নয়—এটি আপনার উৎপাদন সময়সূচী অনুযায়ী কাজ শেষ করা এবং বিলম্বের ব্যাখ্যা দেওয়ার জন্য হতাশাগ্রস্ত হয়ে পড়ার মধ্যেকার পার্থক্য।
সঠিক অংশীদার খুঁজে পাওয়ার জন্য উদ্ধৃত মূল্যের বাইরে তাকানো প্রয়োজন। জেনিথ ম্যানুফ্যাকচারিং-এর অংশীদার নির্বাচন গাইড অনুযায়ী, লক্ষ্য শুধুমাত্র এমন একজন সরবরাহকারী খুঁজে পাওয়া নয় যিনি আপনার পার্টসগুলি তৈরি করতে পারেন—বরং এটি হল এমন একজন কৌশলগত অংশীদার খুঁজে পাওয়া যিনি আপনার ব্যবসাকে উন্নত করতে পারেন। এই প্রক্রিয়াটি ক্ষমতা, সার্টিফিকেশন এবং অতীত রেকর্ডের পদ্ধতিগত মূল্যায়ন থেকে শুরু হয়।
আপনার শিল্পের জন্য গুরুত্বপূর্ণ গুণমান সার্টিফিকেশন
সার্টিফিকেশনগুলি শুধুমাত্র দেয়ালের উপর লাগানো প্লাক নয়—এগুলি একটি নির্মাতার কঠোর মানের সিস্টেম বজায় রাখার নথিভুক্ত প্রমাণ প্রতিনিধিত্ব করে। কিন্তু কোন সার্টিফিকেশনগুলি আসলে গুরুত্বপূর্ণ, তা সম্পূর্ণরূপে আপনার শিল্প ও প্রয়োগের উপর নির্ভর করে।
সিএনসি অপারেটরের ভূমিকা কী তা বোঝা সার্টিফিকেশনের গুরুত্বকে প্রাসঙ্গিক করে তোলে। একটি সার্টিফাইড কর্মবল একটি সমান ভিত্তির জ্ঞানের প্রদর্শন করে: সকলেই সর্বোত্তম অনুশীলন, নিরাপত্তা প্রোটোকল এবং মানের প্রত্যাশা বোঝেন। আমেরিকান মাইক্রো ইন্ডাস্ট্রিজের সার্টিফিকেশন গাইড অনুযায়ী, সার্টিফাইড প্রক্রিয়াগুলি বলতে পদ্ধতি ও সরঞ্জামগুলিকে নথিভুক্ত মানদণ্ডে ধরে রাখা হয়, যা এক ব্যাচ থেকে পরবর্তী ব্যাচ পর্যন্ত সামঞ্জস্য বজায় রাখে।
আপনার খাত অনুযায়ী নিম্নলিখিত বিষয়গুলি খুঁজে বার করুন:
- আইএসও 9001 – সমস্ত শিল্পের জন্য প্রযোজ্য ভিত্তি মানের ব্যবস্থাপনা সিস্টেম সার্টিফিকেশন। এটি নথিভুক্ত কাজের প্রবাহ, কর্মক্ষমতা পর্যবেক্ষণ এবং সংশোধনমূলক ব্যবস্থা পদ্ধতির প্রদর্শন করে।
- AS9100 – ISO 9001-এর উপর ভিত্তি করে গড়ে ওঠা, যাতে বিমান ও মহাকাশ খাতের বিশেষ প্রয়োজনীয়তা অন্তর্ভুক্ত রয়েছে ঝুঁকি ব্যবস্থাপনা, নথিভুক্তকরণ এবং পণ্যের অখণ্ডতা নিশ্চিত করার জন্য। বিমান ও মহাকাশ সরবরাহ শৃঙ্খলে অংশগ্রহণের জন্য এটি অপরিহার্য।
- ISO 13485 – চিকিৎসা যন্ত্রপাতি উৎপাদনের জন্য সর্বোত্তম মানদণ্ড, যাতে ডিজাইন নিয়ন্ত্রণ, ট্রেসযোগ্যতা এবং ঝুঁকি হ্রাসকরণ অন্তর্ভুক্ত রয়েছে।
- আইএটিএফ ১৬৯৪৯ – স্বয়ংচালিত গুণগত ব্যবস্থাপনার বৈশ্বিক মানদণ্ড, যা ISO 9001-এর নীতিসমূহকে ধারাবাহিক উন্নতি এবং ত্রুটি প্রতিরোধের জন্য খাত-বিশেষ প্রয়োজনীয়তার সাথে একত্রিত করে।
- Nadcap – তাপ চিকিত্সা এবং অ-বিনষ্টকারী পরীক্ষণের মতো বিশেষ প্রক্রিয়াগুলির জন্য অ্যাক্রিডিটেশন, যা বিমান ও মহাকাশ এবং প্রতিরক্ষা প্রয়োগের জন্য অত্যন্ত গুরুত্বপূর্ণ।
স্বয়ংচালিত প্রয়োগের জন্য বিশেষভাবে, IATF 16949 সার্টিফিকেশন নির্দেশ করে যে একটি উৎপাদনকারী শিল্পের চাপযুক্ত প্রত্যাশাগুলি বুঝতে পারে। কোম্পানিগুলি যেমন শাওয়াই মেটাল টেকনোলজি iATF 16949 সার্টিফিকেশন এবং কঠোর পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ (SPC) প্রোটোকল—উভয়ের মাধ্যমে এই প্রতিশ্রুতি প্রদর্শন করে, যার ফলে প্রতিটি নির্ভুল উপাদান স্থায়ীভাবে স্বয়ংচালিত-মানের বিশেষ প্রয়োজনীয়তা পূরণ করে।
কিন্তু শুধুমাত্র সার্টিফিকেশন যথেষ্ট নয়। উৎপাদন বিশেষজ্ঞদের মতে, প্রকৃত পরীক্ষা হলো গুণগত চিন্তাভাবটি তাদের সংস্কৃতিতে কতটা গভীরভাবে প্রোথিত হয়েছে। আপনি সুনির্দিষ্ট প্রশ্ন করুন, যেমন—"আপনি কি একটি অ-অনুরূপ অংশ পরিচালনার জন্য আপনার প্রক্রিয়াটি আমাকে ধাপে ধাপে ব্যাখ্যা করতে পারবেন?" তাদের উত্তরটি যেকোনো সার্টিফিকেটের চেয়ে বেশি কিছু প্রকাশ করে—এটি প্রকৃত প্রতিশ্রুতির প্রমাণ।
উৎপাদন ক্ষমতা এবং লিড টাইম মূল্যায়ন করুন
একজন সাধারণ CNC মেশিন অপারেটরের চাকরির বিবরণে সেটআপ, অপারেশন এবং গুণগত যাচাইকরণ অন্তর্ভুক্ত থাকে—কিন্তু আপনার সহযোগীর ক্ষমতা একক অপারেটরদের চেয়ে অনেক বেশি বিস্তৃত। আপনার পূর্ণ অপারেশন—যন্ত্রপাতি, দক্ষতা এবং ক্ষমতা—মূল্যায়ন করা আবশ্যিক।
আপনি কোন ধরনের CNC সরঞ্জাম ও সরঞ্জামপাতি খুঁজছেন? কেসু গ্রুপের মূল্যায়ন গাইড অনুযায়ী, বিভিন্ন ধরনের, ভালোভাবে রক্ষণাবেক্ষণকৃত মেশিন—যেমন CNC লেথ, মিলিং সেন্টার এবং বহু-অক্ষ সরঞ্জাম—সম্পন্ন করতে সক্ষম একজন সরবরাহকারী জটিল প্রকল্পগুলি পরিচালনা করতে ভালোভাবে প্রস্তুত। স্বয়ংক্রিয় টুল চেঞ্জার এবং প্রক্রিয়া-মধ্যে পরিমাপের ক্ষমতা সম্পন্ন আধুনিক CNC মেশিনিং সেন্টারগুলি সঠিকতা ও দক্ষতা—উভয়ই প্রদান করে।
সমানভাবে গুরুত্বপূর্ণ: আপনার পার্টনার কি আপনার সাথে স্কেল করতে পারবে? দ্রুত প্রোটোটাইপিংয়ের প্রয়োজনীয়তা উৎপাদন চক্রের তুলনায় ব্যাপকভাবে ভিন্ন। আদর্শ সিএনসি সরঞ্জাম সারি উভয়কেই সমর্থন করে—অর্ডার বৃদ্ধি পেলে হাজার হাজার পার্টসের জন্য ক্ষমতা বজায় রেখে নমুনা পার্টস দ্রুত সরবরাহ করে। কিছু নির্মাতা, যার মধ্যে শাওয়ি মেটাল টেকনোলজি অন্তর্ভুক্ত, জরুরি প্রোটোটাইপিংয়ের জন্য মাত্র এক কর্মদিবসের মতো দ্রুত লিড টাইম প্রদান করে, এবং অটোমোটিভ প্রিসিশন কম্পোনেন্টস—যেমন চ্যাসিস অ্যাসেম্বলিজ এবং কাস্টম মেটাল বুশিংস—এর জন্য ভর উৎপাদন পরিমাণে নিরবচ্ছিন্নভাবে স্কেল করার সক্ষমতা রাখে।
সম্ভাব্য উৎপাদন অংশীদারদের মূল্যায়ন করার সময় এই চেকলিস্টটি ব্যবহার করুন:
- প্রত্যয়ন – কমপক্ষে ISO 9001 সার্টিফিকেশন যাচাই করুন; শিল্প-বিশেষ সার্টিফিকেশনগুলি (AS9100, IATF 16949, ISO 13485) আপনার প্রয়োজনীয়তা মেটায় কিনা তা নিশ্চিত করুন
- গুণমানমূলক সিস্টেম – নথিভুক্ত SPC প্রোগ্রাম, ফার্স্ট আর্টিকেল ইনস্পেকশন ক্ষমতা এবং CMM যাচাইকরণ সরঞ্জামের দিকে লক্ষ্য রাখুন
- সরঞ্জামের ক্ষমতা – আপনার পার্টসের জ্যামিতি এবং পরিমাণের জন্য মেশিনের প্রকার, অক্ষ কনফিগারেশন এবং ক্ষমতা মূল্যায়ন করুন
- ম্যাটেরিয়াল বিশেষজ্ঞতা – আপনার নির্দিষ্ট উপকরণ এবং সদৃশ অ্যাপ্লিকেশনগুলিতে অভিজ্ঞতা নিশ্চিত করুন
- পাল্টানোর সময় – প্রোটোটাইপিং এবং উৎপাদন পরিমাণের জন্য সাধারণ নেতৃত্ব সময় অনুরোধ করুন; সময়মতো পূর্ণ ডেলিভারি (OTIF) মেট্রিক্স যাচাই করুন
- যোগাযোগের সাড়া – উদ্ধৃতি প্রত্যাবর্তন সময়, প্রযুক্তিগত প্রশ্নের উত্তর এবং প্রাক-সক্রিয় প্রকল্প আপডেট মূল্যায়ন করুন
- ডিএফএম প্রতিক্রিয়া – ভালো অংশীদারগুলি সমস্যাযুক্ত ডিজাইনগুলি নীরবে গ্রহণ না করে উৎপাদনের জন্য ডিজাইন (DFM) সংক্রান্ত পরামর্শ প্রদান করে
জেনিথ ম্যানুফ্যাকচারিং-এর গবেষণা অনুসারে, খারাপ যোগাযোগ একটি গুরুতর লাল পতাকা। আজকের পরিবেশে, আপনার এমন অংশীদারদের প্রয়োজন যারা দ্রুত প্রতিক্রিয়া জানায়, প্রাক-সক্রিয় আপডেট প্রদান করে এবং সমস্যা দেখা দিলে স্বচ্ছতা বজায় রাখে। যখন উৎপাদন সময়সূচী ঝুঁকিতে থাকে, তখন ৪৮ ঘণ্টার ইমেইল প্রতিক্রিয়া সময় অগ্রহণযোগ্য।
মূল কথা হল—আপনার উৎপাদন অংশীদার আপনার দলের একটি সম্প্রসারণ হয়ে ওঠে। তাদের দক্ষতা, গুণগত ব্যবস্থা এবং প্রতিক্রিয়াশীলতা সরাসরি আপনার পণ্যের সাফল্যকে প্রভাবিত করে। শুরুতে বিস্তারিত মূল্যায়নে সময় বিনিয়োগ করুন—উৎপাদন শুরু হওয়ার পর দক্ষতা ঘাটতি আবিষ্কার করা অনেক বেশি ব্যয়বহুল।
আপনার সিএনসি মেশিনিং প্রকল্প শুরু করা
আপনি সিএনসি সিস্টেম কী তা বোঝার পর থেকে উৎপাদন অংশীদারদের মূল্যায়ন পর্যন্ত একটি যাত্রা সম্পন্ন করেছেন—এখন সেই জ্ঞানকে কাজে লাগানোর সময় এসেছে। আপনার মাথায় থাকা ধারণা থেকে হাতে ধরা চূড়ান্ত উপাদান পর্যন্ত দূরত্ব আপনি যা ভাবছেন তার চেয়ে কম, যদি আপনি প্রক্রিয়াটিকে পদ্ধতিগতভাবে পদ্ধতিতে পদক্ষেপ নেন।
মনে রাখবেন, CNC মানে কম্পিউটার নিউমেরিক্যাল কন্ট্রোল—কিন্তু এটি আসলে আপনার ডিজিটাল নির্ভুলতাকে শারীরিক বাস্তবতায় রূপান্তর করার ক্ষমতাকে প্রতিফলিত করে। এই গাইডে আপনি যেসব সিদ্ধান্ত নেওয়া শিখেছেন, সেগুলো একটি একক লক্ষ্যের সাথে সংযুক্ত: ঠিক যেভাবে প্রয়োজন তার মতো কাজ করে এমন যন্ত্রাংশগুলি সময়মতো এবং বাজেটের মধ্যে পাওয়া।
চলুন, সবকিছুকে একটি স্পষ্ট এগিয়ে যাওয়ার পথে সংশ্লেষিত করি।
আপনার CNC প্রকল্প কার্য পরিকল্পনা
CNC মেশিনিং সফলতা আসলে কী দিয়ে গঠিত? এটি হল একটি পদ্ধতিগত পদ্ধতি যা প্রতিটি গুরুত্বপূর্ণ সিদ্ধান্তের বিন্দুকে সঠিক ক্রমে সমাধান করে। ধারণা থেকে চূড়ান্ত যন্ত্রাংশ পর্যন্ত আত্মবিশ্বাসের সাথে এগিয়ে যেতে এই পদক্ষেপগুলি অনুসরণ করুন:
- উৎপাদনযোগ্যতার দিক থেকে আপনার ডিজাইনটি চূড়ান্ত করুন – আপনার CAD মডেলটি পর্যালোচনা করুন যাতে অপ্রয়োজনীয় জটিলতা সৃষ্টিকারী বৈশিষ্ট্যগুলি চিহ্নিত করা যায়। সম্ভব হলে ত ост্র অভ্যন্তরীণ কোণগুলি অপসারণ করুন, সাধারণ টুল ব্যাসের সাথে মিল রাখতে গর্তের আকারগুলি এককৃত করুন এবং নিশ্চিত করুন যে দেয়ালের পুরুত্ব কাটিং বল সহ্য করতে পারবে। যদি আপনি নিশ্চিত না হন, চূড়ান্ত স্পেসিফিকেশনে যাওয়ার আগে DFM প্রতিক্রিয়া অনুরোধ করুন।
- উপাদান এবং সহনশীলতা প্রয়োজনীয়তা নির্ধারণ করুন – উপাদানের বৈশিষ্ট্যগুলি আপনার অ্যাপ্লিকেশনের প্রয়োজনীয়তার সাথে মিলিয়ে নিন। আপনার পার্টটি কি ক্ষয় প্রতিরোধের জন্য উপযুক্ত হওয়া আবশ্যক? স্টেইনলেস স্টিল বা অ্যানোডাইজড অ্যালুমিনিয়াম বিবেচনা করুন। ওজন-সংবেদনশীল? অ্যালুমিনিয়াম বা ইঞ্জিনিয়ারিং প্লাস্টিক আদর্শ হতে পারে। কেবলমাত্র যেখানে মিটিং সারফেস বা গুরুত্বপূর্ণ কার্যকারিতা এটি দাবি করে সেখানেই কঠোর সহনশীলতা প্রয়োগ করুন—অন্যত্র স্ট্যান্ডার্ড স্পেসিফিকেশন বজায় রাখলে খরচ যথাযথ সীমায় থাকে।
- যোগ্য অংশীদারদের কাছ থেকে উদ্ধৃতি অনুরোধ করুন – আপনার শিল্প খাতের প্রয়োজনীয়তা অনুযায়ী সার্টিফিকেশন বিশিষ্ট একাধিক নির্মাতার কাছে আপনার ডিজাইন জমা দিন। সম্পূর্ণ ডকুমেন্টেশন প্রদান করুন: ৩ডি মডেল, টলারেন্সসহ ২ডি ড্রইং, উপাদান বিবরণ, পরিমাণের প্রয়োজনীয়তা এবং লক্ষ্য ডেলিভারি তারিখ। শুরুতে স্পষ্ট যোগাযোগ পরে বিভ্রান্তি এড়াতে সাহায্য করে।
- DFM প্রতিক্রিয়া সাবধানে পর্যালোচনা করুন – অভিজ্ঞ অংশীদারগণ সম্ভাব্য সমস্যাগুলি চিহ্নিত করবেন এবং বিকল্পগুলি প্রস্তাব করবেন। একটি অভ্যন্তরীণ কোণের ব্যাসার্ধ ০.৫ মিমি থেকে ২ মিমি-এ পরিবর্তন করার সুপারিশ ছোট মনে হতে পারে—কিন্তু এটি আপনার পার্টের খরচ ৩০% কমিয়ে দিতে পারে এবং গঠনগত স্থায়িত্বও বৃদ্ধি করতে পারে। এই সুপারিশগুলি খোলা মন নিয়ে শুনুন।
- আত্মবিশ্বাসের সাথে উৎপাদনে এগিয়ে যান – একবার আপনি নমুনা অনুমোদন করেছেন এবং বিবরণগুলি নিশ্চিত করেছেন, উৎপাদন করার অনুমতি প্রদান করুন। প্রক্রিয়াজাতকরণের সময় ধারাবাহিকভাবে যোগাযোগ বজায় রাখুন, বিশেষ করে প্রথম রানের অর্ডারের ক্ষেত্রে। পার্টগুলি পাঠানোর আগে গুণগত মানের পরীক্ষার পয়েন্ট এবং পরীক্ষা মানদণ্ড নির্ধারণ করুন।
ধারণা থেকে উৎপাদনের দিকে অগ্রসর হওয়া
সিএনসি মেশিনিস্ট বিশেষজ্ঞতার অর্থ তখনই স্পষ্ট হয়ে ওঠে যখন আপনি এমন অংশীদারদের সাথে কাজ করেন যারা প্রতিটি পর্যায়ে আপনাকে নির্দেশনা দেন। প্রোটোটাইপিং ভলিউম উৎপাদনে প্রবেশ করার আগে আপনার ডিজাইনটি যাচাই করে। প্রথম নমুনা পরীক্ষা (ফার্স্ট আর্টিকেল ইনস্পেকশন) নিশ্চিত করে যে উৎপাদন প্রক্রিয়াগুলি নির্দিষ্টকরণ অনুযায়ী যথাযথ অংশগুলি তৈরি করছে। পরিসংখ্যানসূচক প্রক্রিয়া নিয়ন্ত্রণ (SPC) উৎপাদন চক্রগুলির মধ্যে ধারাবাহিকতা বজায় রাখে।
গাড়ি সরবরাহ শৃঙ্খলের পাঠকদের জন্য, প্রোটোটাইপ থেকে ভর উৎপাদনের পথে নির্দিষ্ট যোগ্যতা সম্পন্ন অংশীদারদের প্রয়োজন হয়। শাওয়াই মেটাল টেকনোলজি এই ক্ষমতার উদাহরণ হল—তাদের IATF 16949 সার্টিফিকেশন এবং কঠোর SPC প্রোটোকলগুলি নিশ্চিত করে যে উচ্চ-সহনশীলতা সম্পন্ন উপাদানগুলি গাড়ি-মানের নির্দিষ্টকরণ পূরণ করে। প্রোটোটাইপিংয়ের জন্য মাত্র এক কর্মদিবসের মতো দ্রুত লিড টাইম এবং ভর উৎপাদনে নিরবচ্ছিন্ন স্কেলিংয়ের মাধ্যমে তারা নির্ভুল চ্যাসিস অ্যাসেম্বলি এবং কাস্টম ধাতব বুশিং দক্ষতার সাথে সরবরাহ করে।
সিএনসি কী বলতে বোঝায়? কম্পিউটার নিউমেরিক্যাল কন্ট্রোল—কিন্তু তার চেয়ে গুরুত্বপূর্ণ হলো, এটি আপনার ডিজিটাল ডিজাইন এবং শারীরিক পণ্যের মধ্যে সংযোগ স্থাপনকারী উৎপাদন ক্ষমতাকে নির্দেশ করে। আপনি যদি দশটি প্রোটোটাইপ বা দশ হাজারটি উৎপাদন অংশ তৈরি করছেন, তবুও এই প্রযুক্তি হাতে করা পদ্ধতির চেয়ে অনেক বেশি সুসঙ্গত নির্ভুলতা প্রদান করে।
সারাংশ কী? এখন আপনি মেশিনের প্রকারভেদ, উপকরণ নির্বাচন, সহনশীলতা (টলারেন্স) নির্দিষ্টকরণ, পৃষ্ঠ সমাপ্তির বিকল্পসমূহ, খরচ নির্ধারক কারক এবং অংশীদার মূল্যায়নের মাপদণ্ডগুলো বুঝতে পেরেছেন। এই জ্ঞান আপনাকে একজন নিষ্ক্রিয় ক্রেতা থেকে একজন সচেতন উৎপাদন অংশীদারে পরিণত করে। এটি ব্যবহার করুন আরও ভালো প্রশ্ন করতে, বুদ্ধিমানের মতো সিদ্ধান্ত নিতে এবং আপনার সঠিক প্রয়োজনীয়তা পূরণকারী পণ্য সরবরাহ করতে।
আপনার পরবর্তী পদক্ষেপ সহজ: আপনার ডিজাইনটি নিন, আপনি যে নীতিগুলো শিখেছেন তা প্রয়োগ করুন এবং এমন একজন যোগ্য উৎপাদন অংশীদারের সাথে যোগাযোগ করুন যিনি আপনার দৃষ্টিভঙ্গি বাস্তবে রূপান্তরিত করতে পারবেন। প্রযুক্তিটি প্রস্তুত। বিশেষজ্ঞতা বিদ্যমান। আপনার নির্ভুল উপাদানগুলো তৈরি হওয়ার অপেক্ষায় রয়েছে।
সিএনসি মেশিনিং সম্পর্কিত প্রায়শই জিজ্ঞাসিত প্রশ্নসমূহ
১. সিএনসি মেশিনিং কী?
সিএনসি মেশিনিং হল একটি উৎপাদন প্রক্রিয়া যেখানে পূর্ব-প্রোগ্রাম করা কম্পিউটার সফটওয়্যার কারখানার টুল ও মেশিনারির চলাচল নিয়ন্ত্রণ করে। সিএনসি মানে কম্পিউটার নিউমেরিক্যাল কন্ট্রোল, যা কাটিং টুলগুলিকে অত্যন্ত নির্ভুলভাবে নির্দেশনা দেওয়ার জন্য G-কোড নির্দেশাবলী ব্যবহার করে—যার ফলে ±০.০০১ ইঞ্চি পর্যন্ত সূক্ষ্ম টলারেন্স অর্জন করা সম্ভব। এই বিয়োজনমূলক উৎপাদন পদ্ধতিতে কঠিন ব্লক থেকে উপাদান অপসারণ করে শেষ উপাদানগুলি তৈরি করা হয়, যা এয়ারোস্পেস থেকে শুরু করে চিকিৎসা যন্ত্রপাতি পর্যন্ত বিভিন্ন শিল্পে ব্যবহৃত হয়।
২. সিএনসি মেশিনিস্টরা কি অনেক টাকা আয় করেন?
সিএনসি মেশিনিস্টরা প্রতিযোগিতামূলক মজুরি অর্জন করেন, যার গড় হার মার্কিন যুক্তরাষ্ট্রে প্রতি ঘণ্টায় প্রায় $২৭.৪৩। অভিজ্ঞতা, সার্টিফিকেশন এবং বিশেষায়িত দক্ষতার উপর ভিত্তি করে আয়ের পরিমাণ পরিবর্তিত হয়। বহু-অক্ষ প্রোগ্রামিং, সূক্ষ্ম টলারেন্স কাজ বা এয়ারোস্পেস-মানের উৎপাদনে উন্নত দক্ষতা সম্পন্ন অপারেটররা সাধারণত উচ্চতর মজুরি পান। IATF ১৬৯৪৯ বা AS9100 সার্টিফাইড সুবিধাগুলিতে গুণগত মানদণ্ড বজায় রাখতে যোগ্য মেশিনিস্টদের জন্য প্রায়শই প্রিমিয়াম মজুরি প্রদান করা হয়।
৩. সিএনসি মেশিনের বিভিন্ন ধরনগুলি কী কী?
সিএনসি মেশিনের তিনটি প্রাথমিক ধরন হল মিলিং মেশিন, লেথ এবং রাউটার। সিএনসি মিল কঠিন ধাতুতে জটিল ৩ডি জ্যামিতি তৈরি করতে স্থির ওয়ার্কপিসের বিপরীতে ঘূর্ণায়মান কাটিং টুল ব্যবহার করে। সিএনসি লেথ ওয়ার্কপিসকে স্থির টুলের বিপরীতে ঘোরায়, যা শ্যাফ্ট ও বুশিং-এর মতো চৌষট্টিকার অংশ তৈরির জন্য আদর্শ। সিএনসি রাউটার নরম উপকরণ এবং বড় সমতল শীটগুলি প্রক্রিয়া করে, যা সাধারণত সাইনবোর্ড, ক্যাবিনেট এবং প্লাস্টিকের আবরণ তৈরিতে ব্যবহৃত হয়।
৪. সিএনসি মেশিনিং-এর খরচ কত?
সিএনসি মেশিনিংয়ের খরচ নির্ভর করে উপকরণ নির্বাচন, অংশের জটিলতা, সহনশীলতা (টলারেন্স) প্রয়োজনীয়তা এবং উৎপাদন পরিমাণের উপর। অ্যালুমিনিয়ামের অংশগুলির খরচ টাইটানিয়ামের সমতুল্য অংশের তুলনায় কম, কারণ উপকরণের দাম কম এবং চক্র সময় দ্রুততর। কঠোর টলারেন্স মেশিনিং সময় ও পরীক্ষার খরচ বৃদ্ধি করে। সেটআপ খরচগুলি বড় অর্ডারের মধ্যে বণ্টিত হয়, ফলে প্রতি-অংশ খরচ কমে। উৎপাদনের জন্য ডিজাইন (ডিজাইন ফর ম্যানুফ্যাকচারাবিলিটি), উপযুক্ত টলারেন্স নির্দিষ্টকরণ এবং পরিমাণ পরিকল্পনা—এই কৌশলগুলি পূর্ণ প্রকল্পের খরচ উল্লেখযোগ্যভাবে কমাতে পারে।
৫. আমার সিএনসি মেশিনিং পার্টনারের ক্ষেত্রে আমার কোন সার্টিফিকেশনগুলি খুঁজে নেওয়া উচিত?
প্রধান সার্টিফিকেশনগুলি আপনার শিল্পখাতের উপর নির্ভর করে: আইএসও ৯০০১ মৌলিক মানের ব্যবস্থাপনা প্রদান করে, এএস৯১০০ এয়ারোস্পেস শিল্পের প্রয়োজনীয়তা পূরণ করে, আইএসও ১৩৪৮৫ চিকিৎসা যন্ত্রপাতির ক্ষেত্রে প্রযোজ্য, এবং আইএটিএফ ১৬৯৪৯ অটোমোটিভ উৎপাদনের মানদণ্ড পূরণ করে। শাওয়ি মেটাল টেকনোলজি-এর মতো পার্টনারগুলি আইএটিএফ ১৬৯৪৯ সার্টিফিকেশন এবং পরিসংখ্যানভিত্তিক প্রক্রিয়া নিয়ন্ত্রণ (এসপিসি) প্রোটোকলের সংমিশ্রণের মাধ্যমে নির্ভুল অটোমোটিভ উপাদান—যেমন চ্যাসিস অ্যাসেম্বলি—এর জন্য সুস্থির মান নিশ্চিত করার প্রতি তাদের প্রতিশ্রুতিবদ্ধতা প্রদর্শন করে।