 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

فك شفرة شركات قطع المعادن: من طلب الاقتباس إلى الأجزاء المُصنَّعة نهائيًّا

فهم شركات قص المعادن ودورها التصنيعي
عندما تحتاج إلى أجزاء معدنية مخصصة—سواءً كانت لنموذج أولي أو لدفعة إنتاجية أو لمشروع متخصص—إلى أين تتجه؟ الجواب يكمن في شركات قص المعادن، وهي شركات التصنيع المتخصصة التي تحوِّل صفائح المعادن الأولية والمواد المخزَّنة إلى مكونات ذات أشكال وأحجام دقيقة . وتُشكِّل هذه الشركات المقدمة للخدمات حلقةً حاسمةً بين مفاهيم التصميم الخاصة بك والأجزاء الملموسة والقابلة للتشغيل فعليًّا.
ما الذي تقوم به شركات قص المعادن فعليًّا
شركات قص المعادن هي شركات تصنيع متخصصة تُزيل مادةً من قطع العمل المعدنية لإنشاء الأشكال والأحجام المطلوبة. ووفقًا لـ مارك ميتالز ، فإن قص المعادن يشمل طائفة واسعة من التقنيات مثل: التقطيع بالمنشار، والقص بالمقصات، والثقب، والطحن، وقص المياه النفاثة، وقص الليزر. ومع ذلك، فإن هذه الشركات تقدِّم عادةً أكثر بكثيرٍ من عملية القص وحدها.
فكّر في شركة قطع المعادن كشريك تصنيعي متكامل. فهي تقوم بكل شيء بدءًا من قص الليزر الدقيق للتصاميم المعقدة وصولاً إلى التصنيع الصناعي على نطاق واسع للمكونات الهيكلية. كما توفر العديد من شركات خدمات قطع المعادن عمليات ثانوية أيضًا — مثل العمليات التشكلية، والربط، والتشطيب التي تحول القطع المقطوعة خامًا إلى مكونات جاهزة للاستخدام.
تتفاوت نطاقات الخدمات بشكل واسع. فبعض الشركات التي تقطع المعادن تتخصص في تقنيات معينة مثل أنظمة الليزر بالألياف أو القطع بالجرافة المائية، في حين تعمل شركات أخرى كمصنعين متكاملين يقدمون:
- القص بالليزر، والقص بالجرافة المائية، والقص بالبلازما
- عمليات الثني والتشكيل باستخدام الحاسب الآلي (CNC)
- خدمات اللحام والتجميع
- التشطيب السطحي مثل الطلاء بالمساحيق، والأكسدة الكهربائية، والتغليف المعدني
- فحص الجودة وتوثيق الشهادات
الدعامة الأساسية في التصنيع التي تعتمد عليها
لماذا يجب أن تهتم بفهم هذه الصناعة؟ لأنك، سواء كنت مهندسًا تقوم بتصميم حوامل السيارات، أو مطوّر منتجات تقوم بإنشاء نماذج أولية لأغلفة الإلكترونيات الاستهلاكية، أو مقاولًا تقوم بتوريد المكونات الإنشائية، فمن المرجح أنك ستعمل مع هؤلاء المصنّعين في لحظة ما.
تخدم شركات خدمات قص المعادن الحديثة تقريبًا كل صناعة يمكن تصورها. وكما يشير موقع Xometry، فإنها تدعم بانتظام قطاعات الطيران والفضاء، والدفاع، والسيارات، والطاقة، والصناعات العامة، والرعاية الصحية، وطب الأسنان، والمنتجات الاستهلاكية. وتتراوح إمكانياتها من النماذج الأولية ذات الحجم المنخفض والمزيج العالي، إلى عمليات الإنتاج الضخم التي تصل أعدادها إلى آلاف أو حتى ملايين القطع.
تتأتى الكفاءة التي تقدمها هذه الشركات من المعدات المتخصصة والخبرة الفنية. فتستثمر شركات أدوات قطع المعادن بشكل كبير في الآلات المتطورة— مثل الليزر الليفي الذي يقطع بدقة تصل إلى الميكرون، وآلات القطع بالماء المضغوط التي تقطع أي مادة تقريبًا، والأنظمة الآلية التي تحافظ على جودة ثابتة عبر دفعات إنتاج كبيرة. ويؤدي هذا التخصص إلى تقليل أوقات التسليم وتحسين ضوابط الجودة مقارنةً بالتعامل مع عمليات التصنيع الداخلي.
وفي الأقسام القادمة، ستتعرف على طريقة عمل مختلف تقنيات القطع، وعلى الأساليب الأنسب لأنواع المواد والتطبيقات المختلفة، وكيفية إدارة العملية من طلب الاقتباس الأولي حتى تسليم الأجزاء المُصنَّعة نهائيًّا. كما ستتعلم معايير عملية لتقييم شركات أدوات قطع المعادن، ولإعداد مشاريعك لتحقيق النجاح. اعتبر هذا الدليل الشامل دليلك الشخصي لتصبح عميلًا واعيًا ومُلمًّا في سوق تصنيع المعادن.
تقنيات قطع المعادن وكيفية عمل كل أسلوب منها
إذن أنت تعرف ما تفعله شركات قطع المعادن—ولكن كيف تقطع هذه الشركات الفولاذ أو الألومنيوم أو التيتانيوم بدقةٍ عالية كهذه بالضبط؟ والإجابة تعتمد تمامًا على التكنولوجيا التي تستخدمها. فكل طريقة من طرق القطع تعمل وفق مبادئ أساسية مختلفة جذريًّا، وفهم هذه الفروقات يساعدك في اختيار النهج الأنسب لمشروعك.
دعنا نستعرض خمس تقنيات رئيسية للقطع ستواجهها عند التعامل مع شركات قطع المعادن بالليزر ومقدِّمي خدمات التصنيع الآخرين.
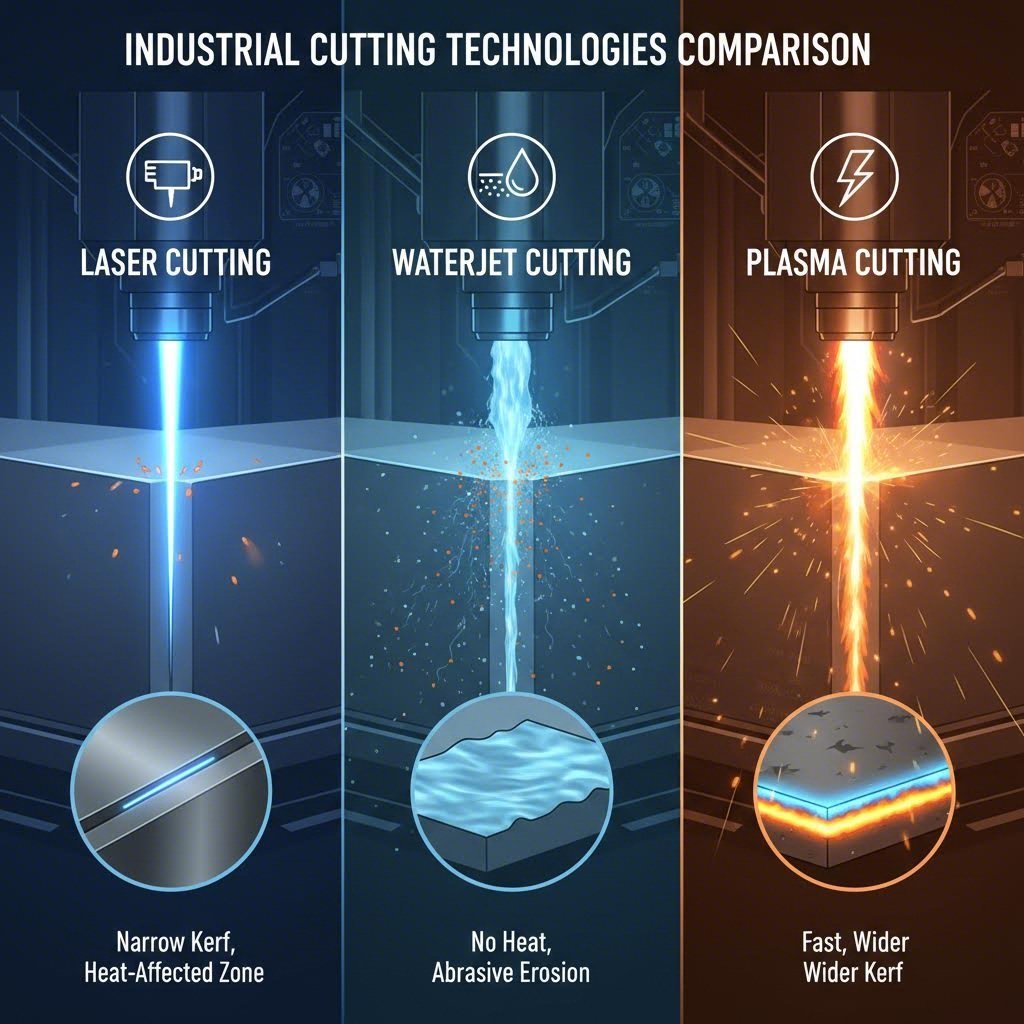
شرح قص الليزر
تخيل تركيز ضوء الشمس عبر عدسة مكبِّرة—ثم اضرب تلك الشدة آلاف المرات. هذه هي المبدأ الأساسي وراء قطع الليزر. إذ تُوجَّه حزمة ضوئية شديدة التركيز لتوصيل كمية كافية من الطاقة لصهر المعدن أو احتراقه أو تبخره على طول مسارٍ مضبوط بدقةٍ عالية.
يتصدَّر نوعان من الليزر سوق الصناعة اليوم: ليزر الألياف (Fiber Lasers) وليزر ثاني أكسيد الكربون (CO2 Lasers). ووفقًا لـ HPC Laser ، وتستخدم آلات قطع الليزر الأليافية أليافًا بصرية مُشَبَّعة بعناصر أرضية نادرة مثل الإتريوم لتوليد شعاعها. وتتفوق هذه التكنولوجيا في قطع المعادن العاكسة، ومنها الفولاذ والفولاذ المقاوم للصدأ والألومنيوم والنحاس الأصفر والنحاس والتيتانيوم.
وتتمثل مزايا الليزر الأليفي في ما يلي:
- دقة استثنائية مع عرض شقٍّ ضيق جدًّا
- سرعات قطع عالية، لا سيما على المواد الرقيقة
- متطلبات صيانة أقل مقارنةً بأنظمة الليزر CO₂
- كفاءة طاقة متفوقة
- أداء ممتاز على المعادن العاكسة
أما أنظمة ليزر CO₂، التي تعمل عند طول موجي مختلف (١٠,٦ ميكرومتر)، فتظل الخيار المفضل لقطع المواد غير المعدنية مثل الأكريليك وبعض أنواع البلاستيك. ومع ذلك، فقد سيطرت شركات آلات قطع المعادن بالليزر الأليفي إلى حدٍ كبير على سوق تطبيقات معالجة المعادن نظرًا لمزاياها في السرعة والكفاءة.
متى ينبغي تحديد استخدام قطع الليزر؟ وفقًا لـ Wurth Machinery عندما تحتاج إلى تفاصيل دقيقة، أو ثقوب دقيقة، أو حواف نظيفة على الصفائح الرقيقة، فإن تقنية الليزر تكون الخيار الأول. وهي مثالية في تصنيع الإلكترونيات والأجهزة الطبية والأجزاء الدقيقة، حيث يمكن أن تؤدي أي انحرافات بسيطة إلى التأثير على الوظائف. وغالبًا ما تحقق شركات آلات قص الصفائح المعدنية بالليزر دقة ضمن حدود ±0.005 بوصة على المواد ذات السُمك القليل.
القطع بالماء مقابل التقنية البلازما
ماذا لو كانت الحرارة عدوك؟ إن بعض المواد تنحني أو تتصلب أو تفقد خصائصها عند تعرضها لدرجات حرارة عالية. وهنا يظهر التميز في تقنية القطع بالماء (Waterjet).
تستخدم شركة القطع المعدني بالماء طريقة مختلفة تمامًا: وهي مزيج من الماء عالي الضغط (عادةً 60,000 رطل على البوصة المربعة أو أكثر) مع جزيئات كاشطة مثل الجارنت. ويقوم هذا المجرى بقطع المعدن دون إنتاج حرارة، مما يلغي مناطق التأثر الحراري تمامًا. ويلاحظ Zintilon أن قطع الماء مناسب بشكل خاص للمواد الحساسة للحرارة مثل الألومنيوم والتايتانيوم، حيث يكون التشوه الحراري مشكلة.
تشمل المزايا الرئيسية لتقنية قص المياه ما يلي:
- عدم تشكّل مناطق متأثرة بالحرارة أو تشوه في المادة
- القدرة على قص أي مادة تقريبًا — مثل المعادن، والحجر، والزجاج، والمواد المركبة
- ممتازة في قص المواد السميكة والقص المتعدد (تراكب القطع)
- عدم صلابة حواف القطع
- صديقة للبيئة مع إنتاج أقل قدر ممكن من النفايات
أما قص البلازما فيعمل في الطرف المقابل من الطيف؛ حيث يستخدم قوسًا كهربائيًّا مقترنًا بغاز مضغوط لإنشاء بلازما شديدة السخونة تذيب المعادن الموصلة. شركات قص الصفائح المعدنية الرقيقة باستخدام البلازما كذلك تعتمد ورش التصنيع الثقيلة على هذه التقنية نظرًا لسرعتها الاستثنائية في قص المواد السميكة.
ووفقًا للاختبارات التي أجرتها شركة «فورث ماشينري»، فإن سرعة قص الفولاذ بسماكة بوصة واحدة باستخدام البلازما تفوق سرعة القص بالماء بثلاثة إلى أربعة أضعاف تقريبًا، بينما تبلغ تكاليف التشغيل نحو نصف التكلفة لكل قدم عند استخدام تقنية الماء. فإذا كنت تعمل على فولاذ هيكلي أو مكونات معدات ثقيلة أو تطبيقات بناء السفن، فإن قص البلازما يوفّر لك أفضل كفاءة تكلفة لا تُضاهى.
ومع ذلك، تواجه شركات قطع المعادن المطلية بالبلازما قيودًا— حيث يعمل هذا الأسلوب فقط على المواد الموصلة كهربائيًّا، ويُنتج شقًّا أوسع مقارنةً بقطع الليزر. وبخصوص المعادن السميكة الموصلة كهربائيًّا، حيث لا تكون الدقة عاملًا رئيسيًّا، يظل قطع البلازما الأسلوب الرئيسي المستخدم في القطاع.
متى يكون القطع الميكانيكي منطقيًّا
ليست كل مهام القطع تتطلب حلولًا عالية التقنية. فغالبًا ما تستخدم شركات قطع المعادن باستخدام الحاسوب الرقمي التحكم (CNC) طرقًا ميكانيكية مثل التوجيه (Routing)، والقص بالمنشار، والقص بالشفرة (Shearing)، والثقب (Punching) لتطبيقات محددة.
يستخدم التوجيه باستخدام الحاسوب الرقمي التحكم (CNC) أدوات قطع دوَّارة لإزالة المادة، على غرار عمليات الطحن. ويناسب هذا الأسلوب المعادن الأقل صلابةً والتطبيقات التي تتطلب أشكال حواف محددة أو ملامح ثلاثية الأبعاد معقدة. كما أن شركات آلات قطع المعادن بالليزر تُكمِل أحيانًا قدراتها الليزرية بعمليات التوجيه لتطبيقات لا تكون فيها الليزر مثالية.
تظل القص الميكانيكي واللكم وسيلة فعالة من حيث التكلفة لإنتاج كميات كبيرة من الأشكال البسيطة. هذه العمليات سريعة، وتتطلب إعدادًا بسيطًا، وتُنتج نتائج متسقة على الصفائح الرقيقة. ويمكن لآلات لكم البرج أن تُنتج عشرات الثقوب في الدقيقة – وهي سرعات يصعب حتى على الليزر منافستها في بعض العمليات.
يملأ قطع الأسلاك بالتفريغ الكهربائي (EDM) مكانة فريدة. تستخدم هذه العملية تفريغًا كهربائيًا من سلك رفيع لتآكل المادة بدقة شديدة. ويوضح زينتيلون أن قطع الأسلاك بالتفريغ الكهربائي ممتاز مع المعادن الصلبة والهندسات المعقدة التي تتطلب تحملات ضيقة، مما يجعله لا غنى عنه في أعمال الأدوات والأقالب ومكونات الطيران والفضاء والأجزاء الميكانيكية المعقدة.
| التكنولوجيا | أفضل المواد | نطاق السماكة | مستوى الدقة | خصائص السرعة |
|---|---|---|---|---|
| الليزر المصنوع من الألياف | الصلب، الفولاذ المقاوم للصدأ، الألومنيوم، النحاس الأصفر، النحاس، التيتانيوم | حتى 1" (تختلف حسب القدرة) | ±0.005" نموذجي | سريع جدًا على المواد الرقيقة؛ يتباطأ على السميكة |
| ليزر CO2 | معادن، أكريليك، بلاستيك، خشب | حتى 1" على المعادن | ±0.005" نموذجي | سريعة؛ أبطأ قليلاً من الألياف على المعادن |
| قطع المياه | أي مادة (معادن، حجر، زجاج، مواد مركبة) | حتى 12"+ حسب المادة | ±0.003" إلى ±0.010" | أبطأ من البلازما/الليزر؛ لا توجد قيود بسبب الحرارة |
| البلازما | المعادن الموصلة فقط (الصلب، الألومنيوم، النحاس) | من عيار 26 إلى أكثر من 6" | ±0.020 بوصة (نوعي) | الأسرع على المعادن الموصلة السميكة |
| تصنيع باستخدام الحاسب الآلي | المعادن الأقل صلادة، والبلاستيك، والمواد المركبة | تختلف حسب المادة | ±0.005" إلى ±0.010" | متوسطة؛ مناسبة جدًّا للأشكال ثلاثية الأبعاد |
| سلك EDM | أي معدن موصل، وبخاصة الفولاذ المُصلَّب | حتى 16 بوصة (نوعي) | إمكانية تحقيق دقة ±0.0001 بوصة | بطيئة؛ حيث تُعطى الأولوية للدقة على السرعة |
إن فهم هذه التقنيات يساعدك على التواصل الفعّال مع شركاء التصنيع واختيار طريقة القطع الأنسب لمتطلباتك المحددة. لكن التكنولوجيا ليست سوى جزءٍ من المعادلة؛ إذ تلعب المواد التي تقوم بقطعها دورًا مساويًا في الأهمية في تحديد النهج الأمثل.
القدرات المتعلقة بالمواد وسمكها عبر طرق القطع المختلفة
الآن بعد أن فهمتَ كيف تعمل كل تقنية من تقنيات القطع ، إليك السؤال الجوهري: أي طريقةٍ منها هي الأنسب لقطع المعدن المحدد الذي تحتاجه؟ والإجابة ليست دائمًا واضحةً، لأن خصائص المادة تؤثر تأثيرًا بالغًا في أداء عملية القطع. فالانعكاسية، والتوصيل الحراري، والصلادة، والسُمك — كلُّها عوامل حاسمةٌ في تحديد الطريقة المثلى.
وتواجه شركات قطع صفائح المعادن عشرات السبائك المختلفة يوميًّا. وبفهم كيفية تفاعل هذه المواد مع مختلف تقنيات القطع، يمكنك تحديد العملية المناسبة بدقة — وتجنب الأخطاء المكلفة التي تؤدي إلى تأخير المشاريع.
دليل مطابقة المادة مع الطريقة
ويحمل كل معدنٍ خصائصه الفريدة إلى طاولة القطع. فلنتناول أشيع المواد وأفضل أساليب قطعها.
فولاذ مقاوم للصدأ
تُعتبر مزيج مقاومة التآكل والمتانة في الفولاذ المقاوم للصدأ سببًا رئيسيًّا لرواجه الواسع عبر مختلف الصناعات. وعادةً ما توصي شركات قص صفائح المعادن بالليزر باستخدام تقنية قص الليزر الأليافية للفولاذ المقاوم للصدأ بسماكة تصل إلى ١ بوصة نظرًا لجودة الحواف الممتازة والسرعة العالية. أما بالنسبة للأقسام السميكة، فإن قص البلازما يوفِّر معالجة فعَّالة من حيث التكلفة، بينما يحافظ قص الماء تحت الضغط على خصائص المادة عند وجود مخاوف تتعلق بحساسية المادة للحرارة.
- الطرق المثلى: الليزر الأليفي (للأجزاء الرقيقة والمتوسطة)، البلازما (للأجزاء السميكة)، الماء تحت الضغط (في التطبيقات الحساسة للحرارة)
- عاملٌ جوهريٌّ يجب أخذه في الاعتبار: قد يؤثر ارتفاع محتوى الكروم في الفولاذ على سرعة قصه بالليزر
ألمنيوم
كانت درجة الانعكاس العالية للألومنيوم تُشكِّل في الماضي تحديًّا كبيرًا في قصه بالليزر، لكن أجهزة الليزر الأليفي الحديثة تتعامل معه بسهولة تامة. ووفقًا لـ StarLab CNC فإن الليزر الأليفي يتفوق في قص صفائح الألومنيوم، بينما يُحقِّق قص البلازما أداءً جيدًا على ألواح الألومنيوم السميكة. ويظل قص الماء تحت الضغط الخيار الأمثل عندما تتطلَّب العملية غياب أي مناطق متأثرة حراريًّا تمامًا — وهي ميزة بالغة الأهمية في التطبيقات الجوية والفضائية، حيث يُعد الحفاظ على سلامة المادة أمرًا لا يمكن التنازل عنه.
- الطرق المثلى: الألياف الليزرية (سمك الصفائح حتى 0.5 بوصة)، قطع بتيار الماء (للمواد الحساسة للحرارة)، البلازما (للصفائح السميكة)
- الاعتبار الرئيسي: يتطلب التوصيل الحراري إعدادات طاقة أعلى عند القطع بالليزر
الفولاذ الكربوني والفولاذ اللين
يُعد الفولاذ الكربوني المادة الأساسية المستخدمة في شركات قطع المعادن وتصنيعها. ويمكن قطعه جيدًا تقريبًا بجميع التقنيات، مما يجعل اختيار الطريقة يعتمد بشكل أساسي على السمك والدقة المطلوبة. وتستجيب الصفائح الرقيقة بشكل ممتاز للقطع بالليزر، في حين تُعد الصفائح الثقيلة (أكثر من 1 بوصة) المجال الأمثل لتقنية قطع البلازما.
- الطرق المثلى: الليزر (حتى 1 بوصة)، البلازما (من 0.5 إلى 6 بوصات أو أكثر)، قطع بتيار الماء (أي سماكة)
- الاعتبار الرئيسي: توفر تقنية قطع البلازما أفضل نسبة بين السرعة والتكلفة عند قطع الفولاذ الكربوني السميك
النحاس والنحاس
كانت هذه المعادن العاكسة بشدة تُعد تقليديًا صعبة على أنظمة الليزر. لقد حلّت أشعة الليزر الليفية عالية القدرة اليوم هذه المشكلة إلى حد كبير، وعلى الرغم من ذلك لا تزال شركات ماكينات قطع الصفائح المعدنية حذرة عند استخدام النحاس الرقيق لمنع الانعكاسات العكسية التي قد تتسبب في تلف المعدات. وتظل طريقة القطع بخراطة المياه بديلًا موثوقًا يتفادى مشكلة العكاظية تمامًا.
- الطرق المثلى: الليزر الليفي (باستخدام القدرة المناسبة)، خراطة المياه (آمنة لجميع السماكات)، البلازما (تطبيقات محدودة)
- الاعتبار الرئيسي: التوصيل الحراري العالي للنحاس يؤدي إلى تشتت الحرارة بسرعة، مما يتطلب تعديل المعايير
السبائك الخاصة (التيتانيوم، إنكونيل، فولاذ الأدوات)
عندما تعمل مع السبائك الغريبة، تزداد المخاطر والتكاليف بسرعة كبيرة. وغالبًا ما توصي شركات خدمة قص صفائح المعادن بالليزر باستخدام تقنية القص بالماء (Waterjet) لتصنيع التيتانيوم والسبائك الفائقة القائمة على النيكل، لأن عملية القص الباردة تحافظ على الخصائص المعدنية. أما تقنية القص الكهربائي بالسلك (Wire EDM) فتتعامل بدقة لا مثيل لها مع فولاذ الأدوات المُصلّب، ما يجعلها ضرورية لا غنى عنها في تطبيقات تصنيع الأدوات.
- الطرق المثلى: القص بالماء (للحفاظ على الخصائص)، القص الكهربائي بالسلك (للمواد المُصلَّبة)، الليزر الليفي (مع الخبرة المطلوبة)
- عامل رئيسي يجب أخذه في الاعتبار: تتطلب العديد من السبائك المتخصصة إجراء اختبارات بعد القص للتحقق من سلامة المادة.
قدرات السُمك حسب نوع المعدن
غالبًا ما يكون السمك العامل الحاسم عند اختيار طريقة القص. وفيما يلي ما يمكن توقعه من قدرات شركات قص صفائح المعادن:
المواد رقيقة السمك (أقل من ٠٫١٢٥ بوصة)
يُهيمن قطع الليزر على هذه الفئة. ويُنتج الشعاع المركّز عرض شقٍّ ضيقًا جدًّا، وتحمّلات دقيقة جدًّا، وجودة ممتازة للحواف. أما مزايا السرعة فهي ملحوظة للغاية— فقد يقطع الليزر الأليافي صفيحة فولاذية بسماكة ٢٠ غوِج (Gauge) بسرعة تتجاوز ٨٠٠ بوصة في الدقيقة. ويمكن لتقنيات القطع بالماء والبلازما معالجة المواد الرقيقة، لكنها نادرًا ما تكون اقتصادية ما لم تكن الحاجة إلى تجنّب الحرارة أمرًا بالغ الأهمية.
السماكة المتوسطة (٠٫١٢٥ بوصة إلى ٠٫٧٥ بوصة)
هذه هي المنطقة التنافسية التي يعتمد فيها اختيار الطريقة على الأولويات. هل تحتاج إلى دقة عالية وحواف نظيفة؟ إذن قطع الليزر هو الخيار الأمثل. هل تُركّز أولويتك على السرعة والتكلفة عند قطع المعادن الموصلة؟ فتقنية البلازما هي الأفضل هنا. هل تتطلّب عملية القطع تجنّب أي تشوه حراري تمامًا؟ فالتقنية الأنسب هي القطع بالماء تحت الضغط العالي (Waterjet). ووفقًا لشركة «غاور ميتال برودكتس» (Gauer Metal Products)، فإن النهج الأمثل يعتمد على عوامل مثل نوع المعدن وسماكته والدقة المطلوبة في مشروعك.
الصفائح السميكة (٠٫٧٥ بوصة فأكثر)
مع زيادة سماكة المادة، تصبح عمليات القطع بالبلازما وقطع المياه تحت الضغط هي العمليات المهيمنة. فتتم عملية قطع الفولاذ بسماكة ١ بوصة باستخدام البلازما بسرعة تزيد عن ١٠٠ بوصة في الدقيقة — أي ما يعادل تقريبًا ٣–٤ أضعاف سرعة قطع المياه تحت الضغط — مما يجعلها العملية الأساسية في الإنتاج لتصنيع الهياكل والآلات الثقيلة وبناء السفن. أما قطع المياه تحت الضغط فيُطبَّق على مواد أكثر سماكةً (تصل إلى ١٢ بوصة أو أكثر في بعض الأنظمة)، ويظل ضروريًّا عندما لا يُسمح بوجود مناطق متأثرة حراريًّا.
إن خصائص المادة تؤثر في اختيار الطريقة بنفس القدر الذي تؤثر فيه السماكة. فقد تُقطَع لوحة ألمنيوم بسماكة ٠٫٥ بوصة بسلاسة باستخدام الليزر الليفي، بينما قد تؤدي نفس السماكة من النحاس أداءً أفضل عند استخدام قطع المياه تحت الضغط لتفادي المشكلات الناجمة عن الانعكاسية.
إن فهم هذه العلاقات بين المواد والطرق يضعك في موقف أقوى عند مناقشة مشروعك مع شركاء التصنيع. فستعرف الأسئلة التي ينبغي طرحها، ويمكنك تقييم ما إذا كانت التوصيات التي يقدمها المصنع تتماشى مع أفضل الممارسات الصناعية. وبعد ذلك، سنشرح بالتفصيل سير العمل الكامل لعملية التصنيع — بدءًا من طلب الاقتباس الأولي الخاص بك وانتهاءً بوصول الأجزاء المُصنَّعة إلى رصيف شحنك.
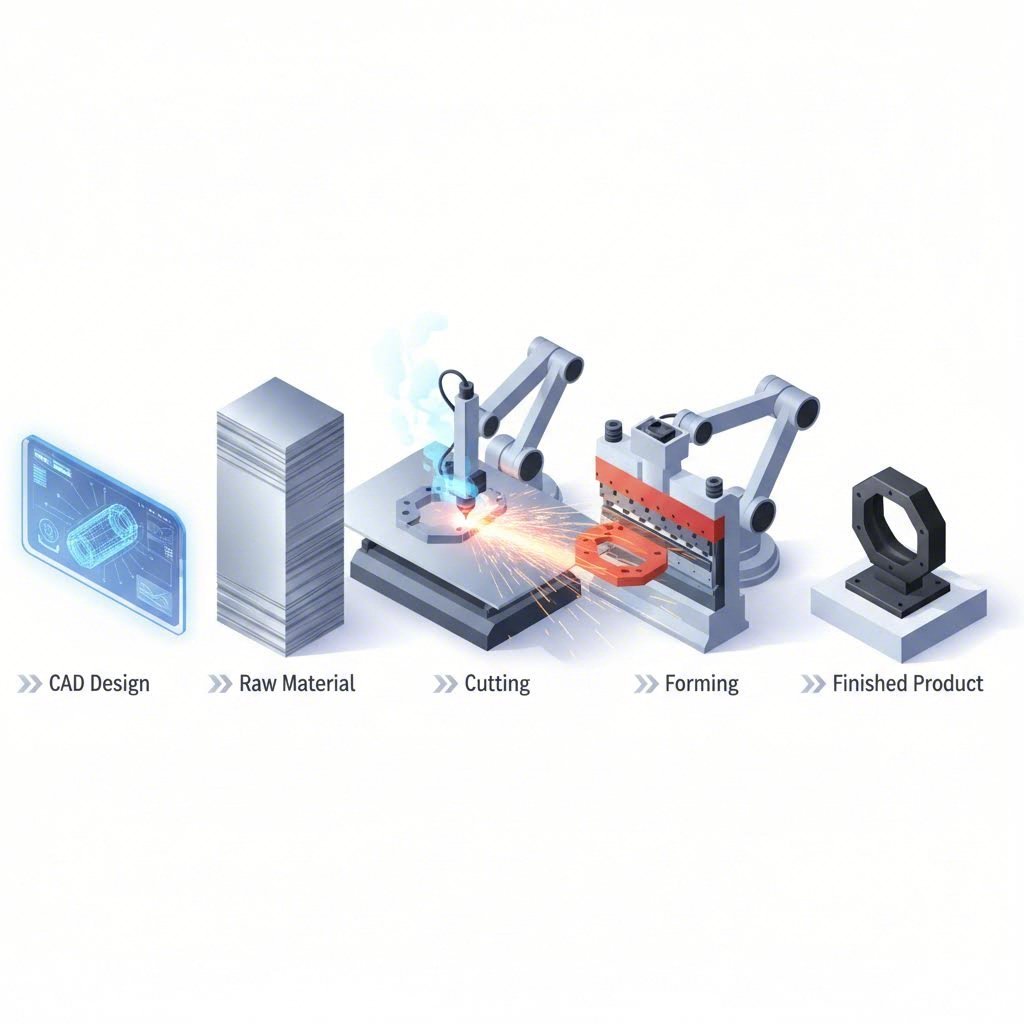
عملية قطع المعادن الكاملة من البداية إلى النهاية
لقد اخترت تقنية القطع المناسبة وحدَّدت المادة الملائمة — فما الذي يحدث فعليًّا عند التعاقد مع شركة متخصصة في قطع المعادن؟ إن فهم سير العمل الكامل للتصنيع يزيل الغموض ويساعدك على إعداد مشاريع تنتقل بسلاسة من الفكرة إلى الإنجاز النهائي.
سواء كنت تعمل مع شركات قطع المعادن حسب الطلب لأول مرة أو تسعى إلى تبسيط علاقة قائمة، فإن معرفة كل مرحلة من مراحل العملية تمنحك السيطرة. دعونا نستعرض الرحلة التي تمر بها قطعك من أول اتصال حتى التسليم النهائي.
من طلب التسعير إلى القطع الجاهزة
تتبع عملية التصنيع تسلسلاً منطقيًا، على الرغم من أن الجداول الزمنية تختلف حسب التعقيد والحجم والمتطلبات الخاصة بك. وفقًا لـ هـ و س للتصنيع يشمل تصنيع الصفائح المعدنية حسب الطلب عدة مراحل متميزة في الإنتاج. إليك ما يمكن توقعه:
-
تقديم الملفات والاتصال الأولي
يبدأ مشروعك عندما تُرسل ملفات التصميم إلى مصنعك المختار. تقبل معظم شركات خدمات قص الصفائح المعدنية التنسيقات القياسية لملفات CAD، بما في ذلك DXF وSTEP وIGES. توفر بعض خدمات التصنيع السريع — مثل تلك التي تقدمها شركة Approved Sheet Metal — أنظمة اقتباس تفاعلية يمكنك من خلالها تحميل الملفات والحصول على الأسعار خلال ساعات. يجب تضمين أي ملاحظات خاصة حول التحملات أو الكميات أو متطلبات التشطيب في هذه المرحلة. -
مراجعة التصميم والهندسة
خلال هذه المرحلة، يقوم المصنعون بتحليل تصميمك من حيث إمكانية التصنيع. تشير شركة H&S Manufacturing إلى أن ذلك قد يشمل إعداد نماذج أولية وإجراء دراسات جدوى لتحديد المواد والعمليات المناسبة. ستسجل فرق الشركات المتخصصة في قص المعادن حسب الطلب المشكلات المحتملة — مثل العناصر التي قد لا تُقطع بشكل نظيف، أو أنصاف أقطار الثني التي قد تسبب التشقق، أو التحملات التي تتطلب أساليب بديلة. تُسهم هذه المراجعة التعاونية في توفير الوقت والمال لاحقًا. -
التسعير والموافقة
ستتلقى عرض سعر مفصلًا يغطي تكاليف المواد، وعمليات القطع، والعمليات الثانوية، والتسليم. تقدم بعض شركات ختم المعادن الرقيقة بالليزر خدمات التسعير في نفس اليوم للمشاريع البسيطة، في حين قد تتطلب التجميعات المعقدة عدة أيام من المراجعة الهندسية. بمجرد الموافقة على عرض السعر وتأكيد الكمية، تنتقل طلبيتك إلى قائمة الإنتاج. -
توفير المواد والإعداد
يقوم المُصنِّع بتوفير المادة المحددة—أو يستخدم ما هو متوفر من المخزون الحالي. ووفقًا لشركة H&S للتصنيع، يقوم المصنعون ذوو الجودة بفحص المواد الأولية بحثًا عن العيوب قبل المعالجة. تُقطع الصفائح المعدنية إلى الأحجام المناسبة باستخدام مقاصات أو معدات ليزر قبل بدء عملية القطع الأساسية. -
عملية القطع الأساسية
هذا هو المكان الذي تأخذ فيه قطعك شكلها النهائي. فملفات التصميم بمساعدة الحاسوب (CAD) تُحوَّل إلى تعليمات تشغيل الآلات التي توجِّه أشعة الليزر أو رشاشات الماء أو مشاعل البلازما على طول مسارات القطع الدقيقة. وتُدار المعدات الحديثة بتدخلٍ بشريٍّ ضئيل جدًّا، رغم أن المشغلين المهرة يراقبون الجودة باستمرارٍ طوال العملية. وحسب طاقة شركة خدمة قص الصفائح المعدنية الخاصة بك وأولوية طلبك، قد تستغرق هذه المرحلة ساعاتٍ في حال المهام البسيطة أو أيامًا في حالة عمليات الإنتاج المعقدة. -
العمليات الثانوية
غالبًا ما يكون القطع مجرد البداية فقط. فكثيرٌ من القطع تتطلب معالجةً إضافيةً قبل أن تكتمل — مثل الطي أو اللحام أو تركيب المكونات أو التجميع. وسنستعرض هذه الخطوات الحرجة بالتفصيل في ما يلي. -
التشطيب والمعالجة السطحية
إن معالجات السطح تحسِّن كلًّا من المظهر والأداء. وتتراوح الخيارات بين إزالة الحواف الحادة (Deburring) البسيطة والطلاء بالبودرة أو الطلاء الكهربائي أو الأكسدة الكهربائية (Anodizing). ويقوم المُصنِّع الخاص بك بتطبيق التشطيبات المحددة وفقًا لمتطلباتك. -
فحص الجودة
قبل الشحن، تتم عملية التحقق من الأبعاد والتفتيش البصري للأجزاء. تتبع ورش التصنيع الحاصلة على شهادة ISO 9001 أو ما يعادلها بروتوكولات فحص موثقة باستخدام معدات قياس دقيقة. -
التعبئة والتسليم
يتم تغليف الأجزاء لمنع التلف أثناء النقل. ويمكن للخدمات العاجلة من شركات مثل Approved Sheet Metal تسليم أجزاء مقطوعة بالليزر بشكل مسطح في غضون يوم واحد فقط — قم بالطلب قبل الساعة 10:00 صباحًا وتسلّم الأجزاء بحلول الساعة 10:00 صباحًا من اليوم التالي.
ما الذي يحدث بعد القطع
تنتج عملية القطع ملفات مسطحة، لكن معظم الأجزاء الوظيفية تتطلب معالجة إضافية. إن فهم هذه الخدمات الثانوية يساعدك على تقييم ما إذا كان منشأ التصنيع قادرًا حقًا على تسليم أجزاء نهائية جاهزة للاستخدام أم لا — أو فقط قطع قطع تحتاج إلى مزيد من العمل في مكان آخر.
ثني وتشكيل CNC
غالبًا ما تحتاج الأجزاء المقطوعة بشكل مسطح إلى شكل ثلاثي الأبعاد. وتستخدم آلات الثني الرقمية التحكم (CNC) أدوات دقيقة لتحقيق ثني دقيق بزوايا ومواقع محددة. ووفقًا لشركة H&S Manufacturing، فإن عملية التشكيل تستخدم مكابس هيدروليكية وآلات ثني تحكم رقمية حاسوبية للحصول على نتائج دقيقة. وتشمل العمليات الشائعة الثني على شكل V، والقنوات على شكل U، والأقواس المربعة، والهندسات المعقدة متعددة الثنيات. ويمكن تحقيق تحملات تصل إلى ±0.005 بوصة في الأجزاء المصممة بشكل مناسب.
إزالة الحواف الحادة وعلاج الحواف
تترك عمليات القطع درجات متفاوتة من خشونة الحواف اعتمادًا على الطريقة المستخدمة. وعادةً ما يُنتج قطع الليزر حوافًا نظيفة نسبيًا، في حين قد يترك القطع بالبلازما أو القطع الميكانيكي براعم أكثر وضوحًا. وتُزيل إزالة البراعم الحواف الحادة التي قد تسبب إصابات عند التعامل أو تعيق التجميع. وتشمل الطرق من الشحذ اليدوي إلى التدوير الآلي والتشطيب الاهتزازي.
اللحام والانضمام
عندما يتطلب التصميم توصيل قطع متعددة معًا، فإن اللحام يُنشئ وصلات دائمة. وتوضح شركة H&S Manufacturing كيف يقوم عمال اللحام بدمج الأجزاء معًا من خلال تطبيق الحرارة والضغط، حيث تلتحم الأسطح المعدنية الساخنة ثم تبرد لتشكل وصلات قوية. ويختلف كل من اللحام بالغاز المعدني (MIG) واللحام بالغاز التنجستن (TIG) واللحام النقطي من حيث التطبيقات المناسبة لها ومجموعات المواد التي يمكن استخدامها. كما يُعد التربيط خيارًا بديلاً للربط الميكانيكي في بعض التجميعات.
خيارات إنهاء السطح
تُحمي المعالجات النهائية الأجزاء وتحسّن مظهرها الجمالي. وتشمل الخيارات الشائعة ما يلي:
- طلاء البودرة: عملية تطبيق كهروستاتيكية جافة تُنتج تشطيبات متينة وجذابة بأي لون تقريبًا
- الطلاء: طلاءات مائية أو قائمة على المذيبات تُرش طبقة واحدة أو أكثر منها لحماية من التآكل وتحسين المظهر
- التصفية: عمليات ترسيب كهربائي أو بدون تيار كهربائي تُطبق طبقات رقيقة من المعدن لتحسين الصلابة أو مقاومة التآكل أو التوصيل الكهربائي
- التشطيب بالأكسدة: عملية كهروكيميائية تُنشئ طبقات أكسيد واقية على الأجزاء المصنوعة من الألومنيوم
تركيب الأجهزة والتجميع
يقدّم العديد من مُصنّعي المعدن خدمات جاهزة تشمل تركيب سحابات PEM، والتجاويف المُسنَّنة، وتجميع المكونات. وبذلك يتم دمج سلسلة التوريد الخاصة بك؛ إذ لا تحتاج بدلًا من ذلك إلى إدارة مورِّدين منفصلين لعمليات القطع والتشطيب والتجميع، بل يتكفّل مزوِّد واحد متخصِّص في قطع المعادن حسب الطلب بال gói الكامل.
إن التعامل مع مُصنِّعٍ يقدّم خدمات ثانوية شاملة يبسّط سلسلة التوريد الخاصة بك ويقلّل العبء التنسيقي الواقع على فريقك.
ويساعدك فهم هذه العملية الشاملة على تحديد توقعات واقعية بشأن الجدول الزمني، واستعداد المشاريع التي تمرّ بكفاءة عبر مراحل الإنتاج. لكن قبل أن تُرسل طلب الاقتباس الأول، يجب أن تتأكد من أن ملفات التصميم والمواصفات الخاصة بك جاهزة بشكلٍ صحيح — وهذا يقودنا إلى أفضل الممارسات المتعلقة بإعداد المشروع.
إعداد مشروعك لخدمات قطع المعادن
لقد وجدت تقنية القطع المناسبة، وحدّدت المادة التي ستستخدمها، وفهمت سير عمل التصنيع. لكن هذه هي النقطة التي تتوقف عندها العديد من المشاريع: ملفات التصميم غير المكتملة أو غير المُنسَّقة بشكلٍ صحيح. فتتلقى شركات قطع صفائح المعادن حسب الطلب مئات طلبات الاقتباس— وتتقدّم الطلبات التي تضمّ وثائق كاملة ودقيقة إلى رأس قائمة الانتظار، بينما تُرجَع الطلبات الأخرى لطلب توضيحات إضافية.
إن تخصيص بعض الوقت لإعداد مشروعك بشكلٍ مناسب يوفّر أيامًا (وأحيانًا أسابيع) من التواصل المتكرر ذهابًا وإيابًا. سواء كنت تعمل مع شركة متخصصة في قطع المعادن باستخدام الحاسب الآلي (CNC) لمكونات دقيقة، أو مع مُصنّع عالي الإنتاجية لتشغيلات تصنيعية كبيرة، فإن خطوات الإعداد هذه تنطبق على حدٍّ سواء.
إعداد ملفات التصميم
ملفات التصميم بمساعدة الحاسوب (CAD) هي المخطط الذي يوجّه العملية التصنيعية بأكملها. ووفقًا لشركة RapidDirect، تحتوي ملفات CAD على التفاصيل اللازمة المتعلقة بالسمات والأبعاد والهندسة الهندسية للقطعة— فهي الهيكل الأساسي الذي يستند إليه عملية التشغيل بالحاسوب (CNC).
تقبل معظم شركات قص صفائح المعدن المخصصة عدة تنسيقات ملفات قياسية، رغم أن التفضيلات تختلف. وفيما يلي التنسيقات التي ينبغي أن تكون جاهزة لديك:
- STEP (.STP): التنسيق القياسي الذهبي للنماذج ثلاثية الأبعاد. وتُوفِّر ملفات STEP الحفاظ الممتاز على الهندسة وتعمل مع جميع أنظمة التصميم بمساعدة الحاسوب (CAD) وأنظمة التصنيع بمساعدة الحاسوب (CAM) تقريبًا. وإذا كنت ستقدِّم تنسيقًا واحدًا فقط، فاجعله هذا التنسيق.
- DXF (.dxf): مناسبٌ تمامًا لعمليات القص ثنائية الأبعاد. وتحدد ملفات DXF الأنماط المسطحة بوضوح، وهي مقبولة عالميًّا في عمليات القص بالليزر وقص المياه والقص بالبلازما.
- IGES (.igs): وهو تنسيق قديم لكنه لا يزال مستخدمًا على نطاق واسع، خصوصًا للنماذج السطحية وأنظمة التشغيل القديمة. ويتعامل تنسيق IGES بكفاءة مع الإطارات السلكية والرسومات ثنائية الأبعاد.
- تنسيقات التصميم بمساعدة الحاسوب الأصلية (.SLDPRT، .PRT، X_T): تحتفظ ملفات SolidWorks وSiemens NX وParasolid بكامل سجل التصميم والبيانات المعتمدة على المعايير — وهي مفيدة جدًّا عندما تستخدم شركة خدمة قص صفائح المعدن المخصصة برامج تشغيل متوافقة.
تشير RapidDirect إلى أن ملفات STP وX_T تُعرف بقدراتها الدقيقة في النمذجة الصلبة، وهي ضرورية للحفاظ على الدقة الأبعادية أثناء إنشاء مسار الأداة. عند الشك، قم بتصدير تصميمك كملف STEP إلى جانب التنسيق الأصلي لضمان التوافق.
قائمة فحص إعداد الملفات
قبل الضغط على إرسال طلب الاقتباس، تحقق من هذه التفاصيل الحرجة:
- تأكيد الوحدات: تؤدي الوحدات غير المتطابقة (بوصة مقابل مليمتر) إلى استلام الأجزاء بمقاييس خاطئة. تحقق مرتين من إعدادات التصدير الخاصة بك.
- تضمين الأنماط المسطحة: بالنسبة للأجزاء المنحنية، قدم تخطيط النمط المسطح بالإضافة إلى النموذج ثلاثي الأبعاد.
- فصل الأجزاء إلى ملفات منفصلة: يجب تقسيم التجميعات متعددة الأجزاء إلى ملفات مكونات فردية لتحديد السعر بشكل واضح.
- إزالة الهندسة المكررة: تسبب الخطوط المتداخلة ارتباكًا في آلات القطع وقد تؤدي إلى قطع مزدوج.
- أغْلِق جميع المحيطات: المسارات المفتوحة أو الفجوات في الشكل الهندسي تمنع القطع الصحيح — تأكد من أن جميع الأشكال مغلقة بالكامل.
تفاصيل المواصفات المهمة
الملفات وحدها لا تروي القصة الكاملة. وفقًا لـ LTJ Industrial ، فإن التوثيق الواضح أمر بالغ الأهمية للحصول على عرض سعر دقيق للتصنيع — فالمخططات التفصيلية، والمواصفات الدقيقة، والملفات CAD الكاملة تقلل من سوء الفهم والتكاليف غير المتوقعة.
عند التواصل مع شركات قطع المعادن المخصصة باستخدام CNC، قدم هذه المواصفات مسبقًا:
- نوع المادة والدرجة: حدد بدقة — مثل "الفولاذ المقاوم للصدأ 304" بدلًا من مجرد قول "مقاوم الصدأ". وادرج رموز السبائك، وحالات التليين، وأي شهادات مطلوبة.
- سمك المادة: اذكر سمك العيار أو السمك العشري بدقة (مثل "0.125 بوصة" أو "عيار 11").
- الكمية المطلوبة: تشمل كميات النموذج الأولي، والإنتاج الأولي، وكميات الحجم السنوية المقدرة إن وُجدت.
- متطلبات التحمل: وفقًا لـ SendCutSend عادةً ما تكون تحملات القطع ±0.005 بوصة لمعظم المواد — وإذا كنت بحاجة إلى مواصفات أضيق، فاذكرها بشكل صريح.
- متطلبات تشطيب السطح: حدد ما إذا كنت بحاجة إلى طلاء بالمسحوق، أو أنودة، أو طلاء معدني، أو قيم خشونة سطحية محددة.
- العمليات الثانوية: اذكر متطلبات الثني، أو التنصيت، أو التوسيع المخروطي، أو إدخال العناصر المساعدة، أو التجميع.
- جدول التسليم: تتطلب الطلبات العاجلة إشعارًا مسبقًا — يرجى تضمين تاريخ التسليم المستهدف الخاص بك.
الأخطاء الشائعة التي تؤدي إلى تأخير المشاريع
حتى المهندسين ذوي الخبرة يرتكبون هذه الأخطاء. تجنبها كي يسير مشروعك بشكل أسرع:
- مواصفات الفتحات المفقودة: إذا كانت الفتحات تحتاج إلى تنصيت أو توسيع مخروطي، فحدد القطر والنوع. تنصح SendCutSend باستخدام جداول التنصيت لرسم فتحات بالمقاس الصحيح أثناء عملية التصميم.
- المكونات القريبة جداً من الحواف: تنصح SendCutSend بالحفاظ على مسافة لا تقل عن قطر الفتحة (1X) من الحافة، وعلى الأقل 1.5 ضعف عرض الشق من الحواف أو ميزات القطع الأخرى. يؤدي مخالفة هذه الإرشادات إلى تقويض قوة الأجزاء وقد تجعلها غير قابلة للقطع.
- الوصل الضيق غير الكافي: يجب ألا تقل المسافة بين ميزات القطع عن 50٪ من سماكة المادة — ويفضل أن تكون ما بين 1X إلى 1.5X من السماكة لضمان المتانة.
- حذف معلومات الثني: بالنسبة للأجزاء المُشكَّلة، حدد اتجاه الثني ونصف قطر الثني وتسلسل الثني إذا كانت هذه العوامل بالغة الأهمية.
- التنبُّه إلى كميات الطلبات المُقسَّمة: إذا كنت قد تطلب كميات أكبر في وقت لاحق، فاطلب أسعارًا تدريجية الآن. فتكاليف الإعداد التي تُوزَّع على عدد أكبر من الوحدات تؤدي إلى خفض كبير في سعر كل قطعة.
إن التخطيط المسبق ومعرفة تحملات القطع للمادة المختارة ستسرّع من عملية التصميم وتضمن أن أجزاءك جاهزة للعمل فور خروجها من العلبة.
إن استثمار ثلاثين دقيقة في إعداد المشروع بشكلٍ سليم يمكن أن يوفِّر أيامًا من التأخير. وبامتلاكك ملفات كاملة ومواصفات واضحة، تكون مستعدًّا لتقييم شركاء التصنيع المحتملين — وهي خطوة تتطلّب فهم ما يميّز شركات قص الصفائح المعدنية المخصصة الاستثنائية عن تلك العادية.

كيف تختار شركة قص المعادن المناسبة
ملفات التصميم الخاصة بك جاهزة، والمواصفات موثَّقة، وتفهمون سير عمل التصنيع. والآن تأتي لحظة اتخاذ قرارٍ يؤثِّر في كل شيءٍ بدءًا من جودة القطع وصولًا إلى موثوقية التسليم: أيُّ شريكٍ لتصنيع المعادن يستحقّ أعمالكم؟ ومع آلاف عمليات البحث يوميًّا عن شركات قطع المعادن القريبة مني، قد تبدو الخيارات مُربكةً للغاية.
إن اختيار الشريك الخطأ يؤدي إلى تفويت المواعيد النهائية، ورفض القطع، وحدوث مشكلات في سلسلة التوريد. أما اختيار الشريك الصحيح؟ فسيصبح لديك شريكٌ تصنيعيٌّ يتنبَّه للمشكلات مقدَّمًا، ويقترح تحسينات، ويُسلِّم المنتجات باستمرارٍ وموثوقيةٍ عاليةٍ. دعونا نستعرض المعايير التي تميِّز شركات التصنيع الاستثنائية عن غيرها.
توافق قدرات الشركة مع احتياجاتكم
ليس كل شركة تصنيع مناسبة لكل مشروع. ووفقًا لـ ماركتك إنديستريز ، فمن الضروري قبل اختيار شركة تصنيع معادن أن تفهموا احتياجاتكم المحددة بوضوحٍ—ومنها نوع المنتج، والكمية المطلوبة، ومتطلبات التخصيص، والجدول الزمني، والقيود المفروضة على الميزانية.
ابدأ تقييمك بهذه الأسئلة الأساسية:
- هل تتوافق معداتهم مع متطلباتك؟ قد تُرجع عملية البحث عن شركات قص المعادن بالليزر القريبة مني عشرات النتائج، لكن ليس كل أجهزة الليزر متساوية. تأكَّد من أن لديهم مستويات القدرة المناسبة لسمك المواد التي تستخدمها والتكنولوجيا المحددة للقص المطلوبة في مشروعك.
- هل يستطيعون التعامل مع حجم طلبيتك؟ فبعض الورش تتفوق في إنتاج النماذج الأولية والكميات الصغيرة، بينما تركز أخرى على الكميات الإنتاجية الكبيرة. وينتج عدم التطابق بين التوقعات المتعلقة بالحجم احتكاكًا من كلا الجانبين.
- هل يوفرون الخدمات الثانوية المطلوبة؟ إذا كانت أجزاؤك بحاجة إلى ثني أو لحام أو تشطيب أو تجميع، فإن التعامل مع مزوِّد واحد يبسِّط سلسلة توريدك ويقلل من عبء التنسيق.
- ما مدى خبرتهم في المجال؟ تركز شركة ماركتك على البحث عن مورِّدين لديهم خبرة واسعة في قطاعك أو تطبيقك المحدَّد. فعلى سبيل المثال، يفهم مُصنِّع المكونات الجوية متطلباتٍ مختلفةً عما يفهمه مُصنِّع الأعمال المعدنية المعمارية.
عند البحث عن شركة لقطع المعادن بالليزر قريبة مني أو شركة لقطع الصفائح المعدنية قريبة مني، لا تأخذ المسافة وحدها في الاعتبار. فغالبًا ما يتفوَّق مُصنِّعٌ يبعد ٢٠٠ ميلٍ عن موقعك ويتمتَّع بالقدرات المثلى على ورشة محلية تفتقر إلى الخبرة الكافية في المجال.
شهادات الجودة المهمة
توفر الشهادات دليلًا موضوعيًّا على أن المُصنِّع قد نفَّذ ضوابط جودة منهجية. وعلى الرغم من أنَّه ليس كل مشروع يتطلَّب مورِّدين معتمدين، فإن فهم معنى هذه الشهادات يساعدك في تقييم خدمات الشركات الرائدة في مجال قطع المعادن بشكل مناسب.
ISO 9001 تمثل هذه الشهادة معيار إدارة الجودة الأساسي. وهي تؤكِّد أن الشركة تمتلك عمليات موثَّقة، وتُجري عمليات تدقيق داخلية، وتحتفظ بسجلات الجودة. وتحصل أغلب ورش التصنيع المحترفة على هذه الشهادة.
IATF 16949 يُبنى على معيار ISO 9001 مع متطلبات محددة لقطاع صناعة السيارات. فإذا كنت تشتري مكونات للمركبات، فإن هذه الشهادة تدل على أن المُصنِّع يمتلك فهماً عميقاً لتخطيط جودة المنتج المتقدم (APQP)، وعمليات اعتماد أجزاء الإنتاج (PPAP)، والتوثيق الدقيق الذي تطلبه شركات تصنيع المركبات الأصلية (OEMs).
AS9100 يغطي متطلبات قطاع الطيران والدفاع، ويضيف ضوابط خاصة بإمكانية التتبع وإدارة التكوين ومتطلبات تدفق المتطلبات إلى الموردين، وهي ضوابط يفرضها المقاولون الرئيسيون في قطاع الطيران.
ISO 13485 يطبَّق على تصنيع الأجهزة الطبية، ويشمل ضوابط التصميم، وإدارة المخاطر، ومتطلبات التعقيم الخاصة بالتطبيقات الصحية.
وفقاً لشركة KAL Manufacturing، فإن مصنّعي العقود الموثوقين يحتفظون بأنظمة رسمية لإمكانية التتبع، ووثائق الفحص، والشهادات (مثل شهادات ISO أو AS9100 أو الامتثال لتنظيم ITAR) التي توفر ضمان الجودة المطلوب في بيئات الإنتاج.
ورش العمل مقابل مصنّعي العقود: فهم الفرق بينهما
يؤثر اختيارك بين ورشة عمل تقليدية وشريك لتصنيع بالعقد على التسعير والاستجابة وإمكانات العلاقة طويلة المدى.
ورش العمل تركز عادةً على الإنتاج القصير الأمد أو الإنتاج الفردي. ويوضح مصنع كال (KAL Manufacturing) أن هذه الورش تقبل الطلبات بناءً على عروض أسعار فردية، وتتعامل مع مجموعة واسعة من الأجزاء دون وجود استمرارية كبيرة بين المهام المختلفة. وهي مُصمَّمة للمرونة وليس للتكرار.
إذا كنت بحاجة إلى نموذج أولي واحد فقط أو كمية صغيرة من الدعامات المخصصة، فقد تكون ورشة العمل خيارًا فعّالًا من حيث التكلفة وسريعًا. ومع ذلك، قد لا تكون هيكلها مناسبًا لإصدارات مجدولة أو تتبع ضوابط الجودة أو برامج المخزون التي تتطلبها بيئات الإنتاج الأكبر.
المصنِّعون بموجب العقد تم تصميمها لإنتاج قابل للتكرار وعلاقات طويلة الأمد. وهي توفر أنظمة أكثر متانةً في مجالات الجدولة، وضمان الجودة، ومعالجة المواد، والتوثيق. ووفقاً لشركة كال للتصنيع (KAL Manufacturing)، فإن مُصنِّع التصنيع بالعقد ليس مجرد مورِّدٍ— بل هو شريك إنتاجي يعمل مع فريقك لتلبية الطلب المتوقع، وإدارة تحديثات الأجزاء، ومواءمة جداول التسليم مع عملياتك.
الخصائص الرئيسية التي يجب أخذها في الاعتبار:
- ورش العمل حسب الطلب: تقديم عروض أسعار سريعة، وقدرة مرنة على التعامل مع أعمال متغيرة، وأقل كمية مطلوبة للطلب، وعلاقات قائمة على المشاريع
- المصنِّعون بالعقد: إنتاج مجدول، وبرامج تنبؤية وإدارية للمخزون، وأنظمة جودة موثَّقة، وتكامل في سلسلة التوريد
مقارنة عوامل الاختيار
استخدم هذه المقارنة لتقييم شركاء التصنيع المحتملين بناءً على متطلبات مشروعك:
| عامل الاختيار | ورشة العمل التقليدية | خدمة التصنيع عبر الإنترنت | مصنع التصنيع بموجب عقد |
|---|---|---|---|
| الشهادات النموذجية | ISO 9001 شائعة؛ وتختلف حسب القطاع الصناعي | ISO 9001 نموذجية؛ محدودة التخصّص حسب القطاع الصناعي | ISO 9001، AS9100، IATF 16949، ITAR حسب الاقتضاء |
| مواعيد التسليم | متغيّر؛ يعتمد على حجم الحمل الحالي | سريع (غالبًا ما يستغرق ١–٥ أيام للقصّ القياسي) | إطلاقات مجدولة؛ نوافذ تسليم منتظمة |
| مرونة في حجم الطلب | ممتاز للنماذج الأولية والكميات الصغيرة | الأفضل للأجزاء الفردية وحتى الدفعات المتوسطة | مُحسَّن لأحجام الإنتاج المتكررة |
| نطاق الخدمة | القطع بالإضافة إلى عمليات ثانوية مختارة | يركّز على القطع؛ وتشمل الخدمات الثانوية المحدودة | تصنيع كامل، وتشطيب، وتجميع، وتغليف جاهز للتسليم |
| دعم هندسي | غير رسمي؛ ويعتمد على العلاقة | تغذية راجعة آلية حول إمكانية التصنيع من التصميم (DFM) | تعاون هندسي مخصص |
| الأنسب لـ | قطع فريدة مخصصة، ونماذج أولية عاجلة | عمليات قطع قياسية، واحتياجات تسليم سريعة | برامج إنتاجية، وتجميعات معقدة |
الاعتبارات الجغرافية واللوجستية
الموقع يهم—ولكن ربما ليس بالطريقة التي تتوقعها. فعلى الرغم من أن البحث عن شركة لقطع المعادن قريبة مني يبدو منطقيًّا في بعض التطبيقات، فإن العوامل الجغرافية يجب أن تُوزن مقابل القدرات والتكلفة الإجمالية.
عندما يكون القرب المكاني هو العامل الأهم:
- الأجزاء الثقيلة أو الضخمة التي تهيمن فيها تكاليف الشحن
- تكرارات النماذج الأولية السريعة التي تتطلب عمليات استلام في نفس اليوم
- المشاريع التي تستفيد من التعاون الشخصي وزيارات المرافق
- متطلبات التسليم حسب الطلب (Just-in-time) مع هامش زمني ضئيل للوقت اللازم للتسليم
عندما تفوق القدرات أهمية الموقع:
- العمليات المتخصصة المتاحة فقط من خبراء إقليميين
- الشهادات الخاصة بالصناعة والتي تفتقر إليها الخيارات المحلية لديك
- الإنتاج بالحجم حيث تُعوّض وفورات التكلفة لكل قطعة تكاليف الشحن
- عمليات ثانوية معقدة تتطلب إمكانات متكاملة
غالبًا ما يشمل النهج الأفضل تطوير علاقات مع الموردين المحليين والإقليميين. تقوم شركات القطع المعدنية المحلية القريبة مني بتولي النماذج الأولية العاجلة والإنتاج القصير، في حين تعالج الشركاء المتخصصون أحجام الإنتاج والمتطلبات المعقدة.
الفرق بين ورشة العمل والمصنع المتعاقد يكمن في الأنظمة والحجم. فورش العمل تلبي احتياجات تعاقدية بسيطة، بينما تدعم المصانع المتعاقدة العمليات المستمرة.
اختيار شريك التصنيع الخاص بك يؤثر بشكل مباشر على نجاح المشروع. خذ وقتك لتقييم القدرات، والتحقق من الشهادات، وفهم ما إذا كانت نموذج الأعمال للمورد المحتمل يتماشى مع احتياجاتك. وبمجرد تحديد الشريك المناسب، ستكون في وضع يسمح لك باستكشاف كيفية استفادة مختلف الصناعات من هذه الخدمات في التطبيقات المتخصصة.
تطبيقات الصناعة لخدمات قطع المعادن
هل سبق أن تسائلتَ لماذا يبدو الحامل الذي يثبت نظام تعليق سيارتك مختلفًا عن الغلاف الذي يحمي جهاز تنظيم ضربات القلب؟ فكلاهما يبدأ كصفائح معدنية مسطحة تُعالَج بواسطة متخصصين في التصنيع—إلا أن الرحلة من المادة الخام إلى المكوِّن النهائي تختلف اختلافًا كبيرًا وفقًا لمتطلبات كل قطاع. فخدمات قص المعادن المقدمة لشركات الإنشاءات تخضع لقواعد مختلفة تمامًا عن تلك المقدمة لمورِّدي قطاع الطيران والفضاء أو لشركات تصنيع الأجهزة الطبية.
إن فهم الطريقة التي تستفيد بها القطاعات المختلفة من هذه الخدمات التصنيعية يساعدك على صياغة المتطلبات بشكلٍ فعّال واختيار الشركاء ذوي الخبرة المناسبة في المجال. دعونا نستعرض التطبيقات المتخصصة والمتطلبات الفريدة في أبرز القطاعات الصناعية.
تطبيقات تصنيع السيارات
يمثِّل قطاع السيارات أحد أكبر الأسواق العالمية لخدمات قص المعادن الدقيقة. فمنذ المكونات الهيكلية للشاسيه وحتى قطع التزيين الزخرفية، تحتوي المركبات على مئات الأجزاء المعدنية المصنَّعة—وكلٌّ منها يخضع لمتطلبات أداء محددة.
وفقًا لشركة بانس تكنولوجي، أصبح التصنيع الدقيق عامل تغيير جذري في عالم السيارات، حيث يمكن المصنّعين من إنتاج أجزاء خفيفة الوزن تحسّن كفاءة استهلاك الوقود وتقلل من الانبعاثات. ومع تحول الصناعة نحو المركبات الكهربائية، أصبحت المكونات الخفيفة الوزن أكثر أهمية من أي وقت مضى — وتشير أبحاث ماكينزي إلى أن تقليل وزن المركبة بنسبة 10٪ فقط يمكن أن يزيد مدى المركبة الكهربائية (EV) بنحو 15٪.
تشمل التطبيقات النموذجية في مجال السيارات ما يلي:
- المكونات الهيكلية والإنشائية: قضبان الهيكل، والأعضاء العرضية، ودعامات التقوية التي تتطلب نسب قوة إلى وزن عالية
- أقواس ودعائم التعليق: أجزاء مقطوعة بدقة يجب أن تتحمل دورات إجهاد متكررة دون فشل بسبب الإرهاق
- ألواح الهيكل والدعامات الهيكلية: مكونات يكون فيها الدقة الأبعادية مؤثرة على التركيب والتشطيب وأداء التصادم
- المكونات الداخلية: إطارات المقاعد، ودعامات لوحة القيادة، وقطع الزينة التي تتطلب تشطيبات جمالية إلى جانب الأداء الوظيفي
- أجزاء ناقل الحركة والمحرك: مكونات مصنعة بدقة وتتطلب تسامحات ضيقة لضمان التشغيل السليم
عادةً ما تتطلب شركات توريد قطع غيار السيارات شهادة IATF 16949، والتي تُثبت الامتثال لمعايير إدارة الجودة الخاصة بالقطاع automotive. ويجب أن تحافظ شركات قص المعادن بالقوالب المعدنية والمتخصصة في القص بالليزر التي تخدم هذا القطاع على عمليات اعتماد الأجزاء الإنتاجية (PPAP) الصارمة ووثائق تخطيط جودة المنتج المتقدمة (APQP).
متطلبات الطيران والدفاع
عندما تعتمد حياة البشر على موثوقية المكونات على ارتفاع 35,000 قدم، فإن هامش الخطأ يختفي تمامًا. وتتطلب تطبيقات قطاع الطيران والفضاء أعلى درجات الدقة وأشد متطلبات شهادات المواد صرامةً مقارنةً بأي قطاع تصنيعي آخر.
أفادت شركة بانز تكنولوجيز بأن السوق العالمية للمواد الخفيفة الوزن المستخدمة في قطاع الطيران والفضاء من المتوقع أن تصل إلى نحو 20.7 مليار دولار أمريكي بحلول عام 2024 — وهي مؤشرٌ واضحٌ على مدى السعي الحثيث الذي يبذله هذا القطاع نحو تقنيات التصنيع المتقدمة. وتتيح عمليات التشغيل الدقيقة إنتاج هياكل خفيفة الوزن لكنها قويةٌ بشكل استثنائي، وتفي بمعايير السلامة الصارمة دون التأثير سلبًا على الأداء.
تشمل تطبيقات قطاع الطيران والفضاء لقص المعادن:
- مكونات الهيكل الهوائي: الضلعية، والأعمدة الداعمة، ولوحات الغلاف المصنوعة من سبائك الألومنيوم والتيتانيوم
- مكونات المحرك: سبائك النيكل فائقة المقاومة للحرارة التي تتطلب تقنيات قص متخصصة
- أجزاء نظام الهبوط: مكونات الفولاذ عالي القوة ذات متطلبات مقاومة التعب الشديد
- وحدات إلكترونيات الطيران: غلاف دقيق مزود بخواص حماية كهرومغناطيسية
- مكونات الأقمار الصناعية والمركبات الفضائية: مواد غريبة لا تسمح بأي درجة من التلوث على الإطلاق
إن شهادة AS9100 تُعد إلزاميةً في الأساس لمورِّدي قطاع الطيران والفضاء. كما أن إمكانية تتبع المواد — بدءًا من شهادة المصهر ووصولًا إلى القطعة النهائية — أمرٌ غير قابل للتفاوض؛ إذ يجب أن يُمكن تتبع كل مكوِّنٍ حتى مصدره الأصلي لأغراض التحقيقات المتعلقة بالسلامة.
تصنيع الأجهزة الطبية
وتجمع التطبيقات الطبية بين متطلبات الدقة ومخاوف التوافق الحيوي والإشراف التنظيمي الذي يضاهي تعقيد قطاع الطيران والفضاء. ولذلك، يجب أن يمتلك مقدمو خدمات قص المعادن بالقالب (Die cutting) والمشغِّلون الدقيقون الذين يخدمون قطاع الرعاية الصحية فهمًا عميقًا لكلا المجالين: التصنيع والتنظيم.
ومن التطبيقات الشائعة للأجهزة الطبية ما يلي:
- الأدوات الجراحية: أدوات دقيقة مقطوعة من الفولاذ المقاوم للصدأ والتيتانيوم، وتتطلب حوافًا خاليةً من الحواف الزائدة (Burr-free) وتوافقًا مع عمليات التعقيم
- مكونات الغرسات: مواد متوافقة حيوياً بمتطلبات تشطيب السطح المقاسة بالمايكرو إنش
- أغلفة معدات التشخيص: وحدات تحكم لأنظمة التصوير، وأجهزة مراقبة المرضى، والأدوات المخبرية
- مكونات الأطراف الصناعية: أجزاء مخصصة من التيتانيوم وسبائك خاصة تُنتج غالباً بوحدة واحدة
- الأجهزة السنية: مكوّنات دقيقة صغيرة الحجم من سبائك مقاومة للتآكل
تُظهر شهادة ISO 13485 الامتثال لمتطلبات إدارة جودة الأجهزة الطبية. تتطلب العديد من التطبيقات بيئات تصنيع نظيفة (كليان روم) وعمليات تنظيف معتمدة قبل أن تصل الأجزاء إلى التجميع أبداً.
البناء والتصنيع المعماري
تُقدِّم خدمات قطع المعادن لشركات الإنشاءات طرفاً معاكساً من طيف الدقة مقارنة بالأجهزة الطبية—لكن هذا لا يعني اختفاء معايير الجودة. يجب أن تستوفي المكونات الهيكلية لوائح البناء، في حين يجب أن توازن العناصر المعمارية بين الجماليات والمتانة.
تشمل تطبيقات قطاع الإنشاءات:
- مكونات الهياكل الفولاذية: الكمرات، واللوحات، وعناصر التوصيل الخاصة بالمباني التجارية والصناعية
- اللوحات المعمارية: الواجهات الزخرفية، وحواجز الشمس، وعناصر الغلاف الخارجي للمباني
- مكونات أنظمة التكييف والتهوية: conductors الهوائية، والدعامات، ودعامات المعدات
- درابزين السلالم والحواجز: مكوّنات حرجة للسلامة تتوافق مع متطلبات إمكانية الوصول ومتطلبات كود البناء
- الأعمال المعدنية المخصصة: اللوحات الإرشادية، والتركيبات الفنية، والعناصر ذات العلامة التجارية
غالبًا ما تخدم شركات فنون المعادن المقطوعة بالليزر وشركات تصميم المعادن المقطوعة بالليزر القطاع المعماري، حيث تقوم بإنتاج ألواح زخرفية، وشبكات، وعناصر نحتية يكون التأثير البصري فيها مهمًا بقدر أهمية القوة الهيكلية.
المنتجات الاستهلاكية والإلكترونيات
من أغلفة الهواتف الذكية إلى أجهزة المطبخ، تتطلب المنتجات الاستهلاكية تصنيعاً اقتصادي التكلفة مع ضمان جودة سطحية متسقة. وتوازن شركات قص المعادن التي تخدم هذا القطاع بين الدقة ومتطلبات حجم الإنتاج.
تشمل التطبيقات النموذجية للمنتجات الاستهلاكية ما يلي:
- أغلفة الإلكترونيات: أغلفة مقاومة للتداخل الكهرومغناطيسي (EMI) لأجهزة الحاسوب والخوادم ومعدات الاتصالات السلكية واللاسلكية
- مكونات الأجهزة المنزلية: الألواح والدعائم والعناصر الإنشائية للمنتجات المنزلية
- السلع الرياضية: إطارات الدراجات الهوائية ومعدات اللياقة البدنية والمعدات الخارجية
- مكونات الأثاث: الإطارات المعدنية والأجزاء الميكانيكية والعناصر الزخرفية
- تجهيزات البيع بالتجزئة: الstands العرضية وأنظمة الرفوف ومعدات نقطة البيع
المتطلبات الدقيقة الخاصة بكل صناعة
تختلف متطلبات التحمل بشكل كبير حسب القطاع. وفقًا لشركة Xometry، تُعرّف التحملات الحدود المسموح بها للتغير في الأبعاد الفيزيائية، مما يضمن إنتاج الميزات ضمن حدود مقبولة للتطبيق المقصود.
تعمل تحملات ISO القياسية 2768 بشكل مثالي في العديد من التطبيقات الإنشائية والاستهلاكية. ومع ذلك، غالبًا ما تتطلب مكونات الطيران والطبية مواصفات من فئة ISO 286 — مع حدود تحمل تقاس بالمايكرومترات بدلاً من الألف من البوصة.
| قطاع الصناعة | متطلبات التحمل النموذجية | الشهادات الشائعة | اعتبارات خاصة |
|---|---|---|---|
| سيارات | ±0.005" إلى ±0.010" قياسي؛ وأكثر دقة بالنسبة للتركيبات الحرجة | IATF 16949، ISO 9001 | توثيق PPAP، إمكانية تتبع المواد |
| الفضاء | ±0.001" إلى ±0.005" شائعة؛ دون المايكرون للمكونات الحرجة | AS9100، Nadcap | إمكانية تتبع كاملة للمواد، شهادات العمليات الخاصة |
| الأجهزة الطبية | ±0.0005" إلى ±0.005" نموذجية | ISO 13485، تسجيل لدى إدارة الأغذية والعقاقير (FDA) | التوافق الحيوي، متطلبات الغرف النظيفة، التحقق |
| البناء | ±0.030" إلى ±0.125" شائعة | شهادات الأيزو 9001 وشهادات الجمعية الأمريكية للفحص (AWS) | الامتثال للمعايير، والتجديف، ومقاومة الطقس |
| الإلكترونيات الاستهلاكية | ±0.005" إلى ±0.015" نموذجي | ISO 9001 | معايير التشطيب الجمالي، ودرع التداخل الكهرومغناطيسي (EMI) |
وتتفاوت متطلبات شهادات المواد أيضًا باختلاف القطاعات الصناعية. فقد تكتفي تطبيقات البناء بتقارير الاختبار المعيارية للمصانع، في حين تتطلب مكونات قطاع الطيران إجراء تحليل كيميائي كامل والتحقق من الخصائص الميكانيكية لكل دفعة من المواد. أما الغرسات الطبية فتتطلب اختبارات التوافق الحيوي التي قد تُطيل جداول مؤهلات المواد لعدة أشهر.
إن فهم هذه المتطلبات الخاصة بكل قطاع صناعي يساعدك على تقييم ما إذا كان شريك التصنيع المحتمل يمتلك بالفعل خبرةً ذات صلة — أم أنه يتجاوز حدود خبرته الفعلية. فورشة العمل التي تتفوق في أعمال المعادن المعمارية قد تواجه صعوباتٍ في الوفاء بمتطلبات التوثيق الخاصة بقطاع الطيران، بينما قد لا تكون ورشة تصنيع الأجهزة الطبية الدقيقة تنافسيةً من حيث التكلفة في إنتاج السلع الاستهلاكية عالية الحجم.
بعد توضيح تطبيقات الصناعة ومتطلباتها، تأتي الخطوة الحرجة التالية المتمثلة في فهم معايير الدقة والجودة التي ينبغي أن تتوقعها من شركاء التصنيع المحترفين بالضبط.
معايير الجودة وتوقعات الدقة
لقد قمت باختيار شريك التصنيع الخاص بك وتقديم ملفات التصميم الخاصة بك — ولكن كيف تعرف ما إذا كانت الأجزاء النهائية ستفي فعليًا بمتطلباتك؟ إن فهم تحملات الدقة وعمليات ضمان الجودة هو ما يميز المشاريع الناجحة عن دورات إعادة العمل المحبطة. تعتمد عمليات الشركات المهنية لقطع المعادن بالليزر سمعتها على تسليم أجزاء تتطابق مع المواصفات بشكل ثابت.
فلنُزيل الغموض عن معنى الدقة في تصنيع المعادن حقًا، وكيفية إيصال توقعاتك المتعلقة بالجودة بشكل فعّال.
فهم الدقة والتحملات
يُعرَّف التسامح بأنه مدى الانحراف المسموح به لبعدٍ ما عن قيمته الاسمية مع بقائه مقبولاً. ووفقاً لشركة Xometry، فإن التسامح يُحدِّد الحدود المسموحة للتغير في البعد المادي، مما يضمن إنتاج السمات ضمن الحدود المقبولة للاستخدام المقصود منها.
تختلف تقنيات القطع المختلفة من حيث درجة الدقة التي تحققها. ومعرفة ما يمكن توقعه يمنع طرح متطلبات غير واقعية، ويساعدك على تحديد تسامحات أضيق فقط في الأماكن التي تكون فيها هذه الدقة بالغة الأهمية فعلاً.
وتصل الليزرات الليفية إلى تسامحات تتراوح بين ±٠٫٠٠١ و±٠٫٠٠٣ بوصة، ما يجعلها الخيار المفضل لمشاريع تصنيع المعادن الصعبة التي تتطلب دقةً بالغة.
إليك ما يمكنك توقعه بشكل واقعي من كل طريقة من طرق القطع:
- الليزر الليفي: وفقًا لـ A-Laser وبالنسبة للليزر الليفي، فإنها تحقق باستمرار تسامحات ضيقة تتراوح بين ±٠٫٠٠١ بوصة و±٠٫٠٠٣ بوصة — وهي المعيار الذهبي في أعمال قص صفائح المعادن بدقة عالية.
- ليزر CO2: وتبلغ التسامحات المحققة عادةً ما بين ±٠٫٠٠٢ بوصة و±٠٫٠٠٥ بوصة، وهي تسامحات جيدة بالنسبة لمعظم التطبيقات، وإن كانت أقل دقةً قليلاً مقارنةً بأنظمة الليزر الليفي.
- ليزر الأشعة فوق البنفسجية: يصل إلى تحملات دقيقة للغاية تصل إلى ±٠٫٠٠٠١ بوصة للتطبيقات الدقيقة مثل التصنيع الميكروي التي تتطلب دقة دون الميكرون.
- خراطة الماء: يوفّر عمومًا تحملات تتراوح بين ±٠٫٠٠٣ بوصة و±٠٫٠١٠ بوصة، حسب سماكة المادة وسرعة القطع.
- البلازما: ينتج تحملات أوسع تبلغ حوالي ±٠٫٠٢٠ بوصة — وهي مقبولة في التطبيقات الإنشائية، لكنها غير مناسبة للمقابض الدقيقة.
عند التعامل مع شركة متخصصة في قطع المعادن بالليزر حسب الطلب، فاعلم أن التحملات الأدق ترفع التكلفة. وتحديد تحمل ±٠٫٠٠١ بوصة عندما يكون التحمل ±٠٫٠١٠ بوصة كافياً تمامًا يؤدي إلى هدر المال وقد يطيل من أوقات التسليم. لذا طبّق متطلبات الدقة بشكل استراتيجي على الميزات الحرجة فقط.
ضمان الجودة في قطع المعادن
لا قيمة لمعدات الدقة بدون ضوابط جودة منهجية. وفقًا لـ Fox Valley Metal-Tech ، فإن الهدف الأسمى من مجرد مراقبة الجودة هو تقديم «ضمان الجودة» — وهو مستوى أعلى من الإدارة الاستباقية (وليس التفاعلية) للمنتج، ويتم تطبيقه طوال عملية الإنتاج.
شركة تقدم خدمة احترافية لقطع المعادن بالليزر، وتطبّق عملياتها عدة نقاط تفتيش:
التحقق من المادة
تبدأ الجودة قبل بدء عملية القطع. فتقوم شركات التصنيع الموثوقة بمقارنة المواد المستلمة مع أوامر الشراء، والتحقق من شهادات المطابقة (CoC)، وفحص المواد للتأكد من خلوها من أي تلف أو تلوث. وقد تُحفظ المواد في مناطق عزل مؤقتة حتى وصول وثائق التصديق، وتتم الموافقة على مطابقتها للمواصفات المطلوبة.
معايرة المعدات
يتطلب إنتاج أجزاء دقيقة استخدام معدات معينة مُعايرة بدقة. وتوضح شركة فوكس فالي ميتال-تك أن أي أداة قياس تُستخدم للتحقق من أبعاد المنتج يجب أن تُعاير وفقًا للتكرار المحدد في شهادة ISO 9001:2015. ويشمل ذلك التحقق اليومي من الميكروميترات والكاليبيرات مقابل معايير مرجعية ثابتة، والتفتيش الدوري الأسبوعي الذي تجريه جهات خارجية معتمدة على عمليات المعايرة، والمعايرة الشاملة السنوية لمعدات التحكم العددي الحاسوبي (CNC).
الفحص أثناء العملية
يتم التحقق من الأبعاد طوال عملية الإنتاج، وليس فقط في النهاية. تتراوح التحملات الشائعة لأعمال اللحام الدقيقة والأجزاء المصنعة بين .005" – .030"، ويتم التحقق منها باستخدام الفرجار، الميكرومترات، أجهزة قياس الارتفاع، وأجهزة القياس الإحداثية (CMMs).
الاختبار غير المدمر
عندما تتطلب المواصفات ذلك، قد تقوم شركة قص المعادن بالليزر أو تُنظم اختبارات متخصصة مثل فحص اللحام البصري، أو اختبار الضغط أو التسرب، أو فحص السائل الخافض للتوتر لاكتشاف الشقوق السطحية، أو الفحص بالجسيمات المغناطيسية للمواد الفيرومغناطيسية، أو الفحص بالموجات فوق الصوتية للكشف عن العيوب الداخلية.
التواصل الفعّال لمتطلباتك
يمنع التواصل الواضح نزاعات الجودة. إليك كيفية تحديد متطلباتك:
- الاستناد إلى معايير معترف بها: استخدم المعيار ISO 2768 للتحامل العام أو ISO 286 للأزواج الحرجة بدلاً من وضع مواصفات خاصة تم ابتكارها ذاتياً.
- تحديد الأبعاد الحرجة: قم بوضع علامة على الخصائص التي تتطلب تحاملاً أكثر دقة من التحمل القياسي بشكل صريح على الرسومات الخاصة بك.
- حدد متطلبات الفحص: إذا كنت بحاجة إلى تقارير فحص العينة الأولى (FAIR)، أو بيانات جهاز القياس بالإحداثيات (CMM)، أو التقارير البُعدية، فيجب الإشارة إلى ذلك منذ البداية.
- حدد نوع التشطيب السطحي: حدد جودة الحواف المقبولة، وحدود الحواف الحادة (البرّ)، وقيم خشونة السطح حيث يكون المظهر عاملًا مهمًّا.
يُعَدُّ اختيار التحمل المناسب قرارًا بالغ الأهمية في عملية التصميم والتصنيع، لأنه يؤثر على وظيفة القطعة، ومدى دقتها في التركيب، والتكلفة، وإمكانية تصنيعها.
إن فهمك لهذه المعايير النوعية يمكِّنك من تقييم شركاء التصنيع بشكل فعّال وتحديد توقعات واقعية لمشاريعك. وبمجرد تحديد المتطلبات النوعية، تكون مستعدًّا لاتخاذ الخطوة الأخيرة: الشراكة مع مُصنِّع التصنيع المناسب لإحياء تصاميمك.
الشراكة مع شركات قص المعادن في مشروعك القادم
لقد سلكتَ طريقك عبر أحدث التقنيات، واعتبارات المواد، وسير أعمال التصنيع، ومعايير الجودة. والآن حان الوقت لتجميع كل هذه العناصر في إطار عملي يمكنك تطبيقه فورًا. إن إيجاد الشركة المناسبة التي تقوم بقطع المعادن ليس مسألة حظٍّ، بل هو عملية تقييم منهجية تستند إلى متطلباتك المحددة.
سواء كنت تطلب نموذجًا أوليًّا واحدًا أو تُنشئ شراكة إنتاجية طويلة الأجل، فإن إطار اتخاذ القرار يبقى ثابتًا. ولنجمِّع ما تعلمته في خطوات قابلة للتنفيذ تُحرّك مشروعك قدمًا.
قائمة التحقق من شريكك في قطع المعادن
قبل الاتصال بأي شركة تصنيع، اعمل على هذه القائمة الشاملة للتقييم. ووفقًا لشركة TMCO، فإن اختيار شريك التصنيع المناسب لا يقتصر على مقارنة العروض السعرية فحسب، بل يتعداها إلى إيجاد فريقٍ يمكن الوثوق به لترجمة رؤيتك إلى واقعٍ بدقةٍ وكفاءةٍ واتساقٍ.
التحقق من التكنولوجيا والقدرات
- تأكيد تشغيلهم لمعدات القطع المناسبة (ليزر، قطع بالضغط العالي للماء، بلازما) وفقًا لمتطلباتك المتعلقة بنوع المادة وسمكها
- التحقق من قدرتهم على إجراء العمليات الثانوية— مثل الطي واللحام والتشطيب— إذا كانت أجزاؤك تتطلب معالجة تتجاوز عملية القطع
- تقييم قدرتهم على تلبية متطلباتك من حيث الحجم، بدءًا من النماذج الأولية وحتى دفعات الإنتاج
- تقييم توفر الدعم الهندسي لتحسين التصميم وتوفير ملاحظات حول إمكانية التصنيع (DFM)
متطلبات الجودة والشهادات
- التحقق من امتلاكهم شهادة ISO 9001 كمؤشر أساسي للجودة
- التأكد من حصولهم على شهادات محددة بالصناعة (مثل IATF 16949 للقطاع automotive، وAS9100 للقطاع aerospace، وISO 13485 للقطاع الطبي) عند الاقتضاء
- طلب معلوماتٍ عن معدات الفحص وقدرات توثيق الجودة
- الاستفسار عن أنظمة إمكانية تتبع المواد وتوثيق الشهادات المرتبطة بها
أساسيات تحضير المشروع
- إعداد ملفات التصميم بصيغ مقبولة (مثل STEP، وDXF، وIGES) مع مخططات مغلقة والأبعاد بوحدات صحيحة
- تحديد مواصفات مواد الوثائق بما في ذلك الدرجة والسماكة وأي شهادات مطلوبة
- تحديد التحملات الحرجة وذكرها صراحةً— ولا تُبالغ في تحديد المواصفات حيث تكون التحملات القياسية كافية
- سرد جميع العمليات الثانوية ومتطلبات التشطيب واحتياجات تركيب القطع المعدنية
- وضع توقعات واقعية للجدول الزمني استنادًا إلى درجة التعقيد والكمية
عوامل تقييم الشراكة
- تقييم سرعة الاستجابة في التواصل أثناء عملية الاقتباس— فهي مؤشر على جودة العلاقة المستمرة
- تقييم ما إذا كانت الشركة تطرح أسئلة توضيحية حول تطبيقك، مما يدل على مشاركتها الفعلية
- أخذ القرب الجغرافي في الاعتبار بالنسبة للأجزاء الحساسة من حيث الشحن أو التي تتطلب تكرارًا سريعًا
- مراجعة مراجع العملاء والخبرة الصناعية ذات الصلة بقطاعك
اتخاذ الخطوة التالية
وبمجرد إكمال قائمة المراجعة الخاصة بك، ستكون جاهزًا للتعامل مع الشركاء المحتملين بكفاءة. وفقًا لـ أبتيف المصنّع المتقدم الشركة المصنّعة المناسبة ستُسلِّم أجزاء دقيقة، وتخفض فترات التسليم، وتقدّم حلولاً مخصصة لكل مرحلة من مراحل تطوير منتجك.
إليك خطة العمل الخاصة بك للانتقال إلى المرحلة التالية:
للمشاريع النموذجية والتطويرية
عندما تكون السرعة والتكرار هما العاملان الأهم، فضّل الشركات المصنّعة التي توفّر تسليمًا سريعًا والتعاون الهندسي. ويمكن لشركات قص المعادن المخصصة باستخدام الليزر والتي تمتلك أنظمة اقتباس فوري تسريع دورة تطويرك بشكلٍ كبير. وابحث عن الشركاء الذين يوفّرون دعماً شاملاً لتصميم القابلية للتصنيع (DFM)، والذين يستطيعون تحديد المشكلات المحتملة في التصنيع قبل بدء عملية القص.
لبرامج الإنتاج
تتطلب الإنتاج على المدى الطويل معايير تقييم مختلفة. وتصبح شركات قطع المعادن الخاصة بالعلامات المصنّعة أصلًا (OEM) والشركات المُصنِّعة بالتعاقد التي تقدّم عمليات التسليم المجدولة، وبرامج المخزون، وتوثيق الجودة الموحَّد شركاءً أساسيين. وتمنع شركة قطع المعادن باستخدام ماكينات التحكم العددي الحاسوبي (CNC) ذات أنظمة الجودة القوية انقطاعات سلسلة التوريد التي تعرقل جداول الإنتاج.
اعتبر مصنّعين مثل شاويي (نينغبو) تقنية المعادن والتي تمثّل معايير الجودة المعتمدة وفقًا للمواصفة IATF 16949، التي ناقشناها في هذا الدليل بالكامل. ويُظهر مزيجها من بروتوكولات النماذج الأولية السريعة خلال ٥ أيام، والدعم الشامل لتحليل إمكانية التصنيع (DFM)، وتقديم العروض السعرية خلال ١٢ ساعة كيف تُسرّع الشركات الرائدة في مجال قطع المعادن باستخدام ماكينات التحكم العددي الحاسوبي (CNC) الخاصة بالعلامات المصنّعة أصلًا (OEM) سلاسل التوريد automotive في قطاع السيارات لمكونات الهيكل والتعليق والمكونات الإنشائية — بدءًا من الفكرة الأولية وصولًا إلى الإنتاج الضخم الآلي.
بناء علاقات طويلة الأمد
تمتد أفضل شراكات التصنيع لما بعد العروض السعرية المؤقتة. تؤكد TMCO أن اختيار الشريك لا يتعلق فقط بالمشروع الحالي، بل يتمحور حول بناء علاقة طويلة الأمد تقوم على الثقة والأداء والأهداف المشتركة. حيث يصبح مصنع قطع المعادن باستخدام الحاسب الرقمي (CNC) الموثوق امتدادًا لفريق الهندسة الخاص بك، ويقترح تحسينات ويتوقع التحديات قبل أن تؤثر على جدولك الزمني.
يُدير شريك التصنيع الجاهز للمشروع كامل العملية من الفكرة حتى الإنجاز، مما يلغي عدم الكفاءة الناتجة عن تنسيق عدة موردين مع الحفاظ على رؤية كاملة طوال عملية الإنتاج.
أنت الآن تفهم كيف تعمل تقنيات القطع المختلفة، وأي الطرق تناسب المواد المحددة، وما هي معايير الجودة التي يمكن توقعها من الشركات المتخصصة في التصنيع. كما تعرف كيف تعد مشاريعك لتحقيق النجاح وكيفية تقييم الشركاء المحتملين بشكل منهجي. أصبح المسار من طلب الاقتباس إلى استلام القطع المصنعة واضحًا—مشروعك القادم يبدأ بخطوة واحدة فقط للتواصل مع شريك تصنيع مؤهل يتماشى مع متطلباتك.
الأسئلة الشائعة حول شركات قطع المعادن
1. كم تبلغ تكلفة قص المعادن؟
تختلف تكاليف قطع المعادن بناءً على نوع المادة وسمكها وطريقة القطع والتعقيد. تتراوح تكلفة قطع الليزر عادةً بين 0.50 دولار و2 دولار لكل بوصة خطية في الصفائح المعدنية. وتتراوح الأسعار بالساعة عمومًا بين 20 و30 دولارًا. ويُقدِّم قطع البلازما تكاليف أقل لكل قدم في المواد السميكة، في حين يُفرض على قطع المياه (Waterjet) أسعارًا أعلى نظرًا لسرعته البطيئة. وتساهم الخصومات الحجمية في خفض تكلفة القطعة الواحدة بشكل كبير في الإنتاج الضخم، بينما تزيد العمليات الثانوية مثل الثني والتشطيب من التكلفة الإجمالية.
2. هل يقوم متجر الأدوات المنزلية بقص المعادن لك؟
تقدم متاجر الأدوات اليدوية خدمات محدودة لقطع المعادن، وعادةً ما تقتصر على قطع الأنابيب والقص الأساسي للمواد الرقيقة. أما بالنسبة لتصنيع صفائح المعادن بدقة، أو الأشكال المخصصة، أو المواد السميكة، فستحتاج إلى شركات احترافية متخصصة في قطع المعادن ومزودة بأنظمة الليزر أو المياه عالية الضغط (Waterjet) أو البلازما. وتتعامل هذه الشركات مع ملفات التصميم بمساعدة الحاسوب (CAD)، وتلتزم بمواصفات دقيقة جدًا (Tolerances ضيقة)، وتقدّم عمليات تصنيع ثانوية لا يمكن لمتاجر الأدوات اليدوية تقديمها.
3. كيف تحصل على قطعة معدنية مقطوعة؟
للحصول على قطع احترافية للمعادن، أعدّ ملفات تصميمك بصيغة DXF أو STEP، وحدّد نوع المادة وسمكها، ثم اتصل بشركة متخصصة في قطع المعادن للحصول على عرض سعر. وتقبل معظم الشركات المصنعة إرسال الملفات إلكترونيًّا عبر الإنترنت، وتوفر عروض الأسعار خلال فترة تتراوح بين ١٢ و٢٤ ساعة. ويشمل ذلك تحديد متطلبات الدقة (Tolerances)، والكمية المطلوبة، وأي عمليات تصنيع ثانوية مثل الثني أو التشطيب. أما بالنسبة للقطع البسيطة، فإن بعض خدمات التصنيع الإلكترونية توفر أسعارًا فورية مع التسليم خلال بضعة أيام فقط.
4. ما الفرق بين قطع الليزر وقطع البلازما؟
تستخدم قصّ الليزر شعاع ضوء مركّز يحقّق تحملات تصل إلى ±0.005 بوصة، وهي مناسبة جدًّا للمواد الرقيقة إلى المتوسطة التي تتطلّب الدقة والحافات النظيفة. أما قصّ البلازما فيستخدم غازًا متأيّنًا ساخنًا جدًّا، ويُعالِج المعادن الموصلة السميكة بسرعة تفوق ما تحقّقه الطرق الأخرى بـ ٣–٤ مرات، لكنه يوفّر تحملات أوسع تبلغ حوالي ±0.020 بوصة. اختر تقنية الليزر للتصاميم المعقدة والتركيبات الدقيقة؛ واختر تقنية البلازما لقطع الفولاذ الهيكلي السميك حيث تكون السرعة والتكلفة أكثر أهمية من جودة الحافة.
٥. ما الشهادات التي ينبغي أن أبحث عنها في شركة قصّ المعادن؟
تشير شهادة ISO 9001 إلى أنظمة إدارة الجودة الأساسية. أما بالنسبة للتطبيقات automotive، فإن شهادة IATF 16949 تُثبت الامتثال لمتطلبات القطاع automotive المحددة، بما في ذلك وثائق PPAP. ويحتاج موردو قطاع aerospace إلى شهادة AS9100، بينما تتطلب مصانع تصنيع الأجهزة الطبية شهادة ISO 13485. وتؤكد هذه الشهادات أن الشركة تتبع عمليات موثَّقة، وتستخدم معدات معقَّبة بدقة، وتطبِّق ضوابط جودة منهجية، وهي عناصر أساسية في الصناعات الخاضعة للتنظيم.