 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

أسرار التصنيع المعدني المفضلة: عدة معايير تُفرِّق بين الناجحين والناجمين عن الندم
فهم مفهوم مُصنِّع المعادن المفضَّل ولماذا يكتسب أهمية بالغة
عندما تبحث عن ورش تصنيع معادن، غالبًا ما يصبح السعر العامل الحاسم في اتخاذ القرار. لكن إليك الأمر المهم: الخيار الأرخص نادرًا ما يوفِّر أفضل قيمة على المدى الطويل. وهنا تظهر مفهوم مُصنِّع المعادن المفضَّل ليغيّر طريقة تعامل الشركات المتقدِّمة فكريًّا مع شركائها في مجال التصنيع المعدني.
يمثِّل مُصنِّع المعادن المفضَّل نهجًا تصنيعيًّا استراتيجيًّا تتبعه الشركات عند اختيار شركائها في مجال التصنيع المعدني استنادًا إلى شهادات الجودة، والقدرات المُثبتة، والموثوقية المستمرة، بدلًا من الاكتفاء بملاحقة أدنى عرض سعر. ويشير مصطلح «المفضَّل» إلى أمرٍ ذي دلالة كبيرة في التصنيع الصناعي؛ إذ يدلُّ على علاقةٍ خضعت للتقييم الدقيق وتمت الثقة بها، وبُنِيَت على سجل أداءٍ ممتاز والالتزام المتبادل بالتميز.
ما الذي يجعل شريك تصنيع المعادن مفضَّلًا؟
إذن، ما الذي يرفع مزود خدمة تصنيع المعادن الدقيقة من مجرد مورد عادي إلى مرتبة المورد المفضل؟ إن هذا التميُّز يعود إلى عدة عوامل رئيسية تعلَّم مدراء المشتريات والمهندسين إعطائها الأولوية من خلال الخبرة العملية.
يُظهر مزوِّد خدمات تصنيع المعادن المفضل جودةً ثابتةً من خلال عمليات معتمدة وأنظمة إدارة جودة موثَّقة. كما يحافظ على قنوات اتصال شفافة ويستجيب بسرعة عند ظهور أية تحديات. وربما الأهم من ذلك، أنه يعتبر نجاحك جزءًا من نجاحه، فيستثمر في فهم متطلباتك الخاصة بدلًا من التعامل مع كل طلبٍ كعملية منعزلة.
تساعد العلاقات القوية مع المورِّدين في التخفيف من المخاطر مثل اضطرابات سلسلة التوريد وتقلبات الأسعار ومشاكل الجودة. وبالمقابل، فإن المورِّدين الذين يستثمرون في شراكة طويلة الأمد يكونون أكثر استعدادًا لإعطاء أولوية لاحتياجاتك والعمل معك بشكل تعاوني لمعالجة أي تحديات قد تنشأ.
يؤمِنُ هذا النهج الاستباقي لإدارة المخاطر استقرارًا أكبر في عمليات التصنيع الخاصة بك، وهو أمرٌ يكتسب قيمةً لا تُقدَّر بثمن عندما تقترب مواعيد تسليم الإنتاج.
التحول من مورِّد إلى شريك استراتيجي
الفرق بين الشراكات التصنيعية المعتمدة على المعاملات والشراكات التصنيعية الاستراتيجية واضحٌ جدًّا. ففي العلاقة القائمة على المعاملات، تُرسل الرسم البياني، وتتلقى عرض سعر، وترجو أن تسير الأمور على خير ما يرام. ويبدأ كل مشروع من الصفر، مع وجود سياق ضئيل جدًّا حول أهدافك الأوسع أو توقعاتك المتعلقة بالجودة.
أما الشراكات الاستراتيجية فتعمل وفق نهج مختلف. إذ يفهم شريك التصنيع المفضَّل لديك متطلبات قطاعك، وتفضيلاتك في المواد، ومعايير التحمل دون الحاجة إلى شرح متكرر. سواء كنت تعمل مع شركة تصنيع معدنية مدمجة أو مع متخصص في تصنيع المعادن في منطقة خليج سان فرانسيسكو (Bay Area)، فإن السمة المميزة لوضع «المفضَّل» هي هذه المعرفة العميقة باحتياجاتك.
فكِّر في هذه الفروقات بين النهجين:
- قائم على المعاملات: قرارات مدفوعة بالسعر، واتصال محدود، وحل المشكلات بشكل تفاعلي
- استراتيجي: اختيارٌ يرتكز على القيمة، وتعاونٌ مستمر، وتحسينات استباقية في الجودة
- قائم على المعاملات: يُعامَل كأحد العملاء المجهولين العديدين
- استراتيجي: يُعترف به كحسابٍ أولوي مع دعمٍ مخصص
بالنسبة لمدراء المشتريات الذين يديرون عدّة مورِّدين في آنٍ واحد، فإن إقامة علاقات تفضيلية مع شركاء موثوقين في مجال تصنيع المعادن يبسّط العمليات إلى حدٍ كبير. فأنتم تقضون وقتًا أقل في تأهيل مورِّدين جدد، وإدارة مشكلات الجودة، وتوضيح المواصفات مرارًا وتكرارًا. وبالمقابل، يمكنكم التركيز على الابتكار والنمو، مع ثقةٍ تامةٍ بأن احتياجاتكم التصنيعية تُدار بواسطة شركاء يفهمون أعمالكم فهمًا عميقًا.
ستتناول الأقسام التالية بالضبط المعايير التي تميّز شركاء التصنيع الاستثنائيين عن غيرهم، مما يوفّر لكم إطار عمل عملي لتحديد مورِّديكم المفضلين وتقييمهم.

العمليات الأساسية لتصنيع المعادن التي تُعرِّف الجودة
إن فهم كيفية عمل عمليات تصنيع الصفائح المعدنية يمنحك ميزةً كبيرةً عند تقييم شركاء التصنيع المحتملين. ولماذا يهم هذا الأمر؟ لأن إمكانيات المعدات وخبرة العمليات تحدد بشكل مباشر ما إذا كانت الأجزاء النهائية الخاصة بك تتوافق مع المواصفات أم تنتهي كنفايات باهظة الثمن. دعونا نستعرض العمليات الأساسية التي تميّز مُصنِّعي الصفائح المعدنية الذين يركّزون على الجودة عن أولئك الذين يسلكون طرقاً مختصرة.
شرح قص الليزر وال punching باستخدام CNC
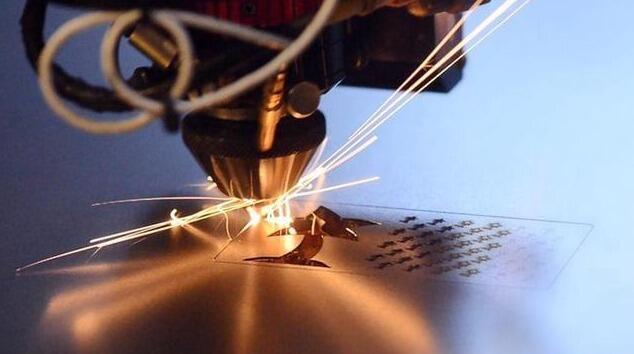
تصوَّر محاولة قص أنماط معقدة بدقة جراحية في الفولاذ. وهذا بالضبط ما تحققه تقنية القص بالليزر الحديثة. إذ تركّز أنظمة الليزر الليفية طاقة ضوئية شديدة الكثافة في شعاع أضيق من شعرة بشرية، لتتبخّر المادة على طول المسارات المبرمجة بدقة تصل إلى ±٠٫١ مم. وعندما يتطلّب مشروعك هندسات معقدة أو تفاصيل دقيقة، فإن القص بالليزر يوفّر جودة حواف لا تُضاهى دون التسبب في أي إجهاد ميكانيكي تُحدثه طرق القص الأخرى.
تعمل آلات الثقب الدورانية المُتحكَّم بها رقميًّا (CNC) وفق مبادئ مختلفة، لكنها تقدِّم مزايا مميَّزة لتطبيقات محدَّدة. ووفقًا لأبحاث القطاع الصناعي من شركة «جيليكس»، فإن م presses الثقب الدورانية الحديثة تتجاوز سرعة ١٠٠٠ ضربة في الدقيقة، مع إتمام تغيير الأدوات في أقل من ثانية واحدة. وهذا يجعلها فعَّالة جدًّا من حيث التكلفة للأجزاء التي تتطلَّب عددًا كبيرًا من الفتحات أو الشقوق التهوية أو السمات المُشكَّلة.
إليك أسباب القيمة الاستثنائية التي تضيفها عمليات تصنيع صفائح المعادن بدقة عبر الثقب المُتحكَّم به رقميًّا:
- القدرة على التشكيل ثلاثي الأبعاد :وبالإضافة إلى القطع المسطَّح، فإن ماكينات الثقب الدورانية تُنشئ الحفر المُستديرة المائلة (Countersinks)، والبروزات (Extrusions)، والنقش البارز (Embossments)، وفتحات التهوية (Ventilation Louvers) مباشرةً في الصفائح المعدنية.
- دمج العمليات وتتم المهام التي كانت تتطلَّب عادةً عمليات منفصلة مثل الحفر أو التفريز أو الختم في إعداد واحد فقط.
- كفاءة الإنتاج بكميات كبيرة: وعند دمج هذه الآلات مع أنظمة التحميل الآلية، يمكن تشغيلها على مدار الساعة دون الحاجة إلى تدخل بشري (تصنيع «بدون إضاءة»).
- مرونة المواد: وتستفيد تطبيقات تصنيع صفائح المعادن المخصصة من قدرتها على التعامل مع مختلف السُمك (القياسات) وأنواع المواد.
غالبًا ما تجمع عمليات تصنيع صفائح المعادن الاحترافية بين هاتين التقنيتين بشكل استراتيجي. حيث تُستخدم قصّ الليزر للتعامل مع الملامح المعقدة والمواد السميكة، بينما تتفوق ثقب البرج في الأجزاء التي تحتوي على عدد كبير جدًّا من الثقوب والتشكيل المدمج. وفهم العملية الأنسب لاحتياجاتك المحددة يساعدك على طرح أسئلة أكثر دقة عند تقييم مورِّدي خدمات التصنيع المعدني.
تقنيات الطي التي تشكّل مكوناتك
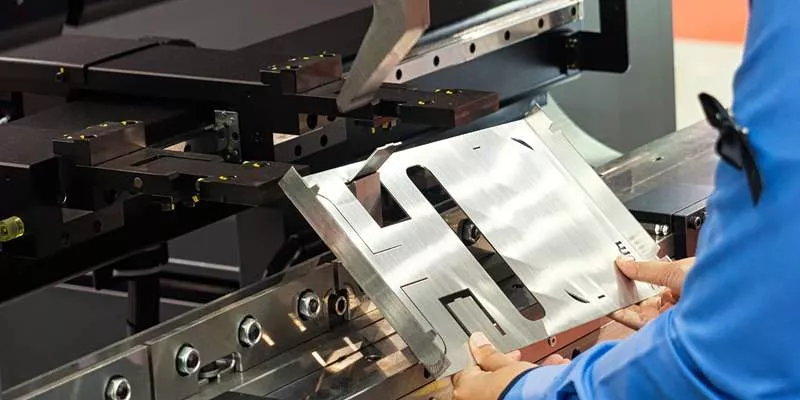
وبعد قص المادة، يحوّل عملية الطي الصفائح المسطحة إلى أجزاء ثلاثية الأبعاد وظيفية. وتستخدم عمليات طي المكابس مجموعة متناسقة من القوالب العلوية (البانش) والسفلية (الداي) لإنشاء زوايا دقيقة، وقد تفاجئ درجة التعقيد في هذه العملية المبتدئين في مجال تصنيع المعادن.
تحسب مكابس الطي الرقمية الحديثة هامش الانحناء تلقائيًّا، مع تعويض انعكاس المادة (Springback) والتغيرات في سماكة المادة. وأهم أدوات تصنيع المعادن في هذه الفئة تشمل:
- الانحناء بالهواء: الطريقة الأكثر شيوعًا، والتي تستخدم عمق الضغط المتحكم فيه لتحقيق الزوايا المستهدفة مع إمكانية مرنة لإجراء تعديلات طفيفة
- الثني السفلي: يُجبر المادة بالكامل داخل القالب لتحقيق أقصى درجة من الدقة في التحملات الحرجة
- الختم: يُطبِّق ضغطًا شديدًا لتحديد الزوايا بدقةٍ دائمة، وهو ما يجعله مثاليًّا للتطبيقات عالية الدقة
- الثني الدوراني: يَمنع ظهور علامات على الأسطح الظاهرة، وهو أمرٌ بالغ الأهمية للمكونات المعمارية أو الجمالية
عند تقييم مُصنِّعي المكونات المعدنية، اسأل عن سعة طنّية آلة الثني الهيدروليكية وقدرة دقة الجهاز الخلفي (Backgauge). فهذه المواصفات تؤثر مباشرةً على مدى تعقيد الثني والسمك الأقصى للمواد التي يمكن التعامل معها بموثوقية.
طرق اللحام التي تُحدِّد السلامة الإنشائية
يُوحِّد اللحام المكونات المصنَّعة في تجميعات نهائية، ويؤثر الأسلوب المستخدم تأثيرًا كبيرًا كلاً من المظهر والأداء الإنشائي. ووفقًا لموقع Robotics Tomorrow ، فإن فهم هذه الفروق يساعدك في تحديد الأسلوب الأنسب لتطبيقك.
لحام TIG (اللحام القوسي بالتUNGستن الغازي): تستخدم هذه العملية أقطاب تنجستن غير قابلة للاستهلاك وتتميّز بتحملٍ استثنائي للحرارة، مما يسمح باللحام عند تيارات منخفضة على مواد رقيقة جدًّا تصل سماكتها إلى ٠٫٠٠٥ بوصة. وتعتمد قطاعات مثل الطيران والفضاء، والرعاية الصحية، والسيارات على لحام TIG نظرًا لتحكمه المتفوق ووصلاته النظيفة الدقيقة. وعندما يكون المظهر الخارجي لوحدة اللحام وسلامتها الهيكلية أمرين حاسمين، فإن تقنية TIG تحقق ذلك بكفاءة عالية.
لحام MIG (قوس المعدن المحمي بالغاز): يقوم لحام MIG بتغذية مادة القطب تلقائيًّا وباستمرار عبر مسدَّس اللحام، بينما تحميه غازات الحماية من التلوث. وتوفِّر هذه الطريقة معدلات ترسيب أسرع من لحام TIG، ما يجعلها مثالية في بيئات الإنتاج التي تتطلب السرعة. أما المقابل لهذا الأداء فهو دقة أقل قليلًا عند إجراء عمليات لحام دقيقة جدًّا.
اللحام النقطي: كأحد أقدم عمليات اللحام، يُستخدم لحام النقطة لتوصيل ورقتين معًا دون استخدام مواد حشو، وذلك بتطبيق ضغط والتيار الكهربائي عبر إلكترودات نحاسية مُشكَّلة. ويؤدي ذلك إلى توليد حرارة موضعية عند نقطة اللحام. وتُستخدم هذه الطريقة على نطاق واسع في مكونات أنابيب التهوية (B-vent) الخاصة بتصنيع المعادن وأعمال قنوات أنظمة التدفئة والتهوية وتكييف الهواء (HVAC)، لما تتميّز به من سرعة وكفاءة في الاتصال بين الألواح المعدنية.
لماذا يحسّن فهم العملية من عملية اختيار الشركاء
فعندما تمتلك فهمًا لهذه العمليات الأساسية، تصبح المحادثات مع شركاء التصنيع المحتملين أكثر إنتاجية بكثير. ويمكنك طرح أسئلة محددة حول إمكانيات المعدات، والانحرافات المحققة (التحمل)، وشهادات العمليات التي تكشف عن مستوى خبرتهم الفعلي.
بدلاً من قبول التأكيدات الغامضة حول الجودة، ستتمكن من التعرُّف على ما إذا كانت إمكانات مُصنِّع ما تتطابق فعليًّا مع متطلبات مشروعك. ويحوِّل هذا المعرفةُك من مشترٍ سلبي إلى شريكٍ واعٍ قادرٍ على التعاون بفعالية في تحسين التصميم وكفاءة التصنيع. وبما أنك الآن تمتلك هذه القاعدة في عمليات التصنيع، فأنت جاهزٌ لاستكشاف الكيفية التي تطبِّق بها القطاعات المختلفة هذه الإمكانات لتلبية متطلباتها الخاصة.
شرح متطلبات التصنيع الخاصة بكل قطاع
هل سبق أن تساءلتَ لماذا قد يتفوَّق مقدِّم خدمات التصنيع المعدني نفسه في قطاعٍ ما بينما يواجه صعوباتٍ في قطاعٍ آخر؟ والإجابة تكمن في الاختلاف الكبير في المتطلبات التي يفرضها كل قطاع. فالمُصنِّع الذي ينتج قنوات تكييف الهواء والتهوية (HVAC) يعمل في عالمٍ مختلف تمامًا عن ذلك المُصنِّع الذي يُنتِج مكونات هيكل السيارات أو الأغلفة ذات المواصفات العسكرية.
إن فهم هذه المتطلبات الخاصة بالصناعة يُغيّر طريقة تقييمك للشركاء المحتملين. وعندما تعرف الشهادات والتسامحات والمواد التي تتطلبها قطاعك، يمكنك بسرعة تحديد المُصنِّعين ذوي الخبرة الحقيقية مقابل أولئك الذين يدّعون ببساطة امتلاك قدرات واسعة النطاق . دعونا نستعرض ما يميّز كل صناعة رئيسية عن غيرها.
معايير وشهادات التصنيع في قطاع السيارات
يُطبِّق قطاع السيارات بعض أشد معايير التصنيع صرامةً في مجال التصنيع. فإذا كنت تشتري مكونات للمركبات، فإن فهم شهادة IATF 16949 يصبح أمراً جوهرياً في عملية اختيار شريكك.
ما المقصود تحديدًا بمعيار IATF 16949 لمشاريعك؟ وفقًا لشركة OGS Industries، يُبنى هذا الاعتماد على متطلبات معيار ISO 9001 مع إضافة عناصر حاسمة خاصة بالصناعة automotive. ويضمن هذا المعيار الامتثال لمبادئ التصنيع الرشيق (Lean Manufacturing)، ومنع العيوب، والحد من التباينات، وتقليل الهدر. أما بالنسبة لشركات التصنيع المعدني الصناعي التي تخدم قطاع السيارات، فيُعبِّر هذا الاعتماد عن التزام المُصنِّع بتقديم جودةٍ متسقة تطلبها شركات تصنيع المركبات.
تشمل فوائد التعامل مع مُصنِّعين حاصلين على اعتماد IATF 16949 ما يلي:
- نتائج متسقة من حيث الجودة: يتم رصد عمليات التصنيع وقياسها باستمرار لتعظيم الإنتاجية
- تقليل التباين في المنتج: تضمن أنظمة إدارة الجودة المحسَّنة أن تفي منتجات التصنيع المعدني بمتطلبات الأداء العالي للمركبات بغض النظر عن مجال الاستخدام
- سلسلة توريد موثوقة: ويُنشئ هذا الاعتماد المعترف به دوليًّا معايير مرجعية للشراء، مما يعزِّز شبكات المورِّدين
- منع العيوب: عمليات مُثبتة لتصنيع المكونات واللحام والتشطيب تقلل العيوب إلى أدنى حد مع الالتزام بمتطلبات سلامة المنتج
تتطلب التطبيقات في قطاع السيارات تحملات دقيقة للغاية. وفقًا لـ بحث شركة EOXS ، فإن ألواح هيكل المركبات عادةً ما تتطلب تحملات سماكة تتراوح بين ±0,002 بوصة و±0,003 بوصة. وتضمن هذه الدقة تركيب الأجزاء بشكلٍ صحيح على خطوط التجميع، حيث تؤدي أصغر الاختلافات إلى مشاكل جوهرية. ويجب أن تحافظ عمليات تصنيع المعادن في هيوستن التي تخدم قطاع السيارات على هذا المستوى من الدقة باستمرار خلال إنتاج الكميات الكبيرة.
متطلبات مكونات أنظمة التدفئة والتهوية وتكييف الهواء (HVAC) والتبريد
يبدو أن تصنيع مكونات أنظمة التدفئة والتهوية وتكييف الهواء (HVAC) قد يكون أسهل من العمل في قطاع السيارات؟ من بعض الجوانب، نعم. فتطبيقات أنظمة التدفئة والتهوية وتكييف الهواء تقبل عادةً تحملات أقل دقةً لأن قنوات التهوية لا تحمل أحمالًا هيكلية ثقيلة. ومع ذلك، فهذا لا يعني أن الجودة أقل أهمية. بل يعني فقط أن أولويات مختلفة تصبح محور الاهتمام.
يركّز تصنيع المعادن المتخصص لأنظمة التدفئة والتهوية وتكييف الهواء (HVAC) على:
- اختيار المواد: الصفائح المعدنية المجلفنة أو المغلفنة بالألومنيوم (عادةً ما تكون بسماكة تتراوح بين 24 و18 قياسًا) توفر مقاومة للتآكل لمعالجة الهواء الداخلي
- تقنيات الربط: يجب أن تُنشئ عملية اللحام على طول الحواف والترابط الميكانيكي وصلات محكمة ضد التسرب دون المساس بالسلامة الهيكلية للقناة
- مرونة التحمل: تتراوح التحملات القياسية للسماكة بين ±0.008 بوصة لت accommodates التباين التصنيعي مع الحفاظ على الأداء الوظيفي
- كفاءة الحجم: غالبًا ما تُعطى الأولوية لسرعة الإنتاج نظرًا لأن مشاريع أنظمة التدفئة والتهوية وتكييف الهواء تتطلب كميات كبيرة من المكونات الموحدة
ما الفرق الجوهري؟ إن مصنّعي معدات أنظمة التدفئة والتهوية وتكييف الهواء يركّزون على تحقيق أقصى قدر من الإنتاجية وكفاءة التكلفة، وليس على التحملات الدقيقة جدًّا. وعند تقييم الشركاء الموردين لمكونات القنوات والتهوية، ركّز على قدرتهم على تقديم جودةٍ متسقةٍ وبكميات كبيرة، بدلًا من تركيزك على قدرتهم على تحقيق دقةٍ على مستوى الصناعات الجوية.
معايير الدقة الخاصة بعلب الإلكترونيات
تحتل أصداق الإلكترونيات موقعًا وسطيًّا بين التسامحات الأقل دقة في أنظمة التدفئة والتهوية وتكييف الهواء (HVAC) والمتطلبات الصارمة في قطاع السيارات. ويجب أن تحمي هذه المكونات المعدات الحساسة من العوامل البيئية، وفي الوقت نفسه توفِّر نقاط تثبيت دقيقة للأجهزة الداخلية.
الاعتبارات الحرجة في تصنيع أصداق الإلكترونيات تشمل:
- حماية من التداخل الكهرومغناطيسي / الإشعاعي: غالبًا ما تتطلب الأصداق ميزات مُحدَّدة للتوصيل بالأرض (Grounding) وفجوات ضيِّقة لمنع التداخل الكهرومغناطيسي.
- إدارة الحرارة: وتؤثر أنماط التهوية وأسطح تثبيت مشتِّتات الحرارة واختيار المواد في أداء تبديد الحرارة.
- الدقة البعدية: وتتطلّب نقاط تثبيت لوحات الدوائر المطبوعة (PCB) والفتحات المخصصة للموصلات وواجهات الألواح تسامحاتٍ تتراوح عادةً بين ±0.005 بوصة و±0.010 بوصة.
- نوعية التشطيب السطحي: وتتطلّب الأصداق المطلية أو المغلفة بالبودرة إعداد سطحٍ مناسبٍ لضمان التصاق جيِّد والمظهر الجمالي.
تتطلب العديد من وظائف التصنيع المعدني في هذا القطاع قدرات إضافية مثل الطباعة الحريرية، وتركيب الأجزاء الميكانيكية، والدمج مع الحشوات أو مواد الإغلاق. ويُدرك مُصنِّع أجهزة التغليف الإلكترونية أن هذه العمليات الثانوية تُشكِّل أجزاءً جوهريةً من الحل الكامل.
معايير مقاومة التآكل للتطبيقات البحرية والعسكرية
عندما تتعرَّض المكونات المصنَّعة لتأثير مياه البحر، أو درجات الحرارة القصوى، أو ظروف القتال، فإن متطلبات اختيار المواد وطرق معالجتها تزداد ارتفاعًا بشكل كبير. وتتطلّب التطبيقات البحرية والعسكرية ما يُسمَّى رسميًّا بـ«المواد ذات الدرجة العسكرية» التي تستوفي المواصفات الصارمة لوزارة الدفاع الأمريكية.
وفقًا لـ شركة وارنر براذرز لتصنيع السبائك وبالنسبة للمعادن ذات الدرجة العسكرية، فإنها تتوافق مع مواصفات وزارة الدفاع (MIL-SPEC) التي تؤكد الأداء الموثوق به في الظروف القاسية. وتحدد هذه المواصفات خصائص الأداء التفصيلية، وإجراءات الاختبار، ومعايير الجودة التي يجب أن تفي بها المواد للاستخدام العسكري.
تتضمن المتطلبات الأساسية لتصنيع المعدات البحرية والعسكرية ما يلي:
- السبائك المقاومة للتآكل: توفر درجات الفولاذ المقاوم للصدأ مثل 316L، وسبائك الألومنيوم المتخصصة، والتيتانيوم متانةً طويلة الأمد في البيئات القاسية.
- الامتثال للمواصفات العسكرية (MIL-SPEC): تنظم معايير مثل MIL-DTL-5541 (الطلاءات الكيميائية التحويلية) وMIL-A-8625 (الأكسدة الكهربائية) عمليات المعالجة السطحية.
- متطلبات الوثائق: ويُشترط توفر إمكانية تتبع المواد بالكامل، وتقارير الاختبار المعتمدة، ووثائق الامتثال.
- اختبارات البيئات القصوى: قد تتطلب المكونات خضوعها لاختبار رش الملح، ودورات تغيّر درجات الحرارة، وعمليات أخرى لتقييم أداء المكونات في الظروف البيئية المختلفة.
المتطلبات الخاصة بالصناعة من حيث المواد والتسامح البُعدي:
يقدّم الجدول التالي مقارنة شاملة للمتطلبات عبر القطاعات الصناعية الرئيسية. واستخدم هذا الجدول كمرجع سريع عند تقييم ما إذا كانت قدرات مُصنِّع ما تتوافق مع متطلبات قطاعك:
| الصناعة | الشهادات الرئيسية | الدقة النموذجية | مواد شائعة | الاعتبارات الحرجة |
|---|---|---|---|---|
| سيارات | IATF 16949، ISO 9001 | ±٠٫٠٠٢ بوصة إلى ±٠٫٠٠٣ بوصة | فولاذ عالي القوة منخفض السبائك، سبائك الألومنيوم | منع العيوب، التصنيع الرشيق، الاتساق عالي الحجم |
| تكييف الهواء | معايير SMACNA، اعتماد UL | ±0.008" | فولاذ مجلفن، فولاذ مغلفن بالألومنيوم | وصلات محكمة الإغلاق، مقاومة التآكل، كفاءة الإنتاج |
| الإلكترونيات | الامتثال لمعيار ISO 9001، واعتماد UL/CE | ±0.005" إلى ±0.010" | فولاذ مدرفل على البارد، ألومنيوم | حجب التداخل الكهرومغناطيسي، الإدارة الحرارية، ميزات تركيب دقيقة |
| الفولاذ الهيكلي | معيار AWS D1.1، شهادة AISC | ±0.010" إلى ±0.015" | فولاذ A36، A572، A992 | السعة التحميلية، جودة اللحام، الدقة الأبعادية |
| الفضاء | AS9100، Nadcap | ±0.001" إلى ±0.002" | ألومنيوم 7075، سبائك التيتانيوم | تحسين الوزن، مقاومة التعب، إمكانية التتبع الكاملة |
| بحري/عسكري | مواصفات عسكرية (MIL-SPEC)، ISO 9001 | ±0.005" إلى ±0.010" | فولاذ مقاوم للصدأ من الدرجة 316L، ألومنيوم عالي الجودة للاستخدام البحري | المقاومة للتآكل، المؤهلات البيئية، الوثائق |
عند تقييم شركاء التصنيع المعدني الصناعي، فإن هذه المقارنة تساعدك في طرح أسئلة مُوجَّهة. وينبغي أن يُظهر المُصنِّع الذي يدّعي امتلاكه خبرةً في قطاعك المعرفي المحدَّد للمعايير والشهادات المطبَّقة، ومتطلبات التحمل (التلرنس) النموذجية، وخبرة التعامل مع المواد. أما الإشارات العامة إلى القدرات دون تفاصيل محددة تتعلق بالقطاع فهي غالبًا مؤشرٌ على محدودية الخبرة العملية الفعلية.
يجب أن تكون المتطلبات الفريدة لصناعتك هي العامل الحاسم في تحديد معايير اختيار شريكك. فقد يكون المُصنِّع الأنسب تمامًا لأعمال قنوات التهوية وتكييف الهواء (HVAC) غير مزود بالقدرات الدقيقة أو الشهادات اللازمة لمكونات السيارات. وعلى العكس من ذلك، قد يثبت أن ورشة العمل المتخصصة في قطاع الطيران والفضاء باهظة التكلفة جدًّا بالنسبة للتطبيقات الأقل طلبًا. وبمطابقة خبرة المُصنِّع مع متطلباتك الفعلية، تضمن حصولك على الجودة المناسبة دون دفع ثمن قدراتٍ لا تحتاجها.
وبعد أن اكتسبت فهمًا واضحًا لكيفية تأثير متطلبات الصناعة في احتياجات التصنيع، فإن الخطوة المنطقية التالية هي دراسة كيفية تأثير قرارات اختيار المواد على نتائج مشروعك في أي تطبيقٍ كان.
دليل اختيار المواد لمشاريع تصنيع المعادن
لقد حددت متطلبات صناعتك وفهمت العمليات التصنيعية الأنسب لتطبيقك. والآن تأتي قرارٌ يؤثر في كل شيء بدءًا من عمر المكون الافتراضي ووصولًا إلى التكلفة الإجمالية للمشروع: أي مادة ينبغي أن تحددها؟ هل الاختيار بين الفولاذ الكربوني، والفولاذ المقاوم للصدأ، والألومنيوم يقتصر فقط على اختيار ما يبدو جذّابًا على الورق؟ لا، بل يتطلب فهم أداء كل مادة في الظروف الواقعية التي ستتعرض لها قطعك.
فكّر في الأمر بهذه الطريقة: فقد تكون مادةٌ مناسبة تمامًا لغلاف إلكترونيات داخلي عرضةً للفشل الكارثي في البيئات البحرية. كما أن الخيار الأرخص في البداية قد يصبح الأكثر تكلفةً عندما تُجبرك التآكل المبكر على استبدال القطعة. وتبدأ صناعة المعادن عالية الجودة باختيارات ذكية للمواد، وهذه الدليل يزوّدك بالإطار الذي تحتاجه لاتخاذ تلك القرارات بثقة.
إطار اتخاذ القرار: الفولاذ مقابل الفولاذ المقاوم للصدأ مقابل الألومنيوم
عند تقييم المواد لمشروع تصنيع المعادن الخاص بك، فإن ثلاثة خيارات رئيسية تسود التطبيقات الصناعية. ولكلٍّ منها مزايا وقيودٌ مميَّزة تؤثر مباشرةً في نجاح مشروعك. فلنستعرض ما يميز كل مادة عن غيرها.
الفولاذ اللين/منخفض الكربون: المادة الأساسية المتعددة الاستخدامات
الفولاذ المعتدل، الذي يحتوي على نسبة كربون تتراوح بين ٠,١٤٪ و٠,٢٠٪، لا يزال أكثر المواد استخدامًا على نطاق واسع في عمليات تصنيع المعادن. وفقًا لـ أكسيس فابريكيشن ، يعود هذا الانتشار إلى عدة مزايا عملية.
لماذا تختار الفولاذ الكربوني لمشروعك؟
- سهولة التصنيع الاستثنائية: تجعل نسبة الكربون المنخفضة من السهل جدًّا قص هذه المادة وثنيها ولحامها دون الحاجة إلى معدات أو تقنيات متخصصة
- كفاءة التكلفة: عادةً ما تكون أرخص خيار بين مواد التصنيع الشائعة، ما يوسع من ميزانية المشروع
- قابلية لحام متفوقة: أكثر ليونةً من الفولاذ المقاوم للصدأ ويستجيب بشكل متوقع لعمليات اللحام القياسية
- مرونة ممتازة: تتيح إجراء عمليات التشكيل المعقدة دون حدوث شقوق أو مشكلات في الانحناء العكسي
- نقل حراري ممتاز: مناسب للتطبيقات التي تتطلب توصيلًا حراريًّا
ومع ذلك، فإن الفولاذ الكربوني يعاني من عيبٍ كبيرٍ واحدٍ: فهو يتطلّب تشطيبًا واقيًا لمنع التآكل. فبدون الجلفنة أو الطلاء أو الطلاء بالبودرة، يصدأ الفولاذ اللين عند تعرضه للرطوبة. وهذا يجعله غير مناسب للاستخدام في البيئات البحرية أو التثبيتات الخارجية دون طلاء وقائي مناسب أو أي بيئة تتعرض فيها الأجزاء بشكل متكرر لمياه الاتصال.
وتشمل التطبيقات النموذجية ألواح السيارات، وغلاف أجهزة الحاسوب، والمكونات الإنشائية، ومعظم منتجات صفائح المعادن العامة حيث تتلقى القطعة تشطيبًا واقيًا.
الفولاذ المقاوم للصدأ: مقاومة التآكل والمتانة
ويحتوي الفولاذ المقاوم للصدأ على نسبة لا تقل عن ١٠,٥٪ من الكروم، ما يؤدي إلى تكوّن طبقة أكسيد ذاتية الإصلاح توفر مقاومةً جوهريةً للتآكل. وهذه الخاصية تجعل الفولاذ المقاوم للصدأ ضروريًّا في تطبيقات محددة يجب أن تتحمل فيها جميع حلول تصنيع المعادن الظروف القاسية.
ومن أبرز مزايا الفولاذ المقاوم للصدأ:
- حماية مدمجة ضد التآكل: لا تتطلب طبقات إضافية في معظم البيئات
- الجاذبية الجمالية: يُكسب محتوى الكروم سطحًا لامعًا جذّابًا مناسبًا للتطبيقات الظاهرة
- قابلية اللحام الممتازة: أسهل في اللحام مقارنةً بالألومنيوم، مع نتائج قابلة للتنبؤ باستخدام التقنيات القياسية
- صلادة فائقة: أقل عرضةً بكثير للانحناء أو التشوه أو الخدوش تحت تأثير الحرارة أو الإجهادات الميكانيكية
- مقاومة الحرارة: يحافظ على سلامته البنيوية عند درجات الحرارة المرتفعة، مما يمكّن من عمليات التعقيم عند درجات حرارة عالية
- الملاءمة للاستخدام في مجال الأغذية: معتمد للاستخدام في التطبيقات التي تتطلب التماس المباشر مع الأغذية حيث يكون منع التلوث أمرًا بالغ الأهمية
العيب الرئيسي؟ التكلفة. وبحسب المعادن المُسْبَكة مثل الكروم والنيكل والمنغنيز والسيليكون، فإن الفولاذ المقاوم للصدأ يكلف عادةً أكثر بكثير من الفولاذ الكربوني أو الألومنيوم. علاوةً على ذلك، يتمتع الفولاذ المقاوم للصدأ بأدنى نسبة مقاومة-إلى-وزن بين مواد التصنيع الشائعة. وعلى الرغم من صلادته الاستثنائية، فإنه ثقيلٌ نسبيًّا، وقد يشكّل هذا عاملًا حاسمًا في التطبيقات الحساسة للوزن.
تشمل التطبيقات النموذجية معدات خدمة الأغذية، والأجهزة الطبية، ومكونات معالجة المواد الكيميائية، والأجهزة المنزلية، وأي بيئة تتضمن مواد كيميائية مسببة للتآكل أو عمليات تنظيف متكررة.
الألومنيوم: أداء خفيف الوزن
عندما يكون تقليل الوزن أمراً بالغ الأهمية، يصبح الألومنيوم المادة المفضلة. ووفقاً لمصادر صناعية، فإن الألومنيوم يوفر ما يقارب نصف مقاومة الفولاذ مع وزن لا يتجاوز ثلث وزن الفولاذ، مما يُشكّل نسبة استثنائية بين القوة والوزن.
المزايا التي تجعل الألومنيوم جذاباً لمشاريع تصنيع المعادن عالية الجودة:
- توفير كبير في الوزن: يقلل بشكل كبير من كتلة المكونات دون التضحية بالقوة الضرورية
- المقاومة الطبيعية للتآكل: يُكوّن طبقة أكسيد واقية تلقائياً دون الحاجة إلى تشطيب إضافي في العديد من البيئات
- نقل حراري ممتاز: مثالي لمشتتات الحرارة، ومبدلات الحرارة، وتطبيقات الإدارة الحرارية
- التوصيل الكهربائي: مناسب للتطبيقات التي تتطلب تدفق التيار الكهربائي
- قابلية عالية للطرق: عادةً ما تكون أكثر ليونة ومرونة من الفولاذ، مما يسمح بعمليات التشكيل المعقدة
- وضع التكلفة: ويعتمد السعر على الدرجة المستخدمة، وهي غالبًا أرخص من الفولاذ المقاوم للصدأ مع توفير مقاومة جيدة للتآكل
ومع ذلك، فإن الألومنيوم يطرح تحديات معينة. فالفولاذ أصلب بكثير، ما يعني أن الألومنيوم أكثر عرضة للالتواء أو التشوه أو الخدوش عند التعرض لحرارة تفوق ٤٠٠ درجة فهرنهايت أو قوة كبيرة. كما أن التوصيل الحراري العالي الذي يُعد ميزة في تطبيقات نقل الحرارة يجعل لحام الألومنيوم أكثر صعوبة، ويستلزم تقنيات متخصصة. بالإضافة إلى ذلك، يتفاعل الألومنيوم مع المنتجات الغذائية، ما يؤدي إلى تغيّر لونها ونكهتها، وبالتالي فهو غير مناسب للتلامس المباشر مع الأغذية.
وتشمل التطبيقات النموذجية هيكل الطائرات، والمكونات automobiles حيث يساهم خفض الوزن في تحسين كفاءة استهلاك الوقود، والغلاف الخارجي للأجهزة الإلكترونية، وأي تطبيق يُركّز على نسبة القوة إلى الوزن.
الخصائص المادية التي تؤثر في مشروعك
اتخاذ قرارٍ مستنيرٍ بشأن المادة يتطلب مقارنة الخصائص المحددة مع متطلبات مشروعك.
| الممتلكات | الصلب اللين/الكربوني | فولاذ مقاوم للصدأ | ألمنيوم |
|---|---|---|---|
| تصنيف القوة | عالية (مرجع أساسي) | مرتفع جدًا إلى مرتفع | متوسطة (نصف قوة الفولاذ) |
| مقاومة للتآكل | ضعيفة (تتطلب طلاءً واقياً) | ممتازة (متأصلة) | جيدة (تعتمد على درجة الحموضة) |
| عامل الوزن | ثقيلة (مرجع أساسي) | ثقيل | خفيفة (ثلث وزن الفولاذ) |
| عوامل التكلفة | أدنى | أعلى | معتدلة |
| قابلية الحركة | ممتاز | جيد | صعبة (تتطلب خبرة) |
| القدرة على العمل | جيد | معتدلة | ممتاز |
| قابلية التشكيل | ممتاز | جيد | ممتاز |
| مقاومة للحرارة | جيد | ممتاز | ضعيفة (تنحني عند درجات حرارة تفوق ٤٠٠° فهرنهايت) |
| أفضل التطبيقات | المكونات الإنشائية، الألواح automobile، التصنيع العام | خدمات الأغذية، والقطاع الطبي، وتجهيز المواد الكيميائية، والصناعات البحرية | الفضاء الجوي، والسيارات التي تتطلب خفة الوزن، وإدارة الحرارة |
وفقاً لموقع Industrial Metal Supply الإلكتروني، فإن اختيار أفضل مادة يتطلب تقييم احتياجات مشروعك مقارنةً بخصائص كل سبيكة. أما الخصائص الأساسية التي يجب تقييمها فهي: قوة الشد، ومقاومة التآكل، وقابلية اللحام، وسهولة التشغيل الآلي، وقابلية التشكيل.
معايير عملية لاتخاذ القرار
عندما تكون واقفاً عند نقطة اتخاذ القرار، فكر في العوامل الخاصة بالمشروع التالية:
- التعرض للبيئة: هل ستتعرّض المكونات للرطوبة أو رذاذ الملح أو المواد الكيميائية أو الظروف الخارجية؟ إن الفولاذ المقاوم للصدأ أو الألومنيوم يتفوقان عادةً على الفولاذ الكربوني غير المطلي.
- متطلبات الحمل: إن تطبيقات تصنيع المعادن الثقيلة التي تتطلب أقصى درجات القوة تميل عادةً إلى تفضيل درجات الفولاذ، بينما تستفيد التصاميم الحساسة لوزن المكونات من الميزة الناتجة عن نسبة قوة الألومنيوم إلى وزنه.
- القيود الميزانية: يُعد الفولاذ الكربوني أقل المواد تكلفةً من حيث السعر الأولي، لكن يجب أخذ تكاليف التشطيب في الاعتبار. وقد تثبت التكلفة الأولية الأعلى للفولاذ المقاوم للصدأ أنها اقتصادية أكثر عندما تلغي الحاجة إلى طلاء وقائي بسبب مقاومته للتآكل.
- التعرض لدرجة الحرارة: التطبيقات التي تتضمن تكرار التسخين والتبريد أو درجات الحرارة المرتفعة تُفضِّل استقرار الفولاذ المقاوم للصدأ مقارنةً بقابلية الألومنيوم للانحراف والتشوه
- متطلبات المظهر: تستفيد المكونات الظاهرة من الجمال الطبيعي للفولاذ المقاوم للصدأ أو من قدرة الألومنيوم على قبول عملية الأكسدة الكهربائية (Anodizing) والتشطيبات الزخرفية
- الامتثال التنظيمي: يتطلب التلامس مع المواد الغذائية، والأجهزة الطبية، وبعض التطبيقات الصناعية استخدام درجات محددة من المواد بغض النظر عن العوامل الأخرى
لاحظ أن مقارنات مقاومة التآكل بين الفولاذ المقاوم للصدأ والألومنيوم تعتمد على الظروف البيئية. ويوفِّر الألومنيوم مقاومة تآكل متفوقة عند مستويات الحموضة (pH) المحيطة بـ ٤–٦، بينما يؤدي الفولاذ المقاوم للصدأ أداءً أفضل عندما تتجاوز قيمة الحموضة ١٠. ويتأثر الألومنيوم بالتآكل بسرعة في الظروف شديدة الحمضية.
يؤثر اختيارك للمواد مباشرةً أيضًا على متطلبات شريك التصنيع. فورشةٌ متميِّزة في لحام الفولاذ المقاوم للصدأ بتقنية TIG قد تفتقر إلى الخبرة في متطلبات لحام الألومنيوم الخاصة. وعلى العكس، فإن عمليات التصنيع المعدني الثقيل التي تركِّز على صفائح الفولاذ الكربوني السميكة قد لا توفِّر القدرات الدقيقة المطلوبة لمكونات الألومنيوم المستخدمة في قطاع الطيران والفضاء.
إن فهم هذه الخصائص المادية يمكِّنك من إجراء محادثات أكثر إنتاجية مع شركاء التصنيع المحتملين. فبدلًا من قبول أية مادة يوصي بها مُصنِّع ما، يمكنك تحديد المتطلبات استنادًا إلى احتياجات المشروع الفعلية، وتقييم ما إذا كانت قدرات ذلك المُصنِّع تتوافق مع اختيارك للمادة. ويكتسب هذا المعرفة أهميةً خاصةً عند مقارنة مناهج التصنيع المخصصة بأساليب التصنيع الإنتاجي، وهو ما سنستعرضه بعد ذلك.
التصنيع المخصص مقابل التصنيع الإنتاجي
لقد اخترت المواد الخاصة بك وفهمت متطلبات صناعتك. والآن تبرز سؤالٌ جوهريٌّ: هل ينبغي أن تلجأ إلى التصنيع المعدني المخصص لمشروعك الفريد، أم أن حجم إنتاجك يبرر التصنيع الإنتاجي؟ ويؤثر هذا القرار في كل شيء بدءًا من التكلفة لكل وحدة ووصولًا إلى أوقات التسليم وثبات الجودة. وبشكل مفاجئ، يشير العديد من مصنّعي المكونات المعدنية إلى كلا القدرتين دون توضيح الفروق الفعلية بين هذين النهجين.
فكّر في الأمر بهذه الطريقة: فتصنيع القطع المعدنية المخصصة يشبه امتلاك بدلة مُفصّلة خصيصًا لك، أما التصنيع الإنتاجي فهو أقرب إلى شراء نفس النمط جاهزًا من الرفوف بآلاف الوحدات. ولكلٍّ منهما مكانه المناسب، وقد يكون الاختيار الصحيح هو الفارق بين نجاح المشروع وتجاوز الميزانية.
متى يكون التصنيع المخصص مناسبًا
يشمل التصنيع المعدني المخصص صنع عناصر فردية أو دفعات صغيرة لتلبية متطلبات محددة. ووفقاً لشركة إيدكو لتصنيع المعادن (EDCO Fabrication)، فإن هذه الطريقة تُقدِّم بالضبط ما تريده، مع مرونة استثنائية في التصميم والإنتاج.
لماذا تختار التصنيع المخصص لمشاريعك في مجال تصنيع المعادن؟ ضع في اعتبارك هذه السيناريوهات:
- تطوير النموذج الأولي: عند اختبارك لمفهوم تصميمي جديد، يتيح لك التصنيع المخصص إجراء تكرارات سريعة دون الحاجة إلى استثمارات باهظة في أدوات الإنتاج.
- التطبيقات المتخصصة: المعدات الفريدة، أو قطع الغيار البديلة لأنظمة قديمة، أو التركيبات الخاصة التي لا تُصنع إلا مرة واحدة تتطلب حلولاً مُصمَّمة خصيصاً.
- متطلبات الكميات المنخفضة: غالباً ما لا تبرر الطلبيات التي تتراوح بين عشرات أو مئات الوحدات تكاليف إنتاج الأدوات.
- الهندسة المعقدة: التصاميم المعقدة التي تتطلب خبرة يدوية وتقييماً دقيقاً أثناء عملية التصنيع.
- التغييرات السريعة في التصميم: تستفيد المشاريع التي لا تزال في طور التطوير من المرونة في تعديل المواصفات بسرعة.
المرونة المتأصلة في التصنيع حسب الطلب تُعتبر مفيدة جدًّا عندما تتغير اتجاهات السوق أو تفضيلات العملاء. وبما أن إدخال التعديلات فورًا يُعد أمرًا نسبيًّا سهلًا، فإن منتجاتك تظل تنافسية دون الحاجة إلى عمليات إعادة تجهيز مكلفة. وعادةً ما تحتفظ ورشة تصنيع الصفائح المعدنية المتخصصة في الأعمال المخصصة بمعدات متعددة الاستخدامات قادرة على التعامل مع مشاريع متنوعة، بدلًا من الخلايا الإنتاجية المُحسَّنة.
غالبًا ما تصل مستويات ضبط الجودة إلى درجات أعلى في بيئات التصنيع حسب الطلب. وبما أن التركيز ينصبّ على عناصر فريدة ومُخصصة للعميل، فإن مصنِّعي المعدن يولون اهتمامًا أكبر بالتفاصيل طوال عملية التصنيع. ويؤدي هذا النهج العملي القائم على المشاركة المباشرة إلى منتجات نهائية متفوقة عندما تتطلب المواصفات دقةً لا يمكن لأنظمة التشغيل الآلي أن تحققها.
ومع ذلك، فإن النُّهُج المخصصة تأتي مع مقايضاتٍ معينة. فتكاليف الوحدة الواحدة تكون أعلى لأن وقت الإعداد يوزَّع على عدد أقل من الأجزاء. وقد تمتد مدة التسليم لفترة أطول نظراً إلى أن كل مشروع يتلقى اهتماماً فردياً. كما أن الاتساق بين الدفعات يعتمد اعتماداً كبيراً على كفاءة العاملين وجودة الوثائق.
التوسع من النموذج الأولي إلى الإنتاج الضخم
يُنتج التصنيع الإنتاجي كميات كبيرة من العناصر المتطابقة بكفاءةٍ استثنائية. وعندما تعمل معدات تصنيع المعادن الخاصة بك على نفس الجزء مراراً وتكراراً، تنخفض التكاليف بشكلٍ كبير بينما يتحسَّن الاتساق.
تشمل المزايا الرئيسية لتصنيع الإنتاج ما يلي:
- الكفاءة التكلفة عند التوسع: تتوزَّع تكاليف الإعداد واستثمارات الأدوات على آلاف الوحدات، مما يؤدي إلى خفض سعر الوحدة الواحدة بشكلٍ كبير
- دوران أسرع: وتتيح العمليات المبسَّطة والأدوات المخصصة توافر السلع بسهولة لتلبية طفرات الطلب
- التوحيد القياسي: ويعرف العملاء بالضبط ما يمكنهم توقعه من كل عملية شراء، مما يعزِّز الثقة والولاء للعلامة التجارية
- انخفاض محتوى العمالة: تقلل الأتمتة وسير العمل المُحسَّن من التعامل اليدوي والتدخل البشري من قِبل المشغلين
- جودة قابلة للتنبؤ بها: تحافظ أنظمة التحكم الإحصائي في العمليات والتفتيش الآلي على تحملات دقيقة طوال دفعات الإنتاج بأكملها
تتفوق عمليات التصنيع المعدنية الديناميكية عند الانتقال بالمشاريع من مرحلة النموذج الأولي إلى الإنتاج الضخم. ويستلزم هذه الرحلة تخطيطًا دقيقًا لتفادي المفاجآت التي تُعيق العديد من برامج التصنيع.
ووفقًا لشركة «أول ميتالز فابريكيشن»، فإن النماذج الأولية تُصمَّم لتحقيق السرعة والشكل، بينما يجب أن يركّز الإنتاج على القابلية للتكرار، وسرعة الإنجاز، وتكلفة الوحدة. وهذه الفروق الجوهرية تخلق عادةً مجالات عدم توافق تشمل مواصفات التحمل، وكفاءة استغلال المواد، واختيار العمليات.
الرحلة الكاملة للعميل
يساعد فهم كيفية انتقال المشاريع من مرحلة التصور إلى التسليم في تعزيز فعاليتك في التعاون مع شركاء التصنيع:
- مرحلة التصور والتصميم: يتم تحديد المواصفات الأولية واختيار المواد ومتطلبات الأداء
- مراجعة DFM (تصميم قابلية التصنيع): يقيّم المصنعون ذوو الخبرة التصاميم من حيث إمكانية إنتاجها، ويقترحون تعديلات تقلل التكلفة أو تحسّن الجودة دون المساس بالوظيفة
- مرحلة النموذج الأولي: تُنتج عمليات شركة Custom Metal Fab Inc. عينات أولية لاختبار الشكل والملاءمة والوظيفة
- تحسين التصميم: تُشكّل ملاحظات النموذج الأولي محركًا لتعديل المواصفات قبل الاستثمار في أدوات الإنتاج
- تخطيط الإنتاج: يتم إعداد تصميم الثوابت (التجهيزات)، وتوثيق العمليات، وإجراءات مراقبة الجودة
- فحص القطعة الأولى: تخضع أجزاء الإنتاج الأولية للتحقق الشامل منها وفقًا للمواصفات
- الإنتاج بالكميات الكبيرة: تُدار العمليات المعتمدة عند الحجم المستهدف مع مراقبة جودة مستمرة
- التحسين المستمر: تُسهم بيانات الإنتاج في إدخال تحسينات تقلل التكلفة وترفع الجودة تدريجيًّا
تستحق مرحلة دعم التصميم من أجل التصنيع (DFM) اهتمامًا خاصًّا. فخيارات التصميم الصغيرة، التي تبدو غير مرئية في نموذج أولي وحيد، قد تتسبب في مضاعفة التكاليف، وزيادة زمن الدورة، وعدم استقرار الإنتاج بمجرد الانتقال إلى الإنتاج الضخم. ويعني اعتماد عقلية «النموذج الأولي المصمم بنيّة التصنيع» أن تُبنى النماذج الأولية باستخدام المواد والسمك والافتراضات المتعلقة بالأدوات التي يُتوقع استخدامها في مرحلة الإنتاج الفعلي. وعندما لا يكون ذلك ممكنًا، فإن توثيق الاختلافات بين النموذج الأولي والإنتاج الفعلي، وإلزام فريق التصنيع بإجراء مراجعة للتفاوتات (Delta Review)، يقلّل بشكلٍ كبيرٍ من عدد المراجعات اللاحقة.
الاعتبارات الحرجة لكل نهج
عند اتخاذ قرار بين التصنيع المخصص والتصنيع القياسي، قيِّم هذه العوامل في ضوء وضعك الخاص:
| عامل | تصنيع مخصص | الإنتاج والتصنيع |
|---|---|---|
| تكاليف الإعداد | استثمار ضئيل في الأدوات | نفقات كبيرة في التجهيزات والأدوات |
| تكلفة الوحدة | مرتفعة (تتوزَّع تكلفة الإعداد على عدد أقل من القطع) | منخفضة (تُوزَّع تكلفة الإعداد على الحجم الكبير للإنتاج) |
| وقت الاستجابة | متغيرة، وتعتمد على المشروع | قابلة للتنبؤ بها بمجرد ترسيخ العملية |
| مرونة التصميم | مرتفعة (يُسهَّل إدخال التعديلات) | منخفض (تتطلب التغييرات إعادة تجهيز المعدات) |
| الاتساق | يعتمد على المشغل | مُتحكَّمٌ في العملية |
| الحجم المثالي | عادةً ما تتراوح الكمية بين ١ و٥٠٠ وحدة | عادةً ما تتجاوز الكمية ١٠٠٠ وحدة |
تلعب القيود المفروضة على الميزانية دورًا كبيرًا في اتخاذ هذا القرار. فالتصنيع المخصص، الذي يركّز على التفرد والجودة، يكلّف أكثر لكل وحدة. أما عند إنتاج كميات كبيرة، فيثبت أن التصنيع الإنتاجي أكثر فعالية من حيث التكلفة بكثير. ومع ذلك، فإن نقطة التعادل تختلف اختلافًا كبيرًا حسب تعقيد القطعة وتكاليف المواد والتسامحات المطلوبة.
وتؤثر أيضًا طلبية السوق وتعقيد المنتج في الاختيار. ففي حالة الطلب المرتفع على منتج بسيط وقياسي، فإن الأساليب الإنتاجية تكون الخيار الأنسب. أما الأسواق المتخصصة ذات الاحتياجات المعقدة والمُخصَّصة فتستفيد من مرونة التصنيع المخصص. وبتقييم توقعات العميل والجداول الزمنية المرغوبة وقدرتك على التسليم في الوقت المحدد دون تجاوز الميزانية، يمكنك تحديد المسار الأنسب لحالتك.
وبهذا الفهم لكيفية اختلاف منهجيات التصنيع المخصصة والتصنيع القياسي، ستكون لديك الأدوات اللازمة للتواصل بشكل أكثر فعالية مع شركاء التصنيع المحتملين. أما العامل التالي الذي يجب أخذه في الاعتبار فهو مكان حدوث هذا التصنيع، إذ إن الموقع الجغرافي يُضفي مجموعةً خاصةً من المزايا والتحديات على استراتيجيتك التصنيعية.

التصنيع المعدني المحلي مقابل التصنيع المعدني العالمي
لقد حددت ما إذا كان التصنيع المخصص أم التصنيع القياسي هو الأنسب لاحتياجاتك. والآن تأتي قرارٌ استراتيجيٌّ آخر يؤثر في سلسلة التوريد بأكملها: أين ينبغي أن يقع شريك التصنيع المعدني المفضل لديك؟ ولا يقتصر هذا السؤال على مقارنات التكلفة البسيطة فحسب، بل إن الموقع الجغرافي يؤثر في كل شيء بدءًا من كفاءة التواصل ووصولًا إلى أمن الملكية الفكرية، ويختلف الاختيار الأمثل باختلاف متطلبات مشروعك المحددة.
هذه هي الحقيقة. فكلا التصنيع المحلي والدولي يمكن أن يحققا نتائج ممتازة عند مطابقتهما للتطبيقات المناسبة. أما التحدي فيكمن في فهم العوامل التي تكتسب أهمية قصوى في حالتك الخاصة، وتقييم الشركاء المحتملين وفقًا لذلك. فلنُلقي نظرةً على ما تقدمه كل من هاتين الطريقتين، وعلى المجالات التي تظهر فيها المفاضلات.
تقييم مزايا التصنيع المحلي
عندما تبحث عن ورشة تصنيع معادن قريبة مني، فإن القرب يوفّر فوائد تمتد بعيدًا جدًّا عن مجرد الراحة. ووفقًا لـ بحث شركة EOXS ، تفي المعادن المحلية بالمعايير الصناعية الصارمة الصادرة عن الجمعية الأمريكية لاختبار المواد (ASTM) والجمعية الأمريكية للمهندسين الميكانيكيين (ASME) ومعهد البترول الأمريكي (API)، مع تقديم تسليم أسرع دون تأخير الشحنات عبر البحار.
توفر عمليات تصنيع المعادن الأمريكية عدة مزايا مميزة:
- أوقات تسليم أقصر: إلغاء الشحن عبر المحيطات يزيل أسابيع أو شهورًا من جداول التسليم، ما يمكّن من إنجاز المشاريع بشكل أسرع.
- الرقابة المباشرة على الجودة: يمكنك زيارة المرافق شخصيًّا، ومراقبة عمليات الإنتاج عن كثب، وحل مشكلات الجودة فورًا.
- كفاءة التواصل: توافق مناطق التوقيت ومشاركة اللغة يلغيان فجوات الترجمة التي تعترض الشراكات الدولية
- متطلبات أقل للمخزون: وتتيح القدرة على إعادة التزويد السريع تقليل الحاجة إلى تخزين المكونات احتياطيًّا لمواجهة التأخيرات المحتملة
- الامتثال التنظيمي: وتفرض المشاريع التي تتطلب الامتثال لقانون شراء السلع الأمريكية (Buy America Act) أو الحصول على شهادات حكومية، ضرورة الشراء محليًّا
فإن عمليات التصنيع المعدنية في الجنوب والمرافق المماثلة في الشمال تستفيد جميعها من البنية التحتية الراسخة والقوى العاملة الماهرة. وفقًا لـ بحث شركة ترايسون ويلز (Trison Wells) توفر الإنتاج المحلي رقابةً أكثر دقةً على الجودة، وتلغي تعقيدات الشحن التي تُدخلها البدائل الدولية.
الـ استبيان إعادة التصنيع في الولايات المتحدة لعام ٢٠٢٥ يكشف أن ٩٥٪ من مصنِّعي المعدات الأصلية (OEMs) كانوا راضين تمامًا أو جزئيًّا عن نتائج إعادة التصنيع لديهم. وأبرز الأسباب التي ذكرها المصنِّعون لإعادة الإنتاج إلى داخل البلاد تشمل: إقامة التصنيع بالقرب من قسم الهندسة (٤٥٪)، وتخفيض تكاليف الشحن والرسوم الجمركية (٤٥٪)، وتجنب المخاطر الجيوسياسية (٣٨٪).
تستفيد عملية النماذج الأولية السريعة بشكل كبير من الشراكات المحلية. وعندما يعمل شريكك الأمريكي المختص في تصنيع المعادن حسب الطلب بالقرب من موقعك، فإن دورات التصميم التكرارية تقلّ بشكل ملحوظ. ويمكنك استلام أجزاء النموذج الأولي، واختبارها، وتقديم ملاحظاتك، والحصول على الإصدارات المُراجَعة خلال أيامٍ بدلًا من أسابيع. وهذه السرعة تُعدُّ ذات قيمة كبيرة جدًّا عندما تكون الجداول الزمنية للتطوير ضيقة.
اعتبارات الشراء العالمي لتصنيع المعادن
يبقى التصنيع الدولي جذّابًا لتطبيقات محددة، على الرغم من تعقيدات اللوجستيات المرتبطة به. فحسب وحدها الصين تسيطر على ٢٨٫٧٪ من إجمالي الإنتاج الصناعي العالمي، ما يخلق نظمًا بيئية متخصصة لا تتمكن البدائل المحلية أحيانًا من مطابقتها.
متى قد يكون الشراء العالمي مناسبًا لبحثك عن خدمة تصنيع معادن قريبة مني؟
- المزايا التكلفة: تكاليف العمالة في فيتنام والمكسيك تبلغ تقريبًا ثمنَها الثامن في الولايات المتحدة، بينما تنخفض في تايلاند إلى عُشر التكلفة الأمريكية
- المواد المتخصصة: قد تتوفر بعض السبائك الغريبة والمواد النادرة فقط من المورِّدين الخارجيين
- قدرة على التعامل مع كميات كبيرة: غالبًا ما تتفوق المرافق الدولية في عمليات الإنتاج الضخمة باستخدام أنظمة آلية تعمل في ظروف خالية من الإضاءة (تشغيل ليلي دون تدخل بشري)
- قرب المكونات: عندما تأتي المواد الخام من الأسواق الآسيوية، فإن التصنيع القريب يقلل من بعض نقاط الضعف في سلسلة التوريد
ومع ذلك، فثمة تحديات كبيرة ترافق هذه الفوائد المحتملة. إذ تُعَالِج شحنات الحاويات ٩٩٪ من البضائع الداخلة إلى الولايات المتحدة، وتستغرق مدة الشحن من أسبوعين إلى ثمانية أسابيع حسب بلد المنشأ ووجهة الوصول. كما تؤدي إجراءات التخليص الجمركي إلى تأخيرات إضافية، لا سيما عند وقوع أخطاء في المستندات.
المزايا المرتبطة بالاستعانة بمصادر تصنيع المعادن محليًّا
- جودة موثوقة تتوافق مع معايير الجمعية الأمريكية لاختبار المواد (ASTM) والجمعية الأمريكية للمهندسين الميكانيكيين (ASME) ومؤسسة النفط الأمريكية (API)
- أوقات تسليم أقصر وأكثر قابلية للتنبؤ بها
- إمكانية تتبع المواد بسهولة أكبر مع تقارير الاختبار المُصدَّقة الصادرة عن المصانع
- سلسلة توريد مستقرة وأقل عرضةً للاضطرابات العالمية
- تواصل مباشر خالٍ من الحواجز اللغوية
- يدعم الاقتصاد المحلي والوظائف
سلبيات الاستعانة بمصادر التصنيع المعدني المحلي
- تكاليف عمل وإنتاج أعلى
- توافر محدود لبعض السبائك المتخصصة
- قيود محتملة في الطاقة الإنتاجية خلال فترات الطلب المرتفع
- قد تتطلب قوائم انتظار إنتاج أطول في المرافق الشهيرة
إيجابيات الاستعانة بمصادر التصنيع المعدني الدولية
- تكاليف عمل وإنتاج أقل للتطبيقات الحساسة من حيث السعر
- الوصول إلى سبائك متخصصة لا تُنتج محليًّا
- توافر كمّي بأسعار تنافسية
- تنويع الموردين للحد من الاعتماد على مصدر واحد
سلبيات الاستعانة بمصادر خارجية لتصنيع المعادن دوليًا
- أوقات التسليم الممتدة الناتجة عن عمليات الشحن والجمارك
- عدم اتساق الجودة ما يستلزم إجراء اختبارات وتحقق إضافية
- الرسوم الجمركية وغموض السياسات التجارية المؤثرة في التكاليف
- مخاطر انتهاك الملكية الفكرية في الأسواق التي تفتقر إلى حماية كافية
- التحديات التواصلية الناجمة عن اختلاف اللغات ومناطق التوقيت
- هشاشة سلسلة التوريد أمام عدم الاستقرار السياسي وانقطاعات الشحن
التكاليف الخفية التي تغيّر الحسابات
أسعار العروض السطحية نادرًا ما تُظهر الصورة الكاملة. وتُشير الدراسات إلى أن المصانع التي تعتمد على حسابات بسيطة للتكلفة الإجمالية عند الوصول غالبًا ما تقلّل من تقدير النفقات الفعلية للتصنيع الخارجي بنسبة تتراوح بين ٢٠٪ و٣٠٪. أما منهجية «إجمالي تكلفة الملكية» فتكشف عن النفقات التي تحجبها العروض الأولية.
خذ في الاعتبار هذه العوامل التي يُهمَل الانتباه إليها غالبًا:
- التعرض لانتهاكات الملكية الفكرية: توثِّق تقارير مكتب التحقيقات الفيدرالي (FBI) خسائر تصل إلى مليارات الدولارات سنويًّا ناتجة عن سرقة الملكية الفكرية في الأسواق التي تفتقر إلى حمايات كافية.
- تقلبات الشحن: ارتفعت تكاليف الشحن عبر المحيطات سبع مرات خلال ١٨ شهرًا عقب مارس ٢٠٢٠.
- تكاليف الاتصال: يقضي الموظفون الناطقون بلغتين ما يقرب من ٤ ساعات أسبوعيًّا في مهام الترجمة غير الرسمية، ما يكلِّف الشركات نحو ٧٥٠٠ دولار أمريكي سنويًّا لكل موظف بسبب فقدان الإنتاجية.
- التحقق من الجودة: تؤدي متطلبات الاختبار والتفتيش الإضافية للمواد المستوردة إلى زيادة التكاليف والوقت.
- تكاليف احتفاظ المخزون: تتطلب سلاسل التوريد الأطول استثمارات أكبر في مخزون الأمان.
تُظهر بيانات استبيان إعادة التصنيع المحلي أن ٤٠٪ من شركات التصنيع الأصلية (OEMs) على استعدادٍ لدفع ما بين ١٠٪ و٢٠٪ أكثر مقابل تسليم أسرع بمدة خمسة أسابيع. ويُشير هذا العلاوة المدفوعة مقابل تقليل زمن التوريد إلى فرصة كبيرة أمام المصانع المحلية للتنافس استنادًا إلى القيمة لا السعر وحده.
يعتمد قرار التوريد الخاص بك في النهاية على الموازنة بين هذه العوامل ومتطلباتك المحددة. وعادةً ما تُفضَّل شركات التصنيع المعدنية المحلية الأمريكية في المشاريع التي تتطلب تحملات دقيقة جدًا، أو تكرارًا سريعًا، أو الامتثال للوائح التنظيمية. أما المكونات السلعية عالية الحجم ذات الجداول الزمنية المرنة فقد تبرِّر الاستعانة بمصادر دولية، رغم التعقيد الإضافي الذي قد تسببه.
وبغض النظر عن الاستراتيجية الجغرافية التي تختارها، تصبح القدرة على تقييم معدات التصنيع وقدراتها أمرًا أساسيًّا لتحديد الشركاء الذين يمكنهم فعليًّا الوفاء بوعودهم. ويساعد فهم الأسئلة المناسبة التي يجب طرحها حول مواصفات المعدات في التمييز بين الخبرة الحقيقية والادعاءات التسويقية.
تقييم معدات التصنيع وقدراتها
لقد قلصت تفضيلاتك الجغرافية وفهمت الفرق بين العمل المخصص والعمل الإنتاجي. لكن هذه هي النقطة التي يخطئ فيها كثير من قرارات الشراء: القبول العَمْياء لمزاعم القدرات دون فهم ما تعنيه مواصفات المعدات فعليًّا بالنسبة لنتائج مشروعك. فعندما يُعلن مصنع معادن قريب مني عن «معدات حديثة جدًّا»، فما الذي ينبغي أن تبحث عنه حقًّا؟
تؤثر قدرات المعدات مباشرةً في إمكانية شريك التصنيع الخاص بك على تسليم الأجزاء التي تتوافق مع مواصفاتك باستمرار. فقد يمتلك المصنع آلاتٍ تبدو مذهلةً من الناحية الشكلية، لكن درجات الحمولة، ومقاييس الدقة، ومستويات التشغيل الآلي هي التي تروي القصة الحقيقية. فلنفكّ رموز ما تعنيه هذه المواصفات وكيفية تقييمها بفعالية.
قدرات المعدات التي تؤثر في نتائجك
كل جهاز من أجهزة ماكينات التصنيع المعدني يمتلك مواصفات كمية يمكن قياسها وتتنبأ بأدائه في مشاريعك. وفهم هذه الأرقام يحوّل المناقشات العامة حول القدرات إلى تقييمات ملموسة.
تصنيفات دقة ماكينات التحكم العددي الحاسوبي (CNC)
وفقًا لأبحاث مجموعة كيسو، فإن الدقة في التشغيل بالتحكم العددي الحاسوبي (CNC) تُعرِّف مدى قرب الأجزاء المشغولة من المواصفات التصميمية. وعند تقييم عمليات التصنيع المعدني المتقدمة، ركّز على هذه المؤشرات الحرجة:
- نطاق التسامح: الانحراف المسموح به عن الأبعاد المحددة، ويُقاس عادةً بالألف من الإنش أو بالميكرونات. فتبلغ دقة الماكينات عالية الدقة ±٠٫٠٠٠٥ إنش، بينما قد تضمن المعدات القياسية فقط ±٠٫٠٠٥ إنش.
- القابلية للتكرار: قدرة الماكينة على العودة إلى نفس الموضع بدقة ثابتة عبر عمليات متعددة. وهذه الخاصية أكثر أهمية من دقة القطعة الواحدة في سلاسل الإنتاج.
- إمكانيات تشطيب السطح: ويُقاس ذلك بوحدة Ra (متوسط الخشونة)، وهي مؤشرٌ على نعومة السطح التي يمكن تحقيقها دون الحاجة إلى عمليات ثانوية.
- دقة الموضع: دقة تحديد موقع أدوات القطع بالنسبة للإحداثيات المبرمجة بواسطة الجهاز
اطلب مواصفات تفصيلية من الشركاء المحتملين، بما في ذلك ورقات بيانات الآلات وسجلات المعايرة. وسيُقدِّم المُصنِّع الذي يثق بأدوات تصنيع الألواح المعدنية لديه هذه الوثائق بسهولة. علاوةً على ذلك، فإن مراجعة قطع عيِّنية مرفقة بتقارير القياس تُثبت ما إذا كانت ادعاءات الدقة الخاصة به تتطابق مع الواقع العملي أم لا.
سعة آلة الثني بالطن وسعة الانحناء
تحدد مواصفات آلة الثني أنواع السماكات المادية وأطوال الانحناء التي يستطيع المُصنِّع التعامل معها. وفقًا لـ الدليل الشامل لشركة CNHAWE ، هناك ثلاث مواصفات تبرز كأساسية لتحقيق النجاح: سعة التحميل بالطن، وطول الانحناء، وارتفاع العمل.
توفر صيغة حساب التحميل القياسي لعملية الثني بالهواء سياقًا مفيدًا:
القوة (بالطن) = ٥٧٥–٦٦٦ × (سماكة المادة بالبوصة)² × طول الانحناء بالقدم ÷ فتحة القالب بالبوصة
تؤثر العوامل المرتبطة بالمواد تأثيرًا كبيرًا على متطلبات الطنّية. ويُعتبر الفولاذ اللين ذا مقاومة شد تبلغ ٦٠٬٠٠٠ رطل لكل بوصة مربعة (PSI) المعيار المرجعي، لكنه يخضع لتعديلات عند استخدام مواد مختلفة:
- الصلب غير القابل للصدأ: يتطلب طنّيةً تتراوح بين ١٫٥ و١٫٧ ضعف الطنّية المرجعية حسب الدرجة
- الألومنيوم: يتطلب طنّيةً تتراوح بين ٠٫٥ و٠٫٦ ضعف الطنّية المرجعية
- الصلب عالي القوة: قد يتطلب طنّيةً تساوي ضعف الطنّية المرجعية أو أكثر
يُخطِّط المصنعون ذوو الخبرة لهامش أمان يتراوح بين ٢٠٪ و٢٥٪ فوق المتطلبات المحسوبة. ويغطي هذا الهامش التفاوتات في سماكة المواد وتأثيرات التصلّب الناتجة عن التشغيل والتآكل التدريجي للأدوات دون التعرّض لخطر إحمال المعدات بشكل زائد.
قدرة قص الليزر والسمك الأقصى القابل للقص
ترتبط قوة الليزر بوحدة الواط ارتباطًا مباشرًا بالسماكة القصوى القابلة للقص وسرعة العملية. فتتمكّن أنظمة الليزر ذات القدرة الأعلى من قص المواد الأسمك وبسرعة أكبر، لكن هذه العلاقة ليست خطية. وإليك ما تحققه مستويات القدرة المختلفة عادةً:
- ليزرات الألياف بقدرة ٢–٤ كيلوواط: مثالية لصفائح المعادن الرقيقة إلى المتوسطة السماكة، وتوفّر جودة ممتازة للحواف على المواد التي لا تتجاوز سماكتها ٠٫٢٥ بوصة
- أنظمة بقدرة ٦–٨ كيلوواط: معالجة مواد الصفائح السميكة مع الحفاظ على سرعات قطع معقولة
- ليزر بقوة ١٠ كيلوواط فأكثر: قطع الصفائح الثقيلة بكفاءة، مما يمكّن مُصنّعي المعدن من المنافسة في تطبيقات المواد السميكة
وبالإضافة إلى القدرة الخشنة، قيّم حجم طاولة القطع، وأتمتة مناولة المواد، وقدرات الغاز المساعد (النيتروجين/الأكسجين). وتؤثر هذه العوامل على كلٍّ من أنواع المواد التي يمكن معالجتها وكفاءة تدفق الطلبات عبر خط الإنتاج.
مستويات الأتمتة لضمان اتساق الإنتاج
تُحوّل الأتمتة آلات تصنيع المعادن من أدوات تعتمد على المشغلين إلى أنظمة إنتاج متسقة. وعند تقييم مصنّعي المعدن، قيّم استثماراتهم في مجال الأتمتة عبر عدة أبعاد:
- تحميل المواد تلقائيًا: يقلل من وقت المناولة ويحدّ من الخدوش أو التلف أثناء مرحلة الإعداد
- خلايا اللحام الروبوتية: يضمن جودة اللحام المتسقة عبر دورات إنتاج عالية الحجم
- أنظمة الفحص الآلية: آلات القياس بالإحداثيات (CMMs) وأنظمة الرؤية تكتشف العيوب قبل شحن القطع
- أنظمة تخطيط موارد المؤسسة المتكاملة: ربط جداول المواعيد وبيانات الجودة وتتبع الإنتاج لتحقيق الشفافية
تستفيد مكونات نظام التعليق المصنوعة من المعادن بدقة والتطبيقات الحرجة الأخرى المتعلقة بالسلامة بشكل خاص من مزايا الاتساق التي توفرها الأتمتة. وعندما يُدخل التباين البشري عنصر الخطر، فإن الأنظمة الآلية تضمن التكرارية التي تتطلبها معايير الجودة.
قراءة ما وراء السطور في قدرات شركات التصنيع المعدنية
قوائم المعدات لا تروي سوى جزءٍ من القصة. فخبرة شركة ويفر لتصنيع المعادن (Weaver metal fab) والعمليات الماهرة المماثلة تُظهر أن معرفة المشغلين وممارسات الصيانة وأنظمة الجودة هي العوامل الحاسمة في تحديد ما إذا كانت الآلات المذهلة ستُنتج نتائج مذهلة فعلًا.
جدول مرجعي لتقييم المعدات
استخدم هذه المقارنة الشاملة عند تقييم شركاء التصنيع المحتملين:
| نوع المعدات | نطاق القدرات | الأثر على المشروع | أسئلة يجب طرحها |
|---|---|---|---|
| مراكز تصنيع CNC | تحمّل دقة تتراوح بين ±٠٫٠٠٠٥ بوصة و±٠٫٠٠٥ بوصة؛ وقدرة على التشغيل ثلاثي المحاور إلى خماسي المحاور | يحدد الدقة القابلة للتحقيق على الأشكال الهندسية المعقدة؛ ويؤثر في الحاجة إلى عمليات ثانوية إضافية | ما هي التكرارية الموثَّقة لديكم؟ وبأي تكرار تقومون معايرة المعدات؟ هل يمكنني الاطلاع على تقارير أحدث أجهزة قياس الإحداثيات (CMM)؟ |
| ماكينات ثني الصفائح | سعة تتراوح بين ٥٠ طنًا و١٠٠٠ طن فأكثر؛ وطول ثني يتراوح بين ٤ أقدام و٢٠ قدمًا فأكثر | يحد من سماكة المادة وحجم القطعة؛ ويؤثر في دقة الثني على القطع الطويلة | ما السعة بالطن المتاحة لديكم؟ وهل تستخدمون تعويض التقوُّس (Crowning Compensation)؟ وما دقة الزوايا لديكم؟ |
| مقصات الليزر الليفي | قدرة كهربائية تتراوح بين ٢ كيلوواط و١٥ كيلوواط فأكثر؛ وقدرة قص على الفولاذ تصل إلى أكثر من بوصة واحدة | يحدد أقصى سماكة ممكنة للمادة؛ ويؤثر في جودة الحواف وسرعة القص | ما أقصى سماكة قص ممكنة حسب نوع المادة؟ وما غازات المساعدة المستخدمة؟ وما أبعاد طاولة القص؟ |
| آلات الثقب البرجية الرقمية (CNC Turret Punches) | أكثر من ١٠٠٠ ضربة في الدقيقة؛ مع أنظمة تغيير الأدوات الآلية | الكفاءة في الأجزاء التي تحتوي على عدد كبير من الفتحات؛ وتقلل القدرة على التشكيل من العمليات الثانوية | ما مكتبة الأدوات التي تمتلكها؟ هل يمكنك تشكيل عناصر مثل المراوح التهوية (Louvers) والفتحات المخروطية (Countersinks)؟ |
| معدات اللحام | لحام قوس المعدن المحمي بالغاز (MIG)، ولحام القوس التنغستيني المحمي بالغاز (TIG)، ولحام النقطة، وخلايا لحام روبوتية | جودة اللحام واتساقه؛ ويؤثر ذلك على السلامة الإنشائية والمظهر الخارجي | ما الشهادات التي يمتلكها عمال اللحام لديك؟ هل تمتلكون قدرة على اللحام الروبوتي؟ وما أساليب الفحص التي تستخدمونها؟ |
| أنظمة الفحص | آلات قياس الإحداثيات (CMMs)، وأجهزة المقارنة البصرية، وأنظمة الرؤية الآلية | تُحدد قدرة التحقق من الجودة مدى ثقة العملاء في الادعاءات المتعلقة بالجودة | كيف تقومون بالتحقق من القطع الأولى (First Article Parts)؟ وما أنواع الفحوصات التي تُجرى أثناء التصنيع؟ وهل يمكنكم تزويدنا بتقارير فحص معتمدة؟ |
أسئلة عملية تكشف القدرات الحقيقية
وفقًا لـ مكونات غرينجيت المعدنية ، وطرح الأسئلة المناسبة منذ البداية يساعد في تقييم ما إذا كان المقاول من الباطن يمتلك الخبرة والموثوقية والقدرة على تنفيذ مشروعك. وبجانب مواصفات المعدات، ابحث في المجالات التالية:
- ممارسات الصيانة: "ما مدى تكرار إجراء الصيانة الوقائية على المعدات الحرجة؟" فالآلات التي تخضع لصيانة جيدة تُنتج نتائج متسقة؛ بينما تخرج المعدات المهملة عن المواصفات المطلوبة.
- جداول المعايرة: "متى كانت آخر مرة تم فيها معايرة جهاز القياس ثلاثي الأبعاد (CMM) الخاص بكم، ومن قام بها؟" وتمنح شهادات المعايرة الصادرة عن أطراف خارجية مصداقيةً لا تتوفر في حالات المعايرة الداخلية.
- مؤهلات المشغلين: "ما نوع التدريب والشهادات التي يمتلكها مشغلوكم؟" فحتى أفضل المعدات تتطلب مشغلين مؤهلين لتحقيق إمكاناتها الكاملة.
- السعة الاحتياطية: "ماذا يحدث إذا تعطل جهاز الليزر الرئيسي لديكم أثناء تنفيذ طلبي؟" فالشركات المصنِّعة التي تمتلك معدات احتياطية أو علاقات راسخة مع مقاولين من الباطن تقلل من مخاطر حدوث أي انقطاع.
- توثيق العمليات: "هل يمكنك إظهار نموذج لأمر عمل يحتوي على نقاط فحص الجودة؟" تشير العمليات الموثَّقة إلى مناهج منهجية بدلًا من الإنتاج العشوائي
إن نسبة العاملين إلى الآلات تُعد مؤشرًا مفيدًا آخر. وتكفل النسبة ١:٢ أو أفضل منها رقابة كافية أثناء الإنتاج. أما العمال الذين يفوق تحميلهم العمل ويضطرون للتنقل بين عدد كبير جدًّا من الآلات، فإن ذلك يؤدي حتمًا إلى التأثير سلبًا على الجودة.
التحقق من الادعاءات قبل الالتزام
إن قدرات المعدات المذكورة ورقيًّا لا تعني شيئًا دون التحقق منها. وينبغي أخذ الخطوات التالية للتحقق قبل اختيار شريكك المفضل:
- زيارة المرافق: لا شيء يعادل رؤية حالة المعدات وتنظيمها وتدفق العمل فيها شخصيًّا
- إنتاج أجزاء عيِّنات: اطلب إنتاج أجزاء تجريبية باستخدام موادك الفعلية ومواصفاتك الدقيقة
- التحقق من المراجع: اتصل بالعملاء الحاليين الذين لديهم متطلبات مشاريع مشابهة للتحقق من صحة الادعاءات المتعلقة بالأداء
- التحقق من الشهادات: تأكد من أن شهادات الأيزو (ISO) أو شهادات الاتحاد الدولي لتقنيات السيارات (IATF) أو الشهادات الخاصة بالصناعة ما زالت سارية المفعول وتغطي العمليات ذات الصلة
يُرَحِّب المُصنِّع الموثوق بهذا التدقيق. ويجب أن تثير فيك التردُّد في تقديم الوثائق، أو جدولة جولات في المرفق، أو ربطك بالمرجعيات مخاوف بشأن مدى توافق القدرات المُعلَّنة مع الواقع الفعلي.
إن فهم مواصفات المعدات يمكِّنك من إجراء محادثاتٍ جوهرية مع شركاء التصنيع المحتملين. ويمكنك التمييز بين الورش التي تمتلك قدرات حقيقية وتلك التي تدَّعي قدرات لا تدعمها معداتها. وتشكِّل هذه المعرفة الأساس الذي يُهيئك للخطوة الحرجة الأخيرة: وضع معايير التقييم التي تحدد شركاء التصنيع المعدني المفضلين حقًّا، والذين يستحقون إقامة علاقات طويلة الأجل.
كيف تختار شريك التصنيع المعدني المفضَّل لديك
لقد استكشفتَ إمكانيات المعدات واستراتيجيات التوريد والمتطلبات الخاصة بالصناعة. والآن حان لحظة الحقيقة: كيف تُطبِّق كل هذه المعرفة فعليًّا لاختيار شريك مفضَّل في مجال تصنيع المعادن؟ وغالبًا ما يكمن الفرق بين علاقة تصنيع ناجحة طويلة الأمد وبين الندم المكلِّف في التقييم المنظَّم بدلًا من الاعتماد على الحدس الشخصي أو اختيار العرض الأقل سعرًا.
سواء كنت تبحث عن متخصصين في تصنيع المعادن في ولاية يوتا، أو تستكشف خيارات تصنيع المعادن في بورتلاند، أو تقيِّم عمليات تصنيع المعادن الساحلية القريبة من منشأتك، فإن نفس المعايير الأساسية تنطبق في جميع الحالات. ولنستعرض معًا إطار عملٍ مُجربٍ يُميِّز الشركاء المتفوِّقين حقًّا في مجال تصنيع المعادن عن أولئك الذين يدَّعون التفوُّق دون أن يكون ذلك مدعومًا بأداء فعلي.
معايير الشهادات التي تدل على الجودة
تُعَدُّ الشهادات تأكيدًا من طرف ثالثٍ على أن أنظمة الجودة الخاصة بشركة التصنيع تتوافق مع المعايير المعترف بها. ومع ذلك، فإن جميع الشهادات لا تحمل نفس الوزن بالنسبة لكل تطبيق. ويساعد فهم ما تمثِّله كل شهادةٍ في مطابقة مؤهلات الشريك مع متطلباتك الفعلية.
وفقًا لـ DEKRA Certification وتُعَدُّ شهادة IATF 16949 المعيار الذهبي لجودة سلسلة التوريد في قطاع السيارات. وتقوم هذه الشهادة على أساس متطلبات ISO 9001 مع إضافة عناصر محددة للقطاع automotive، مثل إمكانية تتبع المكونات والعمليات لأغراض الامتثال التنظيمي، والمكونات والعمليات المرتبطة بالسلامة، وإجراءات إدارة الضمان. ولأي شخصٍ يشتري مكونات الهيكل أو نظام التعليق أو المكونات الإنشائية، فإن التعامل مع شركات تصنيع حاصلة على شهادة IATF 16949 يقلل من مخاطر الجودة بشكلٍ كبير.
من أبرز الشهادات التي يجب التحقق منها عند تقييم عمليات التصنيع المعدني المتنوعة ما يلي:
- ISO 9001: شهادة أساسية لأنظمة إدارة الجودة تنطبق عبر مختلف القطاعات
- IATF 16949: شهادة مخصصة للقطاع automotive تُظهر أنظمة الجودة المتقدمة، ومنع العيوب، ومبادئ التصنيع الرشيق
- AS9100: معيار جودة صناعة الطيران الذي يتطلب وثائق دقيقة ومتطلبات قابلية التتبع الصارمة
- ISO 14001: شهادة إدارة بيئية تدل على الالتزام بالممارسات المستدامة
- AWS D1.1: شهادة لحام هيكلي تؤكد جودة اللحام في التطبيقات الحاملة للأحمال
لا تكتفَ فقط بقبول الادعاءات المتعلقة بالشهادات. اطلب الشهادات السارية حاليًّا، وتحقق من تواريخ انتهائها، وتأكد من أن نطاق الشهادة يشمل العمليات المحددة ذات الصلة بمشروعك. فقد يكون المُصنِّع المعتمد لعمليات التشغيل الآلي غير حاصلٍ على شهادة لعمليات اللحام التي تحتاجها.
قائمة التحقق الكاملة لتقييم الشركاء
يتطلب اختيار شريك التصنيع المفضل لديك تقييمًا منهجيًّا عبر أبعاد متعددة. ووفقًا لتوجيهات شركة TMCO الصناعية، فإن تقييم العوامل الأخرى إلى جانب السعر أمرٌ بالغ الأهمية، لأن القيمة الحقيقية للعمل مع مُصنِّعين مختصين في تصنيع المعادن حسب الطلب تكمن في المهارة الفنية، والتكنولوجيا المتقدمة، والقدرة على التوسُّع، والالتزام المثبت بالجودة.
استخدم هذه القائمة المرقَّمة لتقييم شركاء تصنيع المعادن المحتملين بشكل شامل:
- تحقق من الشهادات الحالية وتاريخ عمليات التدقيق: اطلب نسخًا من شهادات ISO 9001 وIATF 16949 أو أي شهادات محددة بالصناعة. وتحقَّق من تواريخ الإصدار وتواريخ الانتهاء، وما إذا كانت أية شهادات قد عُلِّقت أو سُحبت. واستفسر عن نتائج عمليات التدقيق الأخيرة والإجراءات التصحيحية التي اتُّخذت.
- قيِّم القدرات الداخلية مقابل الاستعانة بمصادر خارجية: وفقًا لشركة ستايت لاين سَبلاي (State Line Supply)، فإن المورد الذي يقدّم العمليات الثانوية داخليًّا يمكنه خفض أوقات التسليم والمشكلات اللوجستية بشكل كبير. وعليك تحديد العمليات التي تتم داخليًّا والعمليات التي يتم التعاقد الخارجي لها، لأن نقل المهام بين الأطراف يؤدي إلى تباين في الجودة.
- قيِّم عمليات مراقبة الجودة ومعدات الفحص: استفسر عن إجراءات فحص العينة الأولى، وفحوصات الجودة أثناء التصنيع، وبروتوكولات الفحص النهائي. وتأكد من استخدامهم لأجهزة قياس الإحداثيات (CMMs) أو غيرها من معدات الفحص الدقيقة المناسبة لمتطلباتك المتعلقة بالتسامح.
- اطلب مراجع العملاء من تطبيقات مشابهة: سيقوم المُصنِّع الموثوق به بتوصيلك بعملاء حاليين لديهم متطلبات مشاريع أو أحجام إنتاج أو شهادات صناعية مشابهة. ويُظهر التحدُّث المباشر مع هؤلاء المراجع الواقع الفعلي للأداء الذي تُغطّيه المواد التسويقية.
- اختبر استجابة التواصل قبل الالتزام: ما مدى سرعة استجابتهم لطلبات الاقتباس؟ وهل تُقدَّم إجابات شاملة للأسئلة الفنية؟ إن أنماط الاستجابة خلال عملية البيع تُنبئ بالسلوك أثناء مرحلة الإنتاج عند حدوث المشكلات.
- مراجعة سجلات التسليم في الوقت المحدد: اطلب النسب المئوية الموثَّقة للتسليم في الوقت المحدد. واسأل عن كيفية تعاملهم مع الطلبات العاجلة وما الذي يحدث في حال فشلهم في الوفاء بالالتزامات المتعلقة بالتسليم. ويُشير الأداء المتسق في التسليم في الوقت المحدد إلى التميُّز التشغيلي.
- التحقق من توفر الدعم الهندسي ودعم تصميم القابلية للتصنيع (DFM): يتعاون شركاء التصنيع المعدني المتميزون مبكرًا في عملية التصميم، حيث يراجعون الرسومات الفنية ويقدِّمون توجيهات حول «تصميم القابلية للتصنيع» التي تقلل التكلفة دون المساس بالأداء. ويمنع هذا الدعم الاستباقي ظهور مفاجآت مكلفة أثناء الإنتاج.
- تقييم الاستقرار المالي واستمرارية العمل: يؤثر الوضع المالي لمُصنِّع ما على قدرته على الاستثمار في المعدات، والاحتفاظ بالعاملين المهرة، والتصدي للتراجعات الاقتصادية. وعليك طلب مراجع مالية أساسية أو التحقق من التصنيفات الائتمانية عند إقامة شراكات كبيرة.
بناء شراكة موثوقة في مجال التصنيع المعدني
تتجاوز عملية التقييم مجرد التحقق من عناصر معيارية في معايير المؤهلات. ووفقاً لخبراء القطاع، فإن التعاون الفعّال يعتمد على التواصل المفتوح، كما أن «المهارات الشخصية» التي يتمتع بها المورِّد تساوي في أهميتها مهاراته التقنية.
ما الذي يميّز عمليات شركة Industrial Metal Fab Inc. التي تستحق وضعًا مفضلاً؟ ضع في اعتبارك المؤشرات التالية للعلاقة:
- إبلاغ استباقي عن المشكلات: هل يُبلغونك فوراً عند ظهور أي مشكلة، أم تظهر المشكلات فقط بعد تجاوز المواعيد النهائية؟
- الاستثمار في نجاحك: إن الشركاء المتميزين يقترحون تحسينات في التصميم، ويحددون فرص خفض التكاليف، ويعاملون مشاريعك وكأنها مشاريعهم الخاصة.
- أسعار شفافة: تتيح عروض الأسعار الواضحة والمفصلة اتخاذ قراراتٍ مستنيرة؛ بينما تُخفي التقديرات الغامضة في كثيرٍ من الأحيان رسومًا غير متوقعة.
- اتصال تخطيط السعة: يتحدث الشركاء الموثوقون بصراحة عن أوقات التسليم بدلًا من الإفراط في التعهد للفوز بالطلبات.
- عقلية التحسين المستمر: ابحث عن مصانع التصنيع التي تتابع مؤشرات الجودة، وتحلّل العيوب، وتنفّذ تحسينات منهجية.
النمذجة الأولية السريعة ودعم هندسة التصنيع وال сбор (DFM) كعوامل تميّز.
وتتميّز شركاء التصنيع المفضّلون حاليًّا عن المورِّدين العاديين بقدرتين متزايدتين: سرعة النمذجة الأولية ودعم شامل لهندسة التصنيع والجمع (DFM).
وتسمح النمذجة الأولية السريعة لفرق التصميم بالتحقق من المفاهيم بسرعة، واختبار الشكل والملاءمة، والتكرار نحو الحلول المثلى قبل الالتزام بأدوات الإنتاج. وعندما يوفّر مصنع التصنيع وقت استجابة للنمذجة الأولية السريعة لا يتجاوز خمسة أيام، فإن دورات التطوير تنكمش بشكل كبير. ويمكنك اكتشاف المشكلات مبكرًا عندما تكون تكاليف التعديل ضئيلة، بدلًا من اكتشافها أثناء مرحلة الإنتاج حين تتطلب التعديلات إعادة تجهيز مكلفة.
يُثبت دعم DFM قيمته المتساوية. فمَن يمتلكون خبرة في التصنيع يقومون بمراجعة تصاميمك قبل الإنتاج، ويحددون السمات التي تزيد من صعوبة التصنيع، ويقترحون بدائل تحافظ على الوظيفة مع خفض التكلفة، ويُبرزون مواصفات التحمل التي تتطلب معالجةً متقدمةً ومكلفةً. ويساعد هذا النهج التعاوني على تجنّب الدورة المحبطة المتمثلة في استلام أجزاء تفي فنيًّا بالرسومات التصميمية لكنها تفشل في التطبيق العملي.
تتجسَّد شركة شاويي (نينغبو) لتكنولوجيا المعادن هذه الصفات المميِّزة للشركاء المفضلين في الممارسة العملية. فـ عملياتها المعتمدة وفق معيار IATF 16949 توفّر الشركة نماذج أولية سريعة خلال ٥ أيام إلى جانب دعم شامل لتحليل إمكانية التصنيع (DFM)، ما يوضح كيف تجمع الشركات الرائدة في مجال التصنيع بين التميُّز في الشهادات والتعاون الهندسي العملي. كما أن فترة إعداد العروض السعرية لديها، والتي لا تتجاوز ١٢ ساعة، تُظهر كذلك مدى الاستجابة الفعّالة التي تميّز الشركاء المفضلين عن المنافسين الأبطأ في الأداء.
علامات التحذير التي تشير إلى مشكلات مستقبلية
إن معرفة ما يجب تجنبه تُعدّ بنفس القدر من الأهمية مثل معرفة ما يجب السعي إليه. وغالبًا ما تُنبئ هذه العلامات التحذيرية بخيبة أمل في الشراكة:
- التلكؤ في تقديم المراجع: ويُظهر المصنعون ذوو الجودة العالية فخرهم بتوصيل العملاء المحتملين بالعملاء الراضين.
- الإجابات الغامضة على الأسئلة الفنية: ويوضّح الشركاء المؤهلون قدراتهم بوضوحٍ، ويقرّون بصراحةٍ بالقيود التي يواجهونها.
- الضغط من أجل الالتزام السريع: ويتفهّم المصنعون الموثوقون أن التقييم الدقيق يؤدي إلى شراكات أقوى.
- المعدات القديمة دون خطط لتحديثها: ويشير انخفاض الاستثمار الرأسمالي عادةً إلى قيود مالية أو ركونٍ إلى الوضع الراهن.
- ارتفاع معدل دوران الموظفين: وتؤدي عدم انتظام القوى العاملة إلى تفاوتٍ في الجودة وفقدان المعرفة المؤسسية.
- الشهادات المفقودة أو المنتهية صلاحيتها: وتُشير انقطاعات الشهادات إلى انهيار أنظمة الجودة.
إن الشريك الموثوق في مجال التصنيع لا يكتفي بتصنيع القطع فحسب، بل يدعم أهدافك، ويحسّن منتجك، ويساعد في وضع مشروعك على طريق النجاح الطويل الأمد.
اتخاذ قرار الشراء النهائي
وبعد الانتهاء من التقييم، يتطلب اتخاذ القرار النهائي موازنة العوامل المختلفة وفقًا لأولوياتك المحددة. فغالبًا ما لا يُقدِّم الخيار الأقل تكلفة أفضل قيمة إجمالية عند أخذ مشكلات الجودة وتأخُّرات التسليم وصعوبات التواصل في الاعتبار.
فكِّر في إنشاء بطاقة تقييم مرجَّحة تعكس أولوياتك الفعلية. فإذا كانت القدرة على التكرار السريع هي الأهم بالنسبة لك، فاعطِ سرعة إعداد النماذج الأولية وزنًا كبيرًا. وإذا كانت الامتثال التنظيمي هو العامل الحاسم في تحديد المتطلبات، فركِّز على التحقق من حصول المورِّد على الشهادات اللازمة. أما إذا كانت الضغوط المتعلقة بالتكلفة هي السائدة، فوازن بين الأسعار وسجل الجودة لتفادي وفورات زائفة.
وتذكَّر أن اختيار شريك مفضَّل في مجال تصنيع المعادن يُعَد استثمارًا في مستقبل عمليات التصنيع لديك. فالجهد الذي تبذله في مرحلة التقييم المبدئي يُحقِّق عوائد كبيرة من خلال خفض المشكلات المتعلقة بالجودة، وتحسين سلاسة التواصل، وإقامة علاقة تصنيعٍ تدعم عملياتك بدلًا من أن تُثقل كاهلها.
وبتطبيق هذه المعايير المنهجية، فإنك تحوِّل عملية اختيار شركاء التصنيع من مجرد تخمينٍ عشوائيٍ إلى اتخاذ قراراتٍ مبنيةٍ على معلوماتٍ دقيقة. والنتيجة؟ شراكاتٌ تقوم على القدرات المُثبتة بدلًا من الوعود التسويقية، وتوفِّر جودةً وموثوقيةً ثابتتين تمثِّلان حقًّا حالة «المُفضَّل».
الأسئلة الشائعة حول تصنيع المعادن المُفضَّل
١. ما هو تصنيع المعادن المُفضَّل؟
يشير مصطلح «تصنيع المعادن المُفضَّل» إلى نهجٍ تصنيعيٍ استراتيجيٍ تختار فيه الشركات شركاء التصنيع استنادًا إلى شهادات الجودة، والقدرات المُثبتة، والموثوقية الثابتة، بدلًا من الاكتفاء باختيار العرض الأقل سعرًا فقط. ويعني مصطلح «مُفضَّل» وجود علاقةٍ خاضعةٍ للتقييم والمُعتمدة على السجلّ التنفيذي، والشفافية في التواصل، والالتزام المشترك بالتميز. وعلى عكس العلاقات التجارية مع المورِّدين التقليدية، تتضمَّن شراكات تصنيع المعادن المُفضَّلة درايةً عميقةً باحتياجات قطاعك الصناعي، وتفضيلاتك في المواد، ومعايير التحمل الخاصة بك.
٢. ما هي الأنواع الثلاثة لتصنيع المعادن؟
تتمثل التقنيات الأساسية الثلاثة لتصنيع المعادن في القطع، والثني، والتجميع. ويشمل القطع عمليات مثل القطع بالليزر واللكم باستخدام الحاسب الآلي (CNC) لإزالة المواد بدقة عالية. أما الثني فيتم باستخدام آلات الثني الهيدروليكية (Press Brakes) لتحويل الصفائح المسطحة إلى مكونات ثلاثية الأبعاد عبر طرق مثل الثني بالهواء (Air Bending)، أو الثني التام (Bottom Bending)، أو الطبع (Coining). أما التجميع فيشمل ربط الأجزاء المصنَّعة بواسطة عمليات اللحام مثل لحام القوس المعدني المحمي بالغاز (MIG)، أو لحام القوس التنغستيني المحمي بالغاز (TIG)، أو اللحام النقطي (Spot Welding). ويُسهم فهم هذه العمليات الأساسية في مساعدة المشترين على تقييم شركاء التصنيع واختيار القدرات الأنسب لمتطلبات المشروع المحددة.
3. هل هناك طلب على مصنعي المعادن؟
نعم، مُصنِّعو المعادن مطلوبون حاليًّا بدرجةٍ عاليةٍ نظير نقص المهارات المُرافق لنمو القطاع. وقد أدّى اتجاه إعادة التصنيع المحلي إلى زيادة الاحتياجات المحلية للتصنيع، حيث أفاد ٩٥٪ من مصنِّعي المعدات الأصلية (OEMs) برضاهم عن نتائج إعادة التصنيع المحلي. وتشمل وظائف تصنيع المعادن قطاعاتٍ متنوعةً مثل صناعة السيارات والفضاء الجوي وتكييف الهواء والتبريد (HVAC) والإلكترونيات. كما أنَّ مُصنِّعي المعادن الحاصلين على شهادات معتمدة مثل IATF 16949 أو AS9100 يحظون باهتمامٍ خاصٍّ في التطبيقات الدقيقة التي تتطلب جودةً ثابتةً وعملياتٍ موثَّقةً.
٤. ما الشهادات التي ينبغي أن يمتلكها شريك تصنيع المعادن المفضَّل؟
تعتمد الشهادات الأساسية على قطاعك الصناعي. وتُعد شهادة ISO 9001 تأكيدًا أساسيًّا لإدارة الجودة المطبَّقة عبر مختلف القطاعات. أما شهادة IATF 16949 فهي بالغة الأهمية لسلاسل التوريد في قطاع السيارات، حيث تضمن الوقاية من العيوب، والتصنيع الرشيق، والامتثال لمتطلبات إدارة الضمانات. وتشمل شهادة AS9100 التطبيقات الفضائية مع اشتراطات صارمة تتصل بإمكانية التتبع. وتؤكِّد شهادة AWS D1.1 جودة اللحام الهيكلي للمكونات الحاملة للأحمال. ويجب دائمًا التحقق من سريان الشهادة، وشمول نطاقها، ونتائج التدقيق الأخيرة قبل الدخول في شراكة تصنيع.
٥. كيف أختار بين التوريد المحلي والدولي لخدمات التصنيع المعدني؟
قيّم أولوياتك فيما يتعلق بمدة التسليم، ومراقبة الجودة، والاتصال، والتكلفة الإجمالية للملكية. وتوفّر عمليات التصنيع المحلية أوقات تسليم أقصر، ومراقبة مباشرة لجودة المنتجات، واتصالًا في نفس المنطقة الزمنية، والامتثال للوائح التنظيمية المتطلبة في مبادرة «اشترِ أمريكيًّا». أما الاستيراد من الخارج فقد يوفّر تكاليف عمالة أقل، لكنه يُضيف تأخيرات في الشحن، واحتياجات التحقق من الجودة، ومخاطر انتهاك حقوق الملكية الفكرية، ونفقات خفية قد ترفع التكاليف الفعلية بنسبة ٢٠–٣٠٪ فوق الأسعار الأولية المقدَّرة. وغالبًا ما تفضّل المشاريع التي تتطلب تحملات دقيقة جدًّا، أو بروتوتايبات سريعة، أو الامتثال لمعايير الشهادات الشركاء المحليين.