 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

اختيار شركة دقيقة لتصنيع الصفائح المعدنية: ٨ عوامل حاسمة يغفل عنها معظم المشترين

ما المقصود بشركة تصنيع صفائح معدنية دقيقة؟
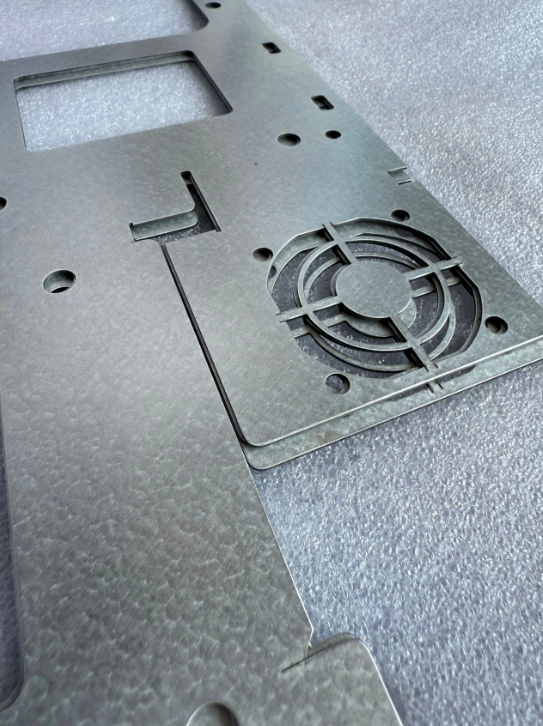
عند البدء في البحث عن شريك لتصنيع القطع، ستلاحظ بسرعة أن العديد من الورش تدّعي تقديم أعمال «دقيقة». لكن ما الذي يُميّز فعليًّا شركة تصنيع صفائح معدنية دقيقة حقًّا عن ورشة تصنيع عادية؟ شركة تصنيع صفائح معدنية دقيقة حقيقية عن ورشة تصنيع تقليدية؟ الفرق لا يقتصر على اللغة التسويقية فحسب، بل يكمن في مواصفات قابلة للقياس تؤثر مباشرةً على ما إذا كانت قطعك ستعمل وفق التصميم المطلوب أم لا.
يُمثل تصنيع الصفائح المعدنية الدقيقة تصنيعًا هندسيًّا عالي الدقة وبأعلى معايير الجودة، ويحافظ عادةً على تسامحات تتراوح بين ±٠٫٠٠٥ بوصة و±٠٫٠١٠ بوصة (±٠٫١٣ مم إلى ±٠٫٢٥ مم) عبر هندسات معقدة.
هذا الأمر مهم لأن المكونات التي لا تتوافق بدقة مع المواصفات المحددة قد تؤدي إلى فشل في التجميع، واستدعاء المنتجات من السوق، وإعادة العمل عليها بتكلفة عالية. وفهم ما يُعرَّف به العمل الدقيق يساعدك على طرح الأسئلة المناسبة قبل الالتزام بشريك تصنيعي.
ما الذي يميز التصنيع الدقيق عن التصنيع القياسي
تخيل أنك طلبت غلافًا مخصصًا لمعدات طبية. وباستخدام التصنيع القياسي، قد تتلقى أجزاءً ذات تحملات تصل إلى ±1/16" إلى ±1/8" (±1.6 مم إلى ±3.2 مم) . وقد يبدو هذا التباين صغيرًا، لكن عندما تحتاج عدة مكونات إلى التداخل معًا بشكل مثالي، فإن هذه الانحرافات تتراكم بسرعة.
تتفوق شركات التصنيع الدقيق للصفائح المعدنية على مستوى مختلف تمامًا. فهي تستخدم أنظمة متقدمة لليزر الليفي، وأجهزة قياس الإحداثيات (CMM)، وأنظمة ثني آلية مزودة بتقنية تصحيح الزوايا. والأهم من ذلك أنها تمتلك فهمًا عميقًا لسلوك المواد— مثل كيفية ارتداد السبائك المختلفة بعد عملية الثني، وكيف تؤثر اتجاه الحبيبات على عملية التشكيل، وكيف تؤثر التمدد الحراري على الأبعاد النهائية.
العوامل الرئيسية التي تميّز التصنيع القياسي عن التصنيع الدقيق تشمل:
- تعقيد المعدات: تستخدم ورش العمل القياسية كاليبرات الأساسية والتفتيش البصري؛ بينما توظّف شركات تصنيع الصفائح المعدنية الدقيقة أنظمة قياس الإحداثيات (CMM)، وأجهزة المقارنة البصرية، وتكنولوجيا القياس بالليزر
- خبرة المواد: يفهم مُصنّعو القطع الدقيقة كيف يتصرف الفولاذ المقاوم للصدأ من النوع ٣١٦ل بشكل مختلف عن النوع ٣٠٤ أثناء عمليات التشكيل
- استثمار الأدوات: أدوات خاصة بالتطبيق وتجهيزات دقيقة قد تكلّف ما بين ٣ إلى ٥ أضعاف تكلفة الأدوات القياسية، لكنها تضمن دقةً قابلة للتكرار
- أنظمة الجودة: التحكم الإحصائي في العمليات، والتفتيش على العينة الأولى، والقدرة الكاملة على تتبع المواد
فهم مواصفات التسامح في أعمال المعادن
تعمل التسامحات كـ"عقد دقة" يمتد عبر دورة حياة منتجك بأكملها. فكل مواصفة تسامح تؤثر في الأداء المستقبلي، وتكلفة التصنيع، وكفاءة التجميع. وعليه، يمكن اعتبار التسامحات كحواجز واقية حول الأبعاد الاسمية — والبقاء ضمن هذه الحواجز يعني أن أجزاءك ستعمل وفقاً للمطلوب.
وفقًا لمعايير الصناعة، تُصنَّف درجات التسامح إلى ١٨ مستوىً. وعادةً ما تعمل شركات تصنيع أجزاء الصفائح المعدنية الدقيقة ضمن درجات التسامح من IT5 إلى IT7 للتطبيقات الهندسية، في حين تعمل الورش القياسية ضمن نطاقات IT12 إلى IT14.
هذا ما يعنيه عمليًا:
- قطع الليزر: تحافظ أنظمة الليزر الليفية الحديثة على التسامح بين ±٠٫١ مم و±٠٫٣ مم، وتتفاوت هذه القيمة باختلاف سماكة المادة.
- عمليات الثني: ت logi آلات الثني الدقيقة الهيدروليكية (Precision press brakes) تحقق تسامحًا زاويًّا يبلغ حوالي ±٠٫٥°.
- ختم الدقة: قادرة على تحقيق تسامح أبعادي قدره ±٠٫٠٥ مم أو أضيق من ذلك.
تتطلب قطاعات مثل الطيران والفضاء، والأجهزة الطبية، والدفاع هذه المواصفات الضيقة لأن فشل المكونات قد يؤدي إلى عواقب جسيمة. ففي التطبيقات الجوية والفضائية، قد يؤدي انحراف بقيمة ٠٫٠٢٠ بوصة إلى جعل القطعة غير قابلة للاستخدام تمامًا. أما بالنسبة لأغلفة الأجهزة الطبية، فإن الدقة الأبعادية تؤثر مباشرةً على الامتثال لمتطلبات إدارة الغذاء والدواء الأمريكية (FDA) وسلامة المرضى.
التحدي؟ تطبيق تحملات ضيقة بشكل غير ضروري يطيل فترات التسليم بشكل كبير ويزيد التكاليف. والهدف هو إيجاد التوازن — تحملات ضيقة بما يكفي للحفاظ على الوظيفة، لكنها عملية بما يكفي لتصنيعها بكفاءة. وفهم هذا التوازن هو خطوتك الأولى نحو اختيار الشريك المناسب لتصنيع الصفائح المعدنية الدقيقة.

العمليات الأساسية للتصنيع والقدرات المرتبطة بالمعدات
والآن وبعد أن فهمت ما يميّز العمل الدقيق عن التصنيع القياسي، دعنا نستعرض العمليات الفعلية التي تُمكّن من تحقيق تلك التحملات الضيقة. فشركة تصنيع الصفائح المعدنية الدقيقة لا تمتلك فقط معدات باهظة الثمن — بل إنها تدرك جيدًا كيف تسهم كل عملية في تحقيق الدقة الأبعادية وجودة السطح. وعند تقييم الشركاء المحتملين، فإن معرفة ما تتيحه هذه العمليات يساعدك على طرح أسئلة أكثر ذكاءً والتعرّف على القدرات الحقيقية.
العمليات الأساسية التي تستخدمها شركات تصنيع الصفائح المعدنية الدقيقة تنقسم إلى عدة فئات، وكل فئة تؤدي غرضًا محددًا في تحويل المواد المسطحة إلى مكونات جاهزة:
- قطع الليزر: تستخدم طاقة ضوئية مركزة لإجراء قطع دقيقة مع أقل تشويه ممكن للمواد وجودة حواف مناسبة للأسطح الظاهرة
- ثقب CNC: توضع المادة تحت مكبس ثقب لإجراء عمليات إنشاء الثقوب والتشكيل بسرعة في التطبيقات ذات الإنتاج العالي
- الثني والتشكيل: تحول الألواح المسطحة إلى أشكال ثلاثية الأبعاد باستخدام آلات ثني الضغط والأدوات المتخصصة
- التلحيم: تُوصِل مكونات متعددة باستخدام الحرارة والضغط، مع توفر طرق مختلفة تناسب أنواع المواد والتطبيقات المختلفة
- قطع بواسطة نفاث الماء: تستخدم ماءً عالي الضغط (غالبًا مع مواد كاشطة) للمواد الحساسة للحرارة أو المواد السميكة التي لا يُسمح فيها بالتشويه الحراري
القطع بالليزر ودوره في الأعمال الدقيقة
عندما تحتاج إلى قطع ذات حواف نظيفة، وتسامح أبعادي ضيق، ومنطقة متأثرة بالحرارة ضئيلة للغاية، تصبح عملية القطع بالليزر هي طريقة التصنيع الأساسية لديك. وتُشغِّل شركات تصنيع صفائح المعادن الدقيقة الحديثة عادةً تقنيتين رئيسيتين لليزر: ليزر ثاني أكسيد الكربون (CO₂) وليزر الألياف.
أصبح قطع الليزر بالألياف المعيار الصناعي السائد في معظم التطبيقات الدقيقة. ووفقاً لمصادر صناعية، فإن ليزر الألياف يستخدم ديودات ليزرية تُرسل عبر ألياف بصرية لإنشاء الشقوق، ويقدِّم إخراجاً عالي القدرة وكفاءة استثنائية. وتتفوق هذه التقنية في قطع المواد العاكسة مثل سبائك الألومنيوم والنحاس التي كانت تشكِّل تحدياً لأنظمة ليزر ثاني أكسيد الكربون القديمة.
وتكتسب مواصفات المعدات أهمية كبيرة هنا. فكّر في كيفية تأثير الاختلافات في قدرات الليزر على خيارات مشروعك:
| نوع الليزر | نطاق الطاقة | أفضل التطبيقات | السماكة القصوى للمواد التي يمكن قطعها |
|---|---|---|---|
| ليزر ألياف بقدرة ٨ كيلوواط | إخراج قوي | الهندسة العامة، وقطع الصفائح السميكة | الفولاذ اللدن حتى ٣٠ مم؛ والفولاذ المقاوم للصدأ حتى ٣٠ مم |
| ليزر CO₂ بقدرة ٤ كيلوواط | إخراج طاقة متوسط القدرة | اللوحات الإعلانية، والأعمال الزخرفية، والمواد الرقيقة | فولاذ رقيق بسماكة تصل إلى ١٦ مم؛ وفولاذ مقاوم للصدأ بسماكة تصل إلى ١٢ مم |
| سلك EDM | التفريغ الكهربائي | تسامحات دقيقة للغاية، ومواد مُصلَّبة | يقتصر نطاقها على حجم الحوض، وليس على صلادة المادة |
وبعيدًا عن الليزر نفسه، ابحث عن أنظمة أوتوماتيكية لمعالجة المواد. وتدمج شركات صناعة صفائح المعادن الدقيقة الرائدة خطوط فكّ اللفائف التي تُغذّي المادة الخام مباشرةً إلى أنظمة القطع، مما يقلل من التلف الناتج عن المناورة اليدوية ويزيد من معدل الإنتاج. وتُستخدم طاولات قطع البلازما كمعدات تكميلية للمواد السميكة التي يصبح فيها القطع بالليزر أقل جدوى اقتصاديًّا.
ومن القدرات التي يُهمَلها الكثيرون غالبًا؟ معالجة التفريغ الكهربائي بالسلك (Wire EDM)، حيث يستخدم سلك معدني رفيع مشحون كهربائيًّا شرارات كهربائية لصهر المادة دون أن يلامسها أبدًا. فالسلك لا يلامس المادة إطلاقًا؛ بل تُكوِّن الشرارات المُتحكَّم بها جسرًا عبر الفجوة بين السلك والمادة، بينما تقوم سائل العزل بتبريد منطقة القطع وإزالة المواد الزائدة. ويحقِّق هذا الأسلوب تسامحات لا يمكن تحقيقها بأي من طرق القطع التقليدية.
شرح تقنيات الثني والتشكيل واللحام
يمثل قص الألواح المسطحة فقط نصف تحدي التصنيع. أما تحويل هذه الألواح إلى مكونات ثلاثية الأبعاد فيتطلب قدرات متطورة لا تقل تعقيدًا في الانحناء والتشكيل.
لقد تطورت تقنية آلات الثني الهيدروليكية (Press Brake) بشكل كبير. فآلات الثني الرقمية الحديثة مثل سلسلة Bystronic Xpert توفر قوة ثني تصل إلى ١٥٠ طنًا، وبسرعات تشغيل تصل إلى ٢٠ مم/ثانية، وأقصى سرعة حركة سريعة تبلغ ٢٢٠ مم/ثانية. والأهم من ذلك أنها مزودة بقياس زوايا انحناء فوري وتصحيحها تلقائيًّا؛ إذ تقوم الآلة فعليًّا بقياس زوايا الانحناء أثناء عملية التشكيل وتُجري التعديلات تلقائيًّا لتعويض ظاهرة ارتداد المادة (Springback).
ولماذا يهم هذا الأمر لأجزاءك؟ إن المواد المختلفة تختلف في مدى ارتدادها بعد الانحناء. فقد يتطلب تحقيق زاوية نهائية قدرها ٩٠ درجة في الفولاذ المقاوم للصدأ من النوع ٣٠٤ أن تُثنى المادة مسبقًا إلى زاوية تزيد عن ٩٠ درجة — مثلًا إلى ٨٨ درجة — لتعوّض الارتداد. وفي غياب نظام التصحيح التلقائي للزوايا، يعتمد المشغلون على خبرتهم الشخصية وعلى التجربة والخطأ، ما يُطيل وقت الإنتاج ويُدخل تباينًا بين الأجزاء المصنَّعة.
تُكمِل القدرات في اللحام عملية التصنيع. وتقدِّم شركة تصنيع معدن رقائقي دقيقة شاملة طرق لحام متعددة تتناسب مع التطبيقات المحددة:
- اللحام بالتغنتستن المحجوب بالغاز الخامل (TIG): يُنتج لحامات أنظف للأسطح الظاهرة والمواد الرقيقة؛ ويُفضَّل استخدامه مع الفولاذ المقاوم للصدأ والألومنيوم
- اللحام بقوس معدني محمي بالغاز الخامل (MIG): أسرع من اللحام بالقوس الكهربائي المحمي بالغاز الخامل (TIG)، ومناسبٌ للوصلات اللحامية الطويلة والمواد السميكة
- اللحام النقطي بالمقاومة: يُنشئ نقاط اتصال منفصلة دون ترك علامات ظاهرة على السطح؛ ويُستخدم عادةً في الغلاف الخارجي والدعائم
- لحام الليزر: يوفر أقل قدر ممكن من إدخال الحرارة والتشوه للمجموعات الدقيقة التي تتطلب تحكُّمًا دقيقًا في الأبعاد
وبعيدًا عن عمليات التصنيع الأساسية، ابحث عن القدرات الثانوية التي تُكمِل أجزاءك. فتقدم شركات تصنيع المعدن الرقائقي الدقيقة المهنية خدمات تركيب الملحقات، والطحن والصنفرة لإعداد السطح، والطلاء بالبودرة أو الطلاء السائل لمقاومة التآكل، وخدمات التجميع التي تسلِّم منتجاتٍ جاهزة بدلًا من مكوناتٍ منفردة.
المعدات التي يشغلها مُصنِّع الأجزاء تُظهر لك الحد الأقصى لقدراته—لكن الطريقة التي يدمج بها هذه العمليات في سير عملٍ فعّال هي ما يحدد ما إذا كان قادرًا على تحقيق نتائج دقيقة باستمرار. وهذا يقودنا إلى عاملٍ حاسمٍ آخر: المواد التي تُطبَّق عليها هذه العمليات، وكيف تؤثر عملية اختيار المادة مباشرةً على دقة النتائج التي تحققها.
المواد وتأثيرها على دقة النتائج
لقد اخترتَ مُصنِّع أجزاء ذا معداتٍ مذهلة وعملياتٍ مُثبتة. لكن إليك ما يغفله كثيرٌ من المشترين: إن المادة التي تختارها تؤثر في الدقة البُعدية بنفس القدر الذي تؤثر به الآلات التي تقوم بالعمل. فشركة تشكيل الصفائح المعدنية بدقةٍ تدرك أن كل سبيكة تتصرف بشكلٍ مختلفٍ أثناء عمليات القطع والثني واللحام—وهذا التصرف هو ما يحدِّد مباشرةً ما إذا كانت أجزاؤك ستفي بالمواصفات المطلوبة أم لا.
فكِّر في الأمر بهذه الطريقة: إن الألومنيوم يعود للانحناء بدرجة أقل قابليةً للتنبؤ مقارنةً بالفولاذ اللدن بعد إجراء عملية الثني. ويزداد صلادة الفولاذ المقاوم للصدأ أثناء التشكيل ، مما يغيّر خصائصها أثناء العملية. وتُوصِل سبائك النحاس الحرارة بكفاءةٍ عاليةٍ لدرجة أن اللحام يتطلّب معاملاتٍ مختلفةً تمامًا. وهذه ليست تفاصيل طفيفةً— بل هي المتغيرات المخفية التي تميّز المشاريع الناجحة عن عمليات إعادة التصنيع المكلفة.
الفولاذ المقاوم للصدأ، والألومنيوم، وسبائك متخصصة
تتعامل شركات تصنيع صفائح المعادن بدقة عادةً مع مجموعة أساسية من المواد، يتم اختيار كل منها وفقًا لخصائص الأداء المحددة. ويساعد فهم هذه الخيارات في مطابقة خصائص المادة مع متطلبات تطبيقك.
فولاذ مقاوم للصدأ يبقى الفولاذ المقاوم للصدأ العمود الفقري للمشاريع التي تتطلب القوة ومقاومة التآكل. ووفقًا لـ تحليل المواد من قِبل متخصصي التصنيع الدقيق ، فإن أنواع الفولاذ المقاوم للصدأ تؤدي أغراضًا مختلفةً:
- الدرجات الأوستنيتية (304، 316): مقاومة ممتازة للتآكل، وغير مغناطيسي عند التلدين، وذو مطاوعة وقابلية تشكيل عالية — وهو ما يجعله مثاليًّا للأجهزة الطبية ومعدات معالجة الأغذية
- الدرجات الفريتية (430، 446): مغناطيسي، مقاوم للحرارة، ومناسب للتطبيقات ذات درجات الحرارة العالية مثل الأفران الصناعية وأنظمة العادم
- الدرجات المارتنسيتية (410، 420): قابلة للتصلب بالمعالجة الحرارية، وتتميّز بمقاومة ممتازة للشد والتآكل — وتُستخدم عادةً في مكونات الطيران والفضاء وأدوات التصنيع الدقيقة
سبائك الألومنيوم توفر أفضل نسبة بين القوة والوزن في التطبيقات التي يكتسب فيها تقليل الكتلة أهميةً بالغة. ويُعد سبيكة الألومنيوم 6061 هي السائدة في الأعمال الدقيقة لأنها تُ machining بشكل نظيف، وتحتفظ بالتسامحات المحددة بدقة ±٠٫٠١–٠٫٠٢ مم عند إعدادات ثابتة، كما تقبل عملية الأكسدة الكهربائية (Anodizing) لإنتاج تشطيبات فاخرة. أما بالنسبة لعلب الحماية المستخدمة في الإلكترونيات ومعدات الصوت والأجهزة المحمولة، فإن الألومنيوم يوفّر كلاً من الأداء الجمالي والوظيفي.
السبائك الخاصة تدخل الصورة عندما لا تتمكن المواد القياسية من تلبية المتطلبات القصوى. ويُوفِّر التيتانيوم نسبة استثنائية بين القوة والوزن ومقاومة ممتازة للتآكل في التطبيقات الطبية والفضائية— رغم أن موصلتيه الحرارية المنخفضة وميله إلى التصلّد أثناء التشغيل يتطلبان خبرة تصنيع متخصصة. أما النحاس والنحاس الأصفر فيقدّمان موصلية كهربائية وحرارية فائقة للتطبيقات الإلكترونية، لكن وزنهما وتكلفتهما يحدّان من استخدامهما في المكونات الحيوية وظيفيًّا.
كيف تؤثر خصائص المادة على دقة التصنيع
وهنا تصبح عملية اختيار المادة عملية تطبيقية. فكل خاصية تراها في ورقة المواصفات الفنية تترجم مباشرةً إلى تحديات أو مزايا في عملية التصنيع. وتقيّم شركة تصنيع دقيقة للأجزاء المعدنية المسطحة هذه العوامل قبل إعداد عرض سعر لمشروعك:
| المادة | التحمل النموذجي القابل للتحقيق | الحد الأدنى لنصف قطر الانحناء | قابلية الحركة | أفضل التطبيقات |
|---|---|---|---|---|
| من غير الصلبة 304/316 | ±٠٫٠١–٠٫٠٢ مم | ≥١٫٥–٢× السماكة | قابل لللحام بسهولة باستخدام تقنيات اللحام بالقوس المغمور بالغاز الخامل (TIG/MIG) | الأجهزة الطبية، ومعدات معالجة الأغذية، والبيئات البحرية |
| ألمنيوم 6061 | ±٠٫٠١–٠٫٠٢ مم | ≥١× السماكة | قابل لللحام، لكنه يفقد ٣٠–٥٠٪ من قوته في المنطقة المتأثرة حراريًّا | أغلفة خفيفة الوزن، مشتّتات حرارية، هياكل طيران فضائية |
| الفولاذ الطري | ±٠٫٠٥ مم (عرضة للالتواء) | ≥١× السماكة | ممتاز—أكثر المواد تحمّلًا للحام | دعائم هيكلية، إطارات، مكونات حساسة من حيث التكلفة |
| نحاس/نحاس أصفر | ±٠٫٠٢–٠٫٠٥ مم | ≥٠٫٥–١× السماكة | صعبة اللحام؛ يُفضَّل الالتحام بالقصدير | اتصالات كهربائية، مبادلات حرارية، عناصر زخرفية |
| التيتانيوم | ±٠٫٠٢–٠٫٠٥ مم | ≥1.5× السماكة | يتطلب جوًّا خاملًا متخصصًا | غرسات طبية، تطبيقات طيران فضائية، تطبيقات عالية الأداء |
لاحظ كيف يُظهر الفولاذ المقاوم للصدأ—الذي غالبًا ما يكون الخيار الأقل تكلفة—عبارة «معرّض للانحراف» في عمود التسامح. وهذا ليس قيدًا ناتجًا عن المعدات، بل هو سلوكٌ ماديٌّ. فالفولاذ المقاوم للصدأ رقيق السماكة يميل إلى التشوه أثناء التشغيل الآلي أو اللحام، ما يجعل التسامح ±0.05 مم أكثر واقعيةً مقارنةً بالتسامح الأضيق الذي يمكن تحقيقه باستخدام الألومنيوم أو الفولاذ المقاوم للصدأ.
وتُظهر متطلبات نصف قطر الانحناء اعتبارًا حاسمًا آخر. ووفقًا لمتخصصي التصنيع، فإن المصممين الذين يحددون انحناءات حادة بزاوية ٩٠ درجة في الفولاذ المقاوم للصدأ دون نصف قطر كافٍ غالبًا ما يكتشفون تشقق الحواف أثناء عملية التشكيل. أما القيمة الافتراضية الآمنة فهي: جعل نصف قطر الانحناء مساويًا أو أكبر من سماكة المادة بالنسبة للمعادن القابلة للطرق، وزيادته ليصل إلى ١.٥–٢ ضعف السماكة بالنسبة للسبائك الأقل تحمّلًا مثل الفولاذ المقاوم للصدأ.
كما تؤثر الظروف البيئية أيضًا في اختيار المواد بطريقة غالبًا ما يغفل عنها المشترون. فتصبح الفولاذ المقاوم للصدأ من النوع 304 أو 316 إلزاميًّا في التطبيقات الخارجية أو البحرية أو تلك التي تتطلب التعقيم، حيث يكون التآكل مستمرًّا. ويقاوم الألومنيوم التآكل عمومًا في الاستخدام العادي، لكنه يحتاج إلى معالجة أنودية أو طبقات واقية في البيئات المالحة. أما الفولاذ اللين فيُستخدم داخليًّا مع طلاء مناسب، لكنه سيصدأ بسرعة إذا عُرِّض للرطوبة دون حماية.
والنتيجة المستخلصة؟ إن اختيار المادة ليس مستقلًّا عن متطلباتك الدقيقة، بل هو جزء لا يتجزأ منها. فتحقيق نفس التحمل الدقيق ±٠٫٠١٠ بوصة يكلِّف كثيرًا أكثر عند استخدام التيتانيوم الذي يتصلب بالتشويه مقارنةً باستخدام سبيكة الألومنيوم ٦٠٦١ التي تتميَّز بسلوك جيد أثناء التصنيع. وتُساعدك شركة تصنيع محترفة لقطع الصفائح المعدنية الدقيقة على اجتياز هذه المفاضلات، بحيث تتناسب خصائص المادة مع الاحتياجات الوظيفية والقيود المالية على حد سواء.
وبمجرد فهم المواد، تصبح التحدي التالي أمامك هو تقييم ما إذا كانت شركات التصنيع المحتملة قادرة فعليًّا على تحقيق الدقة التي تعد بها. ويتجاوز هذا التقييم قائمة المعدات ليشمل الشهادات وأنظمة الجودة والأساليب التصنيعية التي تميّز الشركاء الموثوقين عن الخيارات المحفوفة بالمخاطر.
كيفية تقييم واختيار شريك متخصص في تصنيع صفائح المعادن بدقة
لقد قمتَ بمراجعة العمليات، وفحص مواصفات المعدات، ومقارنة خيارات المواد. لكن هذه هي النقطة التي يتعثّر فيها معظم المشترين: تحويل تلك المعرفة الفنية إلى إطار تقييمٍ موثوق. فكيف يمكنك التحقق فعليًّا من أن شركة تصنيع مخصصة لصفائح المعادن بدقة قادرة على تقديم نتائج متسقة على مدى أشهر أو سنوات من الإنتاج؟
تكمن الإجابة في فهم ما تُثبِتُه شهادات الجودة فعليًّا، وكيفية تقييم مناهج التصنيع بما يتجاوز قوائم المعدات، وأي المؤشرات التشغيلية تُفرِّق بين الشركاء العالميين في الدقة والشركاء ذوي الأداء الضعيف. ولنُنشئ معًا قائمة تحقق عملية يمكنك تطبيقها على أي شريك محتمل في مجال التصنيع.
شهادات الجودة وما تعنيه
ليست الشهادات مجرَّد لوحات معلَّقة على جدار بهو الاستقبال— بل هي أنظمة مُحقَّقة لإدارة الجودة تؤثِّر في كل قطعة ينتجها المورِّد الخاص بك. ومع ذلك، ليست جميع الشهادات تحمل نفس الوزن بالنسبة لكل تطبيق. ويساعدك فهم التسلسل الهرمي لهذه الشهادات على وضع توقُّعاتٍ مناسبة.
ISO 9001 يُشكِّل هذا الأساس. وفقًا لـ خبراء شهادات التصنيع هذا المعيار المعترف به دوليًا يُحدد المتطلبات الخاصة بضمان الجودة المتسق عبر جميع القطاعات. وقد أظهرت شركة متخصصة في صناعة صفائح المعادن الدقيقة، الحاصلة على شهادة ISO 9001، التزامها الرسمي بإدارة الجودة التي تركز على "إرضاء العملاء، وتحسين العمليات لتحقيق الكفاءة والدقة، وتحفيز الموظفين ومشاركتهم على جميع المستويات." وتتطلب هذه الشهادة اجتياز تدقيقٍ شاملٍ كل ثلاث سنوات — وبالتالي فهي تعكس التزامًا مستمرًا، وليس إنجازًا لمرة واحدة.
AS9100 يأخذ متطلبات معيار ISO 9001 ويوسّعها خصوصًا لتتناسب مع تطبيقات قطاعات الطيران والفضاء والدفاع. فإذا كانت مكوناتك قد تؤثر على سلامة الإنسان — كهياكل الطائرات أو الأجهزة الطبية أو أنظمة الدفاع — فإن هذه الشهادة تصبح ضروريةً لا اختيارية. ويضيف معيار AS9100 بروتوكولاتٍ صارمةً تشمل:
- إدارة المخاطر مع تحديد المسؤولية الإدارية لكل قسم
- الوقاية من القطع المزيفة والتحقق منها
- بروتوكولات تخزين المعدات مع جداول صيانة محددة
- التحقق من المعلومات من خلال الاختبارات والتفتيش المستقلين
IATF 16949 يمثل معيار إدارة الجودة في قطاع صناعة السيارات، مع التركيز على الوقاية من العيوب والحد من الهدر في جميع مراحل سلسلة التوريد. وفيما يخص مكونات الهيكل السفلي أو أجزاء التعليق أو التجميعات الإنشائية، فإن هذه الشهادة تدل على أن المُصنِّع يمتلك فهماً متعمقاً للمتطلبات الخاصة بصناعة السيارات.
ما الذي ينبغي أن تبحث عنه في حالتك المحددة؟ استخدم هذا الإطار:
| طلبك | أدنى شهادة مطلوبة | الشهادة المفضلة | لماذا يهم ذلك؟ |
|---|---|---|---|
| المنتجات التجارية العامة | ISO 9001 | ISO 9001 | يكفل وجود عمليات ضمان الجودة الموثَّقة وتحسينها المستمر |
| المكونات الخاصة بالصناعات الجوية أو الدفاعية | AS9100 | AS9100 + NADCAP | إجبارية بالنسبة لمعظم الشركات المصنعة الأصلية في القطاع الجوي؛ وتُظهر القدرة على التعامل مع المكونات الحرجة من حيث السلامة |
| قطع غيار السيارات | ISO 9001 | IATF 16949 | تتماشى مع متطلبات سلسلة التوريد الخاصة بالشركات المصنعة الأصلية وتركز على الوقاية من العيوب |
| الأجهزة الطبية | ISO 9001 | ISO 13485 | تتناول متطلبات الامتثال التنظيمي وإمكانية تتبع المنتجات |
تقييم استثمارات المعدات والتكنولوجيا
تُثبت الشهادات أنظمة العمليات والإجراءات. لكن ماذا عن القدرة التصنيعية الفعلية؟ هنا يجب أن تنظر إلى ما وراء قائمة المعدات وتفهم كيف تنظّم شركة متخصصة في تصنيع صفائح المعادن بدقة إنتاجها.
التصاميم التصنيعية الخلوية تُعَدُّ واحدةً من أوضح المؤشرات على التطور التشغيلي. فبدلاً من تنظيم المعدات حسب نوع العملية — مثل تجميع جميع آلات الليزر في منطقة واحدة، وجميع آلات الثني الهيدروليكية في منطقة أخرى — فإن التصاميم الخلوية تجمع الآلات لخدمة عائلات منتجات محددة. ووفقاً لـ خبراء التصنيع الرشيق ، فإن هذه الطريقة تقلل بشكل كبير من مخزون المنتجات قيد التصنيع وأوقات التسليم، مع تحسين اتساق الجودة.
لماذا يهم هذا الدقة؟ عندما تقطع الأجزاء مسافات أقصر بين العمليات، يقلّ الضرر الناتج عن التعامل معها. وعندما تتولى نفس الفِرقة إدارة عائلة منتجات كاملة، فإنها تكتسب خبرةً عميقةً في التحملات الخاصة بتلك العائلة وسلوك المواد المستخدمة فيها. والنتيجة هي: عدد أقل من العيوب، وزيادة في سرعة الإنجاز، وجودة أكثر قابلية للتنبؤ.
انضباط زمن التاكْت يُعد مؤشرًا آخرَ لجودة العملية. فالورش التي تحسب وتُحافظ على إيقاع التصنيع — أي المعدل الذي يجب أن تُنجز به المنتجات لتلبية الطلب — تدلّ على نضجٍ في التحكم بالعمليات. وكما أشار أحد الخبراء القدامى في المجال: "الأجزاء الراكدة لا تدرّ ربحًا". فالتجمعات الكبيرة من الأجزاء قيد التصنيع والمرصوصة على الرفوف تشير إلى تدفق غير منتظم غالبًا ما يرتبط بعدم اتساق الجودة.
عند تقييم المعدات، اطرح أسئلة تكشف فلسفة التشغيل:
- كيف تفصلون بين أعمال العقود عالية الحجم وأعمال النماذج الأولية ذات الكميات المنخفضة؟
- ما مستوى مخزون الأجزاء قيد التصنيع المعتاد لديكم، المقاس بعدد أيام الإنتاج؟
- ما مدى سرعة استجابتك للتغييرات الهندسية أثناء الإنتاج؟
- ما النسبة المئوية للأجزاء التي تتطلب إعادة معالجة أو التخلص منها؟
تكشف الإجابات عن قدرة الدقة لديك أكثر من أي ورقة مواصفات لمعدات.
قائمة التحقق من شريكك
قبل الالتزام بشريك متخصص في تصنيع صفائح المعادن بدقة، اعمل على هذه القائمة الشاملة. فليست كل بندٍ تنطبق على كل مشروع، لكن تغطية هذه المجالات تمنع المفاجآت المكلفة:
- التحقق من الشهادات: اطلب نسخًا من الشهادات الحالية وتحقق من تواريخ انتهائها؛ إذ تتطلب الشهادات إجراء مراجعات تدقيقية كل ثلاث سنوات.
- توثيق نظام الجودة: اطلب نماذج تقارير الفحص، وإجراءات فحص القطعة الأولى، وأمثلة على الإجراءات التصحيحية.
- قدرات المعدات: تأكد من أن الآلات المحددة قادرة على التعامل مع أنواع المواد والسمك والمطلوبات المتعلقة بالتسامح المسموح به في أبعاد الأجزاء.
- القابلية لتتبع المواد: تحقق من أنهم يحتفظون بسجلات كاملة تربط الأجزاء المُصنَّعة بشهادات المواد الأولية.
- معدات التفتيش: ابحث عن أنظمة قياس إحداثية (CMM)، وأجهزة المقارنة البصرية، وأدوات القياس المعايرة المناسبة لمتطلباتك من حيث التسامح
- التحكم الإحصائي في العمليات: استفسر عما إذا كانوا يتابعون قدرة العملية (قيم Cpk) للأبعاد الحرجة
- شفافية مدة التسليم: اطلب جداول زمنية واقعية وافهم العوامل التي تؤثر فيها—مثل قيود السعة الإنتاجية، أو توفر المواد، أو تعقيد العمليات
- سرعة الاستجابة في التواصل: لاحظ مدى سرعة استجابتهم لطلبات الاقتباس والأسئلة الفنية أثناء مرحلة التقييم
- توفر العينات أو النماذج الأولية: فكر في طلب أجزاء عينة قبل الالتزام بكميات الإنتاج
- الحسابات المرجعية: اطلب منهم تقديم عملاء مرجعيين في مجال صناعتك أو الذين لديهم متطلبات دقة مماثلة
إن أفضل شركات تصنيع صفائح المعادن الدقيقة ترحب بهذا المستوى من التدقيق. فلقد استثمرت في نظم وقدرات مُخصصة لإثبات الجودة المُحقَّقة—وهي تدرك أن التقييم الشامل يُشكِّل الأساس لشراكات ناجحة طويلة الأمد.
وبعد تحديد معايير التقييم، تكونون جاهزين للنظر في عاملٍ آخر يُميِّز المشاريع الناجحة عن تلك المُحبِطة: كيف تُمكِّن قرارات التصميم التي تتخذونها — أو تُقيِّد — النتائج الدقيقة التي تحتاجونها.
التصميم من أجل التصنيع في مشاريع الصفائح المعدنية
وهذا واقعٌ يفاجئ العديد من المشترين: فقرارات التصميم التي تتخذونها تؤثر في نتائج التصنيع بنفس القدر الذي تؤثر فيه المعدات المستخدمة في العمل. فقد تواجه شركة تصنيع دقيقة متخصصة في الصفائح المعدنية — رغم كفاءتها التامة — صعوباتٍ في إنتاج أجزاءٍ تتجاهل القيود الأساسية للتصنيع؛ بينما تمر التصاميم البسيطة بسلاسة عبر خطوط الإنتاج وتتميَّز بالجودة المتسقة والتكاليف الأقل.
يمثِّل التصميم من أجل التصنيع (DFM) الجسرَ الذي يربط بين ما تتخيلونه على الشاشة وما يمكن تحقيقه فعليًّا في المعدن. وفقًا لـ خبراء DFM في الصفائح المعدنية هذا المفهوم يعني تصميم أجزائك بطريقة تجعلها سهلة التصنيع — وبالتالي اقتصادية. وإهمال هذه المبادئ يؤدي إلى ما يُسمّيه مصنّعو القطع «الاحتكاك التصنيعي»: ارتفاع الأسعار، وطول فترات الانتظار، وزيادة خطر حدوث الأخطاء.
سواءً كنت مهندسًا ذا خبرة أو صاحبَ مشروعٍ تطويريٍّ لنموذج أولي، فإن فهمك لهذه المبادئ الأساسية في تصميم القابلية للتصنيع (DFM) يساعدك على التواصل الفعّال مع شريكك في التصنيع والتعرُّف على المشكلات المحتملة قبل أن تتحول إلى مشكلات مكلفة.
عناصر التصميم التي تُمكِّن التصنيع الدقيق
فكّر في صفائح المعدن كأنها كرتونٌ تخضع لقواعد طيٍّ محددة جدًّا. فكل ثنية، وثقب، وفتحة قصٍّ تتفاعل مع خصائص المادة بطرق يمكن التنبؤ بها — إذا عرفت ما الذي يجب أن تبحث عنه. وتوجّه هذه المبادئ الأساسية في تصميم القابلية للتصنيع (DFM) التصاميم التي يمكن لشركات تصنيع صفائح المعدن الدقيقة إنتاجها بشكلٍ موثوق:
- تحديد نصف قطر الثنية: يجب أن تساوي المنحنى الداخلي للثني الخاص بك على الأقل سماكة المادة. وكما يوضح خبراء تصميم التصنيع (DFM)، فإن محاولة ثني المعدن بشكل حاد جدًّا تؤدي إلى تشقق الحافة الخارجية أو ظهور ما يُعرف بـ "التقشُّر". ويجعل تصميم جميع الثنيات بنفس نصف القطر من الممكن للمصنِّعين استخدام أداة واحدة فقط لكل ثنية — مما يوفِّر وقت الإعداد ويقلل تكاليفك.
- المسافة بين الثقب وخط الانحناء: يجب أن تبعد الفتحات عن خطوط الثني مسافة لا تقل عن ٢٫٥ ضعف سماكة المادة زائدًا نصف قطر ثنية واحدة. فعند وضع الفتحات بالقرب الشديد من خطوط الثني، فإنها تمتد لتصبح بيضاوية الشكل أثناء عملية التشكيل، ما يجعل إدخال البراغي أو الدبابيس بشكل صحيح مستحيلاً.
- سمات تخفيف الثني: عندما تنتهي الثنيات عند الحواف المسطحة، أضف قطعًا مستطيلة صغيرة أو دائرية عند نقاط تقاطع خطوط الثني مع الحواف. وهذا يمنع تركُّز الإجهادات والتشقُّق عند واجهات الثني.
- الحد الأدنى لطول الحافة: اجعل الأجنحة (Flanges) طويلةً بما لا يقل عن أربعة أضعاف سماكة المادة. فآلات الثني الهيدروليكية (Press brakes) تحتاج إلى مساحة سطح كافية لإمساك المادة أثناء التشكيل؛ أما الأجنحة القصيرة فهي تتطلب أدوات تخصيصية باهظة الثمن قد تضاعف تكاليف الإنتاج.
- مراعاة اتجاه الحبيبات: للمعادن الورقية «حبيبات» ناتجة عن عملية الدرفلة في المصنع. والثني الموازي لاتجاه الحبيبات يزيد احتمال التشقق بشكل كبير. لذا يجب تصميم الأجزاء بحيث تحدث الطيات عموديًّا على اتجاه الحبيبات كلما أمكن ذلك.
- عرض الشقوق والفتحات: يجب أن يكون عرض الفتحات الضيقة لا يقل عن ١٫٥ مرة من سماكة المادة. فعملية القطع بالليزر تولِّد حرارة شديدة، مما يؤدي إلى تشوه أو التواء الشقوق والأسنان الرفيعة بسبب الإجهادات الحرارية، ما يُضعف استوائية القطعة ودقة تركيبها.
يكتسب فهم معامل K أهمية بالغة للأجزاء التي تحتوي على ثنيات متعددة. ووفقًا للمراجع التقنية، فإن معامل K يعبّر عن النسبة بين موقع المحور المحايد وسماكة المادة، وتتراوح قيمته بين ٠٫٢٥ و٠٫٥٠ تبعًا لنوع المادة وعملية الثني. ولذلك فإن إدخال هذه القيمة بدقة في برنامج التصميم بمساعدة الحاسوب (CAD) يضمن الحصول على أنماط مسطحة دقيقة ويمنع تراكم التسامحات في التجميعات المعقدة.
الأخطاء التصميمية الشائعة التي تُضعف الجودة
حتى المصممين ذوي الخبرة يرتكبون أخطاءً تُحدث تحدياتٍ في التصنيع. انتبه لهذه الأخطاء الشائعة التي تواجهها شركات تصنيع الصفائح المعدنية الدقيقة بشكل منتظم:
- التشديد المفرط على التحملات في الميزات غير الحرجة: تحديد تسامح ±0.005 بوصة على أبعاد لا تؤثر تأثيرًا كبيرًا على الوظيفة يؤدي إلى زيادة كبيرة في وقت الفحص والتكلفة. كن مرنًا في تحديد التسامحات حيث لا يكون ذلك ضروريًّا — فاستخدام التسامحات القياسية للصفائح المعدنية يحافظ على المشروع ضمن الميزانية مع الحفاظ على الجودة في المواضع التي تتطلب ذلك.
- أحجام الثقوب غير القياسية: تحديد ثقوب بأبعاد مثل ٥,١٢٣ مم قد يتطلب استخدام ثاقبات مخصصة. أما استخدام الأحجام الجاهزة (مثل ٥ مم، ٦ مم، ١/٤ بوصة) فيسمح لمصنّعي الصفائح المعدنية بثقب طلبك باستخدام الأدوات الموجودة لديهم، ما يتيح إنجاز الطلب تقريبًا فورًا عبر المعدات عالية السرعة.
- تجاهل ظاهرة الارتداد المرن: المعدن مرنٌ قليلًا. فالانحناء الذي يُشكَّل بزاوية ٩٠ درجة يميل طبيعيًّا إلى الارتداد إلى زاوية ٨٨ أو ٨٩ درجة. ويقوم مصنعو الصفائح المعدنية الدقيقة بتعويض هذه الظاهرة، لكن تحديد تسامحات زاوية ضيقة جدًّا دون مراعاة ظاهرة الارتداد يؤدي إلى فشل عمليات الفحص.
- المسافة غير الكافية بين الثقوب: يجب أن تقع الفتحات على مسافة تبلغ حوالي ١٫٥ ضعف سماكة المادة من الحواف، وعلى مسافة تبلغ ضعف السماكة بين بعضها البعض. ويؤدي التباعد الأقرب إلى تشويه المادة أثناء عمليات الثقب.
- اعتبارات الطلاء المفقود: يُضيف الطلاء البودري والأنودة سماكة أبعادية. ويجب أن تراعي التصاميم هذه التغيرات، لا سيما على الأسطح المتداخلة والميزات ذات الخيوط. علاوةً على ذلك، تحتاج القطع إلى نقاط تعليق أثناء عملية الطلاء؛ لذا يجب توضيح المواضع التي يُسمح فيها بوجود أجزاء غير مطلية.
تمثل الميزات ذاتية التموضع فرصةً يُغفل عنها في كثير من الأحيان. وعند الإمكان، ينبغي تصميم القطع بحيث تتماشى ذاتيًا أثناء التجميع، مما يقلل إلى أدنى حدٍ الحاجة إلى القوالب والتجهيزات. كما أن استخدام إدخالات PEM أو المسامير بدلًا من اللحام يمكن أن يوفّر وقتًا ومالًا كبيرين عند توافر الشروط الوظيفية لذلك؛ إذ يتطلب اللحام عمالةً ماهرةً ويسبب تشويهًا حراريًّا، بينما تحافظ التثبيتات الميكانيكية على تحكمٍ أدق في الأبعاد.
إن الأثر التجاري لتصميم التصنيع الجيد (DFM) يمتد ليشمل أكثر من مجرد كفاءة التصنيع. فعادةً ما تجتاز القطع المصممة وفقًا لهذه المبادئ فحص العينة الأولى دون الحاجة إلى إعادة العمل، وتُحافظ على جودةٍ متسقةٍ عبر دفعات الإنتاج المختلفة، كما تكون تكلفتها أقل لأن شركات التصنيع يمكنها استخدام الأدوات والعمليات القياسية. وعندما تقدّم تصميمًا يُظهر وعيك بمفاهيم تصميم التصنيع، فإن شركات تصنيع أجزاء الصفائح المعدنية الدقيقة تدرك أنك عميلٌ يفهم واقع عمليات التصنيع — الأمر الذي يؤدي غالبًا إلى أسعار أفضل، وعروض أسعار أسرع، وجدولة أولوية للإنتاج.
وبعد وضع مبادئ التصميم، تأتي الخطوة التالية في رحلتك نحو التصنيع الدقيق، وهي فهم كيفية قيام عمليات النماذج الأولية وإدخال المنتجات الجديدة بالتحقق من صحة التصاميم قبل الانتقال إلى إنتاج الكميات الكاملة.

خدمات النماذج الأولية وإدخال المنتجات الجديدة
لقد صممت جزئك مع مراعاة إمكانية التصنيع. ولكن كيف تتأكد من أنه سيعمل فعليًّا قبل أن تستثمر آلاف الدولارات في أدوات الإنتاج؟ هنا تصبح خدمات النماذج الأولية الدقيقة للمعادن الورقية لا تُقدَّر بثمن— حيث تحوِّل التصاميم الرقمية إلى أجزاء مادية يمكنك الإمساك بها واختبارها وتحسينها.
يُمثل إدخال المنتج الجديد (NPI) العملية المنظمة التي تنقل فكرتك من المرحلة الأولية كفكرةٍ أولية حتى الجاهزية المُوثَّقة للإنتاج. ووفقًا لمتخصصي التصنيع، يشمل NPI المدى الكامل من إنشاء الفكرة إلى التطوير وإنتاج المنتج النهائي— مع التقليل قدر الإمكان من المخاطر، وفي الوقت نفسه اغتنام الفرص لتحقيق النجاح.
وبالنسبة للمشترين الذين يقيِّمون شركة متخصصة في إدخال المنتج الجديد (NPI) للمعادن الورقية الدقيقة، فإن فهم هذه العملية يساعدهم على التمييز بين الشركاء القادرين فعليًّا على تسريع الجدول الزمني لمشروعهم، وأولئك الذين يكتفون باستلام الطلبات دون إضافة أي قيمة حقيقية.
من الفكرة إلى اعتماد القطعة الأولى
تخيَّل أنك تُطوِّر غلافًا جديدًا لمعدات صناعية. لديك ملفات التصميم بمساعدة الحاسوب (CAD)، ومواصفات المواد، ومتطلبات التحمل—إلا أن هناك أسئلة لا تزال دون إجابة. هل ستُحقِّق الثنيات الزوايا المتوقَّعة؟ وهل تتماشى فتحات التثبيت بشكلٍ صحيح مع المكونات المُقترنة بها؟ وهل سيكشف عملية التجميع عن مشكلات تداخل غير متوقَّعة؟
يُجيب مسار إنشاء النموذج الأولي على هذه الأسئلة بطريقة منهجية. واستنادًا إلى أفضل الممارسات الصناعية، فإن العملية النموذجية تتبع المراحل التالية:
- تحديد الأهداف وتعريفها: يعمل شريكك في التصنيع معك لفهم المتطلبات الأساسية—المواصفات الوظيفية، والتوقعات الجمالية، وبروتوكولات الاختبار، والقيود الزمنية. وتُشكِّل هذه المرحلة الأساس لكل ما يليها.
- مراجعة التصميم وتحسينه وفق مبادئ التصنيع (DFM): يقوم المهندسون بتحليل بيانات التصميم بمساعدة الحاسوب (CAD) الخاصة بك من حيث قابلية التصنيع، ويقدِّمون توصياتٍ بشأن التعديلات التي تحسِّن دقة النتائج دون المساس بالوظيفة. وغالبًا ما تُكتشف في هذه المرحلة التعاونية مشكلاتٌ قد تؤدّي إلى تأخيرات في الإنتاج لاحقًا.
- تصنيع النموذج الأولي: يستخدم المصنعون نفس المعدات المخصصة للإنتاج لإنشاء العينات الأولية. ويضمن هذا النهج أن تكون النماذج الأولية تمثيلاً دقيقاً لما ستُنتجه عملية التصنيع على نطاق واسع.
- الاختبار والتحقق: تخضع النماذج الأولية لاختبارات وظيفية، وفحوصات تركيب مع المكونات المتكاملة معها، وتقييم الأداء في الظروف التشغيلية الفعلية. وقد تُستخدم تحليلات العناصر المنتهية (FEA) لمحاكاة أنماط الإجهاد، بينما تؤكد الاختبارات الفيزيائية السلوك الفعلي في العالم الحقيقي.
- تكرار التصميم: وبناءً على نتائج الاختبارات، يُجرى تحسين التصاميم وإنشاء نماذج أولية جديدة عند الحاجة. وكما يشير خبيرٌ صناعيٌّ واحدٌ: "ليست كل الفكرة ناجحةً— بل تريد أن تتعلم بسرعةٍ ما الذي ينجح وما الذي يحتاج إلى تعديل."
- اعتماد التصميم وتقديم عروض أسعار الإنتاج: وبمجرد أن تفي النماذج الأولية بالمواصفات المطلوبة، يُغلق التصميم نهائياً، ويُعدّ اقتباس إنتاج تفصيلي. ويمكن للمصنّعين الذين أنتجوا النماذج الأولية الخاصة بك تقديم عروض أسعار دقيقة، لأنهم سبق لهم اختبار عملية التصنيع فعلاً.
- التفتيش الأول للمادة (FAI): تخضع أجزاء الإنتاج الأولية للتحقق البُعدي الشامل وفقًا للمواصفات، مما يُنشئ وثائق تثبت أن عمليات التصنيع تُنتج أجزاءً مطابقة للمواصفات.
يقلل هذا النهج المنظم بشكل كبير من خطر المفاجآت المكلفة أثناء الإنتاج الكامل. وعند تقييم خدمات نماذج أولية دقيقة من صفائح المعادن، ابحث عن شركاء يقدمون دعمًا شاملاً لتحسين التصميم من أجل التصنيع (DFM) خلال مرحلة مراجعة التصميم — فغالبًا ما تحدد هذه الشراكة ما إذا كانت المشاريع ستنجح أم ستواجه عوائق.
النماذج الأولية السريعة مقابل التشغيل الإنتاجي
تختلف أهمية السرعة في كل مرحلة من مراحل تطوير المنتج. فخلال مرحلة إعداد النماذج الأولية، يمكّن التسليم السريع من التكرار السريع — وهي فلسفة «الفشل بسرعة» التي تساعدك على التعلُّم السريع ما إذا كانت التصاميم تعمل وفق الغرض المقصود منها أم لا. وكما يوضح متخصصو النماذج الأولية، فإن تحديد عدم جدوى تصميم معين بسرعةٍ كبيرةٍ هو أمرٌ أكثر كفاءةً من حيث استهلاك الموارد، مقارنةً باستثمار وقت وجهدٍ طويلٍ فيه.
ما الذي يميز بروتوكولات النماذج الأولية السريعة عن الجداول الزمنية القياسية للتصنيع؟ إن شركات تصنيع صفائح المعادن الدقيقة الرائدة تحتفظ بأقسام مخصصة للنماذج الأولية، منفصلة تمامًا عن جداول الإنتاج. ويضمن هذا الفصل ألا تتنافس أعمال النماذج الأولية مع الطلبات عالية الحجم على أوقات تشغيل الآلات — وهي فارقةٌ جوهريةٌ عندما تكون في سباقٍ لاعتماد التصاميم قبل إغلاق نوافذ السوق.
فكّر في المظهر العملي الفعلي لقدرات النماذج الأولية السريعة. فشركاء الصفوة مثل شاويي (نينغبو) تقنية المعادن يوفرون خدمة النماذج الأولية السريعة خلال ٥ أيام، إلى جانب دعم شامل لتحليل قابلية التصنيع (DFM) وتقديم العروض السعرية خلال ١٢ ساعة — وهو نوع من الاستجابة الذي يُسرّع دورات التطوير بشكلٍ كبير. كما أن شهادة IATF 16949 التي حصلوا عليها تدلّ على أنظمة الجودة المطلوبة لتصنيع هيكل السيارات وأنظمة التعليق والمكونات الهيكلية، حيث لا يمكن التنازل عن التحملات الدقيقة.
إن الانتقال من مرحلة النماذج الأولية إلى مرحلة الإنتاج يُدخل أولويات مختلفة:
| عامل | تصنيع النماذج الأولية السريعة | فترة الإنتاج |
|---|---|---|
| الهدف الرئيسي | التحقق من صحة التصميم وسرعة التكرار | الحفاظ على الجودة المتسقة عند الإنتاج الضخم |
| الجدول الزمني النموذجي | من ٣ إلى ١٠ أيام للعينات الأولية | من أسبوعين إلى ٦ أسابيع، وفقًا لدرجة التعقيد والكمية |
| نهج الأدوات | قوالب ناعمة أو تصنيع مباشر | قوالب من درجة الإنتاج لتحقيق التكرارية |
| هيكل التكلفة | تكلفة أعلى لكل قطعة، واستثمار إجمالي أقل | تكلفة أقل لكل قطعة، واستثمار أعلى في القوالب |
| نطاق الحجم | من قطعة واحدة إلى ٥٠ قطعة عادةً | مئات إلى آلاف القطع |
يُشكِّل الإنتاج التجريبي الجسرَ الذي يربط بين هاتين المرحلتين. فقبل التوسُّع إلى الإنتاج الكامل، يقوم المصنِّعون بإنتاج دفعات صغيرة — عادةً ما تتراوح بين ٥٠ و٢٠٠ قطعة — للتحقق من أن عمليات التصنيع قابلة للتكرار والاستقرار. وتُساعد هذه الخطوة في الكشف عن أية مشكلات تتعلَّق بإمكانية التصنيع لم تظهر خلال مرحلة النماذج الأولية، كما تؤكِّد قدرة أنظمة الجودة على الالتزام بالمواصفات طوال دورات الإنتاج الممتدة.
عند اختيار شركة متخصصة في تغذية الصفائح المعدنية الدقيقة بالمحركات servo أو شريك لتصنيع الصفائح المعدنية للنماذج الأولية السريعة، قيّم نطاق القدرات الكامل لديها. وأفضل الشركاء هم من يرشدون المشاريع منذ الفكرة الأولية وحتى الإنتاج المُوثَّق، مع تطبيق أنظمة جودة متسقة في كل مرحلة. وهم يدركون أن النمذجة الأولية ليست مجرد إنجاز الأجزاء بسرعةٍ فحسب، بل هي التعلُّم السريع بما يكفي لاتخاذ قرارات أفضل قبل أن تُثبَّت الاستثمارات الإنتاجية خيارات التصميم.
وبمجرد فهم عمليات النمذجة الأولية، تكونون جاهزين لمعالجة موضوعٍ يتجنب معظم مصنّعي الصفائح المعدنية مناقشته علنًا: ما العوامل التي تحدد بالفعل أسعار أعمال الصفائح المعدنية الدقيقة؟ وكيف يمكنكم تحسين التكاليف دون التضحية بالجودة؟
فهم عوامل التسعير والعوامل المؤثرة في التكاليف
إليك محادثة يتجنبها معظم مصنّعي المعدن عادةً: ما العوامل التي تحدد في الواقع تكلفة مشروعك؟ فبينما يبدو الحصول على عروض أسعار لتصنيع صفائح معدنية مخصصة وكأنك تتلقى أرقامًا غامضة من صندوق أسود، فإن الحقيقة أبسط بكثير مما قد تتوقعه. وفهم العوامل المؤثرة في تكلفة تصنيع الصفائح المعدنية الدقيقة يمكن أن يمكّنك من اتخاذ قرارات مستنيرة— وقد يساعدك ذلك حتى في خفض التكاليف دون التضحية بالجودة.
ووفقًا لمتخصصي التصنيع الدقيق، فإن هناك عدة عوامل متداخلة تؤثر في التسعير. والمفتاح هو فهم العوامل التي يمكنك التحكم فيها، والعوامل التي تتطلب إجراء تنازلات، والعوامل التي تمثل ببساطة حقائق ثابتة ناتجة عن فيزياء التصنيع.
تكاليف المواد وعوامل التعقيد
فلنبدأ بأبرز العوامل الملموسة المؤثرة في تكلفة أعمال المعادن الدقيقة: أي المواد المصنوعة منها أجزاؤك ومدى تعقيد إنتاجها.
اختيار المواد يمثّل أحد أكبر العوامل المتغيرة في عرض أسعارك. وكما يوضح خبراء القطاع، فإن المعادن مثل الألومنيوم والفولاذ المقاوم للصدأ والفولاذ الكربوني تتفاوت في سعرها لكل رطل وفي قابليتها للتشكل:
- كعنصر أساسي في منتجاتها. يتميّز بالخفة ومقاومة التآكل، لكنه يتطلب عنايةً أكبر أثناء عمليات التشكيل واللحام
- فولاذ مقاوم للصدأ يوفر مقاومةً ممتازةً ومتانةً عاليةً، لكن سعره أعلى بكثيرٍ لكل رطل، وغالبًا ما يستلزم تشطيبًا متخصصًا
- الفولاذ الكربوني يبقى معقول التكلفة ومتعدد الاستخدامات، لكنه عادةً ما يحتاج إلى طبقات حماية لمنع التآكل
ويضاعف سمك المادة هذه التكاليف مباشرةً. فاستخدام صفائح أسمك يستغرق وقتًا أطول في القطع، ويحتاج إلى قوة أكبر أثناء الثني، ويتطلب وقت لحام أطول — وكل ذلك يُرتب ساعات إنتاج إضافية ويزيد من السعر النهائي.
تعقيد التصميم يُشكِّل هذا العامل المضاعف الثاني الرئيسي للتكاليف. فالمركبات ذات الانحناءات المتعددة، أو الفتحات المعقدة، أو التحملات الضيقة تتطلب وقت برمجة أطول، وعمليات إعداد إضافية، ودورات تفتيش متكررة. والفرق بين قطعة دعم بسيطة تحتوي على انحناءين فقط، وغلاف يحتوي على اثني عشر انحناءً، ومُدخلات معدنية (Hardware Inserts)، وتجميعات ملحومة، قد يكون فارقًا كبيرًا جدًّا — حتى عند استخدام مواد متطابقة.
إليك إطارًا عمليًّا لفهم كيفية تأثير عوامل تسعير تصنيع الصفائح المعدنية المختلفة على صافي ربحك:
| عوامل التكلفة | مستوى التأثير | ما الذي يُحرِّك هذه التكلفة؟ | كيفية التحسين |
|---|---|---|---|
| نوع المادة | عالية | أسعار السوق للمواد الأولية، ومواصفات السبائك | حدِّد السبائك القياسية؛ وفكِّر في بدائل ذات أداء مشابه |
| سماكة المادة | متوسطة - عالية | سرعة القطع، وقوة التشكيل، وزمن اللحام | استخدم أقل سمك يفي بالمتطلبات الهيكلية |
| التعقيد الهندسي | عالية | البرمجة، وتغييرات الإعداد، والأدوات الخاصة | بسِّط التصاميم؛ ووحِّد نصف قطر الانحناء وأحجام الثقوب |
| متطلبات التحمل | عالية | سرعات تشغيل أبطأ، وتفتيش متكرر، وخطر إعادة التصنيع | طبِّق التحملات الضيقة فقط على الأبعاد الحرجة |
| التشطيب السطحي | متوسطة | خطوات عملية إضافية، ومواد الطلاء، وزمن التصلب | حدد التشطيبات فقط عند الحاجة الوظيفية إليها |
| عمليات التجميع | متوسطة - عالية | ساعات العمل، وتكاليف الأجهزة، ونقاط الفحص | صمّم لتيسير التجميع؛ واستخدم ميزات التموضع الذاتي |
| إعداد الجهاز وبرمجه | متوسطة | تكوين الجهاز الأولي، وإعداد الأدوات | صمّم مجموعات من القطع التي تشترك في متطلبات الأدوات |
لاحظ أن متطلبات التحمل تحمل تقييم تأثير «مرتفع». ووفقاً لخبراء التصنيع، كلما كانت التحملات أضيق، ارتفعت التكلفة — إذ يتطلب الوفاء بالمتطلبات البُعدية الصارمة إجراء فحوصات أكثر تكراراً، وتخفيض سرعات التشغيل، واستخدام أدوات قياس متقدمة مثل آلات قياس الإحداثيات (CMM) وأنظمة الفحص القائمة على الليزر.
اعتبارات الحجم ومقايضات زمن التسليم
إن الكمية تغيّر كل شيء في تسعير عمليات التصنيع الدقيقة. فسيكون سعر النموذج الأولي الوحيد أو دفعة الإنتاج الصغيرة أعلى بكثير لكل وحدة مقارنةً بأمر إنتاج كبير الحجم، لأن وقت الإعداد والبرمجة يوزَّع على عدد أقل من القطع.
فكّر في الأمر من الناحية العملية: سواء كنت تطلب ١٠ قطع أو ١٠٠٠ قطعة، فإن مُصنِّع القطع لا يزال بحاجة إلى برمجة الليزر، وضبط آلة الثني الهيدروليكية، وتكوين بروتوكولات فحص الجودة. وتتوزَّع هذه التكاليف الثابتة بشكل مختلف اعتمادًا على حجم طلبك:
- كميات النماذج الأولية (1-10 قطع): تسيطر تكاليف الإعداد؛ لذا تتوقَّع أن تكون تكلفة القطعة الواحدة هي الأعلى، بينما يكون إجمالي الاستثمار هو الأدنى
- الإنتاج بكميات صغيرة (50-500 قطعة): تتوزَّع تكاليف الإعداد بشكل أكثر ملاءمة؛ وبالتالي تنخفض تكلفة القطعة الواحدة بشكل ملحوظ
- الإنتاج بكميات كبيرة (١٠٠٠ قطعة فأكثر): تتحقَّق أقصى درجات الكفاءة؛ حيث تقلِّل المعالجة الآلية والترتيب الأمثل للقطع من الهدر والجهد اليدوي
يُضيف وقت التسليم بعدًا تكاليفيًّا آخر يتجاهله العديد من المشترين تقديرًا خاطئًا. خُبراء تقدير تكاليف التصنيع غالبًا ما تتضمَّن الطلبات العاجلة أو المشاريع التي تتطلَّب تسليمًا مُسرَّعًا عملًا إضافيًّا أو تعديلات في جدول الإنتاج — وكلٌّ من هذين العاملين يُضيف رسومًا إضافية.
إن العلاقة بين وقت التسليم والتكلفة تخلق مقايضاتٍ مهمة:
| سيناريو وقت التسليم | الأثر على التكلفة | الجدول الزمني النموذجي | الأنسب لـ |
|---|---|---|---|
| إنتاج قياسي | التسعير الأساسي | 2-4 أسابيع | إنتاج مخطط له بناءً على طلبٍ يمكن التنبؤ به |
| التوصيل السريع | تنطبق رسوم مميزة | 1-2 أسابيع | مواعيد نهائية حرجة مع مرونة في الميزانية |
| عاجل/طوارئ | مبلغ مالي مرتفع بشكل كبير | أيام بدلًا من أسابيع | حالات طوارئ حقيقية يكون فيها التكلفة ثانوية |
| مرن/مجدول | خصم محتمل | ٤–٦ أسابيع فأكثر | طلبات غير عاجلة يمكن التفاوض بشأن توقيتها |
وكما يشير خبراء فترات التسليم، فإن بساطة تصميمك واعتمادك على مواد قياسية تؤدي إلى وصول أجزاءك بشكل أسرع — وبشكل عام، السرعة تعني غالبًا تكلفة أقل عند تجنبك للرسوم الإضافية الخاصة بالطلبات العاجلة.
عامل تكلفة غالبًا ما يُهمَل؟ الشحن والخدمات اللوجستية. ووفقًا لمصادر صناعية، قد تنتهي عملية الإنتاج في الوقت المحدد، لكن الشحن لا يزال بإمكانه التأثير على جدولك الزمني. وتؤدي الخدمات اللوجستية المُسرَّعة عبر شركات النقل ذات الأولوية إلى تقصير مدة التسليم، لكنها عادةً ما تكون أكثر تكلفة. أما بالنسبة للطلبات الدولية، ففكر في طلب الشحنات المجزأة إذا كانت السرعة أهم من تقليل نفقات الشحن.
إن أكثر الطرق فعالية من حيث التكلفة هي الجمع بين اتخاذ قرارات تصميم ذكية والتخطيط الواقعي للجدول الزمني. وتعاون مع شريكك المتخصص في تصنيع صفائح المعادن الدقيقة في مرحلة مبكرة—أي أثناء مرحلة التصميم بدلًا من الانتظار حتى اكتمال الرسومات. ويمكن لشركات التصنيع المتمرسة أن تحدِّد فرص تحسين التكلفة التي قد تفوتك، بدءًا من اقتراح أحجام ثقوب قياسية تقلل من تغييرات الأدوات، وصولًا إلى توصية ببدائل للمواد توفر أداءً مكافئًا بتكلفة أقل.
وبما أن عوامل التسعير مفهومة الآن، فأنت مستعد لتقييم العروض السعرية بذكاء ولإجراء محادثاتٍ واعية مع شركاء التصنيع المحتملين حول مصادر التكاليف— وأين قد تجد وفوراتٍ لا تُخلّ بالدقة التي تتطلبها تطبيقاتك.
اتخاذ القرار الصحيح بشأن صفائح المعدن عالية الدقة
لقد غطّيتَ مساحةً كبيرةً من الموضوع— بدءًا من فهم ما تعنيه التحملات الدقيقة فعليًّا، وانتهاءً بتقييم الشهادات ومبادئ هندسة التصنيع (DFM) وعمليات إعداد النماذج الأولية ومحرّكات التكلفة. والآن حان الوقت لدمج هذه الرؤى في توجيهات قابلة للتنفيذ تساعدك على المضي قدمًا بثقة.
سواء كنتَ مُحدِّدًا فنيًّا تقارن بين القدرات التصنيعية، أو صانع قرارٍ تجاريٍّ تقيّم شركاء سلسلة التوريد المحتملين، فإن معايير اختيار صفائح المعدن عالية الدقة التي استعرضناها تشترك جميعها في عنصرٍ مشترك: إن القدرة المُوثَّقة تفوق في أهميتها الادعاءات التسويقية.
أبرز الاستنتاجات لمشروعك القادم عالي الدقة
قبل طلب العروض السعرية أو جدولة جولات في المرافق، احتفظ بهذه النقاط الحرجة للتقييم في مقدمة ذهنك:
أفضل شركة متخصصة في تصنيع صفائح المعادن بدقة تُظهر ثلاث صفات لا يمكن التنازل عنها: شهادات اعتماد مناسبة للصناعة، ومُوثَّقة عبر وثائق سارية المفعول؛ وقدرات معدات تتطابق مع متطلباتك المحددة فيما يتعلّق بالتسامح الهندسي؛ ودعم هندسي تعاوني يحسّن تصاميمك قبل بدء الإنتاج.
إليك إطار تقييم مُوجز لشريكك في التصنيع الدقيق:
- تحقق من الشهادات بشكلٍ فعّال: اطلب شهادات سارية المفعول مرفقة بتواريخ انتهائها. وتخدم شهادة ISO 9001 التطبيقات العامة؛ بينما تُعتبر شهادة AS9100 إلزاميةً في قطاع الطيران والفضاء؛ أما شهادة IATF 16949 فهي مؤشرٌ على الاستعداد لتوريد سلسلة التوريد في قطاع السيارات.
- طبِّق التوافق بين القدرات والمتطلبات: لا تدفع أكثر مقابل قدراتٍ لا تحتاجها — لكن لا تتخلَّ عن التسامح الهندسي الذي تتطلبه تطبيقاتك.
- قيِّم التعاون في مرحلة تحسين التصميم لغرض التصنيع (DFM): فالشركاء الذين يحسّنون تصاميمك أثناء مرحلة النماذج الأولية يمنعون حدوث مشكلات إنتاجية مكلفة في وقت لاحق.
- قيّم الاستجابة مبكرًا: مدى سرعة استجابة الشركاء المحتملين لطلبات الاقتباس يُنبئ بكيفية تواصلهم أثناء مواجهة التحديات الإنتاجية
- افهم عوامل تحديد التكلفة: يؤثر اختيار المادة والتعقيد الهندسي ومتطلبات التحمل وزمن التسليم جميعها على التسعير — لذا، راعِ تحسين العناصر التي تسمح بالمرونة
التقدم إلى الأمام بثقة
خطواتك التالية تعتمد على المرحلة التي تمرّ بها في رحلة المشتري. فإذا كنت لا تزال تُحدّد المتطلبات، فركّز على مواصفات التحمل واختيار المادة — إذ تؤثر هذه القرارات تأثيرًا متسلسلًا في كل خيار لاحق. أما إذا كنت تقارن الموردين حاليًّا، فعليك إعطاء الأولوية للتحقق من الشهادات وطلب أجزاء عيّنية تُظهر قدراتهم الدقيقة.
وبالنسبة للتطبيقات automotive تحديدًا، يصبح اختيار شريك دقيق مناسب أكثر أهميةً من أي وقت مضى. وكما يشير خبراء التشكيل الدقيق (precision stamping)، فإن شهادات مثل IATF 16949 تدلّ على أن المُصنّع يدرك المتطلبات الخاصة بالقطاع automotive، بما في ذلك الوقاية من العيوب وإمكانية التعقّب وبروتوكولات التحسين المستمر.
فكّر في ماهية الشريك المثالي في مجال الدقة من حيث التطبيق العملي. شاويي (نينغبو) تقنية المعادن يُجسِّد المعايير التي ناقشناها طوال هذا الدليل: شهادة IATF 16949 الخاصة بمكونات الهيكل والتعليق والهيكلية للسيارات؛ وتصنيع أولي سريع خلال ٥ أيام يُسرِّع جدول تطوير منتجاتك؛ ودعم شامل لتحليل قابلية التصنيع (DFM) لاكتشاف المشكلات التصميمية قبل بدء الإنتاج؛ وتقديم عروض أسعار خلال ١٢ ساعة لضمان استمرار مشاريعك دون انقطاع. ويمثِّل هذا المزيج من أنظمة الجودة المُحقَّقة، والخدمة السريعة، والتعاون التقني بالضبط ما ينبغي أن تبحث عنه في شريك متخصص في تصنيع أجزاء الصفائح المعدنية الدقيقة.
يُكافئ سوق التصنيع الدقيق المشترين المطلعين. وباستخدام إطار التقييم ومعرفة تحليل قابلية التصنيع (DFM) وفهم التكاليف الذي اكتسبته هنا، فأنت الآن في وضعٍ ممتاز لاختيار شركاء يوفرون جودةً ثابتةً — ليس فقط في الطلب الأول، بل على امتداد سنوات من التعاون الإنتاجي.
أسئلة شائعة حول شركات تصنيع أجزاء الصفائح المعدنية الدقيقة
1. ما هو تصنيع الصفائح المعدنية الدقيقة؟
تصنيع أجزاء وقطع المعدن الورقي بدقة عالية هو عملية إنتاج أجزاء ومكونات من المعدن الورقي وفق معايير دقة استثنائية، عادةً ما تحافظ على التحملات بين ±0.005 بوصة و±0.010 بوصة (±0.13 مم إلى ±0.25 مم). ويشمل ذلك استخدام معدات متخصصة مثل أنظمة الليزر الليفي، وآلات الثني الرقمية التحكم (CNC) المزودة بتقنية تصحيح الزوايا، وأجهزة قياس الإحداثيات (CMM) للفحص. وتستند الصناعات التي تتطلب مواصفات دقيقة جدًّا — مثل صناعة الطيران والفضاء، والأجهزة الطبية، والسيارات — إلى تصنيع المكونات بدقة عالية، لأن أي فشل في المكونات الناجم عن عدم الدقة الأبعاد قد يؤدي إلى مشكلات في التجميع، أو استدعاء المنتجات، أو مخاطر تتعلق بالسلامة.
٢. من هو أفضل مُصنِّع في العالم؟
يعتمد أفضل مُصنِّع على متطلبات تطبيقك المحددة، والشهادات الصناعية المطلوبة، ودرجة الدقة المطلوبة في التحملات. أما بالنسبة للتطبيقات automotive، فابحث عن شركاء معتمدين وفق معيار IATF 16949 مثل شركة «شاويي (نينغبو) لتكنولوجيا المعادن»، والتي تقدِّم نماذج أولية سريعة خلال ٥ أيام، ودعمًا شاملاً لتحليل قابلية التصنيع (DFM)، واستجابة خلال ١٢ ساعة لإصدار العروض السعرية لمكونات الهيكل والتعليق والمكونات الإنشائية. أما بالنسبة لأعمال الطيران والفضاء، فإن الحصول على شهادة AS9100 يُعد أمرًا بالغ الأهمية. وعند تقييم الشركاء المحتملين، ركِّز على قدراتهم في مجال المعدات، وأنظمتهم الخاصة بالجودة، وخبرتهم في التعامل مع المواد، واستجابتهم السريعة، بدلًا من الاعتماد على التصنيفات العامة.
٣. كم تبلغ تكلفة تركيب الصفائح المعدنية؟
تتفاوت تكاليف تصنيع أجزاء الصفائح المعدنية الدقيقة اختلافًا كبيرًا وفقًا لعدة عوامل: نوع المادة وسمكها، والتعقيد الهندسي، ومتطلبات التحمل (التوريد)، واحتياجات التشطيب السطحي، وحجم الطلب. فبينما قد تبلغ تكلفة المشاريع البسيطة بضعة مئات من الدولارات، فإن المكونات الدقيقة المعقدة ذات التحملات الضيقة قد تصل تكلفتها إلى آلاف الدولارات. وتبقى تكاليف الإعداد والبرمجة ثابتة نسبيًّا بغض النظر عن الكمية، ما يجعل التكلفة لكل وحدة أعلى بكثير في حالات النماذج الأولية مقارنةً بالإنتاج الضخم. ولتحسين التكاليف، يُوصى بتحديد التحملات الضيقة فقط على الأبعاد الحرجة، واستخدام أحجام الثقوب وأنصاف أقطار الانحناء القياسية، وتخطيط فترات التسليم الواقعية لتجنب الرسوم الإضافية الناتجة عن الطلبات العاجلة.
٤. ما الشهادات التي يجب أن تمتلكها شركة متخصصة في تصنيع صفائح المعادن الدقيقة؟
تعتمد الشهادات المطلوبة على قطاعك الصناعي. وتُعَد شهادة ISO 9001 الأساس للتطبيقات التجارية العامة، حيث تُثبت وجود أنظمة مُوثَّقة لإدارة الجودة. أما شهادة AS9100 فهي توسع متطلبات ISO لتشمل تطبيقات قطاع الطيران والفضاء والدفاع، حيث يُشترط فيها التصنيع الحرج من حيث السلامة. وتشير شهادة IATF 16949 إلى جاهزية المورِّد في سلسلة التوريد automotive مع التركيز على الوقاية من العيوب والتحسين المستمر. وتتناول شهادة ISO 13485 الامتثال التنظيمي للأجهزة الطبية. ويجب دائمًا طلب الشهادات السارية مع تواريخ انتهائها، إذ تتطلب هذه الشهادات إجراء عمليات تدقيق كل ثلاث سنوات للحفاظ على صلاحيتها.
٥. كيف أختار الشريك المناسب في مجال تصنيع صفائح المعادن الدقيقة؟
ابدأ بالتحقق من أن الشهادات المُعتمدة المناسبة للصناعة تتطابق مع متطلبات تطبيقك. قيِّم قدرات المعدات مقابل احتياجاتك المحددة فيما يتعلق بالتسامح والأنواع المختلفة من المواد. قدِّر دعمهم لمنهجية تحسين التصنيع أثناء مرحلة التصميم (DFM)— فالشركاء الذين يحسّنون التصاميم قبل الإنتاج يمنعون حدوث مشكلات مكلفة في وقت لاحق. تحقَّق من سرعة استجابتهم خلال عملية تقديم العروض السعرية كمؤشرٍ على جودة التواصل المستقبلية. اطلب أجزاءً عيّنية أو مراجع من عملاء لديهم متطلبات دقة مماثلة لمتطلباتك. وفكِّر في قدراتهم على إنتاج النماذج الأولية إذا كنت بحاجة إلى تكرار سريع، وتأكد من أن أنظمتهم الخاصة بالجودة تتضمَّن إمكانية تعقُّب المواد والتحكم الإحصائي في العمليات للمقاسات الحرجة.