 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

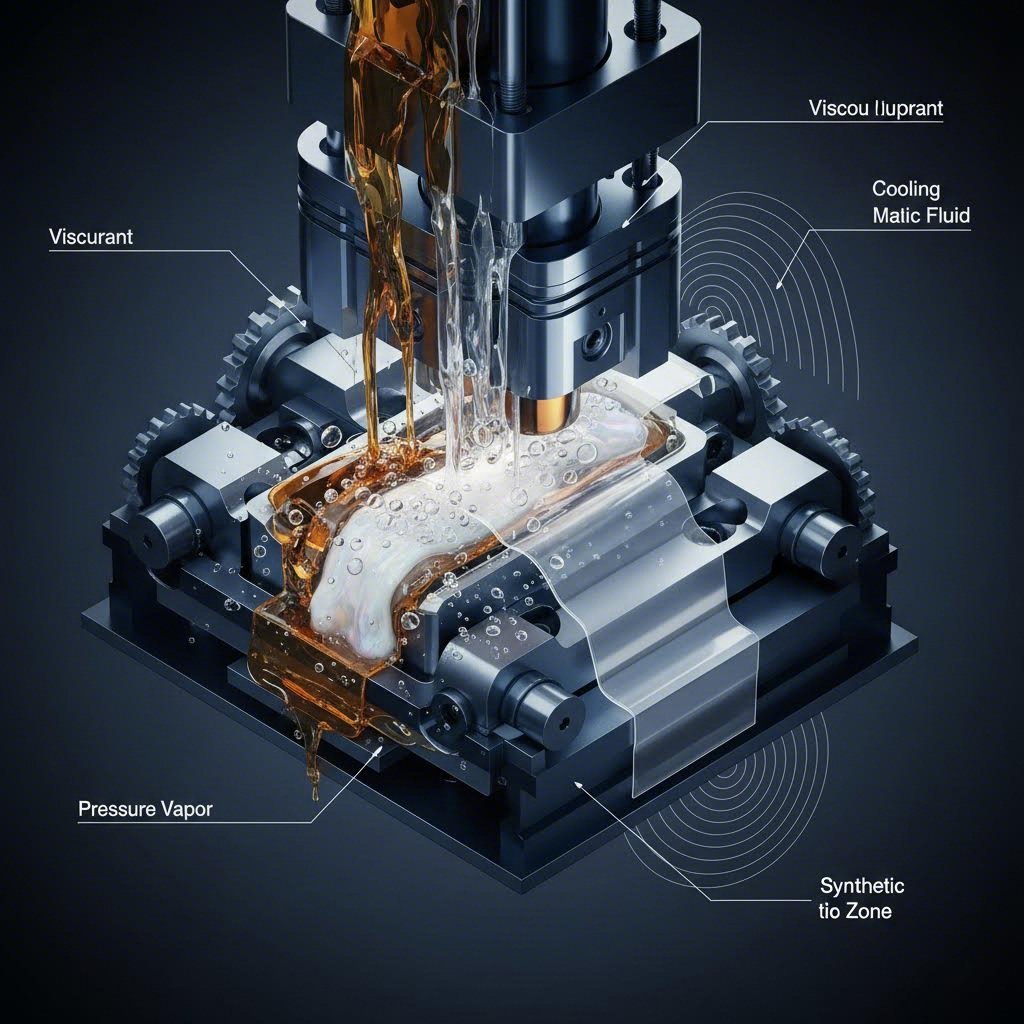
أنواع التشحيم للختم المعدني: الفئات الحرجة الأربع الموضحة
باختصار
تزيين طلاء المعادن ينقسم عموما إلى أربع فئات رئيسية: الزيوت الصلبة (للبائض الثقيلة ، ومتطلبات التشحيم العالي) الزيوت القابلة للذوبان (مستحلبات متعددة الأغراض لتبريد والاستعمال العام)، المواد الاصطناعية (للأداء الأقصى في النظافة والتبريد)، و الزيوت المتطايرة (سوائل التبخر لتطبيقات خفيفة ، خالية من المخلفات). يعتمد الاختيار بشكل كبير على شدة العملية (على سبيل المثال ، السحب العميق مقابل التبريد) ، ونوع المعدن ، ومتطلبات ما بعد الطابع مثل اللحام أو الطلاء. اختيار النوع الصحيح يوازن التوازن بين حماية الطلاء (الدهون) وحماية جودة الجزء (التبريد والغسل).
عوامل الاختيار الحرجة: كيفية الاختيار
اختيار النوع الأمثل للتشحيم ليس مجرد شراء طبل من الزيت؛ بل هو قرار هندسي يؤثر على عمر الأداة، ونوعية القطع، والتكاليف اللاحقة. وعادة ما يدور مصفوفة القرار حول ثلاث متغيرات أساسية: شدة الت deformation، والمادة التي يتم ختمها، والمتطلبات اللاحقة للعملية.
أولاً، قم بتحليل شدة العملية . فالعمليات البسيطة مثل القص أو الثقب تولّد حرارة ولكن تتطلب وسادة هيدروديناميكية أقل، مما يجعل الزيوت الاصطناعية القائمة على الماء أو الزيوت القابلة للذوبان مثالية. على النقيض، فإن السحب العميق أو الختم بسمك عالٍ يولّد ضغطًا شديدًا يمكن أن يلحم القطعة بالقالب (التجل). وتتطلب هذه التطبيقات لزوجة عالية ومحفزات ضغط عالي (EP) الموجودة في الزيوت الصلبة. وللشركات المصنعة التي تمتد من النمذة السريعة إلى الإنتاج الضخم، فإن الشراكة مع متخصصين يفهمون هذه الفروق المزلقية أمر ضروري. على سبيل المثال، تقدم شركة Shaoyi Metal Technology حلول شاملة للختم التي تعتمد على استراتيجيات تزييت دقيقة لتوريد مكونات سيارات حيوية مثل أذرع التحكم والأطراف الفرعية، مما يضمن الاتساق من أول 50 نموذجًا أوليًا إلى ملايين الوحدات المنتجة بكميات كبيرة.
ثانيًا، فكر في التوافق المادي المعادن الحديدية (الصلب) غالبًا ما تتطلب مثبطات للتآكل ويمكنها تحمل إضافات الكبريت أو الكلور النشطة لأداء قوي جدًا. أما المعادن غير الحديدية مثل الألومنيوم أو النحاس، فهي عرضة للتصبغ بسبب هذه الإضافات نفسها. بالنسبة لهذه المعادن الأقل صلابة، يُفضل غالبًا استخدام زيت صناعي مدعّم بالبوليمر أو زيت قابل للذوبان متخصص لمنع التلون الكيميائي.
وأخيرًا، فإن تقييم متطلبات ما بعد العملية أمر بالغ الأهمية للتحكم في التكاليف. فإذا كان يجب لحام الجزء أو طلاؤه أو طليه مباشرة بعد الختم، فسوف يتطلب زيت مستقيم كثيف عملية غسيل مكلفة متعددة المراحل. وفي مثل هذه الحالات، يمكن أن يلغي زيت «زائل» أو زيت صناعي نظيف التشغيل مرحلة الغسيل تمامًا، مما يقلل بشكل كبير من التكلفة الإجمالية لكل قطعة.
النوع 1: زيوت مباشرة (ثقيلة وسحب عميق)
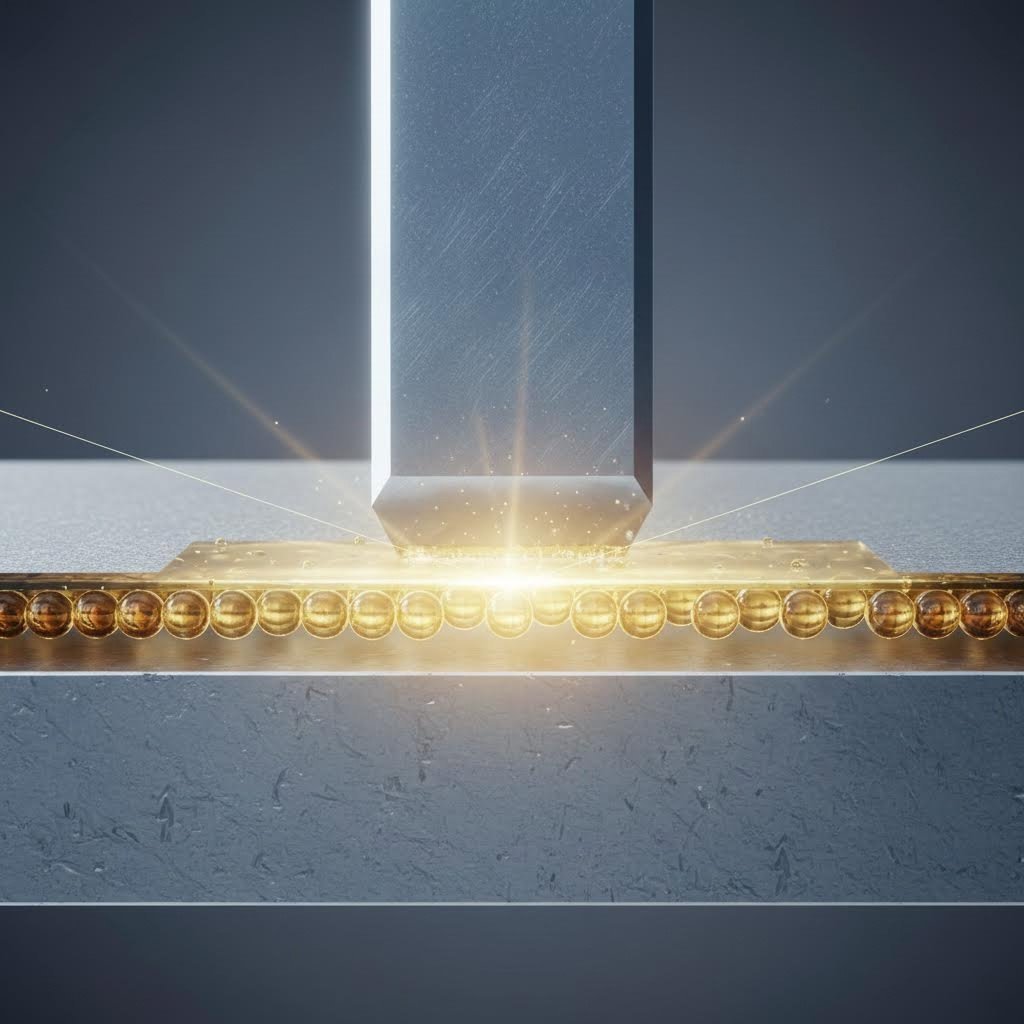
الزيوت المستقيمة، التي تسمى غالبًا الزيوت "النظيفة"، هي سوائل غير مخففة من البترول أو المعادن التي لا تحتوي على الماء. إنها الخيول التقليدية في صناعة طلاء المعادن، والتي تحظى بالتقدير بسبب قدرتها على التشحيم والقدرات الهيدروديناميكية. لأنها لا تعتمد على الماء، فإنها توفر حماية ممتازة من الصدأ للآلة والأجزاء النهائية.
الآلية الأساسية للزيوت المستقيمة هي لزوجتها العالية، التي تُشكّل حاجزًا ماديًا سميكًا بين القالب وقطعة العمل. ولتحسين الأداء، غالبًا ما يخلط المصنعون هذه الزيوت مع إضافات ضغط شديد (EP) مثل الكلور أو الكبريت أو الدهون. وتتفاعل هذه الإضافات مع سطح المعدن تحت تأثير الحرارة والضغط لتكوين فيلم كيميائي فدائي، ويمنع حدوث احتكاك مباشر بين المعادن حتى عندما يصبح فيلم الزيت رقيقًا بسبب قوى شديدة. ولهذا السبب تُعتبر الزيوت المستقيمة المعيار الذهبي للعمليات الصعبة مثل السحب العميق للصلب المقاوم للصدأ أو تشكيل سبائك عالية القوة ذات مقاسات سميكة.
ومع ذلك، تأتي أداء الزيوت الصافية بتجهيزات كبيرة. فهي تعمل كمبردات ضعيفة، ما يعني أنها قد تحبس الحرارة في القالب أثناء العمليات عالية السرعة. كما تترك بقايا زيتية كثيفة تعمل كمغناطيس لجذب غبار الورشة وتتطلب إزالة الشحوم بشكل عنيف قبل الطلاء أو اللحام. من الناحية البيئية، تشكل هذه الزيوت تكاليف تخلص أعلى ومخاطر انزلاق محتملة على أرضية الورشة. وعادةً ما يتم التطبيق باستخدام مجارف دوارة أو أنظمة التسريب بدلاً من الرشاشات، وذلك بسبب كثافتها.
النوع 2: المحاليل المائية (التبريد والتنوع)
تُعد الزيوت القابلة للذوبان، أو الزيوت المستحلبة، أكثر المزلقات متعددة الأغراض شيوعًا في ورش الختم الحديثة. تتكون هذه السوائل من زيت معدني مبعثر في الماء باستخدام مواد مستحلبة ومواد سطحية. والنتيجة هي سائل أبيض حليبي يهدف إلى تقديم أفضل ما في العالمين: انزلاقية الزيت والخصائص الفائقة للتبريد التي يوفرها الماء.
إن المحتوى العالي من الماء (غالبًا ما يتم تخفيفه بنسب تتراوح بين 5:1 إلى 20:1) يسمح للزيوت القابلة للذوبان بإبعاد الحرارة بسرعة، مما يجعلها مثالية لعمليات ختم القوالب التقدمية عالية السرعة، حيث يمكن أن يؤدي التمدد الحراري إلى إفساد الأبعاد الضيقة. ويوفّر الطور الزيتي تزييتًا حدوديًا لحماية الأدوات من البلى. وتتيح هذه المرونة لمنشأة واحدة استخدام تركيز واحد بنسب تخفيف مختلفة لمختلف المهام — خلطات أكثر غنىً للتشكيل، وخلطات أقل تركيزًا للقطع الخفيف.
رغم المرونة، فإن الزيوت القابلة للذوبان تتطلب صيانة دقيقة. نظراً لاحتوائها على الماء والمادة العضوية، فهي عرضة لنمو البكتيريا، مما قد يؤدي إلى روائح كريهة (غالباً ما تُعرف بـ"رائحة صباح يوم الاثنين") وتهيج الجلد للعاملين. كما أنها تتطلب مبيدات حيوية ومراقبة منتظمة لدرجة الحموضة pH للحفاظ على الاستقرار. عملية التنظيف أسهل مقارنة بالزيوت الصلبة، لكن عادة ما يلزم مرحلة غسيل لإزالة الطبقة الزيتية قبل العمليات الثانوية.
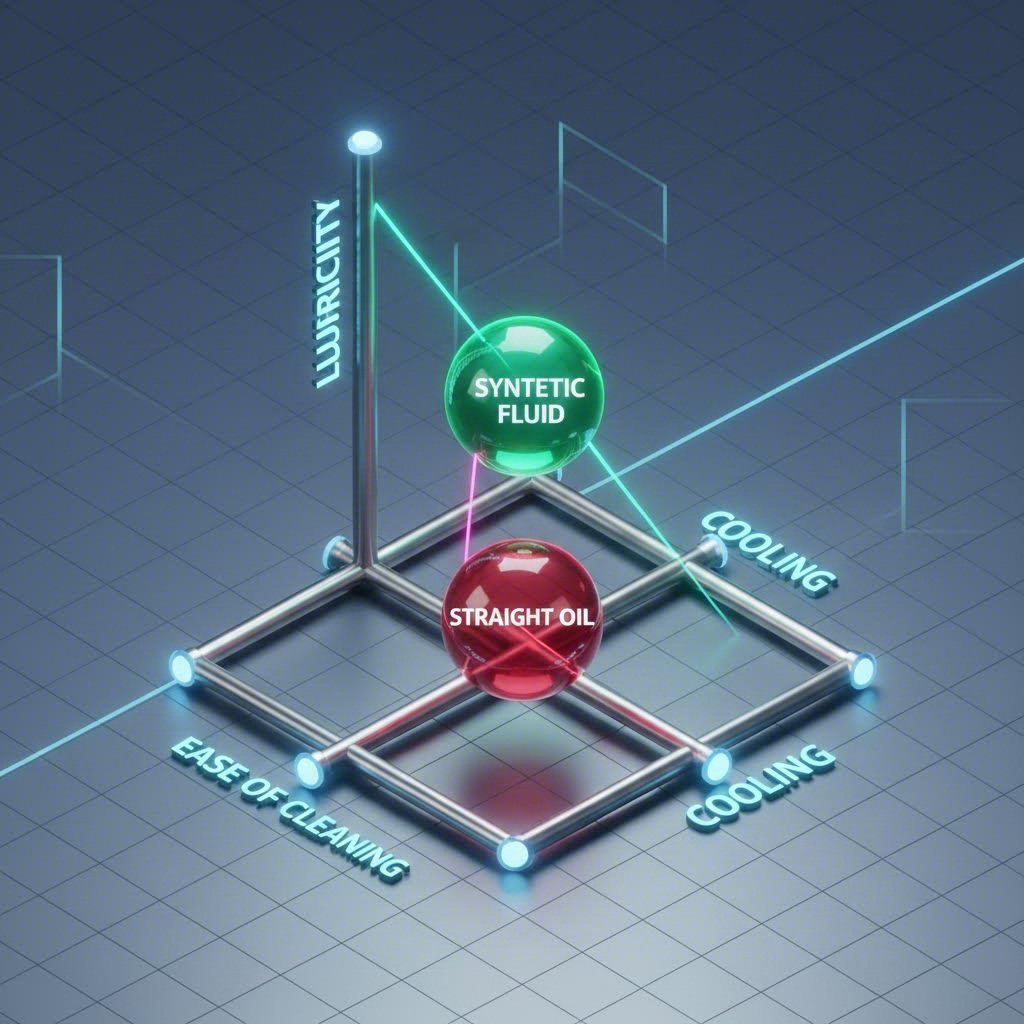
النوع 3: السوائل الاصطناعية (النظافة والتبريد)
تحتوي الزيوت الاصطناعية الحقيقية على عدم وجود زيت معدني. بل هي عبارة عن محاليل كيميائية مكونة من مركبات عضوية و غير عضوية قاعدية، وغالبًا ما تشمل بوليمرات ومنظفات. وتشكل محلول شفاف عند خلطها مع الماء، مما يوفر رؤية ممتازة للقطعة العاملة أثناء الإنتاج.
تم تصميم الزيوت الاصطناعية أساسًا للتبريد والنظافة. فهي الخيار الأنظف بين السوائل التي لا تزال توفر بعض الخواص الترطيبية، وغالبًا ما تدفع الزيت الطافر (الزيت الهيدروليكي المتسرب) إلى السطح لتسهيـل إزالته. وهذا يبقي الحوض نظيفًا ويمدد عمر السائل بشكل كبير مقارنة بالمستحلبات. وتبين تبعثرها السريع للحرارة جعلها مثالية للختم عالي السرعة جدًا للمعادن خفيفة السُمك، مثل الرقائق الكهربائية أو علب المشروبات.
كان التقييد المفروض على الزيوت الاصطناعية تاريخيًا هو قدرتها على التشحيم. وبما أنها خالية من محتوى الزيت، فإنها تعتمد على حواجز كيميائية قد لا تتحمل الضغوط الشديدة الناتجة عن السحب العميق للمعادن الصلبة. ومع ذلك، فإن الهجينات الحديثة "شبه الاصطناعية" أو الزيوت الاصطناعية البوليمرية الثقيلة الاستخدام تعمل على سد هذه الفجوة. وتشمل إحدى الميزات الرئيسية القابلية على الغسل؛ إذ يمكن العديد من الزيوت الاصطناعية من اللحام فوقها دون تنظيف أو يُمكن غسلها بسهولة باستخدام الماء العادي، مما يُحسّن كفاءة خط الإنتاج.
النوع 4: الزيوت الزائلة (القابلة للتبخر)
الزيوت المختفية، والمعروفة أيضًا باسم المحاليل التشحيمية التي تتبخر، هي سوائل متخصصة تم تصميمها لإزالة عملية التنظيف بالكامل. وتُحضَّر هذه الزيوت باستخدام نسبة عالية من المذيبات سريعة التبخر (مثل ماء الأرومات المعادن) تحمل كمية صغيرة من المواد المضافة لتحسين التشحيم. وبعد عملية الختم، يتبخر المذيب الحامل في الهواء، ويترك وراءه طبقة رقيقة جافة لا يمكن ملاحظتها عادةً ولا تتدخل مع عمليات الطلاء أو التغليف.
تُعد هذه المحاليل التشحيمية الخيار المفضل لعمليات ختم الأجزاء خفيفة الوطأة التي تكون فيها الجودة البصرية أمرًا حاسمًا، مثل ألواح الأجهزة المنزلية، أو القوالب المعمارية، أو وصلات الإلكترونيات. وتحل هذه الزيوت مشكلة «عنق الزجاجة» الخاصة بمحطات الغسيل، مما يسمح بنقل القطع مباشرةً من المكبس إلى التجميع أو الشحن.
العائد هو الأداء والسلامة. توفر الزيوت المتطايرة تزليقًا منخفضًا جدًا، ولا تكون مناسبة لأي شيء يتجاوز التشكيل الخفيف أو القص. علاوة على ذلك، فإن عملية التبخر تطلق مركبات عضوية متطايرة (VOCs)، والتي قد تتطلب أنظمة تهوية متخصصة للامتثال للوائح البيئية وحماية صحة العمال. كما أن قابلية الاشتعال تمثل مصدر قلق، وتستدعي بروتوكولات سلامة صارمة حول المكبس.
الخاتمة
يتطلب تحسين عملية ختم المعادن مطابقة المزلق ليس فقط مع المكبس، بل مع دورة الإنتاج بأكملها. ففي حين توفر الزيوت المباشرة حماية لا مثيل لها للأدوات في عمليات التشكيل الشاقة، إلا أن تكاليف تنظيفها قد تقضي على الربحية في الوظائف الأخف. وعلى العكس، توفر الزيوت الزائلة سرعة في العملية ولكنها تفشل تحت الضغط العالي. وغالبًا ما يستخدم أكفأ المصنّعين مزيجًا من هذه الأنواع الأربعة — المباشرة، والقابلة للذوبان، والصناعية، والزائلة — عبر خطوط مختلفة لتعظيم عمر الأداة وسلاسة العملية معًا. يجب دائمًا اختبار المزلقات الجديدة على نطاق صغير للتحقق من قابلية الغسل وتوافقها مع المواد قبل التنفيذ الكامل.
الأسئلة الشائعة
1. ما هي الأنواع الأربعة الرئيسية للمزلقات المستخدمة في الختم؟
الفئات الأربع الأساسية هي الزيوت الصلبة (مبنية على البترول، بدون ماء)، الزيوت القابلة للذوبان (مستحلبات زيت في الماء)، المواد الاصطناعية (محاليل كيميائية بدون زيت)، و الزيوت المتطايرة (سوائل مذيبة تتبخر). ويُستخدم كل نوع منها في مجال محدد يتراوح بين السحب عالي الشدة إلى القص الخفيف الذي لا يتطلب تنظيفًا.
2. هل يمكنني استخدام WD-40 في ختم المعادن؟
رغم أن WD-40 هو مادة اختراق وتشحيم خفيفة شائعة للاستخدام العام، إلا أنه يُعد عموماً غير مناسباً غير موصى به لختم المعادن الصناعي. فهو يفتقر إلى المضافات المقاومة للضغط الشديد (EP) واللزوجة الضرورية لحماية الأدوات أثناء التشكيل عالي الطن. ويمكن أن يؤدي استخدامه إلى تهالك القالب المبكر، والتجلع، وجودة الأجزاء غير المتسقة في بيئة الإنتاج.
3. ما الفرق بين مواد التشحيم المستخدمة في السحب والختم؟
يشير مصطلح "الختم" إلى مصطلح عام يتضمن القطع، والقص، والتشكيل، في حين يشير مصطلح "السحب" تحديدًا إلى شد المعدن داخل القالب. تتطلب مواد التشحيم المستخدمة في السحب (والتي غالبًا ما تكون زيوتًا مباشرة أو معاجين كثيفة) تزليقًا وحماية حاجزية أعلى بكثير لمنع تمزق المعدن أو لحامه بالقالب أثناء الشد. وقد تعطي مواد التشحيم العامة المستخدمة في الختم أولوية للتبريد وإزالة الر chips بدلاً من الأداء تحت ضغط شديد.