 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

التسامحات الأساسية في التزريق لأداء السيارات
التسامحات الأساسية في التزريق لأداء السيارات

باختصار
إن تسامحات التزوير الخاصة بمواصفات السيارات هي مجموعة حاسمة من التغيرات المسموح بها في الأبعاد، والتي تحدد دقة مكونات المركبات المصنعة. إن الالتزام بالتسامحات الضيقة أمر ضروري لضمان تركيب القطع بشكل صحيح، وأدائها بشكل موثوق تحت الضغط، ولتلبية المتطلبات الصارمة لصناعة السيارات من حيث السلامة والكفاءة. ويُعد تحقيق هذا الدقة عاملًا معززًا لقوة المكونات، ويقلل من هدر المواد، ويشكل أساسًا لإنتاج مركبات عالية الأداء وموثوقة.
تعريف تسامحات التزوير: أسس التصنيع الدقيق
في التصنيع، يُقصد بالتسامح الحد المسموح به للتغير في البعد الفيزيائي لأحد الأجزاء. وتحديدًا، تُحدد تسامحات التزريق النطاق المقبول للانحراف عن الأبعاد الاسمية المحددة في التصميم الهندسي. هذه الأرقام ليست عشوائية؛ بل هي معلمة حاسمة تضمن أن تتناسب المكونات وتؤدي وظيفتها بشكل صحيح داخل تجميع أكبر، مثل محرك المركبة أو نظام التعليق. كما ورد في مصادر الصناعة مثل Engineers Edge يجب أن تأخذ هذه التسامحات بعين الاعتبار عوامل متأصلة في عملية التزريق، بما في ذلك تآكل القالب، وانكماش المادة أثناء التبريد، واحتمالية سوء المحاذاة بين القالبين العلوي والسفلي.
تُصنف تسامحات التزوير عمومًا إما على أنها "عادية" أو "خاصة". التسامحات العادية، التي تُطبَّق عندما لا يُذكر أي معيار محدد، تُقسَّم بدورها إلى "المعيار التجاري" للممارسة العامة، و"المعيار الدقيق" للأعمال التي تتطلب دقة إضافية وتكلفة أعلى. أما التسامحات الخاصة فتُعرَّف بشكل صريح على الرسومات الهندسية بالنسبة للأبعاد الحرجة التي تكون فيها الدقة في غاية الأهمية. يمكن التفكير في الأمر مثل تجميع محرك عالي الأداء: في حين أن الكتلة الكلية لها حجم مقبول معين (التسامح التجاري)، فإن تركيب المكابس داخل الأسطوانات يتطلب فراغًا أكثر ضيقًا وتحديدًا (التسامح الخاص) لضمان ضغط وقوة مثاليين.
في النهاية، تمثل تسامحات التزوير اتفاقًا متفاوضًا عليه بين المصمم ومورد التزوير. كما ورد في مدينة الملكة يجب النظر في هذه العوامل على أساس كل حالة على حدة، لأنها تتأثر بشكل مباشر بتصميم القطعة والتقنيات الإنتاجية المحددة المستخدمة. ويمثل هذا الفهم الأساسي للتسامحات الخطوة الأولى نحو إنتاج مكونات تلبي المواصفات الصارمة لأي صناعة عالية الأداء.
الأهمية الحاسمة للتسامحات الضيقة في صناعة السيارات
تعمل صناعة السيارات تحت ضغط هائل لتقديم مركبات آمنة وموثوقة وموفرة للوقود وعالية الأداء. وتُعدّ عملية التزريق العميقي عالي الدقة مع تسامحات ضيقة عملية تصنيع رئيسية تساعد في تلبية هذه المتطلبات. وعندما تُصنع مكونات السيارات وفق مواصفات دقيقة، تمتد الفوائد لتغطي المركبة بأكملها، من حيث الأداء وحتى العمر الافتراضي. ويشكّل التحقق المستمر من الدقة البعدية عبر التزريق الدقيق عنصرًا أساسيًا لإنتاج قطع قادرة على تحمل الإجهادات الشديدة والاهتزازات والتقلبات الحرارية الناتجة عن التشغيل اليومي.
تتمثل مزايا الحفاظ على تحملات التزوير الضيقة لمكونات السيارات في أهمية كبيرة وتؤثر بشكل مباشر على جودة المنتج النهائي وفعاليته من حيث التكلفة. كما هو موضح في دليل صادر عن Sinoway Industry ، فإن هذه الفوائد متعددة الجوانب:
- قوة ومتانة عالية: يُحسّن عملية التزوير البنية الحبيبية للمعدن، بحيث تتماشى مع شكل المكون. وهذا يعزز خصائصه الميكانيكية، ما يجعل الأجزاء مقاومة للغاية للتآكل والصدمات والاستنزاف. تعتمد أجزاء حيوية مثل عمود المرفق، والأعمدة المرتبطة، ووصلات التوجيه على قوة التزوير هذه لمنع حدوث الأعطال.
- تعزيز السلامة والموثوقية: في الأنظمة الحرجة للسلامة مثل الفرامل والتعليق، لا توجد هامش للأخطاء. تضمن التحملات الدقيقة أن تتلاءم المكونات وتُستخدم معًا بسلاسة تامة، مما يقلل من خطر فشل ميكانيكي. وقد أظهرت الدراسات أن المكونات ذات التحملات الدقيقة يمكن أن تحسن الأداء والموثوقية الإجمالية بشكل كبير.
- تقليل الوزن: يُعطي التصميم الحديث للسيارات أولوية لتقليل الوزن من أجل تحسين كفاءة استهلاك الوقود. يمكن لعملية السبك الدقيقة العالية إنتاج أجزاء قوية وخفيفة الوزن، حيث تقوم بإزالة المواد غير الضرورية دون المساس بالمتانة الهيكلية. ويساعد هذا المصنّعين على الوفاء بمعايير الانبعاثات وكفاءة استهلاك الوقود التي أصبحت أكثر صرامة باستمرار.
- الكفاءة الاقتصادية على نطاق واسع: رغم أن تحقيق تحملات أكثر دقة قد يتطلب أدوات أكثر تطوراً، فإن عملية السبك بالضغط فعالة للغاية في الإنتاج عالي الحجم. فهي تقلل من هدر المواد (أو الوميض) إلى الحد الأدنى، وغالباً ما تقلل الحاجة إلى عمليات تشغيل ثانوية مكثفة، مما يؤدي إلى خفض التكلفة لكل وحدة في الإنتاج الضخم.
الإبحار في معايير وتوجيهات السبك
لضمان الاتساق والجودة عبر الصناعة، غالبًا ما تستند تسامحات التشكيل على قوالب إلى معايير معتمدة. توفر منظمات مثل الجمعية الأمريكية للمهندسين الميكانيكيين (ASME) ومعهد النورمات الألمانية (DIN) مواصفات تشمل المواد والأبعاد وتصنيفات الضغط للمكونات المُشكلة. على سبيل المثال، يحدد المعيار ASME B16.11 متطلبات مفصلة للتجهيزات المُشكلة، في حين تحدد معايير DIN مثل DIN 1.2714 درجات المواد ذات مقاومة البلى العالية المناسبة للتشكيل بالقوالب المغلقة. ويضمن الالتزام بهذه المعايير إمكانية التبادل الوظيفي وجودة أساسية للقطع المستمدة من موردين مختلفين.
تعتمد التحمل القابل للتحقيق أيضًا بشكل كبير على طريقة التزريق. حيث إن التزريق بقالب مفتوح، الذي لا يكون فيه المعدن محصورًا تمامًا داخل القوالب، يُعد عمومًا أقل دقة من حيث التحمل. على النقيض من ذلك، فإن التزريق بقالب مغلق (أو تزريق بصب مطبوع)، الذي يُجبر فيه المعدن على الدخول إلى تجويف منحوت بدقة، يسمح بالتحكم بشكل أكبر في الأبعاد. ولهذا السبب يُفضّل التزريق بقالب مغلق بشكل سائد في تصنيع أجزاء السيارات المعقدة مثل التروس ومكونات التعليق.
توفر الجدول التالي نظرة عامة عامة على التحملات النموذجية لأنواع التزريق المختلفة، على الرغم من أن القيم المحددة قد تختلف حسب حجم الجزء والمواد والتعقيد.
| طريقة التزريق | نطاق التسامح النموذجي | التطبيقات الشائعة في صناعة السيارات |
|---|---|---|
| التزريق بقالب مغلق / تزريق بصب مطبوع | ±0.5 مم إلى ±1.5 مم (يمكن أن يكون أدق) | قضبان التوصيل، التروس، الكراسيات، مفاصل التوجيه |
| تزريق بالقالب المفتوح | ±1 مم إلى ±3 مم (أو ±0.03 بوصة إلى ±0.125 بوصة) | المحاور الكبيرة، الحلقات، التشكيل الأولي للسبائك |
| التزريق الدقيق (التزريق على الشكل النهائي) | ±0.1 mm إلى ±0.3 mm | تُرسان عالي الأداء، شفرات التوربينات |
الاعتبارات الرئيسية للتصميم والمواد من أجل تحقيق تسامحات التزوير المثلى
تحقيق التحملات المثلى في عملية التزريق ليس مجرد مسألة تحديد رقم؛ بل هو نتيجة لنهج شامل يبدأ في مرحلة التصميم. هناك عدة عوامل رئيسية تتفاعل لتحديد الدقة النهائية لمكوّن مزدري. يجب على المهندسين والمصممين أن يوازنوا بين هذه الاعتبارات لصنع قطعة تُمكن من التصنيع وتحقق في الوقت نفسه متطلبات الأداء. كما ورد في مذكرة تقنية من Frigate Manufacturing يُعد التصميم المدروس جيدًا أساسيًا للنجاح.
تُعد الاعتبارات التالية حاسمة في التأثير على التسامحات القابلة للتحقيق لأي قطعة مزورة مستخدمة في السيارات:
- هندسة القطعة وتعقيدها: من الأسهل بطبيعتها تزوير الأشكال البسيطة بدقة عالية. يمكن أن تصعب التصاميم المعقدة التي تحتوي على تجاويف عميقة أو زوايا حادة أو جدران رقيقة تدفق المعدن داخل القالب، مما يؤدي إلى تباين في الأبعاد. تُعد الزوايا الكبيرة والمنحنيات ضرورية لتدفق سلس للمواد ومنع العيوب.
- اختيار المواد: تتصرف المواد المختلفة بشكل مختلف تحت تأثير الحرارة والضغط. لكل من السبائك مثل الفولاذ، والألومنيوم، والتايتنيوم معدلات تمدد حراري فريدة، وخصائص تدفق، وانكماش عند التبريد. إن اختيار المادة يؤثر بشكل مباشر على تصميم القالب والتسامحات النهائية التي يمكن تحقيقها. على سبيل المثال، يتطلب الألومنيوم الذي يتمتع بموصلية حرارية عالية ضوابط عملية مختلفة عن الفولاذ.
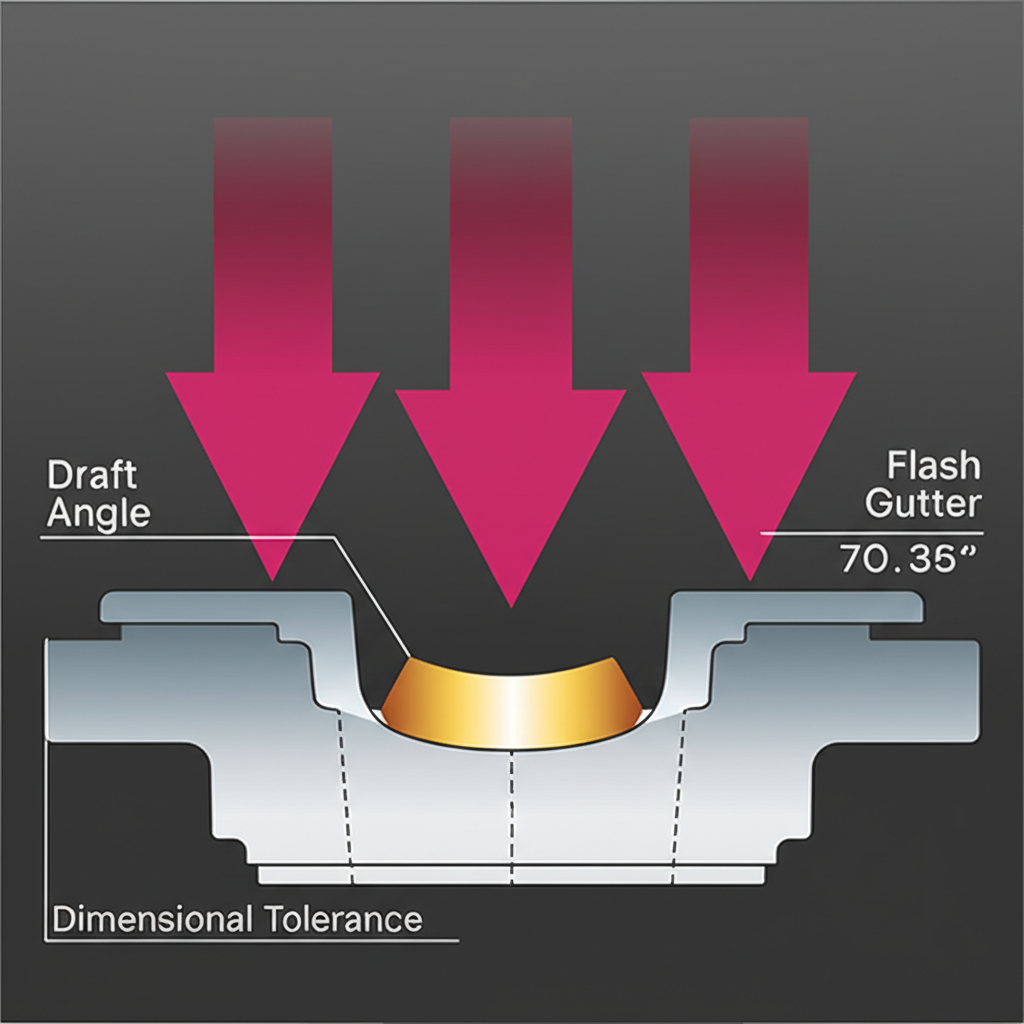
- تصميم القالب وزوايا الانحدار: يُعد القالب نفسه أداة رئيسية تحدد شكل القطعة. يعد التصميم السليم للقالب، بما في ذلك إدراج زوايا انحدار (ميل طفيف على الأسطح الرأسية)، أمرًا أساسيًا لتمكين إزالة القطعة المصنوعة دون إحداث تلف. ويمكن أن يؤدي نقص الزاوية إلى تشوهات وتؤثر سلبًا على التسامحات.
- درجة حرارة التشكيل وضبط العملية: يجب التحكم بدقة في درجة حرارة كل من القطعة الشاغلة وأقالب التزريق. ويمكن أن تؤدي التغيرات في درجة الحرارة إلى جريان غير متسق للمواد وانكماشها، مما يؤثر بشكل مباشر على الدقة الأبعادية. وتُوفر العمليات الآلية الاتساق اللازم لإنتاج السيارات بكميات كبيرة.
غالبًا ما يتطلب التعامل الناجح مع هذه العوامل التعاون مع متخصص في السباكة. بالنسبة للشركات التي تسعى للحصول على مكونات عالية الجودة، فإن الشراكة مع مزوّد ذو خبرة هي المفتاح. على سبيل المثال، تكنولوجيا المعادن شاوي يي تقدم خدمات تزريق ساخن متخصصة معتمدة وفقًا للمواصفة IATF16949 لصناعة السيارات، مما يدل على الخبرة في تصنيع القوالب والتحكم في العمليات اللازمة لتلبية المواصفات الصارمة للسيارات من التصنيع الأولي إلى الإنتاج الضخم.

الأسئلة الشائعة
1. ما هي المواصفة القياسية DIN الخاصة بالتزريق؟
تغطي معايير DIN (المعهد الألماني للمعايير) جوانب مختلفة من عملية التزريق. ومثال ذو صلة هو DIN 1.2714، وهو معيار مادي لسبيكة فولاذ كرومية-نيكلية-موليبدينوم-فاناديمية يُوصى بها للتزريق المغلق بسبب قوتها العالية، ومقاومتها للتآكل، وصلابتها. ويضمن هذا المعيار أن يكون المعدن نفسه مناسبًا لإنتاج مكونات متينة وقوية.
2. ما هو المعيار ASME الخاص بالتزريق؟
توفر ASME (الجمعية الأمريكية للمهندسين الميكانيكيين) العديد من المعايير المطبقة على التزريق. ومن أبرزها ASME B16.11، الذي يحدد المتطلبات الخاصة بتجهيزات الفولاذ المزروع، بما في ذلك تصنيفاتها، وأبعادها، وتسامحاتها، ووضع العلامات، ومتطلبات المواد. ويُعد هذا المعيار ضروريًا لضمان الاتساق والسلامة في التطبيقات عالية الضغط.
3. ما هو تسامح التزريق بالقالب المفتوح؟
يتميز التزوير المفتوح بتسامحات أوسع مقارنةً بالطرق المغلقة، لأن القطعة غير محصورة بالكامل. ويمكن أن تتراوح التسامحات من حوالي ±0.03 بوصة إلى ±0.125 بوصة (ما يعادل تقريبًا ±0.8 مم إلى ±3.2 مم) قبل التشغيل، وذلك حسب حجم وتعقيد المكون. وتناسب هذه الطريقة الأجزاء الأكبر أو عمليات التشكيل الأولية التي لا يكون فيها الدقة العالية أولوية.