 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

درجات الألومنيوم المطروق للسيارات: تطابق السبيكة المناسبة مع كل جزء

لماذا تُعد درجات الألومنيوم المطروقة مهمة لأداء السيارات
عندما تفكر فيما يجعل السيارة الحديثة المصنوعة من الألومنيوم تؤدي بأفضل شكل، فإن الإجابة غالبًا ما تكون مختبئة تحت السطح – في هيكل المعدن نفسه. أصبح الألومنيوم المطروق ضروريًا في تصنيع السيارات، ويُستخدم في كل شيء بدءًا من مكونات التعليق وصولاً إلى العجلات عالية الأداء. ولكن إليك السؤال الحاسم الذي يواجهه معظم المهندسين ومتخصصي المشتريات: مع توفر العديد من درجات الألومنيوم، كيف يمكنك مطابقة السبيكة المناسبة لكل جزء؟
يمكن أن يعني فهم هذا الاتصال بين اختيار السبيكة وأداء المكون الفرق بين مركبة تتفوّق وأخرى تحقق فقط الحد الأدنى من المواصفات. إذًا، ما المقصود بالسبيكة المعدنية من الألمنيوم بالضبط، ولماذا تختلف الأداء حسب طريقة التشكيل؟
لماذا يُحدث التForging فرقاً في أداء الألمنيوم
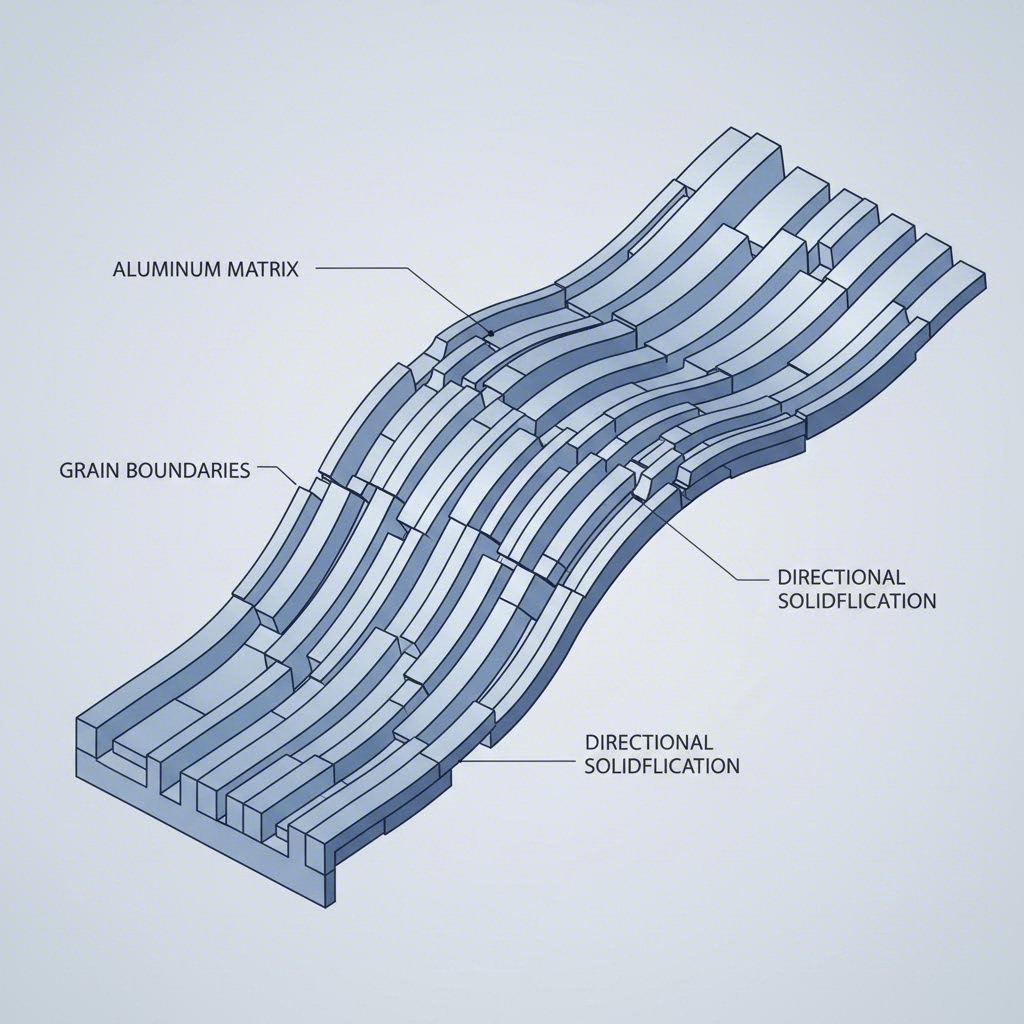
على عكس الصب—حيث يتم صب الألومنيوم المنصهر في قوالب—أو البثق، الذي يدفع المعدن المسخن عبر قالب، فإن التزريق يُطبّق ضغطًا شديدًا لتشكيل الألومنيوم عند درجات حرارة مرتفعة. هذه العملية تغيّر بشكل جوهري البنية الداخلية للمادة. ما النتيجة؟ تدفق حبيبات أكثر كثافة واستمرارية يتبع معالم القطعة النهائية.
وفقًا للخبراء في مجال التصنيع، يُكَثِّف التزريق بنية حبيبات الألومنيوم ، مما يعزز بشكل كبير المتانة والصلابة مقارنةً بالبدائل المصبوبة. كما تحسّن هذه البنية المجهرية الدقيقة مقاومة التعب والأداء تحت التصادم—وهي خصائص لا يمكن التنازل عنها في التطبيقات الحرجة المتعلقة بالألومنيوم في صناعة السيارات.
يُحسّن التزريق بنية حبيبات الألومنيوم من خلال ضغط ومحاذاة الألياف الداخلية، ما يمنح خواص ميكانيكية لا تستطيع البدائل المصبوبة منافستها أبدًا—وخاصةً بالنسبة للمكونات التي تتعرض لدورات إجهاد متكررة.
لهذا السبب تُظهر السيارة المصنوعة من الألومنيوم مع مكونات مزورة في المناطق الحرجة متانةً فائقةً في ظروف القيادة الواقعية. حيث يُلغي عملية التزوير الفراغات والمسامية الداخلية الشائعة في الصب، مما يضمن أن كل مكون من مكونات السيارة المصنوعة من الألومنيوم يمكنه تحمل الأحمال الشديدة للمركبات الحديثة.
تحدي اختيار الدرجة في تصنيع السيارات
هنا تكمن المثيرة للاهتمام — والتعقيد. لا تتساوى جميع درجات الألومنيوم من حيث القابلية للتزوير، وليس كل درجة مزورة مناسبة لكل تطبيق. ويمكن أن يؤدي اختيار السبيكة الخاطئة إلى صعوبات في التصنيع، أو فشل مبكر في المكونات، أو تكاليف غير ضرورية.
يجب على المهندسين تحقيق توازن بين عدة عوامل متنافسة عند اختيار درجات الألومنيوم لمكونات السيارات:
- متطلبات القوة: هل يحتاج المكون إلى أقصى قوة شد أم إلى قابلية جيدة للتشكيل؟
- بيئة التشغيل: هل سيتعرض المكون لظروف تآكلية أم لدرجات حرارة قصوى؟
- قيود التصنيع: ما مدى تعقيد هندسة المكون، وما هي درجات حرارة التزوير الممكنة؟
- اعتبارات التكلفة: هل تبرر التطبيق سبائك مميزة، أم أن الدرجات القياسية كافية؟
يُعد هذا المقال دليلك العملي للتحديد، حيث يرشدك خلال درجات الألومنيوم المطروقة الأساسية المستخدمة في السيارات الحديثة. ستكتشف أي السبائك مناسبة لكل فئة من المكونات، وتفهم الدور الحيوي للمعالجة الحرارية، وتتعلم كيفية تجنّب الأخطاء الشائعة في الاختيار. سواء كنت تحدد المواد لمفاصل التعليق أو العجلات أو أجزاء ناقل الحركة، فإن مطابقة الدرجة المناسبة لكل تطبيق يضمن الأداء والقيمة معًا.
سلسلة سبائك الألومنيوم وملاءمتها للتشكيل بالطرق
قبل أن تتمكن من مطابقة السبائك المناسبة لمكون سيارة معين، يجب أن تفهم كيف يتم تنظيم سبائك الألومنيوم. أنشأت جمعة الألومنيوم نظام ترقيم يصنف سبائك الألومنيوم المصنعة إلى سلاسل بناءً على العنصر الأساسي المضاف في السبيكة. تمنحك هذه التصنيفة—التي تتراوح من 1xxx إلى 7xxx—معلومات واسعة حول سلوك السبيكة أثناء عملية السبك، بالإضافة إلى خصائص الأداء النهائي لها.
لكن إليك ما لا تشرحه العديد من مواصفات المواد: لماذا تُسْبك بعض درجات سبائك الألومنيوم بسلاسة وجمال، في المقابل تتشقّت درجات أخرى أو تشوه أو ببساطة ترفض التعاون؟ تكمن الإجابة في علم المعادن، وفهم هذه الأساسيات سيُغيّر طريقة اختيارك للدرجات في التطبيقات السيارات.
فهم نظام سلسلة الألومنيوم
يتم تحديد كل سلسلة من سبائك الألومنيوم بالعنصر المضاف المهيمن، الذي يُحدّد الخصائص الأساسية للسبيكة. فكّر فيها كشجرة عائلة يتشارك أفرادها بعض الصفات.
- السلسلة 1xxx: ألمنيوم أساسيًا نقي (99٪+ أل). يتميز بمقاومة ممتازة للتcorrosion والتوصيل، ولكنه شديد الليونة لاستخدامه في المكونات الهيكلية للسيارات.
- سلسلة 2xxx: النحاس هو المضاف الرئيسي. توفر هذه السبائك قوة عالية ومقاومة ممتازة للتتعب—مثالية للتطبيقات المتطورة في مجال الطيران والنقل البري.
- سلسلة 3xxx: مصنوع من المنغنيز. قوة متوسطة مع قابلية جيدة للتشكيل، لكنه نادرًا ما يستخدم في عمليات التزريق لأنه لا يمكن معالجته حراريًا لتحقيق قوى أعلى.
- سلسلة 4xxx: مسيطر عليه بالسيليكون. المحتوى العالي من السيليكون يوفر مقاومة ممتازة للت wear، مما يجعل هذه السبائك مناسبة للبيستونات، رغم أنها تشكل تحديات في التشغيل.
- سلسلة 5xxx: قائمة على المغنيسيوم. مقاومة استثنائية للتcorrosion وقابلية ممتازة للّحام، وتُستخدم عادةً في التطبيقات البحرية والمنخفضة حرارة بدلاً من الأجزاء النموذية للسيارات.
- سلسلة 6xxx: مزيج من المغنيسيوم والسيليكون. توفر هذه التركيبة المتوازنة المرونة التي تجعل سبائك سلسلة 6xxx الأعمدة الفولاذية في صناعة تForging الألمنيوم للسيارات.
- سلسلة 7xxx: يُكوِّن الزنك، مع المغنيسيوم والنحاس، سبائك فائقة القوة. وتمثل هذه السبائك أقوى سبائك الألومنيوم المتاحة، وهي ضرورية للهياكل الجوية التي يهم فيها الوزن بشكل بالغ، وكذلك لهياكل السيارات عالية الأداء.
وفقًا لـ وثائق صناعية من جمعية الألومنيوم ، ظهرت هذه الطريقة في التسمية بعد الحرب العالمية الثانية لإضفاء الانضباط على الكتالوج المتنامي باستمرار من مواد الألومنيوم. ويساعد فهم درجات سبائك الألومنيوم ضمن هذا الإطار في تضييق نطاق الخيارات بسرعة لأي تطبيق معين.
عوامل قابلية التزريق عبر عائلات السبائك
هنا تأتي البصيرة الهندسية الحقيقية. لا يتم تزريق جميع سبائك الألومنيوم بنفس الطريقة، ولا هي فروقات عشوائية — بل تكمن في كيفية تأثير تركيبة كل سبيكة على سلوكها تحت الضغط والحرارة.
تعتمد قابلية التزريق على عدة عوامل مترابطة:
- مقاومة التشوه: ما مقدار القوة التي يحتاجها السبيكة لتدفقه داخل تجاويف القالب؟
- حساسية درجة الحرارة: ما مدى التغير الكبير في الخصائص عبر نطاق درجة حرارة التزريق؟
- معدل التشقق: هل يتحمل السبيكة تشوهات شديدة دون أن تُظهر عيوبًا سطحية أو داخلية؟
- قابلية المعالجة الحرارية: هل يمكن تقوية القطعة المزورة من خلال معالجة حرارية لاحقة؟
أبحاث من ASM International يُظهر ذلك أن قابلية التزوير تتحسن مع ارتفاع درجة حرارة المعدن لجميع سبائك الألومنيوم، ولكن مدى هذا التأثير يختلف اختلافًا كبيرًا. تُظهر سبائك 4xxx ذات نسبة السيليكون العالية أعلى حساسية للحرارة، في حين تمتلك سبائك 7xxx عالية القوة أضيق نطاق عملي ممكن. ولهذا السبب تتطلب سبائك السلسلة 7xxx تحكمًا دقيقًا في درجة الحرارة: لأن هامش الخطأ يكون أقل.
تكتسب سلسلة 6xxx، وخاصة سبائك مثل 6061، شهرتها باعتبارها "قابلة للتزوير بدرجة عالية" لأنها توفر تركيبة مواتية من إجهاد انسياب معتدل ونافذة عملية تساهلية. على النقيض من ذلك، تُظهر سبائك 2xxx و7xxx إجهادات انسياب أعلى — وأحيانًا تفوق تلك الخاصة بالصلب الكربوني عند درجات حرارة التزوير النموذجية — مما يجعلها أكثر صعوبة، لكنها ضرورية للمكونات عالية الأداء.
| سلسلة السبائك | العنصر السبائحي الرئيسي | تصنيف القابلية للتشكيل | التطبيقات النموذجية في صناعة السيارات | الخصائص الرئيسية |
|---|---|---|---|---|
| 2xxx | النحاس | معتدلة | المكابس، قضبان الت Connecting rods، مكونات المحرك | القوة عند درجات الحرارة العالية، مقاومة تمتازائية ممتازة، قابلة للعلاج الحراري |
| 5xxx | المغنيسيوم | جيد | المكونات الهيكلية في البيئات المسببة للتcorrosion، أجزاء بمواصفات بحرية | غير قابلة للعلاج الحراري، مقاومة استثنائية للتcorrosion البحرية، قوة عالية عند اللحام |
| 6xxx | المغنيسيوم + السيليكون | ممتاز | أذرع التعليق، أذرع الت управления، العجلات، أجزاء هيكلية عامة | توازن بين القوة وقابلية التشكيل، مقاومة جيدة للتcorrosion، قابلة للعلاج الحراري، فعالة من حيث التcost |
| 7xxx | الزنك (+ المغنيسيوم، النحاس) | متوسطة إلى صعبة | مكوّنات هيكلية عالية الإجهاد، عجلات أداء، قطع غيار سيارات من درجة الفضاء الجوي | قوة فائقة الشدة، مقاومة ممتازة للتآكل، يتطلب تحكمًا دقيقًا في العملية، يمكن إخضاعه للعلاج الحراري |
لماذا تُعد التركيبة الكيميائية مهمة جدًا في عملية التزريق مقارنة بأساليب التشكيل الأخرى؟ عندما يتم صب الألومنيوم، يتصلب المعدن من الحالة السائلة، وغالبًا ما يحبس فراغات داخلية ويُطوّر هياكل بلورية خشنة. أما البثق فيدفع المعدن المسخّن عبر فتحات قوالب ثابتة، مما يحد من التعقيد الهندسي. أما السبك، فيُجري ضغطًا على المعدن تحت ضغط هائل، ما يُحسّن البنية البلورية ويُزيل التجويفات الداخلية — ولكن فقط إذا كانت السبيكة قادرة على تحمل هذا التشوه الشديد دون التشقق.
السبائك الألومنيومية الشائعة المستخدمة في التزوير automotive—وهي أساسًا من عائلات 2xxx و6xxx و7xxx—تتشابه في سمة حرجة: جميعها قابلة للعلاج الحراري. وهذا يعني أنه يمكن تعزيز مقاومتها بشكل كبير بعد عملية التزوير من خلال معالجة الذوبان والعمر الاصطناعي. أما السبائك غير القابلة للعلاج الحراري مثل سلسلة 5xxx فتُستخدم بشكل محدود في عمليات التزوير للسيارات، لأنها لا تستطيع تحقيق مستويات المقاومة المطلوبة لمكونات المركبات المختلفة.
بعد فهمك لدرجات سبائك الألومنيوم وسلوكها أثناء التزوير، فأنت الآن جاهز لاستكشاف الدرجات المحددة التي تهيمن على تصنيع المركبات — وفهم السبب الدقيق الذي يجعل المهندسين يختارون كل درجة لتطبيقات معينة.
الدرجات الأساسية من الألومنيوم المطروق لمكونات السيارات
الآن بعد أن تعرفت على كيفية اختلاف عائلات سبائك الألومنيوم من حيث سلوك التزوير، دعونا نفحص الدرجات المحددة التي تهيمن على تصنيع السيارات. تمثل هذه السبائك الخمس - 6061، 6082، 7075، 2024، و2014 - خيارات المواد الأساسية التي ستواجهها عند تحديد مكونات مُزَلْوَرَة. ويجلب كل منها مزايا مميزة، ويساعدك فهم اختلافاتها على اتخاذ قرارات مدروسة توازن بين الأداء والتكلفة وإمكانية التصنيع.
ما الذي يجعل هذه الدرجات المحددة من مواد الألومنيوم شائعة جدًا في المركبات؟ تكمن الإجابة في التوازن الأمثل بين القوة وقابلية التشكيل والخصائص الخاصة بالتطبيق، والتي تم تنقيتها من خلال عقود من الخبرة الهندسية في صناعة السيارات.
6061 و6082 للمكونات الهيكلية
تسيطر سلسلة 6xxx على صناعة تزريق السيارات ولها أسباب وجيهة. توفر هذه السبائك المصنوعة من المغنيسيوم والسيليكون المرونة التي يحتاجها المهندسون عبر مجموعة واسعة من التطبيقات الهيكلية — دون الأسعار المرتفعة أو التحديات التصنيعية التي تميز البدائل الأقوى.
ألمنيوم 6061 يُعتبر ألومنيوم السبائك الأكثر استخدامًا على نطاق واسع في الت تصنيع العام، ولا تشكل تطبيقات السيارات استثناءً. وفقًا لـ بيانات مقارنة السبائك من Protolabs يتم "اختيار 6061 عموماً في الحالات التي تتطلب اللحام أو التصنيب، أو لمقاومته العالية للت.corrosion في جميع أنواع التempers." مما يجعله مثالياً لأجزاء السيارات، والأنابيب، والأثاث، والأجهارات الاستهلاكية، والمكونات الهيكلية التي قد تتطلب الوصل أثناء الت сборка.
تشمل الخصائص الرئيسية لـ 6061 ما يلي:
- التكوين: العناصر الأساسية المسبكة هي الماغنيسيوم (0.8-1.2%) والسيليكون (0.4-0.8%)، مع إضافات صغيرة من النحاس والكروم
- قابلية الحركة: ممتازة—رغم أن اللحام قد يُضعف المنطقة المتأثرة بالحرارة، مما يستدعي المعالجة بعد اللحام لاستعادة القوة
- مقاومة التآكل: جيد جدًا في جميع درجات الحرارة
- الاستخدامات النموذجية في صناعة السيارات: إطارات هيكلية، دعامات، أجزاء يتم تصنيعها باستخدام التحكم العددي الحاسوبي بشكل عام، ومكونات تتطلب لحامًا لاحقًا
ألمنيوم 6082 يمثل تطورًا كبيرًا في مجال تزوير قطاع السيارات الأوروبي، وهو ما تتجاهله العديد من المواصفات في أمريكا الشمالية. وقد أصبح هذا السبيكة يُستخدم بشكل شبه حصري في مكونات تعليق السيارة والشاسيه ضمن برامج المركبات الأوروبية — ولأسباب معدنية مقنعة.
وفقًا لـ التوثيق الفني للجمعية الأوروبية للألمنيوم ، "نظرًا لمقاومته الممتازة للتآكل، فإن سبيكة EN AW-6082-T6 تُستخدم بشكل شبه حصري في مكونات تعليق السيارة والشاسيه." ويوضح التوثيق أن كبرى الشركات المصنعة الأوروبية تستخدم 6082-T6 في أذرع التحكم، ووصلات التوجيه، والوصلات، وأسطوانات القابض، ومكونات عمود الدفع.
ما الذي يجعل 6082 مناسبًا بوجه خاص كألومنيوم للتطبيقات automotive؟
- التكوين: محتوى أعلى من السيليكون (0.7-1.3٪) والمنغنيز (0.4-1.0٪) مقارنةً بسبيكة 6061، إضافة إلى المغنيسيوم (0.6-1.2٪)
- مزايا القوة: قوة أعلى قليلاً من 6061 في حالة التخمير T6، مع أداء أفضل تحت الأحمال الدورية
- أداء التآكل: تُعتبر مقاومة التآكل بشكل عام جيدة جداً، حيث يوفر التنظيف بالرذاذ باستخدام كريات الألمنيوم حماية إضافية للسطح
- سلوك التعب: تتحمل مكونات 6082-T6 المطروقة ما يقارب ضعف سعة الانفعال مقارنة بالبدائل المسبوكة لنفس العمر الافتراضي
تشير أبحاث الجمعية الأوروبية للألمنيوم إلى أن المطروقات من 6082-T6 تحافظ على خصائصها ضد التعب حتى بعد التعرض المعتدل للتآكل – وهي نقطة مهمة بالنسبة لمكونات التعليق المعرضة لملح الطرق والرطوبة طوال عمرها الافتراضي
7075 و2024 للتطبيقات عالية الإجهاد
عندما تتجاوز المتطلبات الهيكلية ما يمكن أن توفره سبائك السلسلة 6xxx، يلجأ المهندسون إلى سبائك السلسلتين 7xxx و2xxx. هذه السبائك تتطلب تكاليف أعلى ومعالجة أكثر دقة، لكنها توفر مستويات القوة اللازمة لأكثر المكونات السيارات تحدياً
ألمنيوم 7075 يُعتبر على نطاق واسع أقوى سبيكة ألمنيوم متوفرة عادةً للتطبيقات المسننة. من المواصفات الصناعية ، فإن سبيكة 7075 تضيف الكروم إلى الخليط لتطوير مقاومة جيدة لتشقير الإجهاد التآكلي، وتعمل كسبيكة مفضلة للقطع الجوية، والتطبيقات العسكرية، ومعدات الدراجات، والمخيمات، ومستلزمات الرياضة نظرًا لخصائصها الخفيفة والقوية في آن واحد.
اعتبارات هامة لسبيكة 7075 في تطبيقات السيارات:
- التكوين: العناصر الأساسية المخلوطة هي الزنك (5.1-6.1%)، والمغنيسيس (2.1-2.9%)، والنحاس (1.2-2.0%)، مع الكروم لمقاومة التتشقير الناتج عن الإجهاد
- نسبة القوة إلى الوزن: من بين أعلى المتوفرة بين سبائك الألمنيوم—وهي أمر جوهري للتطبيقات الأداء التي تعتمن على خفة الوزن
- قابلية الحركة: ضعيفة—هذه السبيكة لا تلحم جيدًا ويمكن أن تكون هشة إلى حد كبير مقارنة بالبدائل الأقل قوة
- الاستخدامات النموذجية في صناعة السيارات: مكونات هيكلية عالية الإجهاد، تطبيقات عجلات الأداء، أجزاء تعليق السباق، والمكونات التي تبرر استخدام هذه المادة ذات التكلفة العالية نظرًا لقوتها القصوى
بالنسبة للتطبيقات التي تتطلب أداءً عالي القوة مشابهًا، ينظر المهندسون أحيانًا إلى سبائك الألومنيوم 7050 كخيار بديل عن 7075. توفر هذه السبيكة المرتبطة ارتباطًا وثيقًا مقاومة ممتازة للتآكل الناتج عن الإجهاد والمتانة، مما يجعلها ذات قيمة خاصة في تروس الهبوط والأضلاع الهيكلية وتطبيقات أخرى حساسة للتآكل الانتيابي حيث تصبح محدوديات 7075 مصدر قلق.
ألمنيوم 2024 يُدخل ألمنيوم 2024 ملف خصائص مختلفًا في التطبيقات عالية الإجهاد. فهذه السبيكة القائمة على النحاس تتفوق في مقاومة التعب — وهي خاصية تجعلها لا تقدر بثمن للمكونات التي تتعرض لدورات تحميل متكررة.
وفقًا لبيانات التصنيع، فإن ألمنيوم 2024 يوفر "نسبة عالية بين القوة والوزن، ومقاومة ممتازة للتآكل الانتيابي، وقابلية جيدة للتشغيل، ويمكن تعديل صلابته حراريًا". ومع ذلك، يجب على المهندسين أخذ محدودياته بعين الاعتبار: "مقاومته الضعيفة للتآكل ولا يصلح للحام".
تشمل الخصائص الرئيسية لألمنيوم 2024 ما يلي:
- التكوين: النحاس (3.8-4.9%) هو العنصر الأساسي المضاف في السبيكة، مع إضافات من المغنيسيوم (1.2-1.8%) والمنغنيز
- أداء التعب: مقاومة استثنائية للأحمال الدورية — أمر بالغ الأهمية للمكونات الدوارة والترجيعية
- قابلية التصنيع: جيد، ويسمح بتشطيب دقيق للكتل المطروقة
- الاستخدامات النموذجية في صناعة السيارات: المكابس، قضبان التوصيل، ومكونات ناقل الحركة عالية التحميل حيث تكون مقاومة التعب أكثر أهمية من مخاوف التآكل
ألمنيوم 2014 يكمل سبائك الطربوشة الأساسية، ويقدم قوة عالية مع قابلية أفضل للتشكيل مقارنة ببعض بدائل السلسلة 7xxx. تُستخدم هذه السبيكة في التطبيقات الهيكلية التي تتطلب ملف القوة القائم على النحاس من سلسلة 2xxx.
مقارنة الخصائص الميكانيكية
يتطلب الاختيار بين هذه الدرجات فهم كيفية مقارنة خصائصها الميكانيكية في ظل ظروف مكافئة. يلخص الجدول التالي تصنيفات الأداء النسبية بناءً على المواصفات الصناعية وبيانات الشركة المصنعة:
| الدرجة | مقاومة الشد (حالة T6) | مقاومة الخضوع (حالة T6) | الاستطالة | الصلابة النسبية | الميزة الرئيسية |
|---|---|---|---|---|---|
| 6061-T6 | معتدلة | معتدلة | جيدة (8-10%) | معتدلة | قابلية لحام ممتازة ومقاومة جيدة للتآكل |
| 6082-T6 | متوسطة - مرتفعة | متوسطة - مرتفعة | جيدة (8-10%) | متوسطة - مرتفعة | أداء تعب متفوق في البيئات التآكلية |
| 7075-T6 | مرتفع جداً | مرتفع جداً | متوسطة (5-8%) | عالية | أعلى نسبة قوة إلى الوزن |
| 2024-T6 | عالية | عالية | متوسطة (5-6%) | عالية | مقاومة ممتازة للتآكل الناتج عن الإجهاد المتكرر |
| 2014-T6 | عالية | عالية | متوسطة (6-8%) | عالية | قابلية جيدة للتشكيل مع قوة عالية |
لاحظ المقايضات المتأصلة في هذا المقارنة. إن سبائك الألومنيوم الأقوى — مثل 7075 ورتبة 2xxx — تضحي بجزء من مرونتها ومقاومتها للتآكل من أجل تميزها بالقوة. في المقابل، توفر رتبة 6xxx ملفًا خواص أكثر توازناً يناسب معظم التطبيقات الهيكلية في صناعة السيارات.
عندما تتوافق أحجام الإنتاج والقيود المتعلقة بالتكلفة ومتطلبات التطبيق، فإن 6082-T6 يظهر غالباً كخيار مثالي لمكونات التعليق والهيكل وفق المواصفات الأوروبية. أما بالنسبة للتطبيقات التي تتطلب أقصى قدر من القوة بغض النظر عن باقي الاعتبارات، فإن 7075-T6 هو الخيار المناسب. وفي الحالات التي تكون فيها مقاومة التعب العامل الحاسم في التصميم، يظل الألومنيوم من نوع 2024 الحل المثبت.
إن فهم هذه الخصائص الخاصة بكل رتبة يُعدّك للقرار التالي المهم: وهو مطابقة كل سبيكة مع فئة مكونات محددة بناءً على متطلبات الأداء الفريدة لكل منها.

مطابقة الرتب مع متطلبات مكونات السيارات
لقد قمت الآن باستكشاف درجات الألومنيوم المطروقة الأساسية وخصائصها الميكانيكية. ولكن إليك السؤال العملي الذي يطرحه كل مهندس ومتخصص في المشتريات: أي درجة تُستخدم في أي جزء من السيارة؟ إن ربط سبائك معينة بفئات المكونات يحوّل المعرفة النظرية إلى مواصفات قابلة للتنفيذ — وهذا بالضبط ما توفره هذه الفقرة.
فكّر في المتطلبات المختلفة المنتشرة عبر مركبة حديثة. فالأذرع الخاصة بالتعليق تتعرض لملايين دورات الإجهاد أثناء القيادة على طرق وعرة. وتواجه المكابس حرارة شديدة وقوى انفجارية. ويجب أن توازن العجلات بين القوة والوزن والمظهر الجمالي. وتمثل كل فئة من المكونات تحديات فريدة تجعل بعض درجات الألومنيوم أكثر ملاءمة من غيرها.
اختيار درجة الألومنيوم لمكونات التعليق والهيكل
تمثل مكونات التعليق والشاسيه واحدة من أكبر التطبيقات لأجزاء الألومنيوم في السيارات. يجب أن تمتص هذه الأجزاء تأثيرات الطريق، وتحافظ على هندسة دقيقة تحت الحمل، وتُقاوم التآكل الناتج عن ملح الطرق والرطوبة — غالبًا في وقت واحد. تتطلب هيكل السيارة المصنوع من الألومنيوم والعناصر الهيكلية المرتبطة بها مواد توفر أداءً ثابتًا عبر ملايين دورات التحميل.
الأذرع التحكمية ووصلات التعليق
توصّل الأذرع التحكمية مركز العجلة بهيكل المركبة، وتشغِل كلًا من حركة العجلة الرأسية والقوى الجانبية أثناء المنعطفات. وفقًا لـ وثائق الرابطة الأوروبية للألمنيوم ، أصبحت الأذرع التحكمية المزورة المصنوعة من معدن 6082-T6 هي المعيار في برامج المركبات الأوروبية نظرًا لأدائها الاستثنائي ضد الإجهاد المتكرر في البيئات المسببة للتآكل.
- 6082-T6: الخيار المفضل لدى الشركات المصنعة الأوروبية الأصلية (OEMs) — مقاومة تآكل ممتازة إلى جانب عمر إجهادي فائق تحت الأحمال الدورية؛ ويحافظ على خصائصه حتى بعد التعرض للرش بالملح
- 6061-T6: بديل اقتصادي حيث تكون قاب ability على اللحام مطلوبة؛ أداء الت-fatigue أقل قليلاً من 6082 ولكن كافٍ للعديد من التطبيقات
- 7075-T6: محجوز للتطبيقات عالية الأداء وسباقات السيارات حيث يبرر أقصى نسبة قوة إلى الوزن التكلفة العالية وانخفاض مقاومة الت-corrosion
المفاصل التّوجيهية
المفاصل التّوجيهية — وهي نقاط الارتكاز التي تربط نظام التعليق بالعجلات — تتعرض لأحمال معقدة متعددة الاتجاهات. يجب أن تحافظ على الثبات البُعدي أثناء نقل أوامر التّوجيه ودعم وزن المركبة. عادةً ما تكون المفاصل المصنوعة بالسَمِك من الألومنيوم أخف بنسبة 40-50٪ من نظيراتها المصنوعة من الحديد المصبوب، مع تقديم مقاومة ت-fatigue متفوقة.
- 6082-T6: المعيار الصناعي للمركبات الإنتاجية؛ تتعامل خاصائات السبائك المتوازنة بكفاءة مع مزيج الأحمال الثابتة والقوى الديناميكية
- 6061-T6: مناسب للتطبيقات التي تتطلب اللحام بعد السَمِك أو حيث تكون تحسين التكلفة أمراً بالغ الأهمية
- 2014-T6: يتم النظر فيها للتطبيقات الثقيلة التي تتطلب قوة أعلى مما يمكن أن توفره سبائك الـ6xxx
الإطارات الفرعية والأعضاء الهيكلية
عند دراسة مما تتكون هياكل السيارات في المركبات الحديثة، ستجد زيادة في محتوى الألومنيوم المستخدم في الإطارات الفرعية والأعضاء العرضية الهيكلية. تشكل هذه المكونات العمود الفقري لهيكل المركبة، حيث تدعم ناقل القوة وتربط نقاط الربط الرئيسية لنظام التعليق.
- 6061-T6: خيار ممتاز عندما يتضمن تصميم الإطار الفرعي وصلات لحامية؛ حيث يحافظ على خواص جيدة في المناطق المتأثرة بالحرارة مع المعالجة اللاحقة للحام
- 6082-T6: مفضّل للمكونات الهيكلية المغلقة المقامة بالطرق حيث تكون مقاومة التآكل والأداء ضد الإجهاد الحراري أمرًا حاسمًا
تطبيقات ناقل القوة والعجلات
تعمل مكونات ناقل القوة في بيئات ميكانيكية وحرارية صعبة تتطلب اختيار سبائك متخصصة. في المقابل، يجب أن تفي العجلات بمتطلبات هندسية مع تلبية الت expectations الجمالية، وهي مزيج فريد يحدد خيارات المواد
المكابس
تتحمل المكابس ربما الظروف الأكثر قسوة في أي محرك. فمع كل دورة احتراق، تتعرض المكابس لضغط انفجاري وتقلبات حرارية شديدة وحركة ترددية بسرعة عالية. وفقًا لأبحاث الصناعة، يُعد الألومنيوم المادة الوحيدة تقريبًا المستخدمة في صناعة المكابس الحديثة، ويتم إنتاج معظمها باستخدام القولبة بالجاذبية أو التزريق.
- 2618 (سبيكة ألومنيوم-نحاس-مغنيسيوم-نيكل منخفضة السيليكون): المعيار القياسي للمكابس المزروقة عالية الأداء؛ تحافظ على القوة عند درجات الحرارة المرتفعة وتقاوم الإجهاد الحراري
- 4032 (سبيكة ألمنيوم-سيليكون يوتكتيكية/فوق يوتكتيكية مع مغنيسيوم، نيكل، نحاس): توفر تمددًا حراريًا أقل ومقاومة أفضل للتآكل في التطبيقات المتخصصة ذات درجات الحرارة العالية
- 2024-T6: تُختار لمكابس السباقات حيث تكون مقاومة الكلال تحت أحمال دورية شديدة هي العامل الحاسم في التصميم
مع نمو التوثيق المرجعي الملاحظات، "تُظهر المكابس المزورة المصنوعة من سبائك يوتكتيك أو فائقة اليوتكتيك قوة أعلى وتُستخدم في المحركات عالية الأداء حيث تتعرض المكابس لأحمال أكبر. تمتلك المكابس المزورة ذات التركيب السبائكي نفسه بنية دقيقة أكثر من المكابس المسبوكة، وتوفر عملية التزوير قوة أكبر في درجات الحرارة المنخفضة، مما يسمح بجدران أرق وانخفاض وزن المكبس."
عصي الاتصال
تنقل قضبان التوصيل قوى الاحتراق من المكبس إلى عمود المرفق، وتخضع لأحمال شد وضغط عند ترددات عالية. وفقًا لـ بيانات هندسة الأداء يعتمد اختيار المادة بشكل كبير على تطبيق المحرك المحدد.
- 2024-T6: تجعل مقاومة التعب الممتازة هذا هو الخيار المثالي من الألومنيوم للمحركات التي تعمل بالشفط الطبيعي وذات السرعة العالية، حيث يكون تقليل الوزن أمرًا بالغ الأهمية
- 7075-T6: يوفر أقصى قوة من الألومنيوم للتطبيقات التي تعتمد على الشحن القسري، على الرغم من أن العديد من المصممين يفضلون سبائك الصلب (4340، 300M) عند مستويات الدفع القصوى
بالنسبة لمعظم التطبيقات عالية الأداء، تشير المادة المرجعية إلى أن "قضبان الألمنيوم، التي تُحتفظ بها غالبًا لسباقات السحب، توفر امتصاص صدمات ممتاز ويمكنها تحمل نوبات قصيرة من قوة الدفع الشديدة. ويساعد طابعها الخفيف الوزن في تعظيم تسارع المحرك. ومع ذلك، فإن مقاومة الألمنيوم المنخفضة نسبيًا ضد الإجهاد الحراري وعمرها الافتراضي القصير يعني أنه لا يمكن استخدامها في السيارات اليومية أو سباقات التحمل."
عجلات مسبوكة
تمثل العجلات تقاطعًا فريدًا بين الهندسة الهيكلية والجماليات الموجهة للمستهلك. وتؤثر تركيبة هيكل السيارة وعجلاتها المصنوعة من الألومنيوم بشكل كبير على أداء المركبة وإدراك المشتري. توفر العجلات المزورة وفورات كبيرة في الوزن مقارنةً بالبدائل المسبوكة—عادةً تكون أخف بنسبة 15-30%—إلى جانب قوة فائقة ومقاومة أفضل للصدمات.
- 6061-T6: الخيار الأكثر شيوعًا للعجلات المزورة في خطوط الإنتاج؛ يوازن بين القوة، والقابلية للتشكيل، والتكلفة الفعالة؛ ويتميز بجودة سطح ممتازة للتطبيقات الجمالية
- 6082-T6: زيادة الاعتماد في برامج العجلات الأوروبية؛ قوة أعلى قليلاً من 6061 مع خصائص تصنيع مماثلة
- 7075-T6: محجوزة لتطبيقات رياضة السيارات والتطبيقات الفاخرة جدًا؛ إن نسبة القوة إلى الوزن الأعلى تبرر التكلفة الأعلى بشكل كبير للمواد والمعالجة
الأنابيب بيانات الصناعة يؤكد أن "A365 هو سبائك ألومنيوم للصهر تمتاز بخصائص صب جيدة وأداء ميكانيكي كلي عالي، ويُستخدم على نطاق واسع في عجلات الألومنيوم المصبوبة في جميع أنحاء العالم". ومع ذلك، فإن العجلات المزورة باستخدام سبائك السلسلة 6xxx و7xxx توفر قوة فائقة ووزنًا أقل للتطبيقات التي تركز على الأداء
مكونات الهيكل الهيكلية
تدمج سيارات الهيكل المصنوع من الألومنيوم الحديثة بشكل متزايد عقدًا هيكلية مزورة وتعزيزات داخل بنية هيكل السيارة من الألومنيوم. توفر هذه المكونات مسارات حمل حرجة وإدارة طاقة التصادم في تصاميم المركبات الغنية بالألومنيوم.
- 6061-T6: يُفضل استخدامه عندما تتطلب المكونات اللحام إلى هياكل الألواح أو هياكل الألومنيوم المسحوبة
- 6082-T6: مُختَرَّة للعقد عالية الإجهاد في بناء الهيكل الفراغي؛ ويفضّل مصنّعو المعدات الأوروبية هذا النوع للتطبيقات الهيكلية المتكاملة
- سلسلة 7xxx: تُستخدم بشكل انتقائي للمكونات الحرجة في التصادم حيث يُطلُب امتصاص الطاقة إلى الحد الأقصى
مع تطور هياكل المركبات نحو زيادة محتوى الألومنيوم، يصبح اختيار الدرجات المزورة للتطبيقات الهيكلية أكثر أهمية باستمرار لتلبية متطلبات السلامة في حالات التصادم مع تقليل الوزن إلى الحد الأدنى.
مع وجود توصيات واضحة للدرجات المخصصة لكل فئة من المكونات، يبرز الاعتبار الحيوي التالي: كيف تحوّل المعالجة الحرارية خصائص الألومنيوم المزور لتحقيق أهداف الأداء المحددة.
المعالجة الحرارية واختيار التمبيز للأجزاء المطروقة
لقد اخترت درجة الألومنيوم المناسبة لمكونك الخاص بالسيارات، ولكن عملك لم ينتهِ بعد. إن المعالجة الحرارية التي تُطبَّق بعد عملية السبك تحدد ما إذا كان سبيكة الألومنيوم المختارة بعناية ستُحقق إمكاناتها الكاملة أم ستفشل في تلبية التوقعات. هنا تحديدًا تتحوّل أنواع مختلفة من الألومنيوم من مواد واعدة إلى مكونات سيارات عالية الأداء.
يبدو الأمر معقدًا؟ فكّر في المعالجة الحرارية باعتبارها الخطوة النهائية لضبط الأداء التي تُفعّل القدرات الكامنة في السبيكة. تمامًا كما يحتاج الغيتار إلى ضبط دقيق لإصدار النغمات الصحيحة، فإن الألومنيوم المسبوك يحتاج إلى معالجة حرارية دقيقة لتحقيق الخصائص المحددة له. ويستلزم فهم أنواع وخصائص الألومنيوم إدراك كيفية تحديد رموز التليين لهذه التحولة الحاسمة.
تليين T6 للتطبيقات التي تتطلب أقصى قوة
عندما يُحدد المهندسون العاملون في مجال السيارات أقصى قوة من سبائك الألومنيوم القابلة للعلاج الحراري، فإنهم في الغالب يطلبون تليين T6. وفقًا لـ توثيق ASM International حول ت designation الألومنيوم ، يشير T6 إلى أن السبيكة قد خضعت لـ"التسخين العلاج بالذوبان ثم التصلب الاصطناعي دون أي تشويه بارد ملحوظ".
ما الذي يشمله هذا العملية المكونة من مرحلتين بالفعل؟
- المعالجة الحرارية للمحلول: يتم تسخين الجزء المبروم إلى درجة حرارة عالية—عادة ما بين 480-540°م حسب نوع السبيكة—ويتم الحفاظ على هذه الحرارة لفترة كافية لذوبان العناصر المخلطة بشكل متجانس في شبكة الألومنيوم
- الإطفاء: التبريد السريع، عادة بالماء، يُثبت هذه العناصر المذابة في حالة محلبة صلبة فائقة التشبع
- التصنيع الاصطناعي: ثم يُحفظ الجزء عند درجة حرارة معتدلة (150-175°م لمعظم السبائك) لعدة ساعات، مما يسمح لجزئيات دقيقة قوية بالترسب في جميع أنحاء البنية المعدنية
كما أن بيانات الت manufacturing الفنية يوضح قائلاً: "يحوّل المعالجة الحرارية من النوع T6 الألومنيوم العادي إلى مكونات عالية القوة من خلال خطوات دقيقة من التسخين والتبريد. ويؤدي هذا الإجراء إلى إنتاج معادن تتمتع بالتوازن المثالي بين القوة وقابلية التشغيل في العديد من الصناعات."
بالنسبة للتطبيقات السيارات، يوفّر المعامل T6 مستويات القوة المطلوبة لأذرع التعليق ومحور العجلات والمكونات الهيكلية. وتؤكد الوثائق أن سبائك الألومنيوم 6061 على سبيل المثال، تشهد زيادة في مقاومة الخضوع بأكثر من ثلاثة أضعاف—from حوالي 55 ميجا باسكال في الحالة المُلينة إلى نحو 275 ميجا باسكال بعد المعالجة الحرارية من النوع T6.
ومع ذلك، يأتي هذا الزيادة في القوة بمقابل. فتمدد المادة عادةً ينخفض من حوالي 25% إلى نحو 12% مع تزايد صلادة وقوة المادة. بالنسبة لمعظم التطبيقات الهيكلية في صناعة السيارات، يُعتبر هذا الانخفاض في القابلية للتَشَكُّل مقبولاً—إذ يتم تصميم المكونات وفقاً لنطاق خصائص المعامل T6 بدلاً من الحاجة إلى أقصى قابلية للتشكيل.
معاملات بديلة لمتطلبات متخصصة
بينما يُعد التمبيز T6 هو السائد في مواصفات القطع المطروقة للسيارات، فإن هناك عدة تصنيفات بديلة للتمبيز تؤدي أدوارًا حيوية عندما تمتد متطلبات التطبيق لما هو أبعد من الحد الأقصى للقوة.
تمبير T651: إزالة الإجهاد لتحقيق الثبات الأبعادي
عندما ترى T651 في جدول درجات الألومنيوم، فإنك تنظر إلى خصائص التمبير T6 مع إزالة الإجهاد. وفقًا لـ مرجع تصنيف التمبير ASM يشير اللاحقة "51" إلى أن المنتج قد تم إزالة الإجهاد عنه عن طريق شده بنسبة 1.5-3% بعد التتريب ولكن قبل عملية التشيخ.
لماذا يهم هذا بالنسبة لمكونات السيارات؟ إن عملية التبريد المفاجئ (Quenching) تُحدث إجهادات متبقية كبيرة في الأجزاء المطروقة. وفي حالة عدم إزالة هذه الإجهادات، فقد تؤدي إلى ما يلي:
- تشويه الأبعاد أثناء التشغيل اللاحق
- تقليل عمر الت-fatigue بسبب تأثيرات الإجهاد التضامنية
- زيادة القابلية لحدوث تشقير الت-corrosion الناتج عن الإجهاد في بعض البيئات
لمكونات التي تُصنع بدقة عالية مثل مفاصل التوجيه أو أذرع التعليق المعقدة، يوفر T651 الثبات البُعدي الذي تتطلب عليه الأحجام الضيقة.
درجة الحرارة T7: تحسين مقاومة التآكل
عندما يشكل التصدع الإجهادي الناتج عن التآكل خطرًا كبيرًا — خاصةً مع سبائك السلسلة 7xxx — يُحدد المهندسون درجات حرارة من النوع T7. وتوضح وثائق ASM أن T7 يشير إلى أن السبيكة تم "معاملتها حراريًا بالحل ثم تم إعيادها صناعيًا إلى حالة مُتقَدَّمة في العمر (تتجاوز القوة القصوى)".
إن هذا الإعياد المتعمد يتسبب في فقدان جزء من القوة — عادةً ما يكون أقل بنسبة 10-15٪ من مستويات T6 — لكنه يحسّن بشكل كبير المقاومة للتصدع الناتج عن الإجهاد والتآكل. وهناك نوعان فرعيان مهمان:
- T73: أقصى مقاومة ممكنة للتصدع الناتج عن الإجهاد والتآكل، مع قوة خضوع أقل بنسبة 15٪ تقريبًا من T6
- T76: مقاومة محسّنة للتآكل الطبقي مع انخفاض في القوة بنسبة 5-10٪ فقط
بالنسبة للسبائك عالية القوة من الفئة 7xxx المستخدمة في مكونات السيارات من الدرجة المستخدمة في صناعة الطيران، فإن معالجة نوع T7 غالباً تمثل التوازن الأمثل بين القوة والموثوقية على المدى الطويل في البيئات المعرضة للتcorrosion.
معالجة T5: معالجة اقتصادية
يُقدم التمبيز T5 مسارًا مبسطًا للمعالجة الحرارية — حيث يتم تبريد الجزء المطروق من درجة حرارة الخ forging المرتفعة ثم يُعالج بالشيخوخة الاصطناعية، مع تخطي خطوة المعالجة الحرارية الحلولية المنفصلة. بما أن توثيق الصناعة تشير إلى أن معالجة T5 "الأفضل للتطبيقات متوسطة القوة حيث تكون هناك حاجة لبعض المرونة."
رغم أن معالجة T5 توفر قوة أقل مقارنة بـ T6، إلا أنها تقلل من تكلفة المعالجة وأزمنة الدورة. مما يجعلها مناسبة لمكونات لا تتطلب أقصى قوة، مثل بعض عناصر الزينة أو الدعائم غير البنائية.
مرجع تdesignation المعالجة
عند الرجوع إلى جدول تمبيز الألومنيوم أو جدول سبائك الألومنيوم لمكونات السيارات المطروقة، فسوف تصادف عادةً هذه التصنيفات للتمبيز:
| الحالة الميكانيكية | عملية المعالجة | التغييرات في الخصائص الناتجة | التطبيقات النموذجية في صناعة السيارات |
|---|---|---|---|
| تي4 | معاملة حرارية بالحل، ثم التقدم الطبيعي في درجة حرارة الغرفة | قوة متوسطة، ومرونة أعلى من T6، وقابلية جيدة للتشكيل | مكوّنات تتطلب مراحل معالجة إضافية بعد التشكيل |
| T5 | تبريد من درجة حرارة التزوير، ثم التقدم الاصطناعي | قوة متوسطة، ومعالجة اقتصادية، ومناسبة للأجزاء غير الحرجة | دعامات، أغطية، مكونات غير هيكلية |
| T6 | معالجة حرارية بالحل، ثم تبريد سريع، ثم إتمام التقدم الاصطناعي للحصول على أقصى قوة | أقصى قوة وصلابة، مع انخفاض في المرونة مقارنةً بـ T4 | أذرع تعليق، مفاصل، عجلات، أجزاء هيكلية عالية الإجهاد |
| T651 | معالجة T6 بالإضافة إلى إزالة الإجهادات عن طريق الشد (1.5-3%) | خصائص T6 مع تحسن في الثبات الأبعادي وانخفاض الإجهاد المتبقي | مكوّنات مُصنعة بدقة، أجزاء ذات تسامح ضيق |
| T7 | معالجة حرارية بالذوبان، ثم إطالة عمر التعتيق لما بعد القوة القصوى | قوة أقل قليلاً من T6، مع تحسن كبير في مقاومة تآكل الإجهاد | مكونات سبائك عالية القوة في البيئات المسببة للتآكل |
| T73 | معالجة حرارية بالذوبان، ثم إطالة عمر التعتيق لتحقيق أقصى مقاومة لتشقق تآكل الإجهاد | ~15% أقل من عائد T6، ومقاومة ممتازة لتشقق تآكل الإجهاد | مكونات هيكلية من السلسلة 7xxx في بيئات تتسم بمتطلبات عالية |
| T76 | معالجة حرارية بالذوبان، ثم إطالة عمر التعتيق لمقاومة تآكل التقشير | انخفاض في القوة بنسبة 5-10% مقارنة بـ T6، مع تحسن في مقاومة تآكل التقشير | مكونات من السلسلة 7xxx معرّضة للرطوبة والرطوب |
ربط اختيار الحالة بالمتطلبات الأداء
كيف تختار الحالة المناسبة لمكوّن سيارات معين؟ تعتمد هذه القرارة على فهم أنماط الفشل التي يجب أن يقاومها الجزء والقيود التصنيعية الموجودة.
خذ على سبيل المثال ذراع توجيه معلق مُصرَّف. يتعرض هذا المكوّن لما يلي:
- ملايين دورات التحميل المتكرر على مدى عمر السيارة
- التعرض لملح الطرق والرطوبة
- احتمالية تلف ناتج عن اصطدام الحجارة
- متطلبات دقيقة من حيث الأبعاد لضمان هندسة التعليق السليمة
بالنسبة لذراع تحكم من سبيكة 6082، توفر الحالة T6 القوة ومقاومة التعب اللازمتين. إذا شملت العملية التصنيعية تشغيلاً آليًا كبيرًا بعد المعالجة الحرارية، فإن الحالة T651 تضمن ثبات الأبعاد. إن مقاومة التآكل الجوهرية لسبيك السلسلة 6xxx تلغي عمومًا الحاجة إلى الإشعال الزائد من نوع T7.
الآن خذ في الاعتبار مكونًا مزورًا من سبيكة 7075 لتطبيق عالي الأداء. إن القوة الفائقة للسبيكة 7075-T6 توفر أقصى أداء، ولكن عرضة هذه السبيكة للتشقق بالاهتراء الإجهادي في الحالة T6 قد تكون غير مقبولة بالنسبة للأجزاء الحرجة من حيث السلامة. يؤدي تحديد السبيكة بحالة 7075-T73 إلى تقليل القوة القصوى بنسبة 15% تقريبًا، لكنه يوفر مقاومة التشقق الناتج عن الإجهاد الضرورية لتحقيق موثوقية طويلة الأمد.
المعلومة الأساسية؟ اختيار الحالة الحرارية (Temper) لا يتعلق فقط بتحقيق أقصى قوة ممكنة—بل يتمثل في مواءمة الملف الكامل للخصائص مع المتطلبات الفعلية لكل مكون. ويُعد هذا الفهم لتأثيرات المعالجة الحرارية خطوة أساسية للتحضير للمواصفات التصنيعية التي تحدد ما إذا كانت مكونات الألومنيوم المزورة تفي باستمرار بمواصفاتها.
مُعاملات عملية التForging والاعتبارات التFabية
فهم الدرجة المناسبة من الألومنيوم لمكونك هو فقط نصف المعادلة. ما النصف الآخر؟ معرفة كيفية تشكيل هذا السبيكة بنجاح فعليًا. تختلف معاملات العملية — مثل نطاقات درجات الحرارة، ومتطلبات الضغط، وتسخين القالب، ومعدلات الانفعال — بشكل كبير بين درجات الألومنيوم. إذا أخطأت هذه المعاملات، فقد يؤدي ذلك إلى تشقق القطع، أو عدم اكتمال ملء القالب، أو مكونات تفشل مبكرًا أثناء الخدمة، حتى مع اختيار سبيكة مثالية.
لماذا تُعد هذه التفاصيل مهمة بهذا الشكل؟ على عكس درجات الألومنيوم المستخدمة في الصب، حيث يتدفق المعدن المنصهر بحرية داخل القوالب، يتطلب التزريق تحكمًا دقيقًا في التشوه في الحالة الصلبة. تستجيب كل سبيكة من الألومنيوم بشكل مختلف للضغط عند درجات حرارة مختلفة، مما يجعل اختيار معاملات العملية أمرًا بالغ الأهمية للتطبيقات الهيكلية للألومنيوم.
المعاملات الحرجة للتزريق حسب درجة السبيكة
وفقًا لـ بحث دليل ASM حول تزجير الألومنيوم درجة حرارة القطعة العمل ربما تكون أهم متغير عملية. تتراوح درجات الحرارة الموصى للسبيكة المستخدمة عادة في صناعة السيارات ضمن نطاق ضيق بشكل مدهش—عادة ضمن ±55 درجة مئوية (±100 درجة فهرنهايت)—وبتجاوز هذه الحدود يُحتمل حدوث تشققات أو تتدنى تدفق المادة.
إليك ما تكشفه الأبحاث حول عائلات السبائك المحددة:
- ألمنيوم 6061: نطاق درجة حرارة السبيكة بين 430-480 درجة مئوية (810-900 درجة فهرنهايت). تُظهر هذه السبيكة انخفاضًا يقارب 50% في إجهاد التدفق عند السبيكة في الحد الأعلى لدرجة الحرارة مقارنة بدرجات الحرارة الأدنى، مما يجعل التتحكم في درجة الحرارة أمرًا أساسيًا للحصول على نتائج متسقة.
- ألمنيوم 6082: نطاق درجة حرارة مماثل لـ 6061. غالبًا ما تقوم الشركات المصنعة الأوروبية بسبيكة هذه السبيكة عند درجات حرارة أقرب إلى الحد الأعلى لتحسين ملء القوالب للهندسات المعقدة الخاصة بالتعليق.
- الألومنيوم 7075: نطاق التسخية الأضيق من 380-440 درجة مئوية (720-820 فهرنهايت). تُظهر سلسلة 7xxx أقل حساسية للتغير في درجة الحرارة، ولكن هذا يعني أيضًا هامشًا أقل للخطأ—لن تتسامح السبيكة مع الأخطاء في المعالجة بالطريقة التي تفعلها الدرجات الأكثر مرونة.
- الألومنيوم 2014 و2024: مدى درجات الحرارة من 420-460 درجة مئوية (785-860 فهرنهايت). تتطلب هذه السبائك القائمة على النحاس تحكمًا دقيقًا في التسخية المبدئية لأنها عرضة للتسخية الناتجة عن التشوه أثناء ضربات التسخية السريعة.
يُشدد البحث على أن "تحقيق وحفظ درجات حرارة معدنية مناسبة للتسخين المسبق أثناء تزريق سبائك الألومنيوم هو متغير عملية حاسم وحيوي لنجاح عملية التزريق". وعادةً ما تضمن أوقات النقع البالغة من 10 إلى 20 دقيقة لكل إنش من سماكة المقطع توزيعًا متجانسًا للحرارة قبل بدء عملية التزريق.
تأثيرات درجة حرارة القالب ومعدل الانفعال
على عكس التسخية الفولاذية حيث تظل القوالب في الغالب نسبيًا باردة، تتطلب التسخية الألومنيوم قوالب مسخية—and تختلف متطلبات درجة الحرارة حسب نوع العملية:
| عملية/معدات التزريق | نطاق درجة حرارة القالب °C (°F) | الاعتبارات الرئيسية |
|---|---|---|
| مطارق | 95-150 (200-300) | درجات حرارة منخفضة بسبب التتشوه السريع؛ يقلل من خطر السخونة الزائدة الناتجة عن التسخين الأديباتيكي |
| المكابس الميكانيكية | 150-260 (300-500) | درجات حرارة معتدلة توازن بين عمر القالب وتدفق المادة |
| مكابس嫘 | 150-260 (300-500) | متشابه مع الم presses الميكانيكية؛ ممتاز للشفرات الألمنيوم المعقدة |
| المكابس الهيدروليكية | 315-430 (600-800) | أعلى درجات حرارة بسبب التتشوه البطيء؛ تتطور ظروف أيزوثيرمية |
| درفلة الحلق | 95-205 (200-400) | تحافظ درجات الحرارة المعتدلة على قابلية المعادن للتشكيل أثناء عملية التشكيل التدريجي |
تؤثر معدلات الانفعال أيضًا تأثيرًا كبيرًا على نتائج التزنيخ. تُظهر أبحاث ASM أنه عند معدل انفعال يبلغ 10 ث⁻¹ مقارنةً بـ 0.1 ث⁻¹، فإن إجهاد الانسياب لألمنيوم 6061 يزداد بنسبة تقريبًا 70٪، في حين يكاد ألمنيوم 2014 يضاعف إجهاد الانسياب الخاص به. وهذا يعني أن التزنيخ بالسندان (معدلات انفعال عالية) يتطلب قوة أكبر بكثير مقارنةً بالتزنيخ باستخدام المكبس الهيدروليكي (معدلات انفعال منخفضة) لنفس السبيكة.
بالنسبة لسبائك 2xxx و7xxx عالية القوة، يمكن أن تسبب معدات التزريق ذات معدل التشوه السريع مثل المطارق مشاكل فعلية. ويلاحظ توثيق ASM أن "بعض سبائك 7xxx عالية القوة لا تتحمل التغيرات الحرارية الممكنة في عمليات التزريق ذات معدل التشوه السريع، وبالتالي لا تُستخدم هذا النوع من المعدات في تصنيع القطع المزروقة من هذه السبائك". وغالبًا ما يقلل المصنعون من درجات حرارة التسخين المسبق إلى الحد الأدنى من النطاقات المقبولة عند استخدام المعدات السريعة لتعويض تسخين التشوه.
اعتبارات القابلية على اللحام والتجمع
بمجرد تشكيل مكونات السيارات المصنوعة من الألومنيوم وعلاجها حرارياً، يجب لحام العديد منها لإنشاء هياكل المركبات الكاملة. إن فهم درجات الألومنيوم القابلة للحام وقيودها يمنع فشل التجميع المكلف ويضمن سلامة الهيكل.
تختلف قابلية لحام درجات الألومنيوم المطروقة بشكل كبير حسب عائلة السبيكة:
- 6061 و6082: قابلية لحام ممتازة — يمكن ربط هذه السبائك باستخدام عمليات MIG وTIG التقليدية مع معادن حشو 4043 أو 5356. ومع ذلك، فإن اللحام يُنشئ منطقة متأثرة بالحرارة (HAZ) حيث تتدهور خواص التلدين T6 بشكل كبير. وفقًا لـ أبحاث اللحام من لينكولن إليكتريك قد يتطلب المعالجة الحرارية بعد اللحام استعادة القوة في التطبيقات الحرجة.
- 7075:قابلية لحام ضعيفة — يميل هذا السبيكة إلى التشقق الساخن أثناء اللحام ويجب عادةً تجنب لحام الانصهار. تمثل الربط الميكانيكي أو الالتصاق بالغراء الطرق المفضلة لتوصيل مكونات 7075 المطروقة.
- 2024 و2014: قابلية لحام محدودة — على الرغم من إمكانية لحامها فعليًا، إلا أن هذه السبائك التي تحتوي على النحاس عرضة للتشقق الساخن وتتطلب عادةً إجراءات متخصصة. تحدد العديد من تطبيقات السيارات الربط الميكانيكي بدلًا من ذلك.
- سلسلة 5xxx: قابلية لحام ممتازة — تُلحَم هذه السبائك غير القابلة للتلدين الحراري بسهولة، على الرغم من أنها أقل شيوعًا في المكونات المطروقة من الألومنيوم المستخدمة في السيارات بسبب مستويات قوتها المنخفضة.
عند لحام السبائك المصنوعة من الألمنيوم القابلة للتسخية مثل 6061-T6 أو 6082-T6، يمكن أن تفقد المنطقة المتأثرة بالحرارة (HAZ) ما يصل إلى 40٪ من قوة الخضوع. تشير أبحاث شركة Lincoln Electric حول تقنية التحكم المتقدمة في الموجات الكهربائية إلى أن "التغيرات في التركيب الكيميائي تغير بشكل كبير الخواص الفيزيائية للسبيكة"، ويمكن تصميم أشكال موجية مخصصة للحام حسب السبيكة المستهدفة لتقليل هذه التأثيرات.
بالنسبة للتطبيقات الهيكلية الحرجة المصنوعة من الألمنيوم، فكر في اتباع هذه الاستراتيجيات العملية:
- تقليل إدخال الحرارة: استخدام عمليات لحام MIG النبضية لتقليل كمية الحرارة المنقولة إلى المعدن الأساسي
- التصميم مع مراعاة موقع اللحام: وضع اللحامات بعيدًا عن مناطق أقصى إجهاد قدر الإمكان
- تحديد المعالجة بعد اللحام: بالنسبة للتطبيقات التي تتطلب استعادة القوة بالكامل، تشمل المعالجة بالذوبان ثم التعتيق بعد اللحام
- النظر في الربط الميكانيكي: بالنسبة للسبائك عالية القوة من السلسلة 2xxx و7xxx، فإن الوصلات المثبتة بالبراغي أو التقرة غالبًا ما توفر موثوقية متفوقة
تدمج هياكل السيارات الحديثة بشكل متزايد عقد مزورة من الألومنيوم مع مكونات ألمنيوم مسحوبة أو على شكل صفائح. ويجب أن تأخذ استراتيجية التوصيل لهذه التجميعات بعين الاعتبار درجات الحرارة والسبائك المختلفة المستخدمة — فقد تتصل نقطة تثبيت مزورة من نوع 6082-T6 لتعليق بعجلة بعارضة مسحوبة من نوع 6063-T6 باستخدام لصق هوائي مقترن بمسامير ذاتية الثقب.
بعد فهم معايير العملية واعتبارات القابلية للحام، يصبح السؤال المنطقي التالي: كيف يقارن الألومنيوم المطوق بالطرق التصنيعية البديلة لنفس المكونات؟ وتُظهر هذه المقارنة الحالات التي يحقق فيها التزوير قيمة فائقة حقيقية.

المطوق مقابل المسبوك مقابل الألمنيوم الكتلي في التطبيقات السيارات
لقد استعرضت درجات الألومنيوم المطروقة الأساسية ومعايير تصنيعها. ولكن إليك سؤالًا يواجهه محترفو المشتريات والمهندسين كثيرًا: هل ينبغي طرح هذا المكون بالطريق المطروق أساسًا؟ إن فهم اللحظة التي يُقدِّم فيها الطَّرق قيمة متفوقة، مقابل الحالات التي يكون فيها الصب أو التشغيل من المادة الصلبة أكثر منطقية، يمكن أن يوفّر تكاليف كبيرة مع ضمان الأداء الأمثل.
الحقيقة هي أن كل طريقة تصنيع موجودة لأنها تحل مشكلات محددة بشكل أفضل من البدائل. عند اختيار المادة المناسبة لمكونات هيكل السيارة أو أجزاء ناقل الحركة أو عناصر التعليق، فإن عملية التصنيع مهمة بذات القدر الذي تكون فيه أهمية درجة السبيكة. دعونا نحلل بدقة كيف تقارن هذه الأساليب الثلاثة بعضها البعض.
المقارنة في الأداء بين أساليب التصنيع المختلفة
ما الذي يحدث فعليًا داخل المعدن أثناء كل عملية؟ الاختلافات جوهرية—وهي تحدد بشكل مباشر كيفية أداء كل مكون في سيارتك.
الألمنيوم المُصنع
وفقًا لأبحاث تصنيع السيارات، فإن عملية التزريق تُنتج الأجزاء من خلال "تشويه المعدن المسخّن باستخدام الضغط، مما يُغيّر هيكله الداخلي ويعزز متانته". هذه العملية تُحاذي بنية حبيبات المعدن، ما يؤدي إلى مادة أقوى بكثير مقارنة بالبدائل المسبوكة.
توفر عملية التزريق عدة مزايا متميزة:
- متانة ميكانيكية فائقة: تتيح محاذاة بنية الحبيبات للأجزاء المزروقة تحمل أحمال أكبر
- مقاومة أفضل للتآكل الناتج عن التعب: أساسية بالنسبة للمكونات التي تتعرض لملايين دورات الإجهاد
- عيوب داخلية ضئيلة: تُزيل عملية الانضغاط الفراغات والمسامية الشائعة في القطع المسبوكة
- مرونة ممتازة: مثالية للتطبيقات العرضة للصدمات مثل عجلات السيارات وأجزاء التعليق
ألومنيوم مصبوب
تُصنع المكونات المسبوكة عن طريق صب الألمنيوم المنصهر في قوالب والسماح له بالتصلب. أثناء تحليل الت manufacturing يشرح، أن هذه العملية "تمكّن الأشكال المعقدة من خلال التتصلب الخاضع للتحكم" وتوفر مرونة تصميم لا مثيل لها.
عند تقييم درجات الألومنيوم المسبوكة وسبائك الألومنيوم المصبوبة بالقالب، فكّر في هذه الخصائص:
- القدرة على الهندسة المعقدة: يمكن تحقيق ممرات داخلية معقدة وتفاصيل دقيقة
- تكاليف أدوات أقل للأجزاء المعقدة: غالباً ما تكون تكاليف قوالب الصب أقل من تكاليف القوالب المستخدمة في التزريق لنفس مستوى التعقيد
- خطر المسامية: يمكن أن تخلق الغازات المحبوسة تجوفات داخلية تضعف القوة
- الخصائص الميكانيكية المتغيرة: تُظهر صبوات سبائك الألومنيوم تبايناً أكبر في الخصائص مقارنةً بنظيراتها المطروقة.
تشير الدراسة إلى أن التطورات في صب القوالب بالضغط العالي قد حسّنت جودة صبوات سبائك الألومنيوم بشكل كبير، "مما يجعل من الممكن إنتاج مكونات خفيفة الوزن ومتينة في الوقت نفسه". ومع ذلك، بالنسبة للتطبيقات الحرجة من حيث السلامة، تظل القيود المتأصلة في عملية الصب ذات صلة.
ألومنيوم الكتل (Billet Aluminum)
تبدأ عملية تصنيع القطع من السبائك الصلبة باستخدام كتل صلبة من الألومنيوم—عادةً ما تكون مسحوبة أو مدلفنة—ثم يتم إزالة المادة باستخدام معدات التحكم العددي بالحاسوب (CNC) لإنشاء الشكل النهائي. ووفقاً لـ توثيق الصناعة ، فإن هذا النهج "يتيح تحملات ضيقة، مما يجعله مثالياً للأجزاء عالية الأداء."
تشمل الخصائص الرئيسية للقطع الصلبة ما يلي:
- أقصى دقة: تُحقق عمليات التشغيل باستخدام الحاسب الآلي (CNC) تحملات لا يمكن للمسبوكات أو المطروقات تحقيقها مباشرة
- بنية حبيبية متسقة: المواد الأولية لها خصائص موحدة في جميع أنحائها
- هدر عالي للمواد: يتم إزالة كمية كبيرة من الألومنيوم بالتشغيل، مما يزيد من تكلفة المواد الفعالة
- لا استثمار في القوالب: تُستبدل تعديلات البرمجة بتعديلات القالب المادية
مقارنة طرق التصنيع
| معايير | الألمنيوم المُصنع | ألومنيوم مصبوب | ألومنيوم الكتل (Billet Aluminum) |
|---|---|---|---|
| القوة | الأعلى — هيكل الحبيبات الموائم يُحسّن الخصائص الميكانيكية إلى أقصى حد | أقل — هيكل الحبيبات عشوائي؛ والمسامية المحتملة تُضعف المادة | مرتفعة — مادة أساسية متسقة، ولكن التشغيل يزيل تدفق الحبيبات المفضّل |
| تحسين الوزن | ممتازة — تسمح القوة بجدران أرق مع الحفاظ على الأداء | جيدة — تتيح الأشكال المعقدة تحسين توزيع المادة | متوسطة — محدودة بهندسة القطعة الأولية وقيود التشغيل |
| تكلفة الوحدة | متوسطة إلى عالية — تعتمد على التعقيد والكمية | منخفض للحجوم الكبيرة — يتم توزيع تكلفة الأدوات على دفعات الإنتاج الكبيرة | مرتفع — يتطلب وقت آلة كبير وهدر في المواد لكل جزء |
| استثمار القوالب | مرتفع — تتطلب قوالب التشكيل الدقيقة استثمارًا كبيرًا مقدمًا | متوسط إلى مرتفع — يختلف حسب طريقة الصب والتعقيد | منخفض — برمجة CNC تحل محل الأدوات المادية |
| ملاءمة حجم الإنتاج | متوسطة إلى حجوم كبيرة — يستفيد الاستثمار في الأدوات من الدفعات الأكبر | حجوم كبيرة — يتفوق الصب بالقوالب في الإنتاج الضخم | حجوم صغيرة — مثالي للنماذج الأولية والأجزاء الخاصة |
| تعقيد التصميم | متوسط — محدود بتصميم القالب وقيود تدفق المادة | مرتفع — يمكن تحقيق المجاري الداخلية والميزات المعقدة | عالية جدًا — يمكن للأدوات التشكيلية باستخدام الحاسب الرقمي (CNC) الوصول إلى أي هندسة تقريبًا |
| التطبيقات النموذجية في صناعة السيارات | أذرع التعليق، العجلات، قضبان التوصيل، مفاصل التوجيه | كُتَل المحرك، علب ناقل الحركة، أنابيب السحب | قطع أولية النموذج، مكونات أداء بإنتاج منخفض، دعامات مخصصة |
عندما يُقدِّم التزوير قيمة فائقة
بالنظر إلى المفاضلات الموضحة أعلاه، متى يظهر التزوير بوصفه الخيار الأفضل؟ تصبح معايير القرار واضحة بمجرد فهم المتطلبات الفعلية لكل تطبيق.
اختر التزوير عندما:
- مقاومة التعب هي أمر بالغ الأهمية: تستفيد المكونات التي تتعرض لدورات تحميل متكررة — مثل أذرع التعليق، العجلات، وقضبان التوصيل — بشكل كبير من البنية الحبيبية المرتبة في عملية التزوير. ويؤكد البحث أن القطع المز forgged "تميل إلى امتلاك مقاومة تعب ومتانة أفضل"، ما يجعلها "مناسبة بشكل خاص للمركبات ذات الأداء العالي."
- يهم تحقيق نسبة قوة إلى وزن قصوى: من بين المعادن المستخدمة في هيئات السيارات والتطبيقات الهيكلية، يحقق الألومنيوم المطروق أعلى قوة بأقل وزن. وعندما يكون كل جرام مهمًا للأداء أو الكفاءة، فإن التزريق يستحق تكلفته العالية.
- تبرر أحجام الإنتاج تكلفة الأدوات: عندما تتجاوز أحجام الإنتاج السنوية عدة آلاف وحدة، فإن استثمار القوالب التForging يُستهلك بشكل فعّال. دون هذا الحد، قد تثبت التشغيل من الكتل اقتصادياً أكثر برغم ارتفاع التكلفة لكل قطعة.
- تتطلب التطبيقات الحرجة للسلامة موثوقية: إن غياب المسامية الداخلية في المنتجات المطروقة يوفر ضماناً لا يمكن لأي بديل مصبوب تحقيقه. بالنسبة للمكونات التي تكون عواقب فشلها شديدة، فإن الجودة المتسقة للتزريق تقلل من المخاطر.
اعتبر البدائل عندما:
- تُطلب هندسات داخلية معقدة: تمكّن الصب من قنوات وغرف لا يمكن للتForging إنشائها. تمثل كتل المحرك والأغلف الخارجية للنقلات أمثلة على الحالات التي تكون فيها المرونة التصميمية للصب ضرورية.
- تكون أحجام الإنتاج مرتفة جداً: بالنسبة للمكونات السلعية التي تُنتج بملايين الوحدات سنويًا، تصبح التكلفة الاقتصادية لكل وحدة في عملية الصب بالقالب جذابة على الرغم من انخفاض قوتها.
- النماذج الأولية أو الإنتاج بكميات منخفضة: تُلغي تصنيع الكتل بالكامل الحاجة للاستثمار في القوالون، مما يجعلها مثالية للقطع الت-development أو التطبيقات المتخصصة ذات الحجم الأقل من العتبة الاقتصادية للتس forging.
- الأسطح الجمالية ذات أهمية قصوى: غالبًا ما تتطلب الأسطح المصبوبة أو المشغولة أقل عملية تشطيب للتطبيقات الزخرفية مقارنة بالأسطح الم forge.
إن اختيار مادة هيكل السيارة في صناعة السيارات يعكس بشكل متزايد هذه المعاوضات. فغالبًا ما تستخدم العقد البنيوية عالية الإجهاد الألومنيوم الم forge، في حين تعتمد الأطر المعقدة على تقنيات الصب المتقدمة، وتستفيد برامج النماذج الأولية من تصنيع الكتل لتطوير سريع.
إن فهم الوقت الذي يتفوق فيه التزريق على البدائل يساعدك على تحديد العملية المناسبة منذ البداية. ولكن حتى مع هذه المعرفة، تظل أخطاء اختيار الدرجة شائعة — ومعرفة كيفية تجنبها، أو كيفية استبدال الدرجات عند الحاجة، يمكن أن يمنع المشكلات التصنيعية المكلفة.
أفضل الممارسات في استبدال وتحديد الدرجات
حتى مع امتلاك معرفة كاملة بخصائص سبائك الألومنيوم ومعايير التزريق، فإن التصنيع في العالم الحقيقي يواجه تحديات غير متوقعة. إن اضطرابات سلسلة التوريد، أو مشكلات توافر المواد، أو الضغوط المتعلقة بالتكلفة، قد تدفع المهندسين أحيانًا إلى النظر في بدائل للدرجة المفضلة لديهم من الألومنيوم. ومعرفة أي الاستبدالات ناجحة — وأيها يسبب المشكلات — هو ما يُميز البرامج الناجحة عن الإخفاقات المكلفة.
إلى جانب سيناريوهات الاستبدال، تحدث العديد من الأخطاء في اختيار الدرجة ببساطة لأن المهندسين يطبّقون طريقة التفكير الخاصة بالتصميم الفولاذي على الهياكل المصنوعة من الألومنيوم. ويساعد فهم هذه الأخطاء الشائعة في تجنب إعادة العمل المكلفة وفشل المكونات قبل حدوثها.
إرشادات استبدال الدرجات
عندما تصبح سبيكة الألومنيوم المحددة غير متوفرة، امتنع عن الإغراء بالاستيلاء على الخيار التالي في القائمة. فدرجات الألومنيوم المختلفة تتصرف بشكل مختلف تحت عمليات التزريق، والعلاج الحراري، وظروف التشغيل. ويستدعي الاستبدال الناجح مطابقة متطلبات الأداء الأكثر أهمية مع قبول التنازلات في الخصائص الثانوية.
فيما يلي أزواج استبدال مُثبتة للدرجات الشائعة المستخدمة في تزريق قطاع السيارات:
- 6082 → 6061: الاستبدال الأكثر شيوعًا في صناعة تزوير قطاع السيارات. من المتوقع أن تكون قوة الخضوع أقل قليلاً (انخفاض تقريبي بنسبة 5-10٪) وأداء التعب الأدنى إلى حد ما في البيئات المسببة للتآكل. وكلا السبائك يتمتعان بقدرة ممتازة على اللحام ومقاومة جيدة للتآكل. يمكن القبول به في معظم تطبيقات التعليق والهياكل حيث تم تحديد 6082 أساسًا لأسباب تتعلق بالتوفر بدلاً من المزايا الطفيفة في القوة.
- 6061 → 6082: يعمل بشكل جيد عندما يكون المعدن متوفرًا — حيث يوفر 6082 في الواقع قوة أفضل قليلاً. لا توجد انخفاضات كبيرة في الخصائص، رغم أن سعر 6082 قد يكون أعلى حسب توفره الإقليمي. غالبًا ما تفضل سلاسل التوريد الأوروبية 6082، في حين تتوفر مصادر أمريكا الشمالية عادةً على 6061 بسهولة أكبر.
- 7075 → 7050: كلاهما يوفران قوة فائقة، لكن سبيكة 7050 تقدم مقاومة محسّنة لتشقق التآكل الإجهادي ومتانة أفضل. غالباً ما تمثل هذه الاستبدالات ترقية بدلاً من تنازل. توقع قوة قصوى مماثلة أو أقل بقليل مع تحسن في متانة الكسر.
- 7075 → 2024: استخدم بحذر — على الرغم من أن كلا السبائكتين عاليتا القوة، إلا أن خصائصهما تختلف بشكل كبير. توفر سبيكة 2024 مقاومة ممتازة للتآكل الناتج عن الإجهاد المتكرر، لكن قوتها القصوى أقل من 7075. وهي مناسبة عندما تكون الأحمال الدورية هي العامل المسيطر في حالة التصميم، ولكنها غير مناسبة عندما تكون أقصى قوة ساكنة مطلوبة.
- 2024 → 2014: كلا السبائك النحاسية لها خصائص تزوير مماثلة. توفر سبيكة 2014 قابلية تزوير أفضل قليلاً مع قوة مماثلة. يمكن قبولها في معظم تطبيقات ناقل الحركة حيث كانت سبيكة 2024 هي المحددة أصلاً.
- 6061 → 5083: لا يُوصى به عمومًا للمكونات المزورة. وعلى الرغم من أن سبيكة 5083 تقدم مقاومة ممتازة للتآكل، إلا أنها غير قابلة للعلاج الحراري ولا يمكنها تحقيق مستويات القوة لسبيكة 6061-T6. فكر في هذا الاستبدال فقط للتطبيقات غير الإنشائية حيث تكون مقاومة التآكل أكثر أهمية من متطلبات القوة.
عند تقييم أي استبدال، يجب التحقق من أن الدرجة البديلة تفي بجميع المواصفات الحرجة—بما في ذلك توافق درجة حرارة التزوير، والاستجابة للعلاج الحراري، وأي متطلبات تجميع لاحقة مثل القابلية للحام. قد تنجح الدرجة من الناحية المعدنية لكنها مع ذلك تفشل إذا لم تتمكن معدات الإنتاج الخاصة بك من معالجتها بشكل صحيح.
تجنب الأخطاء الشائعة في الاختيار
وفقًا لـ توصيات الهندسة من شركة لينكولن إليكتريك ، واحدة من أكثر الأخطاء الشائعة في تصميم الألومنيوم هي اختيار أقوى سبيكة متوفرة دون النظر إلى عوامل حرجة أخرى. كما تذكر وثائقهم الفنية: "غالبًا ما يختار المصمم أقوى سبيكة متوفرة. إن هذه ممارسة سيئة في التصميم لأسباب عديدة."
لماذا ينقلب اختيار سبائك الألومنيوم الأقوى أحيانًا ضد مصلحتنا؟
- الانحناء غالبًا ما يكون العامل الحاسم في التصميم، وليس القوة: معامل المرونة لمعظم سبائك الألومنيوم — الضعيفة والقوية على حد سواء — هو تقريبًا نفسه (ثلث معامل الفولاذ). إذا كان الحد الحرج لمكونك هو الصلابة وليس قوة الخضوع، فإن دفع مبلغ إضافي للحصول على سبيكة 7075 بدلًا من 6061 لا يمنحك أي ميزة.
- العديد من السبائك عالية القوة غير قابلة للحام: تشير أبحاث شركة Lincoln Electric إلى أن "العديد من سبائك الألومنيوم الأقوى ليست قابلة للحام باستخدام التقنيات التقليدية". تحديد سبيكة 7075 لمكوّن يجب لحامه في تجمع أكبر يخلق مستحيلات تصنيعية. وتُشير الوثائق بشكل خاص إلى أن سبيكة 7075 "لا ينبغي أبدًا لحامها في التطبيقات الإنشائية".
- خصائص منطقة اللحام تختلف عن خصائص المادة الأساسية: حتى مع الدرجات القابلة للحام مثل 6061، فإن «اللحام نادرًا ما يكون بقوة المادة الأصلية». يؤدي التصميم بالاعتماد على خصائص مادة الأساس T6 مع تجاهل تدهور منطقة التأثير الحراري إلى لحامات أصغر من الحجم المطلوب وفشل محتمل.
إليك بعض أخطاء الاختيار الإضافية التي يجب تجنبها:
- تحديد أنواع المعادن المُقوّاة بالتشوه للهياكل الملحومة: بالنسبة للسبيكة غير القابلة للتحسس الحراري (1xxx، 3xxx، 5xxx)، يعمل اللحام كعملية تلين محلية. وتؤكد الدراسة أنه «بغض النظر عن نوع التليين الذي تبدأ به، ستكون الخصائص في منطقة التأثير الحراري هي خصائص المادة المُلَيّنة بنوع O». شراء مواد مكلفة مُقوّاة بالتشوه والتي سيتم لحامها هو إهدار للمال— حيث تعود منطقة التأثير الحراري إلى الخصائص الملَيَّنة بغض النظر.
- تجاهل متطلبات العلاج بعد اللحام: تتعرض السبائك القابلة للعلاج الحراري مثل 6061-T6 إلى تضعف كبير في قوة منطقة اللحام. تُظهر الأبحاث أن "أدنى مقاومة شد بعد اللحام تبلغ 24 ألف رطل لكل بوصة مربعة" مقارنة بـ"40 ألف رطل لكل بوصة مربعة" للمادة الأساسية في حالة T6، أي انخفاض بنسبة 40%. وعدم تحديد التعتيق بعد اللحام عندما تكون استعادة القوة ضرورية، يؤدي إلى المساس بالمتانة الإنشائية.
- إغفال قابلية الت.Corrosion الإجهاد: يمكن أن تكون سبائك الألومنيوم العالية المقاومة من الفئة 7xxx في حالة T6 عرضة للتشقّر بسبب الت.Corrosion الناتج عن الإجهاد. ويحمل تحديد 7075-T6 لمكونات تتعرض للرطوبة والأحمال المستمرة دون النظر إلى حالات T73 أو T76 خطر فشل مبكر في الحقل.
- خلط سبائك الصب مع سبائك التزريق: تُذكر بعض المواصفات بشكل غير صحيح درجات الألومنيوم للصهر في حين أن المكونات المزورة مطلوبة. إن سبائك A356 وA380 ممتازة للسباكة بالقالب، ولكنها غير مناسبة للتسخين—حيث تم تحسين تركيبها الكيميائي لقابلية التدفق في الحالة المنصهرة، وليس التشوه في الحالة الصلبة.
العمل مع شركاء مزودين مؤهلين بالتشكيل
تصبح العديد من تحديات اختيار الدرجات قابلة للإدارة عند العمل مع موردين ذوي خبرة في التشكيل يفهمون متطلبات السيارات. غالبًا ما تتطلب السبائك الخاصة بالتطبيقات automobile تحكمًا دقيقًا في العمليات لا يمكن إلا للمصنعين الراسخين توفيره باستمرار.
عند تقييم الشركاء المحتملين في التشكيل، فكر في قدراتهم على الدعم الهندسي. هل يمكنهم تقديم المشورة بشأن اختيار الدرجة المثلى لمكونك المحدد؟ هل لديهم خبرة في المعالجات الحرارية والعلاجات اللاحقة للتشكيل التي يتطلبها تطبيقك؟ مثل المصنعين المعتمدين بحسب IATF 16949 شاوي يقدمون أنظمة الجودة والخبرة التقنية التي تساعد في تحويل قرارات اختيار الدرجة إلى مكونات إنتاج موثوقة.
تتيح لك إمكانات النمذجة الأولية السريعة الخاصة بهم — والتي تصل إلى تسليم الأجزاء الأولية في غضون 10 أيام فقط — التحقق من صحة اختيار الدرجات قبل الالتزام بأدوات الإنتاج عالية الحجم. بالنسبة لمكونات مثل أذرع التعليق ومحاور الدفع، حيث يؤثر جودة الألومنيوم بشكل مباشر على سلامة المركبة، فإن وجود شركاء هندسيين يفهمون متطلبات علم المعادن والمتطلبات الخاصة بالسيارات يُعد أمراً لا يُقدّّب بثمن.
يُعد مزيج المعرفة الصحيحة باختيار الدرجة المناسبة والشراكات التصنيعية المؤهلة هو الأساس لبرامج الألمنيوم المطوق الناجحة. ومع توفر هذه العناصر، تكونون مستعدين لاتخاذ قرارات نهائية بشأن المواد توازن بشكل فعّال بين متطلبات الأداء وقيود التصنيع والاعتبارات المتعلقة بالتكلفة.
اختيار درجة الألمنيوم المطوق المناسبة للتطبيق الخاص بك
لقد استعرضتم الآن المشهد الكامل لدرجات الألمنيوم المطوق المستخدمة في السيارات — بدءًا من فهم تسميات سلاسل السبائك، مرورًا بمطابقة الدرجات المحددة لمتطلبات المكونات، ثم اعتبارات المعالجة الحرارية وصولاً إلى معايير التصنيع. ولكن كيف يمكنكم تجميع كل هذه المعرفة معًا لاتخاذ قرارات عملية؟ دعونا نبسّط الإرشادات الأساسية التي تحول الفهم التقني إلى نتائج ناجحة في مجال الشراء.
سواء كنت تحدد الألومنيوم للسيارات في برنامج مركبات جديد أو تقوم بتحسين سلسلة توريد قائمة، فإن عملية اختيار الدرجة تتبع تسلسلاً منطقيًا. ويمنع اعتماد هذا التسلسل الصحيح الأخطاء المكلفة ويكفل أن توفر أجزاء السيارات المصنوعة من الألومنيوم الأداء الذي تتطلبه مركباتك.
النتائج الرئيسية لاختيار الدرجة
بعد دراسة النطاق الكامل لخيارات الألومنيوم للسيارات، تظهر عدة عوامل قرار بشكل مستمر تحدد النجاح:
- ابدأ باحتياجات التحمل، وليس تفضيلات المواد: حدد ما يتعرض له مكونك بالفعل — أحمال ثابتة، أو إجهاد دوري، أو قوى تصادمية، أو مزيجًا منها. فعلى سبيل المثال، تحتاج ذراع تعليق تتعرض لملايين الدورات على الطرق إلى خصائص مختلفة عن تلك المطلوبة لدعامة تتعرض فقط لأحمال ثابتة. وعليه، يجب مطابقة عائلة السبيكة مع هذه المتطلبات الواقعية: سلسلة 6xxx لتوفير أداء متوازن، وسلسلة 7xxx لتحقيق أقصى قوة، وسلسلة 2xxx لمقاومة تفوق في حالات الإجهاد المتكرر.
- خذ بعين الاعتبار حجم التصنيع في مرحلة مبكرة: تُفضل الاقتصاديات الخاصة بالتشكيل بالضغط (Forging) عند الحجم المتوسط إلى العالي من الإنتاج، حيث يتم توزيع تكلفة القوالب بشكل فعّال. أما بالنسبة للإحجام التي تقل عن عدة آلاف سنويًا، فتحقق من أن التشكيل بالضغط يظل تنافسيًا من حيث التكلفة مقارنةً بالبدائل المشغولة من الكتل الصلبة (billet machining). وتستفيد البرامج ذات الإنتاج المرتفع أكثر ما يمكن من مزايا التشكيل بالضغط المتمثلة في الجمع بين الخصائص المتفوقة والإنتاج الفعّال.
- اخذ المعالجات اللاحقة بعين الاعتبار: إذا كان مكونك يتطلب لحامه في تجميعة أكبر، فإن هذا الشرط وحده يستبعد عائلات سبائك بأكملها من الاعتبار. حدد 6061 أو 6082 عندما يكون القابلية للحام أمرًا مهمًا؛ وتجنب استخدام 7075 لأي تطبيق هيكلي يتضمن لحام. وبالمثل، ضع في اعتبارك متطلبات التشغيل الآلي بعد السبك — فأنصاف الحالة T651 توفر الثبات البُعدي الذي تتطلبه عمليات التشغيل الدقيقة.
- قيّم التكلفة الإجمالية، وليس فقط سعر المادة: إن أرخص ألومنيوم للسيارات ليس دائمًا الخيار الأكثر اقتصاداً. قد تحقق سبيكة ممتازة تتيح جدرانًا أرق، أو تقليل التشطيب، أو تبسيط المعالجة الحرارية تكلفة إجمالية أقل للمكون مقارنة بدرجة أرخص تتطلب معالجة إضافية. احسب الصورة الكاملة قبل الانتهاء من المواصفات.
- ابنِ مرونة سلسلة التوريد: حدد درجات الاستبدال المقبولة قبل بدء الإنتاج. معرفة أن 6061 يمكن أن يستخدم بدلًا من 6082، أو أن 7050 يُعد ترقية من 7075، يمنحك خيارات عند حدوث اضطرابات في التوريد. وثّق هذه البدائل في مواصفاتك حتى يتمكن فريق المشتريات من الاستجابة بسرعة للتغيرات في التوفر.
مبدأ الاختيار الأكثر أهمية: اختر السبيكة التي تلبي متطلبات الأداء الفعلية لمكونك — وليس الخيار الأقوى المتاح. إن المبالغة في المواصفات تؤدي إلى هدر المال وقد تسبب تعقيدات في التصنيع، في حين أن التقليل من المواصفات يعرّضك لفشل في الخدمة قد يؤدي إلى إتلاف المركبات والسمعة على حد سواء.
الشراكة لتحقيق النجاح في تزوير قطاع السيارات
هذه هي الحقيقة التي يفهمها كل مهندس ذو خبرة: حتى اختيار الدرجة المثالية لا يعني شيئًا بدون شريك تصنيعي قادر على التنفيذ بشكل متسق. إن الفجوة بين مواصفات المادة والمكونات عالية الجودة تتطلب خبرة لا يمكن سوى لموردي التزوير المؤهلين سدها.
عندما يجب أن تلبي الألومنيوم في السيارات معايير أداء صارمة، يصبح اختيار المورد مهمًا بقدر أهمية اختيار السبيكة. وفقًا لـ التوجيهات الصناعية لتقييم موردي التزريق ، هناك ثلاثة عوامل هي الأهم: الشهادات وأنظمة الجودة، والقدرات الإنتاجية والمعدات، ومعايير ضبط الجودة الصارمة.
بالنسبة للتطبيقات الخاصة بالسيارات على وجه التحديد، فإن شهادة IATF 16949 تُثبت أن المورد قد نفذ أنظمة إدارة الجودة التي تتطلبها صناعة السيارات. وتُعتبر هذه الشهادة - التي تبني على أسس ISO 9001 مع متطلبات خاصة بالسيارات - تأكيدًا على أن الشركة المصنعة تفهم إمكانية التتبع، والتحكم في العمليات، والتحسين المستمر بالمستوى الذي تتطلبه برامج مركباتك.
إلى جانب الشهادة، قِّم القدرات العملية التي تحول المواصفات إلى قطع:
- الدعم الهندسي: هل يمكن للمورد تقديم المشورة بشأن اختيار الدرجة المثلى لهندستك الخاصة وظروف التحميل؟ هل يفهم تأثيرات المعالجة الحرارية ويمكنه التوصية بالصلابات المناسبة؟
- سرعة النمذجة الأولية: تتطلب جداول تطوير المركبات الحديثة تكرارًا سريعًا. تتيح الشركاء الذين يقدمون قوالب أولية في فترات زمنية مختصرة — بعضها يصل إلى 10 أيام فقط — التحقق من التصميم قبل الالتزام بأدوات الإنتاج.
- خبرة المكونات: يتمتع الموردون ذوي الخبرة المثبتة في فئة المكونات الخاصة بك — سواء كانت أذرع تعليق، أو قضبان نقل الحركة، أو عقد هيكلية — بمعارف محددة للتطبيق قد تفتقر إليها ورش الصب العامة.
- بنية ضبط الجودة: تضمن تقنيات الفحص المتقدمة، والرصد أثناء العملية، وأنظمة الوثائق الشاملة أن كل مكون يلبي المواصفات. تُشدّد مواد المرجع على أن الموردين الرائدين يستثمرون في آلات قياس إحداثيات، ومعدات اختبار غير إتلافي، وقدرات تحليل المواد.
للمهندسين ومتخصصي المشتريات الذين يبحثون عن تصنيع مكونات سيارات من الألومنيوم، شاويي (نينغبو) تقنية المعادن يمثل نموذج الشريك الذي تتطلبه البرامج الناجحة. إن شهادة IATF 16949 الخاصة بهم تؤكد أن أنظمة الجودة تتماشى مع متطلبات صناعة السيارات، في حين يوفر فريقهم الهندسي الداخلي التوجيه الفني الذي يساعد على تحويل قرارات اختيار الدرجة إلى مواصفات جاهزة للإنتاج. وتقع الشركة بالقرب من ميناء نينغبو، وتجمع بين إمكانية تصنيع النماذج الأولية بسرعة — مع توفر القطع الأولية في غضون 10 أيام فقط — إلى جانب القدرة على الإنتاج الضخم عالي الحجم للبرامج المستقرة.
إن الخبرة التي أظهروها في التعامل مع أجزاء ألمنيوم سيارات صعبة مثل أذراع التعليق وعمود الدفع تعكس المعرفة المحددة بالمكونات التي تجعل التدليل على اختيار الدرجات فعالة. عندما تتطلب المواصفات أذراع تحكم من درجة 6082-T6 أو مكونات أداء من درجة 7075-T6، فإن وجود شريك تصنيع يفهم كل من علم المعادن والمتطلبات الجودة في صناعة السيارات يضمن تحويل اختيار المواد إلى مكونات موثوقة.
تمتد الرحلة من تحديد السبيكة إلى أداء المركبة عبر تنفيذ التصنيع. ومن خلال الجمع بين المعرفة التي اكتسبتها حول اختيار الدرجات طوال هذا الدليل مع شركاء مزودين مؤهلين يشاركونك التزامك بالجودة، فإنك تضع برامج سياراتك في طريق النجاح — لتوفير القوة وتوفير الوزن والموثوقية التي تتطلبها المركبات الحديثة من مكوناتها المصنوعة من الألومنيوم المطروق.
الأسئلة الشائعة حول درجات الألومنيوم المطروق للسيارات
1. ما هي درجات الألمنيوم المطروق؟
تشمل درجات الألومنيوم المزيفة بشكل شائع في التطبيقات السيارات 6061 و6063 و6082 من السلسلة 6000، و7075 من السلسلة 7000. توفر سبائك السلسلة 6xxx قابلية تشكيل ممتازة، ومقاومة جيدة للتآكل، وقوة متوازنة، مما يجعلها مثالية لأذرع التعليق والعجلات. وتُقدِّم السلسلة 7xxx قوة فائقة عالية للمكونات الحرجة من حيث الأداء. بالإضافة إلى ذلك، توفر الدرجات 2024 و2014 من السلسلة 2xxx مقاومة متفوقة للتآكل للقطع الخاصة بنظام الدفع مثل المكابس والقضبان التوصيلية. يمكن لشركات التصنيع الحاصلة على شهادة IATF 16949 مثل Shaoyi تقديم إرشادات لاختيار الدرجة المثلى بناءً على متطلبات المكونات المحددة.
ما هي درجة الألومنيوم المستخدمة في السيارات؟
تستخدم التطبيقات automotive درجات متعددة من الألومنيوم اعتمادًا على متطلبات المكونات. وتشمل الدرجات الشائعة 1050، 1060، 3003، 5052، 5083، 5754، 6061، 6082، 6016، 7075، و2024. بالنسبة للمكونات المصنعة بالطرق الباردة تحديدًا، تهيمن درجة 6082-T6 في تطبيقات التعليق والهيكل في أوروبا نظرًا لأدائها الممتاز في مقاومة الت-fatigue في البيئات المسببة للتcorrosive. وتظل درجة 6061-T6 شائعة في أمريكا الشمالية بفضل قابليتها على اللحام. وغالبًا ما تُحدد درجة 7075-T6 في التطبيقات عالية الأداء لتحقيق أقصى نسبة قوة إلى الوزن، في حين تتميز درجة 2024-T6 في المكونات الحرّية الحساسة للت-fatigue.
3. أيهما أقوى: الألومنيوم من نوع 5052 أم 6061؟
يُعد ألومنيوم 6061 أقوى بكثير من 5052. في حالة المعالجة T6، يصل مقاومة الشد لـ 6061 إلى حوالي 310 ميجا باسكال مقارنة بحوالي 220 ميجا باسكال لـ 5052. ومع ذلك، القوة ليست كل شيء — فـ 5052 يوفر مقاومة تآكل أفضل وقابلية تشكيل أعلى لأنه سبيكة غير قابلة للعلاج الحراري. بالنسبة للمكونات المصنوعة بالتزنيق والمستخدمة في السيارات والتي تتطلب سلامة هيكلية، يُفضل استخدام 6061-T6 لأنه يمكن علاجه حرارياً لتحقيق مستويات قوة أعلى ضرورية لأذرع التعليق والعجلات ومكونات الهيكل.
4. ما الفرق بين عجلات الألومنيوم المزنيقة والمسبوكة؟
تُصنع عجلات الألمنيوم المطروقة عن طريق ضغط الألمنيوم المسخن تحت ضغط شديد، مما يحاذي هيكل الحبيبات لتحقيق قوة فائقة ومقاومة أفضل للتآكل. أما العجلات المسبوكة فتُصنع بصب الألمنيوم المنصهر في قوالب، ما يؤدي إلى هيكل حبيبي عشوائي واحتمالية وجود مسامية. وعادةً ما تكون العجلات المطروقة أخف بنسبة 15-30% من نظيراتها المسبوكة، مع تقديم مقاومة تصادمية ومتانة أفضل. بالنسبة للمركبات عالية الأداء، توفر العجلات المطروقة من درجتي 6061-T6 أو 7075-T6 نسبة القوة إلى الوزن التي لا يمكن لأي بديل مسبوك تحقيقها.
5. كيف أختار درجة الألمنيوم المناسبة لصناعة المطروقات في السيارات؟
ابدأ بتحديد متطلبات الإجهاد الفعلية لمكونك—الأحمال الثابتة، أو التعب الدوري، أو قوى التأثير. بالنسبة للتطبيقات الهيكلية المتوازنة، توفر سبائك السلسلة 6xxx مثل 6082-T6 أو 6061-T6 أداءً ممتازًا. عندما تكون القوة القصوى أمرًا بالغ الأهمية، فحدد 7075-T6. من أجل مقاومة تعب متفوقة في أجزاء ناقل الحركة، فكر في استخدام 2024-T6. خذ في الاعتبار احتياجات اللحام (تُلحَم سبائك السلسلة 6xxx جيدًا؛ بينما لا تُلحَم 7075 بشكل جيد)، وكميات الإنتاج، ومتطلبات المعالجة الحرارية. إن العمل مع شركاء تصنيع ذوي خبرة مثل Shaoyi، الذين يوفرون نماذج أولية سريعة وشهادة IATF 16949، يساعد في التحقق من صحة اختيار الدرجة قبل المضي قدمًا في توريد أدوات الإنتاج.