 دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —
دُفعات صغيرة، معايير عالية. خدمتنا لتطوير النماذج الأولية بسرعة تجعل التحقق أسرع وأسهل —

أسرار معالجة المعادن على ماكينات الحاسب الآلي (CNC): ما كان يتمنى المصانع معرفته منذ البداية
ما المقصود فعليًّا بالتشغيل المعدني باستخدام الحاسب الآلي (CNC)
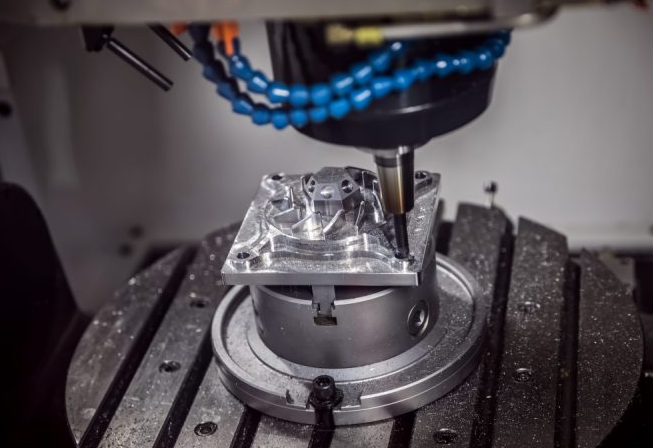
تخيَّل أنك تُعطِي تعليماتٍ دقيقةً لآلةٍ لكيفية قص المعدن بدقة تساوي دقة الحرفي الماهر — لكنك تفعل ذلك عبر البرمجة بدلًا من المهارة اليدوية. وهذا بالضبط ما يوفِّره التشغيل المعدني باستخدام الحاسب الآلي (CNC). فتقوم آلة الـ CNC بتحويل المادة المعدنية الأولية إلى أجزاء جاهزة للتركيب من خلال اتباع تعليمات رقمية دقيقة، مما يلغي الحاجة إلى التخمين والخطأ البشري اللذين كانا سمةً مميِّزةً في عمليات تصنيع المعادن سابقًا.
CNC هو اختصار لعبارة Computer Numerical Control وهذه التكنولوجيا تمثِّل واحدةً من أبرز القفزات في تاريخ التصنيع. فبدلًا من توجيه أدوات القطع يدويًّا عبر القطعة المراد تشغيلها، يقوم المشغلون ببرمجة جهاز الـ CNC ليُنفِّذ الحركات المطلوبة بدقةٍ وتكراريةٍ لا يمكن للأيدي البشرية تحقيقها.
من المخارط اليدوية إلى الدقة الرقمية
قبل ظهور تقنية التحكم العددي بالحاسوب (CNC)، أمضى الحرفيون المختصون في التشغيل الآلي سنواتٍ عديدةً في تنمية الذاكرة العضلية والحدس اللازمَين للعمل على المخارط والمطاحن اليدوية. وكان كل قطعٍ يُجرى يعتمد على مهارة المشغل، وبذلك كان إنتاج أجزاء متطابقة يتطلّب استخدام القوالب الخاصة (Jigs) والأدوات الثابتة (Fixtures) وخبرةً كبيرةً. وقد غيّرت مخرطة التحكم العددي بالحاسوب (CNC) كل شيء من خلال تخزين تعليمات الحركة رقميًّا، ما سمح للآلات بإعادة إنجاز العمليات المعقدة بشكل لا نهائي.
ولم تؤدِّ هذه التحوّلات إلى تحسين الدقة فحسب، بل ساهمت أيضًا في جعل أعمال معالجة المعادن بدقةٍ متاحةً على نطاق أوسع. فاليوم، يمكن لماكينة CNC مُبرمَجة جيدًا أن تُنتج أجزاءً كانت تتطلّب مستوىً رفيعًا من الإتقان والمهارة الفنية قبل عقودٍ قليلةٍ فقط.
الثورة الخاضعة للتحكم الحاسوبي في مجال معالجة المعادن
وفي جوهرها، تتكون كل أنظمة المعالجة المعدنية باستخدام التحكم العددي بالحاسوب (CNC) من أربعة مكوّنات أساسية تعمل معًا:
- نظام التحكم الإلكتروني: الدماغ الذي يفسّر التعليمات المبرمَجة ويُنسّق جميع حركات الماكينة
- أدوات القطع: المطاحن النهائية (End mills)، والثاقبات (Drills)، وأدوات القطع المتخصصة التي تزيل المادة فعليًّا من قطعة العمل
- أجهزة تثبيت القطعة: المشابك (Vises)، والمشابك الميكانيكية (Clamps)، والأدوات الثابتة (Fixtures) التي تثبّت قطعة المعدن أثناء عمليات التشغيل الآلي
- قطعة العمل المعدنية: المواد الخام التي تُحوَّل إلى الجزء النهائي الخاص بك
تتواصل هذه المكونات عبر لغة G-code — وهي لغة برمجة قد تبدو مخيفة، لكنها تعمل وفق مبادئ بسيطة. فكّر في لغة G-code على أنها تعليمات نظام تحديد المواقع العالمي (GPS) لأداة القطع الخاصة بك. فالأوامر مثل "G01 X2.0 Y1.5 F10" تُخبر الآلة ببساطة بالتحرك في خط مستقيم نحو إحداثيات محددة وبسرعة مُعيَّنة. وتولِّد برامج CAM الحديثة هذه الأوامر تلقائيًّا من تصاميمك ثلاثية الأبعاد، لذا نادرًا ما تحتاج إلى كتابتها يدويًّا.
شرح تقنية التحكم العددي الحاسوبي (CNC) في تصنيع المعادن
ما يميِّز آلة التحكم العددي الحاسوبي (CNC) عن غيرها من المعدات الآلية هو قدرتها على تفسير البيانات الرقمية وترجمتها إلى حركات فيزيائية دقيقة. وعندما يشير شخصٌ ما في محادثة عادية إلى آلة CMC، فهو عادةً ما يصف نفس هذه التقنية — فالمصطلحات قد تختلف، لكن المبدأ الأساسي يبقى ثابتًا.
يمكن لماكينات التحكم العددي بالحاسوب (CNC) الحديثة أن تحقق دقة في التموضع ضمن نطاق ٠٫٠٠٠١ بوصة — أي ما يعادل تقريبًا سُبعَ مئة جزء من سماكة شعرة بشرية، مما يتيح دقةً لم تكن ممكنةً سابقًا خارج المختبرات المتخصصة.
ويُفسِّر هذا الأداء السبب وراء اعتماد عمليات تشغيل المعادن باستخدام الحاسوب (CNC) بشكل لا غنى عنه في مختلف الصناعات التي تتطلب تحملات دقيقة جدًّا. فسواء كنت تُصنِّع مكونات لقطاع الطيران والفضاء أو أجزاءً سيارات مخصصة، فإن إدراكك لهذه المفاهيم الأساسية يُعدُّك لاتخاذ قراراتٍ مستنيرةٍ بشأن المعدات والمواد والعمليات.
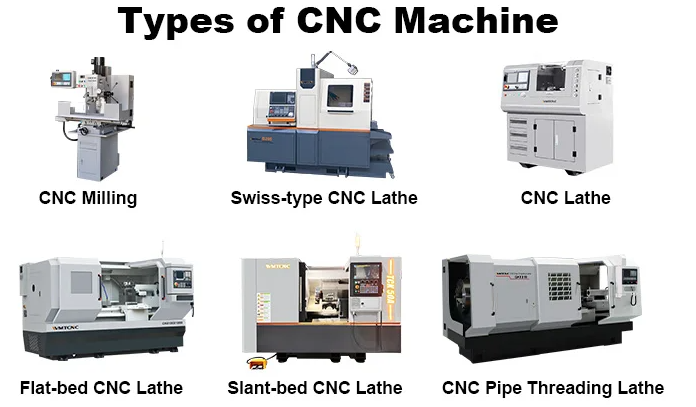
مقارنة لأنواع ماكينات التحكم العددي بالحاسوب (CNC) المستخدمة في تصنيع المعادن
ليست جميع معدات التحكم العددي بالحاسوب (CNC) تتعامل مع المعادن بنفس الطريقة. فالاختيار الخاطئ لنوع الماكينة المناسبة لمشروعك يؤدي إلى هدر الوقت وتحقيق نتائج دون المستوى المطلوب والإحباط. فكيف إذن تختار الأداة المناسبة لاحتياجاتك في معالجة المعادن؟ إن فهم الاختلافات الجوهرية بين ماكينات التفريز باستخدام الحاسوب (CNC)، وماكينات الخراطة، وماكينات النحت (Routers)، وأنظمة القطع يوفِّر لك الأساس اللازم لاتخاذ قراراتٍ أكثر ذكاءً منذ اليوم الأول.
تتفوق كل فئة من آلات التصنيع في تطبيقات محددة. فعلى سبيل المثال، قد تكون ماكينة التصنيع باستخدام الحاسوب (CNC) المخصصة للتنعيم ثلاثي الأبعاد مثاليةً في إنجاز أشكال دقيقة دون عيوب، لكنها قد تكون غير مناسبة تمامًا لقطع الصفائح المعدنية بكميات كبيرة. وفي الوقت نفسه، لا يمكن لماكينة القطع بالبلازما التي تُحرق الصفائح الفولاذية السميكة بسرعة أن تحقق التحملات الضيقة المطلوبة في المكونات الدقيقة. ولنتناول بالتفصيل ما تقدمه كل نوعٍ منها فعليًّا.
المخارط مقابل الآلات الناقلة (Routers) في مشاريع المعادن
عندما يتحدث المصانعون عن ماكينات التصنيع باستخدام الحاسوب (CNC) المخصصة للتنعيم ، وعادةً ما يقصدون بها ماكينات مصممة لإزالة المادة باستخدام أدوات قطع دوارة تغوص في قطع العمل المعدنية وتتحرك عبر سطحها. وتتفوق هذه الماكينات في إنشاء هندسات معقدة ثلاثية الأبعاد بدقة استثنائية. ويمكن لماكينة تنعيم باستخدام الحاسوب (CNC) عالية الجودة أن تحافظ على تحمّلات لا تستطيع طرق قطع الصفائح تحقيقها أصلًا.
وبالمقارنة، تُركِّز آلات التوجيه باستخدام الحاسوب (CNC routers) على حجم مجال العمل بدلاً من الصلابة الميكانيكية الخشنة. وستجد أن هذه الآلات تُستخدم لمعالجة مواد مسطحة أكبر — مثل ألواح الإشارات أو مكونات الغلاف أو الأعمال المعدنية المعمارية. وعلى الرغم من أن ماكينات التوجيه قادرة على قص الألومنيوم والمعادن الأخف بفعالية، فإنها عمومًا تفتقر إلى الصلادة البنائية اللازمة لإجراء عمليات قص عدوانية في الفولاذ أو السبائك الأشد صلابة.
وهذا طريقة عملية للتفكير في المسألة: إذا كانت أجزاءك تتطلب جيوبًا معقدة أو ثقوبًا دقيقة أو تشغيلًا متعدد الجوانب، فإن ماكينات الطحن باستخدام الحاسوب (CNC mills) هي الحل الأمثل لك. أما إذا كنت تقصد قص ملامح مسطحة من المواد الورقية أو الصفائح عبر مساحات أكبر، فقد تكون ماكينة التوجيه (router) هي الخيار الأنسب لك.
عندما يلتقي التشغيل بالقطع الإضافي بالقطع الحراري
وبالإضافة إلى العمليات التقليدية لإزالة الرقائق، تشمل تقنيات ماكينات القطع باستخدام الحاسوب (CNC) أساليب حرارية وكاشطة توسع نطاق خياراتك بشكل كبير في أعمال الصفائح والألواح. فكلٌّ من ماكينات القص بالبلازما وماكينات القص بالليزر وماكينات القص بالماء المضغوط تقدّم مزايا فريدة في مجال تصنيع المعادن.
تستخدم قصّ البلازما تيارًا غازيًّا مُؤيَّنًا كهربائيًّا لذوبان المعادن الموصلة بسرعاتٍ مذهلة. وهي اقتصادية التكلفة عند قصّ صفائح الصلب السميكة، لكنها تُنتج منطقةً متأثِّرة بالحرارة قد تتطلَّب معالجةً ثانويةً. أمّا القصّ بالليزر فيوفِّر جودةً متفوِّقةً للحواف ويمكنه تنفيذ أعمال التفاصيل الدقيقة، رغم وجود قيودٍ على سماكة المادة حسب قوة الليزر.
تتَّبع آلات القصّ بالماء نهجًا مختلفًا تمامًا—حيث تستخدم ماءً عالي الضغط ممزوجًا بحبيبات الجارنت الكاشطة لتآكل أيِّ مادةٍ تقريبًا. وبما أن هذه الطريقة لا تتضمَّن حرارةً على الإطلاق، فإن القصّ بالماء يلغي تمامًا مخاوف التشوه الحراري. وهذا يجعله المثالي للمعادن المُتحمِّسة للحرارة أو التطبيقات التي يجب أن تبقى خصائص المادة فيها دون تغيير.
مطابقة أنواع الآلات مع تطبيقات المعادن
آلة التحكم العددي بالحاسوب (CNC) للخراطة تشكل فئةً مستقلةً بذاتها، ومصممة خصيصًا للأجزاء الأسطوانية والدائرية. فبينما تُحرّك الماكينات المفرزة (Mills) والمخرطات (Routers) أداة القطع حول قطعة العمل الثابتة، فإن المخارط تدور قطعة العمل نفسها مقابل أدوات قطع ثابتة أو متحركة. وتُصنَّف عمومًا على المخرطة الأعمدة والبطانات والمكونات ذات الخيوط وأي جزء يمتلك تماثلًا دورانيًا.
وبالنسبة للهندسات المعقدة التي تتطلب التشغيل من زوايا متعددة، فإن إمكانيات التشغيل الخمسية المحور تُغيِّر تمامًا ما هو ممكن تحقيقه. وتسمح هذه الأنظمة المتقدمة لأداة القطع بالاقتراب من قطعة العمل من أي اتجاهٍ تقريبًا، مما يتيح تنفيذ الحفر تحت السطح (Undercuts) والزوايا المركبة والأشكال العضوية التي تتطلب عادةً إعدادات متعددة على آلات أبسط.
| نوع الآلة | المعادن النموذجية | مستوى الدقة | السرعة | سعة السماكة | أفضل التطبيقات |
|---|---|---|---|---|---|
| ماكينة الحفر CNC | جميع المعادن القابلة للتشغيل | ±0.0005 بوصة إلى ±0.005 بوصة | معتدلة | محدودة بمجال العمل | المنحنيات ثلاثية الأبعاد، الأجزاء الدقيقة، القوالب |
| ماكينة الراوتر CNC | الألومنيوم، والنحاس، والمعادن اللينة | ±0.005" إلى ±0.015" | سريعة في تنفيذ الملامح ثنائية الأبعاد | حتى 1 بوصة عادةً | أعمال كبيرة مسطحة، لوحات الإشارات، الألواح |
| مخرطة CNC | جميع المعادن القابلة للتشغيل | ±0.0005" إلى ±0.002" | مرتفع للأجزاء الأسطوانية | محدود بالسعة القصوى لمقبض/عمود التثبيت | المحاور، والبطانات، والأجزاء المُخَرَّشة |
| جهاز قطع البلازما | المعادن الموصلة للكهرباء، والصلب | ±0.015" إلى ±0.030" | جداً سريع | حتى ٢ بوصة+ من الصلب | قطع الصفائح السميكة، والأعمال الإنشائية |
| جهاز القطع بالليزر | فولاذ، فولاذ مقاوم للصدأ، ألومنيوم | ±0.005" إلى ±0.010" | سريع للمواد الرقيقة | حتى 1" من الفولاذ كحد أقصى | الأشكال التفصيلية، وأعمال الصفائح الرقيقة |
| قطع المياه | أي معدن بما في ذلك المعادن المُصلَّبة | ±0.003" إلى ±0.010" | أبطأ من العمليات الحرارية | يمكن أن تصل إلى ٨ بوصة+ | المعادن الحساسة للحرارة، والمواد السميكة |
إن فهم هذه الفروق يساعدك على تجنّب الخطأ الشائع المتمثل في إجبار آلة طحن على أداء مهامٍ تكون تقنيات بديلة أكثر ملاءمةً لها. ويمثّل كل نظامٍ من هذه الأنظمة عقودًا من التحسين الهندسي الموجَّه لاستراتيجيات إزالة المواد المحددة — وبمطابقة تطبيقك مع الفئة المناسبة، فإنك تُهيئ مشاريعك للنجاح منذ اللحظة التي تُحمّل فيها القطعة المراد تشغيلها.
شرح توافق المعادن مع أنظمة التحكم العددي بالحاسوب (CNC)
لقد اخترت نوع الآلة المناسب — ولكن هل فكّرت فيما يحدث عندما يلامس أداة القطع تلك المعدن الذي اخترته؟ إن توافق المواد هو المكان الذي يواجه فيه العديد من المصانع عوائق غير متوقعة. فتتصرف المعادن المختلفة بطرق مختلفة جدًّا تحت ظروف التشغيل، وفهم هذه السلوكيات قبل البدء في القطع يوفّر لك الوقت وتكاليف أدوات التشغيل.
الحقيقة هي أن ليس كل آلة CNC معدنية تتعامل مع جميع المواد بنفس الكفاءة. فبعض المعادن المُستخدمة في التشغيل بالحاسوب تتطلب صلابةً معينةً في الآلة، أو أدوات تقطيع متخصصة، أو استراتيجيات قطع محددة لإنتاج نتائج مقبولة. دعونا نستعرض ما يميز كل معدن شائع عن غيره، وكيفية التعامل معه بنجاح.
الألومنيوم وخصائصه الودية في التشغيل الآلي
عندما تبحث عن أكثر المواد تساهلاً في القطع، فإن الألومنيوم يتصدر القائمة. ويمكن لآلة CNC مخصصة للألومنيوم أن تعمل بسرعات عالية جدًا، لأن ليونة الألومنيوم تسمح بإزالة كميات كبيرة من المادة بسرعة دون التسبب في اهتراء مفرط لأدوات القطع. ووفقًا لخبراء التصنيع في شركة «هابس» (Hubs)، فإن سبائك الألومنيوم تتميّز بنسبة ممتازة بين القوة والوزن، إلى جانب توصيل حراري وكهربائي عالٍ، ما يجعلها الخيار الأكثر اقتصاديةً لكلٍّ من النماذج الأولية والأجزاء الإنتاجية.
أبرز الاعتبارات عند تشغيل الألومنيوم تشمل:
- إزالة الر chips: نعومة الألومنيوم تُنتج رقائق طويلة وليّنة يمكن أن تلتف حول أدوات التصنيع وتُسبب انسدادًا في الأخاديد— لذا فإن إزالة الرقائق بشكلٍ صحيح، واستخدام هواء مضغوط أو سائل تبريد أمرٌ بالغ الأهمية
- حد البناء (Built-up Edge): قد يلتحم هذا المعدن بحواف القطع عند درجات الحرارة العالية، ما يستدعي استخدام أدوات حادة وسرعات مناسبة
- حساسية تشطيب السطح: يظهر أثر الأداة بسهولة على المواد اللينة، ما يجعل معدل التغذية وهندسة الأداة عاملين حاسمين في الأجزاء ذات المتطلبات الجمالية
- تباين السبائك: توفر سبيكة 6061 قابلية ممتازة عامة للتشغيل الآلي، بينما يمكن معالجة سبيكة 7075 حراريًّا للوصول إلى مقاومات تُقارَن بتلك الخاصة بالفولاذ
بالنسبة لمعظم آلات التصنيع باستخدام الحاسوب المخصصة للمعادن، يُعَد الألومنيوم النقطة المثلى لبدء اكتساب المهارات واختبار البرامج قبل الانتقال إلى مواد أكثر تحديًا.
درجات الفولاذ وتحدياتها في التصنيع باستخدام الحاسوب
يُدخل الفولاذ مجموعة مختلفة من المتطلبات التي تميّز المعدات المخصصة لهواة العمل اليدوي عن الآلات المصممة للعمل المعدني الجاد. فتتطلب آلة التصنيع باستخدام الحاسوب (CNC) الخاصة بالفولاذ درجةً أعلى بكثير من الصلابة مقارنةً بتلك المصممة أساسًا للألومنيوم. إذ يمكن أن تؤدي قوى القطع الأكبر الناتجة عند تشغيل الفولاذ إلى انحراف الإطارات الخفيفة، مما يسبب اهتزازات (تشATTER)، ونوعية سطح رديئة، وانحرافًا في الأبعاد.
عند العمل مع الفولاذ اللين والفولاذ السبائكي، ضع هذه العوامل في الاعتبار:
- متطلبات صلابة الآلة: تصبح الإطارات الأثقل، والمرشادات الخطية الأكبر حجمًا، والمحاور الدوارة القوية ضرورية لتحقيق نتائج متسقة.
- إدارة الحرارة: إن التوصيل الحراري المنخفض للفولاذ يعني أن الحرارة تتجمع في منطقة القطع؛ لذا فإن استخدام التبريد الغزير (Flood Coolant) أو زيت القطع المناسب يمنع تدهور أدوات القطع.
- حسابات التغذية والسرعة: التشغيل ببطء شديد يؤدي إلى تصلّب المادة أثناء التشغيل (Work Hardening)، بينما يؤدي التشغيل بسرعة عالية جدًا إلى توليد حرارة زائدة وارتداء سريع لأدوات القطع.
- اختيار الأدوات: تتفوق أدوات الكاربايد المُغلفة بشكل مناسب على بدائل الفولاذ عالي السرعة في التعامل مع الفولاذ.
تُوفِر سبائك الفولاذ المعتدل مثل 1018 قابلية جيدة للتشغيل الآلي في التطبيقات العامة، بينما تتطلّب سبائك الفولاذ مثل 4140 اختيارَ معايير تشغيلٍ أكثر دقةً، لكنها تحقّق خصائص ميكانيكية متفوّقة في القطع النهائية.
معادن غريبة تبدأ من التيتانيوم وتنتهي بالنحاس الأصفر
وبعيدًا عن عائلتي الفولاذ والألومنيوم الشائعتين، تطرح عدة معادن متخصصة تحديات فريدة في التشغيل الآلي، وهي تحدياتٌ تُكافَأ بالتحضير السليم.
قطع الفولاذ المقاوم للصدأ يُسبب إحباطًا لكثيرٍ من المصانع بسبب ميله إلى التصلّب أثناء التشغيل. ووفقًا لمختصّي التشغيل الآلي في شركة Lamina Technologies ، فإن الفولاذ المقاوم للصدأ أصعب بكثير وأكثر لزوجةً مقارنةً بالفولاذ الكربوني، ويتميّز بالتصلّب السريع أثناء التشغيل الآلي، ما يفسّر تدنّي تقييمه من حيث قابلية التشغيل الآلي. أما الحل فهو:
- الانخراط المستمر: لا تسمح أبدًا لأداة القطع بالثبات أو الاحتكاك— بل حافظ على حركة قطع إيجابية لمنع التصلّب السطحي
- سرعات أقل: الأدوات التي تعمل بسرعة أقل من ٤٠٠٠ دورة في الدقيقة تقلل من تراكم الحرارة الذي يُسرّع من عملية التصلّد الناتج عن التشغيل الميكانيكي
- أدوات حادة: تولّد الحواف البالية احتكاكًا بدلًا من فعل القطع، ما يفاقم مشكلة التصلّد
- الضغط المناسب: تجنب استخدام قوة مفرطة تؤدي إلى ارتفاع درجة الحرارة وتتلف كلًّا من المادة وأداة القطع
النحاس والبرونز تمثل الطرف المقابل في نطاق القابلية للتشغيـل الميكانيكي. وهذه المواد تُقطَع بسلاسة تامة مع حد أدنى من تآكل الأدوات، ما يجعلها مفضلةً في الإنتاج عالي الحجم. وخصوصًا سبيكة النحاس الأصفر C36000 التي توفر قابلية ممتازة للتشغيـل الميكانيكي إلى جانب مقاومة طبيعية للتآكل وقوة شد عالية. أما الشاغل الرئيسي عند التعامل مع هذه المعادن الأطرى فيتمثّل في التحكم في تشكّل الحواف الحادة (البروزات) وتحقيق انكسارات نظيفة على الحواف.
التيتانيوم تتطلّب التيتانيوم احترامًا خاصًّا ومنهجيات متخصصة. وعلى الرغم من تقديمها لنسبة استثنائية بين القوة والوزن في التطبيقات الجوية والطبية، فإن التيتانيوم تتطلّب:
- الأدوات المتخصصة: هندسة حادة بزوايا رأس إيجابية مصممة خصيصًا لسبائك التيتانيوم
- تبريد عنيف: توصيل مبرد عالي الضغط مباشرةً إلى منطقة القطع
- تخفيض السرعات مع الحفاظ على التغذية: سرعات أبطأ للمغزل ولكن حمل رقائق ثابت لمنع الاحتكاك
- التجهيزات الصلبة: أي اهتزاز أو صدى يُدمِّر بسرعة أدوات القطع الباهظة الثمن
إن فهم كيفية تصرف المعدن الذي اخترته تحت ظروف القطع يؤثر مباشرةً في كل قرار تتخذه، بدءاً من اختيار ماكينة التحكم العددي بالحاسوب (CNC) المناسبة للمعادن وصولاً إلى شراء الأدوات البرمجية واستراتيجيات البرمجة. وتُحدِّد خصائص المادة ما هو ممكن — وما هي الاستعدادات التي تضمن النجاح.

توضيح قدرات الدقة والتسامح
لقد قمت بمطابقة نوع ماكينتك مع تطبيقك، و اخترت المواد المتوافقة — لكن هل يمكن لمعداتك الفعلية تحقيق الدقة المطلوبة لأجزاءك؟ فالدقة هي ما يفصل بين المكونات الوظيفية وبين قطع المعادن المرفوضة الباهظة الثمن، ومع ذلك فإن العديد من الشركات المصنِّعة تقلِّل من شأن التباين الكبير في قدرات التسامح عبر تكوينات ماكينات التحكم العددي المختلفة.
فهم مستويات الدقة التي يمكن تحقيقها واقعيًّا باستخدام إعدادك يمنع الإحباط وهدر الموارد. فآلة الطحن المكتبية المصمَّمة لمشاريع الهواة لا يمكنها أبدًا أن تُنافس ما تحقِّقه المعدات الصناعية، والانتظار منها أداءً مماثلًا يؤدي إلى خيبة أمل. دعونا نستعرض العوامل التي تُحدِّد هذه الفروق، والمجالات التي تؤدي فيها فئات الآلات المختلفة أدائها الفعلي.
فهم جزء الألف وجزء العشرة آلاف
عند مناقشة عمال التشغيل بالآلات لمصطلحات التحمُّل، فإنهم يتحدثون عادةً بوحدة جزء الألف من البوصة—وتُكتب على الشكل ٠٫٠٠١″ وتُسمَّى في الأوساط المهنية غالبًا «ثو» واحدة. أما التطبيقات الأكثر طلبًا فتتطلَّب وحدة جزء العشرة آلاف من البوصة، وتُكتب على الشكل ٠٫٠٠٠١″ وتُشار إليها في ورش العمل باسم «الأجزاء العشرية». وقد تبدو هذه القياسات مجرَّدةً حتى تدرك أن سماكة شعرة الإنسان تبلغ تقريبًا ٠٫٠٠٣″، مما يجعل أعمال المعادن الدقيقة تمارينَ في التحكُّم بأبعاد أصغر مما تُعَدُّنا عليه تجارب الحياة اليومية.
وفقًا لأبحاث التشغيل الدقيق للقطع المنشورة في دليل CNC وبالوصول إلى هذه التحملات الضيقة، يتطلب الأمر فهم مفهومين مختلفين تمامًا: الدقة (أي مدى قرب موقع الماكينة من الموقع المُوجَّه إليه) والتكرارية (أي مدى اتساق عودتها إلى ذلك الموقع نفسه). فقد تصل الماكينة مرارًا وتكرارًا إلى النقطة نفسها، لكنها تكون دائمًا خارج الهدف المطلوب — أو قد يكون متوسط مواضعها صحيحًا، لكنها تتفاوت بشكل غير متوقع بين عمليات القطع المختلفة.
تختلف قدرات التحمل المحققة حسب فئات ماكينات التحكم العددي الحاسوبي (CNC) المختلفة اختلافًا جذريًّا:
- ماكينات الهواية المكتبية: ±٠٫٠٠٥ بوصة كقيمة نموذجية — مناسبة للأجزاء غير الحرجة، وقوالب التثبيت، والمشاريع التعليمية
- ماكينات الطحن المكتبية شبه الاحترافية: ±٠٫٠٠٢ بوصة — كافية لتصنيع النماذج الوظيفية والأجزاء الإنتاجية ذات الاستخدام الخفيف
- المعدات الصناعية: ±٠٫٠٠٠٥ بوصة أو أفضل من ذلك — مطلوبة في تطبيقات الصناعات الجوية والفضائية، والقطاع الطبي، وهندسة الدقة
وتشترط هذه النطاقات إعداد التشغيل وتشغيله وفق المعايير الصحيحة. فالإهمال في الأساسيات مثل صلابة تثبيت القطعة أو إدارة الحرارة يؤدي سريعًا إلى انخفاض أداء حتى أكثر المعدات كفاءة لتصل إلى مستوى أداء ماكينات الهواية.
ما التكلفة الحقيقية للدقة في ماكينات التحكم العددي الحاسوبي (CNC)
يحدد عدة عوامل ميكانيكية المكان الذي تقع فيه الآلة على مقياس الدقة. ويساعد فهم هذه العوامل في تقييم المعدات بشكل واقعي وتحديد مسارات الترقية التي تحقق تحسيناتٍ ملموسة.
صلابة الماكينة يشكل الهيكل الأساسي قاعدة القدرة على تحقيق الدقة. ووفقاً لخبراء التشغيل الآلي، فإن أفضل أدوات الآلات تكون أثقل بكثير من البدائل الاقتصادية لأن "لا توجد طريقة أخرى للحفاظ على صلابتها سوى استخدام هيكل ضخم جداً." وتُخفّض إطارات الحديد الزهر الاهتزازات بشكل أفضل من التصنيعات الألومنيومية أو الفولاذية، وهو ما يفسّر سبب شعور معدات المعالجة المعدنية الجادة بأنها مُصمَّمة بتصميم مفرط في المتانة مقارنةً بالآلات المستخدمة في الهوايات.
المسمار الكروي مقابل المسمار القيادي يمثلان أحد أهم عوامل التمايز في مجال الدقة. وتشير الدراسات الصادرة عن روكفورد بول سكرِو يُظهر أن مسامير الكرات تعمل بكفاءة تبلغ ٩٠٪ مع حد أدنى من التأخّر العكسي، في حين أن مسامير التغذية من نوع ACME لا تتجاوز كفاءتها في المتوسط ٤٤٪ وقد تُظهر تأخّرًا عكسيًّا يتراوح بين ٠٫٠٠٥ بوصة و٠٫٠٢٥ بوصة. وتوفّر مسامير الكرات المُصقولة دقة في التغذية تقل عن ٠٫٠٠٠٣ بوصة مع تأخّر عكسي يكاد يكون معدومًا— وهي تحسّن جذريّة مقارنة بالبدائل الاقتصادية.
تشمل عوامل الدقة الإضافية ما يلي:
- المرشدين الخطيين (Linear Guides): تحافظ قضبان الحركة الخطية عالية الجودة على دقة حركة ثابتة عبر مدى السفر الكامل، بينما تؤدي طرق التداخل المُستهلكة إلى أخطاء تزداد تدريجيًّا.
- جودة المغزل: ينتقل عدم التمركز (الانحراف) في المغزل مباشرةً إلى كل عملية قصٍّ— فالمغازل الدقيقة المزوَّدة بمحامل مشدودة مسبقًا تحافظ على دقة تصل إلى أعشار الألف، في حين قد تُظهر المغازل الاقتصادية اهتزازًا يصل إلى عدة آلاف من الألف.
- الاستقرار الحراري: وبينما تسخن الآلات أثناء التشغيل، فإن مكوناتها تتمدد بمعدلات مختلفة، مما يؤدي إلى تغيّر المواقع— ولذلك تتضمّن الآلات الصناعية أنظمة تعويض حراري أو تصاميم مستقرة من حيث درجة الحرارة.
- الواشات الفولاذية: يضمن المحاذاة الدقيقة أثناء التجميع باستخدام واشات عالية الجودة بقاء العلاقات الهندسية صحيحةً تحت أحمال القطع.
كل عامل من هذه العوامل يتراكم مع العوامل الأخرى. فمثلاً، ماكينة طحن مكتبية مزودة ببراغي كروية عالية الجودة ولكنها مزودة بمغزل متوسط الأداء لن تحقق إمكاناتها النظرية المُتوقَّعة— فالدقة تتطلب اهتمامًا شاملًا بكافة مكونات النظام.
تراكم التسامح والدقة في العالم الحقيقي
وبالإضافة إلى القدرات الفردية للماكينة، فإن فهم كيفية تراكم التسامح عبر الخصائص المتعددة يساعدك على تصميم أجزاء يمكن تصنيعها فعليًّا. فكل بعدٍ يحمل تسامحه الخاص، وهذه التسامحات تتراكم عبر التصميم بأكمله.
تتعامل ماكينة التحكم العددي بالحاسوب (CNC) ذات المحاور الثلاثة مع معظم المهام المباشرة، لكنها تتطلب إعدادات متعددة عندما تحتاج الأجزاء إلى التشغيل من اتجاهات مختلفة. ووفقًا لتحليل التصنيع من YCM Alliance ، فإن كل إعداد يُدخل اختلافات محتملة في الدقة — مثل أخطاء إعادة التموضع التي تُضاف إلى التراكم الكلي للتسامح. وقد تتراكم أخطاء موضعية كبيرة بين الخصائص المشغولة في اتجاهات مختلفة عند تصنيع الأجزاء المعقدة عبر أربعة أو خمسة إعدادات.
تُعالج عمليات التشغيل الآلي ذات الخمسة محاور هذه القيود من خلال تمكين تشغيل الجزء بالكامل في إعداد واحد. وبفضل محوري الدوران الإضافيين، يمكن لأداة القطع أن تقترب من قطعة العمل من أي زاوية تقريبًا دون الحاجة إلى إعادة وضعها. وتشير جميع الميزات إلى نقطة مرجعية واحدة، مما يلغي أخطاء الإعداد تمامًا. وتتيح هذه القدرة ما يلي:
- التجاويف السفلية والزوايا المركبة: الهندسات التي يتعذر الوصول إليها جسديًّا باستخدام مسارات أدوات التشغيل الثلاثية المحاور
- تحسين تشطيبات السطح: تحسّن اتجاه الأداة الأمثل بالنسبة لسطح القطع من التموجات (Scalloping) والعلامات الناتجة عن الأداة
- إطالة عمر الأداة: يحافظ الحفاظ على الزوايا المثلى للقطع على تقليل الإجهاد الواقع على الأداة وارتدائها
- الأشكال العضوية المعقدة: شفرات التوربينات، والعجلات الدوارة (Impellers)، والأسطح المنحوتة التي تتطلب خلاف ذلك عمليات تشطيب يدوية موسعة
بالنسبة لمُصنِّعي الأجزاء ذات الهندسات المعقدة، فإن القدرة على التشغيل بخمسة محاور غالبًا ما تبرر تكلفتها الأعلى من خلال تحسين الدقة، وتخفيض أوقات الدورة، والإلغاء التام للعمليات الثانوية.
معرفة متطلباتك من حيث الدقة قبل اختيار المعدات— وتقييم ميزانيتك ومهاراتك بدقةٍ صادقةٍ فيما إذا كانت تدعم تلك المتطلبات— يمنع ارتكاب الخطأ الشائع المتمثل في توقع أداءٍ يعادل أداء الماكينات المكتبية من معدات الهواة، أو إنفاق مبالغ زائدة على إمكانيات صناعية لن تستخدمها بالكامل أبدًا.
الصناعات التي تعتمد على التشغيل الآلي المعدني باستخدام الحاسب (CNC)
لقد استعرضتَ أنواع الماكينات، والتوافق مع المواد، وقدرات الدقة— لكن أين تُطبَّق كل هذه المعرفة فعليًّا؟ إن فهم الصناعات التي تعتمد اعتمادًا كبيرًا على التشغيل الآلي المعدني باستخدام الحاسب (CNC) يكشف السبب وراء أهمية مواصفاتٍ معينة، ويساعدك على تحديد المجالات التي قد تجد فيها مهاراتك أو خدماتك أعلى طلبٍ.
من كتل المحركات التي تُشغِّل المركبات على الطرق السريعة إلى الأدوات الجراحية التي تنقذ الأرواح في غرف العمليات، أصبحت عمليات التشغيل الآلي بالحاسوب (CNC) على المعادن جزءًا لا يتجزأ من التصنيع الحديث. وكل قطاعٍ يفرض متطلباتٍ فريدةً تدفع تكنولوجيا الـ CNC في اتجاهات مختلفة، ما يؤدي إلى تطبيقات متخصصة تتراوح بين الإنتاج الضخم والبروتوتايبات الفردية.
مكونات السيارات على نطاق واسع
وقد كان قطاع السيارات دائمًا أحد أكبر المستفيدين من تكنولوجيا قص المعادن باستخدام الحاسب الآلي (CNC). ووفقًا لخبراء التصنيع في مجلة الأعمال الأمريكية ، تستفيد شركات تصنيع السيارات من كفاءة أنظمة الـ CNC في إنتاج مكونات مثل كتل المحركات وعلب التروس ورؤوس الأسطوانات، وبدرجة استثنائية من الدقة والاتساق عبر ملايين الوحدات.
ما الذي يجعل أنظمة الـ CNC ضرورية لا غنى عنها في التطبيقات automotive؟
- مكونات المحرك: تتطلب رؤوس الأسطوانات وقنوات السحب وكتل المحرك أبعاد ثقوب دقيقة للغاية وأسطح تشطيب عالية الجودة تؤثر مباشرةً على الأداء وطول العمر الافتراضي
- أجزاء ناقل الحركة: تتطلب التروس والمحاور والغلاف تحملات دقيقة لضمان التشغيل السلس وتقليل الضوضاء إلى أدنى حد
- الهيكل ونظام التعليق: تتطلب أذرع التحكم والدعامات ومكونات نظام التوجيه قوة متسقة ودقة أبعادية عبر أحجام الإنتاج العالية
- التجميعات المخصصة: تستفيد التعديلات ما بعد البيع ومكونات المركبات المتخصصة من قدرة آلات التصنيع باستخدام الحاسوب (CNC) على إنتاج دفعات صغيرة بتكلفة اقتصادية
وبعيدًا عن الإنتاج القياسي، تُعد آلة قطع المعادن باستخدام الحاسوب (CNC) ضرورية جدًّا للنمذجة الأولية السريعة في تطوير المركبات. ويمكن للمصممين اختبار الأجزاء وتعديلها قبل الالتزام بأدوات الإنتاج الضخم، مما يقلل الأخطاء المكلفة بشكل كبير. وقد أصبحت هذه القدرة ذات قيمة خاصة في قطاع المركبات الكهربائية (EV)، حيث تتحرك دورات الابتكار بوتيرة أسرع من الجداول الزمنية التقليدية لتطوير المركبات.
للمصنّعين الذين يبحثون عن حلول موثوقة في مجال تصنيع المركبات، فإن ورش التصنيع باستخدام الحاسب الآلي (CNC) المتخصصة، والتي تحمل شهادات صناعية مثل IATF 16949، تقدّم ضمان الجودة المطلوب لهذه التطبيقات الصعبة. ومن بين المرافق التي تُوفّر هذه الخدمات: تكنولوجيا المعادن شاوي يي تجمع بين التشغيل الدقيق باستخدام الحاسب الآلي (CNC) والتحكم الإحصائي في العمليات (SPC) للحفاظ على الاتساق عبر دفعات الإنتاج، مع تقديم أوقات تسليم تصل إلى يوم عمل واحد فقط لمجموعات الهيكل المعقدة والمكونات المخصصة.
متطلبات قطاع الطيران والفضاء وحلول التصنيع باستخدام الحاسب الآلي (CNC)
لا يوجد سوى عدد قليل من القطاعات التي تفرض متطلبات دقة أعلى من تلك المفروضة في تصنيع قطاع الطيران والفضاء. ووفقًا للمتخصصين في شركة LG Metal Works، فإن أجزاء الطيران والفضاء — مثل شفرات التوربينات ومكونات المحرك والدعائم الإنشائية — تتطلب تحملات دقيقة جدًّا تصل إلى ±0.0005 بوصة، وهي مستويات لا تسمح بأدنى هامش للخطأ.
وتطرح تطبيقات قطاع الطيران والفضاء تحديات فريدة تُميّز الورش القادرة عن تلك غير المستعدة لمواجهة متطلبات هذا القطاع:
- المواد الغريبة: تُقاوم سبائك التيتانيوم وإنكونيل وغيرها من المعادن عالية الأداء التشغيل الآلي وتحتاج إلى أدوات متخصصة، ومسارات أدوات مُحسَّنة، وإشراف خبير من المشغلين
- دقة فائقة: يجب أن تفي المكونات الحرجة للطيران بمتطلبات أبعاد صارمة، حيث قد تؤدي أصغر انحرافات إلى عواقب كارثية
- الهندسة المعقدة: غالبًا ما تتضمَّن شفرات التوربينات والعناصر الإنشائية منحنيات مركَّبة وممرات داخلية معقَّدة
- متطلبات التتبع: توفر الوثائق الكاملة للمواد والعمليات والفحوصات الامتثال لمعايير السلامة الجوية
القدرة على تشغيل المواد المتقدمة مثل إنكونيل 625 وتيتانيوم الدرجة 5 وألمنيوم 7075-T6 هي ما يميِّز ورش العمل القادرة على تلبية متطلبات قطاع الطيران عن مرافق التصنيع العامة. وكل مادةٍ منها تتمتَّع بسلوكيات فريدة تتعلق بالتمدُّد الحراري والصلادة وتشكيل الرُّقاقات، مما يتطلَّب معايرة دقيقة ورصدًا مستمرًّا
متطلبات الدقة للأجهزة الطبية
عندما تنتهي المكونات داخل جسم الإنسان أو في أيدي الجراحين الذين يقومون بإجراءات تنقذ الحياة، تكتسب الدقة أهميةً عميقةً. ويجمع تصنيع الأجهزة الطبية بين التحملات الدقيقة على مستوى الصناعات الجوية ومتطلبات التوافق الحيوي التي تحد من خيارات المواد وتتطلب تشطيبات سطحية استثنائية.
ووفقًا لتحليل صادر عن مجلة الأعمال الأمريكية، فإن آلات التحكم العددي بالكمبيوتر (CNC) تتفوق في إنتاج الأجهزة الطبية الحرجة مثل الأدوات الجراحية والأطراف الاصطناعية والغرسات— وهي تطبيقاتٌ يُمكن أن تؤدي أصغر عيبٍ فيها إلى عواقبٍ تغيّر مسار الحياة.
وتتطلب التطبيقات الطبية قدراتٍ محددةً:
- المواد البيولوجية المتوافقة: الفولاذ المقاوم للصدأ الجراحي، والتيتانيوم، والبلاستيكيات الخاصة ذات الدرجة الطبية التي لا تسبب ردود أفعال سلبية في البيئات البيولوجية
- التخصيص حسب المريض: الغرسات المخصصة مثل صفائح العظام المصنوعة من التيتانيوم والمُصَنَّعة بدقة لتتناسب مع تشريح كل مريضٍ على حدة
- متطلبات تشطيب السطح: وتتطلب الغرسات والأدوات الجراحية أسطحًا مصقولةً تقاوم استيطان البكتيريا وتضمن اندماج الأنسجة بشكلٍ سليم
- اعتبارات التعقيم: يجب أن تتكيف عمليات التصنيع مع التعقيم بعد المعالجة وسير العمل المتوافق مع غرف النظافة العالية (Cleanroom).
يعتمد القطاع الطبي بشكل متزايد على القدرات التصنيعية باستخدام الحاسب الآلي (CNC) لإنشاء نماذج أولية لتطوير أدوات جراحية جديدة وتصاميم للغرسات. وتتيح عملية التكرار السريع للمصممين تحسين عوامل الراحة البشرية (Ergonomics)، واختبار الوظائف، والتحقق من مدى ملاءمة التصميم قبل الانتقال إلى إنتاج القوالب الصناعية — مما يُسرّع دورة التطوير للابتكارات المنقذة للحياة.
من مشاريع الهواة إلى الإنتاج الصناعي
يساعد فهم الفجوة بين التطبيقات الهواة والمتطلبات الصناعية الشركات المصنعة على تحديد مكانتها بشكل مناسب ووضع توقعات واقعية فيما يتعلق باستثماراتها في المعدات.
تشمل التطبيقات الخاصة بالهواة والورش الصغيرة ما يلي:
- أجزاء مخصصة وإصلاحات: مكونات فردية تُصنع لمشاريع الاستعادة أو إصلاح الآلات أو الاحتياجات الشخصية في التصنيع.
- تطوير النموذج الأولي: اختبار المفاهيم قبل البحث عن شركاء إنتاج أو الاستثمار في المعدات الصناعية.
- الإنتاج الصغير الكميات: إنتاج كميات محدودة من المنتجات المتخصصة، حيث يكون وقت الإعداد أقل أهميةً من المرونة.
- تطوير المهارات: تعلم برمجة وتشغيل أنظمة التحكم العددي بالحاسوب (CNC) قبل الانتقال إلى العمل التجاري
وبالمقابل، فإن المتطلبات الصناعية تتطلب كفاءات تبرر استثمارات أكبر بكثير في المعدات. ووفقاً لمتخصصي النماذج الأولية في نابيل ، توفر عمليات النمذجة الأولية الاحترافية باستخدام أنظمة التحكم العددي بالحاسوب (CNC) دقةً أعلى ومرونةً أكبر في اختيار المواد وقدرةً أفضل على التوسع، ما يجعلها الخيار المفضل للصناعات التي تسعى إلى تعزيز قدراتها في مجال التصميم والإنتاج.
غالباً ما يكشف الانتقال من العمل الهوايوي إلى العمل الاحترافي عن فجواتٍ في قدرات المعدات وتوثيق العمليات وأنظمة الجودة التي يتطلبها العملاء الصناعيون. ولذلك، يجب على مُصنّعي المكونات الذين يستهدفون قطاعات مثل الطيران والفضاء أو القطاع الطبي أو قطاع صناعة السيارات أن يستثمروا ليس فقط في آلاتٍ قادرةٍ، بل أيضاً في معدات القياس وأنظمة إدارة الجودة والشهادات التي تُثبت التحكم في العمليات.
هذا الطيف من التطبيقات — بدءًا من المشاريع الأسبوعية ووصولًا إلى المكونات الحرجة للطيران — يفسّر سبب تقديم سوق الآلات الرقمية (CNC) لخيارات معداتٍ متنوعةٍ جدًّا. وفهم الموقع الذي تقع فيه أعمالك على هذا المحور المستمر يُرشد قرارات الشراء الفورية واستراتيجيات تطوير العمل على المدى الطويل على حدٍّ سواء. 
تكاليف آلات المعادن الرقمية (CNC) وتحليل الاستثمار
لقد حددت الصناعات التي تحتاج إلى أعمال دقيقة على المعادن، وفهمت متطلبات التحمل (التوريد) المرتبطة بها — لكن هل يمكنك فعليًّا تحمل تكلفة المعدات اللازمة لتحقيق هذه النتائج؟ إن سؤال سعر آلة الـ CNC يُعَدُّ عقبةً أمام عددٍ أكبر من المصانع مقارنةً بأي عاملٍ آخر تقريبًا. فكثيرٌ من المشترين يركّزون حصريًّا على السعر الظاهر على الملصق، ليكتشفوا لاحقًا أن التكلفة الحقيقية لامتلاك آلة الـ CNC تمتدُّ بعيدًا جدًّا عن تلك التكلفة الأولية.
يتطلب فهم تكلفة آلة التحكم العددي (CNC) النظر إلى الصورة المالية الكاملة. وفقًا لمتخصصي التصنيع في شركة CNC WMT، فإن سعر أدوات الآلات الخاضعة للتحكم العددي يعتمد على عدة عوامل، من بينها نوع الآلة وحجمها وميزاتها والعلامة التجارية ومستوى الأتمتة والتكاليف التشغيلية طويلة المدى. ولنُفصّل ما يجب أن تخصصه فعليًّا من ميزانية حسب مستويات الاستثمار المختلفة.
نقاط البداية للاستثمار المبدئي
تتفاوت تكلفة آلة التحكم العددي (CNC) بشكل كبير اعتمادًا على التطبيقات المقصودة منها. فآلة التحكم العددي الرخيصة المصممة للعمل الهوايي على الألومنيوم تنتمي إلى فئةٍ مختلفة تمامًا عن المعدات الصناعية المصممة لإنتاج الفولاذ بشكلٍ مستمر. وفيما يلي ما توفره مستويات الميزانية المختلفة عمليًّا:
| فئة الآلة | نطاق السعر | القدرات النموذجية | الأنسب لـ |
|---|---|---|---|
| ماكينات التحكم العددي (CNC) المكتبية | ٢٠٠٠–٨٠٠٠ دولار أمريكي | قطع الألومنيوم والنحاس والفولاذ الخفيف؛ والدقة المعتادة ±٠٫٠٠٥ بوصة | الهواة، وتصنيع النماذج الأولية، وتعلُّم أساسيات التحكم العددي (CNC) |
| ماكينات الطاولة | ٨٬٠٠٠–٢٥٬٠٠٠ دولار أمريكي | قادرة على معالجة الفولاذ؛ وصلابة محسَّنة؛ ودقة تبلغ ±٠٫٠٠٢ بوصة يمكن تحقيقها | المتاجر الصغيرة، وتصنيع النماذج الأولية، والأجزاء المخصصة |
| الصناعات الخفيفة | ٢٥٬٠٠٠–٧٥٬٠٠٠ دولار أمريكي | إنتاج فولاذي كامل؛ خيارات الأتمتة؛ دقة ±٠٫٠٠١ بوصة | ورش العمل المتخصصة، والبيئات الإنتاجية، والمواد ذات المتطلبات العالية |
| المعدات الصناعية الكاملة | $75,000 - $500,000+ | التشغيل المستمر؛ المواد الغريبة؛ دقة ±٠٫٠٠٠٥ بوصة أو أفضل | الصناعات الجوية، والطبية، والتصنيع عالي الحجم |
عند سؤالك عن سعر ماكينة التحكم العددي (CNC)، تذكَّر أن العلامات التجارية المتميِّزة مثل Haas وMazak وDMG Mori تُفرض أسعارًا أعلى، لكنها تقدِّم عقودًا من التحسينات الهندسية إضافةً إلى الدعم الفني والتوثيق والتدريب. ووفقًا لتحليلات القطاع، فإن الزيادة في التكلفة الأولية مع هذه العلامات المتميِّزة تترافق غالبًا مع انخفاض أوقات التوقف عن التشغيل وطول عمر الماكينة، ما يؤدي في النهاية إلى قيمة أفضل على المدى الطويل.
التكلفة الخفية التي تتجاوز سعر الماكينة
يمثل سعر الشراء الجزء المرئي فقط من إجمالي استثمارك. ووفقًا لتحليل ملكية المعدات من XProCNC وتنص قاعدة عامةٌ مُتَّبَعة على نطاق واسع على تخصيص ما نسبته ١٥–٢٥٪ إضافية من سعر شراء الآلة لتغطية تكاليف التشغيل في السنة الأولى. وبذلك، فإن آلةً بسعر ٢٠٬٠٠٠ دولار أمريكي تتطلب تخصيص مبلغ يتراوح بين ٣٬٠٠٠ و٥٬٠٠٠ دولار أمريكي فوق السعر المعلن.
تشمل المصروفات التشغيلية المستمرة التي تؤثر على السعر الفعلي لعمليات التصنيع باستخدام الحاسب الآلي ما يلي:
- استبدال أدوات القطع: أدوات القطع مثل المثاقب النهائية (End mills) والمثاقب (drills) والشفرات القابلة للتبديل (inserts) تُصنَّف كمواد استهلاكية — ويجب تخصيص ميزانية شهرية تتراوح بين ١٠٠ و٤٠٠ دولار أمريكي حسب نوع المواد وحجم الإنتاج.
- سوائل التبريد والمواد التشحيم: تساعد سوائل القطع عالية الجودة في إطالة عمر الأدوات وتحسين جودة التشطيب، لكنها تتطلب استبدالًا دوريًّا والتخلُّص منها بطريقة صحيحة.
- الكهرباء: تمتص المحاور الصناعية (spindles) طاقةً كهربائيةً كبيرةً، لا سيما أثناء عمليات القطع الثقيلة في الفولاذ.
- مستلزمات الصيانة: تتراكم تكاليف المواد التشحيمية وزيوت المسارات (way oil) والمرشحات ومواد التنظيف على مدار سنة كاملة من التشغيل.
- اشتراكات البرمجيات: غالبًا ما تتراوح تكلفة اشتراكات برامج التصميم بمساعدة الحاسوب (CAD) وبرامج التصنيع بمساعدة الحاسوب (CAM) بين ١٠٠ و٥٠٠ دولار أمريكي شهريًّا للحزم الاحترافية.
- مكونات بديلة: خصص سنويًّا ١–٣٪ من سعر الشراء للعناصر التي تتآكل مثل المحامل والخواتم والسيور
بعد السنة الأولى، يُعَدُّ تخصيص ميزانية سنوية تتراوح بين ٥–١٠٪ من قيمة الماكينة للصيانة المستمرة واستبدال الأدوات نموذجًا مستدامًا يمنع تراكم الصيانة المؤجلة التي قد تتحول لاحقًا إلى إصلاحات باهظة التكلفة.
حساب التكلفة الحقيقية لكل جزء
إن فهم سعر التشغيل بالقطع الواحد باستخدام ماكينات التحكم العددي (CNC) يساعدك على تقديم عروض أسعار دقيقة وتقييم استثمارات المعدات بشكل واقعي. ويجب أن تشمل حساباتك ما يلي:
- وقت الجهاز: اقسم التكاليف السنوية للماكينة (مثل الاستهلاك، والصيانة، والتكاليف العامة) على عدد الساعات الإنتاجية لتحديد السعر بالساعة
- استهلاك الأدوات: تابع عمر الأدوات في المواد المحددة التي تستخدمها، ووزِّع تكاليف استبدالها على القطع المنتجة
- وقت الإعداد: اشمل في حساباتك إعداد التثبيتات (الفيكسشرز)، والتحقق من البرامج، والتفتيش الأولي على القطعة الأولى
- هدر المواد: خذ في الاعتبار ر Chips والقطع الزائدة والقطع المرفوضة عند حساب تكاليف المواد
- العمل: احسب وقت المشغل الخاص بالتحميل والمراقبة والتفريغ — حتى في حالة المعدات الآلية
تتفاوت تكلفة التشغيل بالآلات الرقمية (CNC) لكل عملية بشكل كبير حسب نوع العملية. ووفقاً لتحليل التصنيع، فإن قص الليزر والبلازما يقدّم مزايا في السرعة للعملات ثنائية الأبعاد (2D)، بينما تكون تكلفة الطحن أعلى لكل ساعة، لكنه قادر على معالجة هندسات ثلاثية الأبعاد (3D) معقدة لا يمكن للعمليات الأبسط تحقيقها. ويعمل توافق المعدات الخاصة بك مع حجم العمل الفعلي لديك على منع دفعك مبالغ زائدة مقابل إمكانيات نادرًا ما تستخدمها.
قرارات شراء المعدات الجديدة مقابل المستعملة
يمكن أن توفر معدات الـ CNC المستعملة وفورات كبيرة — أحيانًا بنسبة ٤٠–٦٠٪ أقل من أسعار المعدات الجديدة — لكنها تتطلب تقييماً دقيقاً. وعند تقييم الآلات المستعملة، ضع في اعتبارك العوامل التالية:
- عداد الساعات وسجلات الصيانة: تمثل الآلات ذات عدد الساعات المنخفض والمدعومة بسجل صيانة موثَّق أفضل القيم المتاحة في سوق المعدات المستعملة.
- الفحص قبل الشراء: شغِّل برامج الاختبار وافحص وجود الانحراف الخلفي (Backlash)، وانحراف دوران العمود (Spindle Runout)، والدقة الهندسية.
- عمر نظام التحكم: قد تفتقر أنظمة التحكم القديمة إلى ميزات معينة، وقد تكون متوافقة جزئياً فقط مع البرمجيات الحديثة، أو قد تواجه مشكلات تتعلق بانقطاع توفر قطع الغيار.
- دعم المصنع: تحتفظ بعض العلامات التجارية بتوفر قطع الغيار والدعم لعقودٍ عديدة، بينما تُنهي أخرى الدعم بسرعةٍ كبيرة.
- تكاليف التركيب: تُضاف أعمال التثبيت والتمديدات الكهربائية وتشغيل المعدات إلى إجمالي تكاليف الاكتساب.
غالبًا ما يوفِّر جهاز مستعمل مُحافظ عليه جيدًا من علامة تجارية مرموقة قيمةً أفضل من جهاز جديد من الفئة الاقتصادية ذي متانة مشكوكٍ في استمراريتها على المدى الطويل. ومع ذلك، فإن شراء جهاز مستعمل دون فحصٍ دقيق أو من مصادر غير موثوقة قد يؤدي إلى الحصول على معدات تفوق تكاليف إصلاحها المبلغ الذي وُفِّر من سعر الشراء.
يتطلب اتخاذ قرارات استثمارية مدروسة الموازنة بين التكاليف الأولية والقيمة طويلة الأجل — أي فهم ليس فقط تكلفة المعدات، بل أيضًا تكلفة تشغيلها بكفاءة طوال سنوات الخدمة.
العناصر الأساسية للأدوات ووسائل تثبيت القطع في معالجة المعادن
لقد قمتَ بتقييم تكاليف الآلة وفهمتَ ما تحققه مستويات الاستثمار المختلفة—إلا أن أحدث معدات التحكم العددي بالحاسوب (CNC) لا تُنتج نتائج مُرضية دون أدوات قطع ووسائل تثبيت مناسبة. فكّر في الأمر بهذه الطريقة: فالآلة توفر الحركة والطاقة، لكن أدوات القطع والتجهيزات (الملقمات) هي التي تحدد ما إذا كانت هذه القدرات تُترجم إلى أجزاء عالية الجودة أم إلى هدرٍ مُحبِط.
يقلّل العديد من الشركات المصنِّعة من شأن مدى تأثير قرارات وسائل التثبيت وأدوات القطع على نتائجها. فعلى سبيل المثال، يتحرّك القطعة المراد تشغيلها بشكل غير محكم أثناء التشغيل، مما يؤدي إلى إفساد الدقة المطلوبة. كما أن استخدام رؤوس التفريز غير المناسبة للمادة المستخدمة يتسبب في اهتراء مبكر أو سطح تشغيل رديء. ولذلك فإن فهم هذه المبادئ الأساسية قبل البدء في التشغيل يجنبك دروساً باهظة الثمن تكتسبها بالطريقة الصعبة.
المشابك، والمشابك الهيدروليكية، والتجهيزات المخصصة
تُستخدم أدوات تثبيت القطع لأغراض حرجة واحدة فقط: إبقاء قطعة المعدن الخاصة بك ثابتة تمامًا أثناء محاولة قوى التقطيع تحريكها. وأي حركةٍ—حتى لو كانت بأجزاء من الألف من البوصة—تنقل مباشرةً إلى القطعة النهائية على شكل خطأ أبعادي. ويعتمد أسلوب تثبيت القطع الذي تختاره على هندسة القطعة، والوصول المطلوب لآلة التصنيع باستخدام الحاسوب (CNC)، وحجم الإنتاج.
تشمل خيارات تثبيت القطع الشائعة:
- المشابك الآلية: العمود الفقري لعمليات الطحن—توفر المشابك عالية الجودة ذات الفكّين المُصلَّبين تثبيتًا صلبًا للقطع المستطيلة ويمكن تركيب فكّين ناعمين عليها تم تصميمهما بقياسات تتطابق مع ملامح القطعة المحددة.
- مشابك التثبيت الأمامية وكتل الخطوات: تثبيت متعدد الاستخدامات للقطع ذات الأشكال غير المنتظمة أو عند تداخل فكي المشبك مع مسار الأداة.
- الأسطح المفرغة هواءً: مثالي للمواد الورقية الرقيقة حيث يؤدي التثبيت التقليدي إلى تشويه القطعة؛ إذ تحافظ الضغوط الجوية على استواء القطعة دون تداخل عند الحواف.
- القوالب المخصصة: أدوات تثبيت مصممة خصيصًا لقطع محددة، وغالبًا ما تتضمن صواميل اقتران وإدخالات مترابطة لتحميل سريع وتحديد دقيق للموقع.
- كتلات القابض وتجهيزات التحديد الموضعي: تتيح تشغيل أوجه متعددة دون إزالة القطعة من الآلة
عند تصميم التجهيزات، فكّر في كيفية استخدام شريحة معدنية رقيقة (شيم) لإنشاء أسطح مرجعية دقيقة أو لتعويض الاختلافات الطفيفة في سماكة المادة الخام. ويحتفظ العمال المهرة بمجموعة متنوعة من الشرائح الرقيقة جاهزةً لضبط الإعدادات بدقة دون الحاجة إلى إعادة تصنيع التجهيزات.
إدخالات المطاحن النهاية واختيار أدوات القطع
إن قواطع آلة الطحن الخاصة بك تحدد بشكل مباشر سرعة القطع، ونوعية التشطيب السطحي، وعمر الأداة. ويساعد فهم الفروق بين أنواع الأدوات في اتخاذ قرارات شراء ذكية بدلًا من شراء أي أداة تبدو معقولة السعر.
مطاحن النهاية وتُنفِّذ هذه الأدوات الدوارة الغالبية العظمى من أعمال الطحن، وهي متوفرة بعدد لا يُحصى من التصاميم:
- المطاحن النهاية المسطحة: أدوات ذات زوايا مربعة تُستخدم في عمليات الحفر والتشكل والتشطيب السطحي
- المطاحن النهاية الكروية: أدوات ذات طرف مستدير تُستخدم في تشكيل الأسطح ثلاثية الأبعاد، والزوايا المستديرة (الفيليه)، والأسطح المنحوتة
- مثاقب نهاية ذات نصف قطر زاوي: تجمع بين قوة الأطراف المسطحة وتقلل من تركيزات الإجهاد عند الزوايا
- مثاقب النهاية للتشطيب الخشن: الحواف المسننة تُجزّئ الرقائق وتسمح بإزالة كميات كبيرة من المادة بشكل عدواني
مثاقب الوجه تتفوق في إزالة كميات كبيرة من المادة بسرعة عند تشغيل الأسطح المسطحة. وتستخدم هذه المثاقب إدخالات كربيد قابلة للاستبدال بدلًا من التصنيع الصلب، ما يجعلها اقتصادية جدًّا في عمليات التشغيل الثقيلة للوجه.
المثاقب والدريلات الداخلية (البراغي) تكمل مجموعة أدوات التشغيل بالطحن النهائي الأساسية. فالمثاقب الموضعية تُنشئ نقاط بدء دقيقة، والمثاقب الملتوية تحفر الثقوب، بينما تُشكّل الدريلات الداخلية الخيوط الداخلية. وفي أعمال الإنتاج، يمكن أحيانًا أن تلغي مسامير تشكيل الخيوط عمليات التثقيب تمامًا عن طريق تشكيل الخيوط أثناء التجميع بدلًا من قطعها أثناء التشغيل الآلي.
استراتيجيات تثبيت القطع حسب هندستها المختلفة
يجب أن تشمل أدوات التشغيل الأولية الأساسية لمعالجة المعادن العمليات الشائعة دون أن تُرهق ميزانيتك:
- مثقابات نهاية ذات شفرتين وأربع شفرات بأقطار ١/٤ بوصة و٣/٨ بوصة و١/٢ بوصة
- طقم مثاقب لولبية قياسية الطول يغطي أحجام الثقوب الشائعة
- مثقاب تحديد الموضع أو مثقاب مركز لبدء حفر الثقوب
- مثقاب كاربايد لتشطيب الحواف (إزالة الحواف الحادة)
- مثقاب وجهي مزوَّد بإدخالات مناسبة للمواد الأساسية التي تتعامل معها
- طقم دريلات للتجريف مرفق به دريلات مطابقة لأحجام الخيوط الشائعة
- جهاز تحديد الحافة أو مجس لتحديد مواضع قطعة العمل
طبقات الأدوات تؤثر هذه الطلاءات تأثيرًا كبيرًا على الأداء عند التشغيل في معادن مختلفة. فكربايد غير مُغلف يعمل بشكل كافٍ في الألومنيوم، لكنه يتآكل بسرعة في الفولاذ. أما نيتريد التيتانيوم (TiN) فيضيف صلادة ومقاومة للحرارة لعمليات قص الفولاذ العامة. ونيتريد الألومنيوم-التترانيوم (AlTiN) يتحمل درجات حرارة أعلى، مما يجعله مناسبًا للمواد الأشد صلابة والتشغيل الجاف. أما طلاء الكربون المشابه للالماس (DLC) فيتفوق في تشغيل الألومنيوم من خلال منع تكوُّن الحواف المتراكمة.
كاربايد مقابل الصلب عالي السرعة (HSS) يمثّل هذا خيارًا أساسيًّا يؤثر في كلٍّ من التكلفة والقدرات. وتتميّز أدوات الطحن المصنوعة من فولاذ عالي السرعة (HSS) بأنها أقل تكلفة ويمكن إعادة شحذها، ما يجعلها اقتصادية للاستخدام العرضي أو مع المواد اللينة. أما الأدوات المصنوعة من الكربيد فهي أكثر تكلفة في البداية، لكنها تعمل بسرعات أعلى، وتتمتع بعمر أطول، وتتعامل بكفاءة مع المواد الأشد صلابةً—وبالتالي فإنها غالبًا ما تُغطّي تكلفتها بسرعة في بيئات الإنتاج.
مناسبة إخلاء الرُّقاق ونظم التبريد تمدّد عمر الأداة وتحسّن جودة القطعة المصنّعة. فبقاء الرُّقاق في منطقة القطع يؤدي إلى قطعها مجددًا، مما يُسبّب ضررًا كلاًّ من قطعة العمل والأداة. ويؤدي تدفق سائل التبريد بكثافة إلى غسل الرُّقاق بعيدًا وفي الوقت نفسه خفض درجات حرارة القطع. أما في العمليات التي لا يكون فيها تدفق سائل التبريد بكثافة عمليًّا، فتوفر أنظمة النفخ بالهواء أو رش الضباب بدائل مناسبة. وبعض المواد—وخاصة الألومنيوم—تستفيد من سوائل قطع محددة تمنع تشكّل الحافة المتراكمة.
إن الاستثمار في أدوات التثبيت عالية الجودة والأدوات المناسبة يُحقِّق عوائد مجزية على كل قطعة تُنتَج. فالتوفير في هذا المجال يُضعف قدرة حتى أكثر الماكينات تقدُّمًا، بينما تؤدي الاختيارات المدروسة إلى أقصى استفادة ممكنة من إمكانيات معداتك.

اختيار ماكينة التحكم العددي بالحاسوب (CNC) المناسبة لمعالجة المعادن
لقد تعلَّمت الأساسيات—أنواع الماكينات، وتوافقها مع المواد، وقدراتها في تحقيق الدقة، والتكاليف، والأساسيات المتعلقة بالأدوات. والآن تأتي اللحظة الحاسمة التي تجمع كل هذه العناصر معًا: وهي اختيار نظام ماكينة التحكم العددي بالحاسوب (CNC) المناسبة لمعالجة المعادن وفقًا لاحتياجاتك الخاصة. فهذا القرار سيشكِّل طابع كل مشروع ستتعامل معه لسنوات قادمة، ولذلك فإن اتخاذه بدقةٍ أهمُّ بكثيرٍ من الاستعجال في شراء ماكينة لا تتناسب مع احتياجاتك الفعلية.
سواءً كنت هاوياً تحلم بامتلاك جهاز تشكيل رقمي (CNC) منزلي، أو محترفاً تقوم بتقييم المعدات المخصصة للإنتاج، فإن عملية الاختيار تتبع منطقاً متشابهاً. ابدأ بتحديد متطلباتك، ثم قارنها بالخيارات الواقعية المتاحة، وأدرج في اعتبارك النظام البيئي الكامل الذي يدعم إنجاز عمليات التصنيع بنجاح. دعنا نستعرض إطاراً عملياً يمنع شعورك بالندم بعد الشراء.
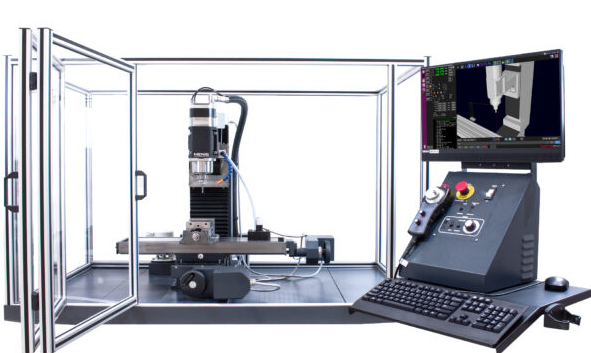
ملاءمة حجم الجهاز مع مساحة العمل الخاصة بك
قبل أن تقع في غرام إمكانيات جهاز ما، تأكَّد أولاً من أنه يتناسب فعلياً مع المكان المُخطط لاستخدامه فيه. فقد يبدو جهاز التشكيل الرقمي (CNC) المكتبي صغير الحجم حتى تأخذ في الاعتبار احتواء الرقائق المعدنية، وتخزين الأدوات، وسهولة وصول المشغل. فالقيود المادية تستبعد الخيارات أسرع من أي عامل آخر.
استخدم هذه القائمة المرجعية لتقييم معايير الاختيار الأساسية قبل مقارنة أجهزة محددة:
- متطلبات حجم منطقة العمل: ما أقصى أبعاد للأجزاء التي ستحتاج فعلياً إلى تشغيلها؟ أضف هامشًا كافياً لتثبيت القطعة ومسافات الأمان.
- قدرات المواد: هل ستقتصر عمليات القطع لديك على الألومنيوم، أم أنك تحتاج منذ اليوم الأول إلى درجة صلابة كافية لمعالجة الفولاذ؟
- احتياجات الدقة: ما هي التحملات التي تتطلبها تطبيقاتك فعليًّا — ليس ما تتمناه، بل ما تحتاجه بالفعل؟
- القيود الميزانية: اشمل في ميزانيتك الإجمالية تكاليف القوالب والبرمجيات وتكاليف التشغيل للسنة الأولى — وليس فقط سعر الجهاز.
- المساحة المتاحة: قسّ مساحة العمل الفعلية لديك، بما في ذلك المسافات المطلوبة لإدارة الرقائق، ومناولة المواد، والوصول إلى أجزاء الصيانة.
- متطلبات الطاقة: تحقَّق من أن خدمة الكهرباء لديك قادرة على تغذية الجهاز — إذ غالبًا ما تتطلب المعدات الصناعية جهدًا كهربائيًّا قدره ٢٢٠ فولت أو تيارًا ثلاثي الطور.
- سعة الوزن: تأكد من أن أرضيتك قادرة على تحمل وزن الجهاز، لا سيما في حالة المعدات الصناعية المصنوعة من الحديد الزهر.
- الضوضاء والتهوية: خذ بعين الاعتبار الجيران، ونظام التهوية في ورشة العمل لتنقية ضباب السائل التبريد، ومتطلبات جمع الرقائق.
قد يكون جهاز CNC صغير مصمم للاستخدام على سطح المكتب مناسبًا تمامًا لمشاريعك الحالية، مع إمكانية تركيبه في زاوية المرآب. لكن إذا كنت تخطط بالفعل للترقية خلال عامين، فقد يؤدي هذا الحل المؤقت إلى هدر الموارد، والتي كان من الأفضل استثمارها منذ البداية في معدات أكثر قدرة.
تقييم الصلابة المطلوبة للمواد المستهدفة
تحدد المادة الأساسية التي تستخدمها متطلبات الصلابة الدنيا. فآلة التفريز الرقمية الصغيرة المصممة لتصنيع نماذج أولية من الألومنيوم ستواجه صعوبات كبيرة — أو قد تفشل تمامًا — عند محاولة قص الفولاذ بقوة. ويعمل توافق تصميم الآلة مع أهدافك المادية على منع الإحباط وهدر أدوات التصنيع.
للمهتمين بالهوايات والأعمال خفيفة الحمل:
- خيارات آلات التفريز المكتبية: مناسبة للألومنيوم والنحاس والبلاستيك والقصّ الخفيف في الفولاذ اللين
- التصميم النموذجي: إطارات من الألومنيوم، دليل خطي أصغر، محركات حزامية أو برغي انتقالي
- التوقعات الواقعية: تعلُّم أساسيات التحكم العددي الحاسوبي (CNC)، وتصنيع نماذج أولية، وإنشاء أجزاء وظيفية من المواد الأقل صلابة
- مسارات الترقية: فكِّر فيما إذا كانت المنصة تدعم ترقية المحور الدوراني أو استبدال البرغي الانتقالي ببرغي كروي أو إضافات غلاف واقٍ
للبيئات المهنية والإنتاجية:
- البناء من الدرجة الصناعية: إطارات مصنوعة من الحديد الزهر أو الفولاذ المُصنع، ذات كتلة كبيرة
- أنظمة حركة دقيقة: مسمار كروي، أدلة خطية عالية الجودة، محركات مؤازرة مع تغذية راجعة من مشفر
- قدرة المغزل: قدرة حصانية أعلى مع أنظمة تثبيت الأدوات الصلبة مثل CAT40 أو BT30
- ميزات الإنتاج: ناقلات أدوات تلقائية، وأنظمة استكشاف، وإدارة سائل التبريد
قد تبدو آلة التصنيع الآلي المصغَّرة محدودةً مقارنةً بالمعدات الكاملة الحجم، لكن هذه القيود تحفِّز الإبداع والتعلُّم العميق. ف numeros من الحرفيين الناجحين في مجال التشغيل الآلي طوَّروا مهاراتهم على معدات متواضعة قبل الترقية إلى معدات أكبر — فالأساسيات تبقى قابلة للنقل بغض النظر عن حجم الآلة.
النظام البرمجي واعتبارات منحنى التعلُّم
يمرُّ التدفق من الفكرة إلى القطعة المُنتَجة عبر البرامج في كل مرحلة. ويساعد فهم هذه السلسلة في تقييمك ليس فقط للآلة نفسها، بل للنظام البيئي البرمجي الكامل الذي تشتريه.
CAD (التصميم بمساعدة الحاسوب) يُنشئ نموذجك ثلاثي الأبعاد أو الرسم ثنائي الأبعاد. وتتراوح الخيارات بين أدوات مجانية مثل برنامج Fusion 360 للمهتمين بهواية التصميم، وحزم احترافية مثل SolidWorks أو Inventor. ويؤثر اختيارك لبرنامج التصميم بمساعدة الحاسوب (CAD) على توافق الملفات وتوافر الميزات في المراحل اللاحقة.
CAM (التصنيع بمساعدة الحاسوب) يحول تصميمك إلى مسارات الأدوات — أي الحركات الدقيقة التي ستنفذها آلتك. ويحسب برنامج التصنيع بمساعدة الحاسوب (CAM) معدلات التغذية والسرعة واستراتيجيات القطع استنادًا إلى نوع المادة والأدوات المستخدمة وقدرات الآلة. ويؤثر برنامج CAM عالي الجودة تأثيرًا كبيرًا على جودة السطح وزمن الدورة وعمر الأداة.
المعالجة بعد التصوير يحول مسارات الأدوات العامة إلى تعليمات G-code الخاصة بمتحكم آلتك بالتحديد. وبما أن أنظمة التحكم المختلفة تفسّر الأوامر بشكل مختلف، فإن استخدام معالجات ما بعد المعالجة (post-processors) المناسبة أمرٌ جوهريٌّ لتشغيل موثوق.
التحكم في الماكينة ينفّذ تعليمات G-code، منسّقًا حركة المحركات ومحور الدوران (spindle) وسائل التبريد لإنتاج قطعتك. وتتفاوت أنظمة التحكم من أنظمة بسيطة تعتمد على GRBL في أجهزة CNC المكتبية، إلى أنظمة تحكم متطورة مثل Fanuc أو Siemens في المعدات الصناعية.
خُذْ هذه العوامل المتعلقة بالنظام البرمجي في الاعتبار:
- البرمجيات المضمنة: تتضمن بعض الآلات برامج CAM مدمجة؛ بينما تتطلب أخرى شراءً منفصلاً
- منحنى التعلم: توفر البرمجيات الاحترافية المعقدة قدرات أكبر، لكنها تتطلب استثماراً أكبر في التدريب
- الدعم المجتمعي: توفّر المنصات الشائعة دروساً تطبيقية واسعة النطاق، ومنتديات، وموارد مشتركة
- الترخيص بالاشتراك مقابل الترخيص الدائم: تؤثر تكاليف البرمجيات المستمرة على النفقات التشغيلية طويلة الأجل
- القدرات المحاكية: يُكتشف الخطأ البرمجي مسبقاً عبر التحقق الافتراضي قبل أن يتسبب في تلف الآلات أو القطع
الدعم المقدَّم من الشركة المصنِّعة والموارد المجتمعية
ماذا يحدث عندما يتعطل جزء ما أو تواجه مشكلة لا يمكنك حلها بمفردك؟ غالبًا ما تحدد جودة الدعم المقدَّم من الشركة المصنِّعة والموارد المجتمعية ما إذا كانت الآلة ستصبح أداة إنتاجية فعّالة أم مجرد قطعة معدنية باهظة الثمن لا فائدة منها.
قيِّم دعم الشركة المصنِّعة من خلال طرح الأسئلة التالية:
- ما مدى استجابة الدعم الفني عبر الهاتف والبريد الإلكتروني؟
- هل قطع الغيار متوفرة بسهولة وبأسعار معقولة؟
- هل يوفّر المصنّع موارد تدريبية، أو مقاطع فيديو، أو وثائق إرشادية؟
- منذ كم عام تعمل الشركة في هذا المجال؟ وما سمعتها فيما يتعلق بالالتزام بدعم منتجاتها؟
- هل تُقدَّم تحديثات للبرمجيات الثابتة (Firmware) وتحسينات مستمرة، أم أن الجهاز يبقى ثابتًا عند التكوين الذي كان عليه وقت الشراء؟
وتكتسب الموارد المجتمعية أهميةً مماثلةً، لا سيما بالنسبة للمصنّعين الصغار الذين لا تمتلك إدارات دعمهم اتساعًا كبيرًا. فالمجالس النشطة للمستخدمين، ومجموعات فيسبوك، وقنوات يوتيوب تشكّل قواعد معرفية تساعد في تشخيص المشكلات وتبادل نصائح التحسين. وتستفيد العلامات التجارية الشهيرة مثل Tormach وHaas ومختلف علامات آلات التحكم العددي الرقمي المكتبية (desktop CNC) من مجتمعات مستخدمين نشطة توسّع فعليًّا نطاق دعم المصنّعين.
أما بالنسبة للمشترين المحترفين الباحثين عن حلول جاهزة للإنتاج ومدعومة بتجارب مثبتة، فإن المصنّعين الراسخين يوفّرون طمأنينةً لا يمكن للبدائل المنخفضة التكلفة أن تحققها. وتتضمن هذه المرافق تكنولوجيا المعادن شاوي يي إظهار كيفية تحويل شهادة IATF 16949 والتحكم الإحصائي في العمليات (SPC) لمواصفات القدرات إلى نتائج واقعية متسقة — أي نوع النضج التشغيلي الذي يتطور عبر سنوات من الخبرة الإنتاجية.
التوصيات حسب شريحة المستخدم
إن وضعك يحدد أي المفاضلات منطقية. وفيما يلي إرشادات عملية تستند إلى ملفات المشترين الشائعة:
الهواة والمتعلّمون:
- ابدأ بآلة CNC مكتبية أو آلة CNC صغيرة تتراوح تكلفتها بين ٢٠٠٠ و٥٠٠٠ دولار أمريكي.
- ركّز على الآلات القادرة على معالجة الألومنيوم، والتي يمكنها أحيانًا معالجة النحاس أو الفولاذ اللين.
- أعطِ الأولوية للمنصات التي تتميّز بمجتمعات نشطة وموارد تعليمية واسعة الانتشار.
- خطّط لميزانية كافية لتوفير أدوات تثبيت عالية الجودة وطقم أدوات أساسي — ولا تنفق كل المبلغ على الآلة نفسها.
- اقبل أن الترقية لاحقًا أمرٌ طبيعي؛ فآلك الأولى ستُعلّمك ما تحتاجه فعليًّا بالفعل.
المؤسسات الصغيرة وهواة المستوى المتقدم:
- فكر في معدات الطاولة أو المعدات الصناعية الخفيفة التي تتراوح أسعارها بين ١٠٬٠٠٠ و٣٠٬٠٠٠ دولار أمريكي
- ركّز أولًا على المتانة والدقة اللتين تدعمان قدرة الجهاز على معالجة الفولاذ، بما يكفل أداءً احترافيًّا يُحقِّق عائدًا ماليًّا
- استثمر في برامج CAM المناسبة التي تُحسِّن الاستفادة القصوى من إمكانيات الجهاز
- قيِّم دعم الشركة المصنِّعة بعنايةٍ— فتكاليف التوقُّف عن التشغيل مرتفعةٌ عندما يكون العملاء في انتظار التسليم
- خطِّط للنمو باستخدام آلات تقبل ترقية الأتمتة مثل أجهزة القياس (Probing) ومحطات تغيير الأدوات (Tool Changers)
البيئات الإنتاجية والاحترافية:
- حدِّد المعدات استنادًا إلى المتطلبات الموثَّقة، وليس استنادًا إلى الإمكانيات الطموحة فقط
- اخْصُص ميزانيةً تشمل التكلفة الإجمالية لامتلاك الجهاز، بما في ذلك عقود الصيانة والتدريب
- تحقَّق من استقرار الشركة المصنِّعة وتوافر قطع الغيار طوال العمر الافتراضي المتوقع للجهاز
- فكِّر في استخدام معدات صناعية مستعملة من علامات تجارية موثوقة كبديلٍ عن المعدات الجديدة منخفضة التكلفة
- تأكد من أن بنية مرافقك الداعمة تدعم المعدات— مثل التغذية الكهربائية، وأنظمة الرفع والتعليق، والضوابط البيئية
أياً كانت نقطة انطلاقك، تذكّر أن أفضل إعداد لآلة التحكم العددي بالحاسوب (CNC) لمعالجة المعادن هو ذلك الذي تستخدمه فعلياً لإنتاج القطع. ويُبقي التحليل المفرط دون اتخاذ قرارٍ كثيراً من الراغبين في ممارسة التصنيع على الهامش، بينما يكتسب الآخرون المهارات من خلال الخبرة العملية المباشرة. ابدأ من حيث تسمح لك الميزانية والمساحة المتوفّرة، وتعلّم المبادئ الأساسية، ثم قم بالترقية عندما تواجهك قيودٌ حقيقية — وليس خيالية — تمنعك من إنجاز العمل اللازم.
الأسئلة الشائعة حول تشغيل المعادن باستخدام الحاسب الآلي (CNC)
١. ما الغرض من استخدام آلة التحكم العددي بالحاسوب (CNC) في معالجة المعادن؟
آلة التحكم العددي بالحاسوب (CNC) المخصصة للمعادن تستخدم التحكم العددي الحاسوبي لأتمتة عمليات قص وتشكيل وتصنيع أجزاء المعادن بدقة استثنائية. وتتبع هذه الآلات تعليمات برمجية مكتوبة بلغة G-code لتوجيه أدوات القطع عبر القطع المراد معالجتها، وإزالة المادة لإنتاج المكونات النهائية. ومن الأنواع الشائعة آلات التفريز الرقمية (CNC mills) لتصنيع الأشكال ثلاثية الأبعاد، والماكينات الدوارة (lathes) للأجزاء الأسطوانية، وآلات القص بالبلازما أو الليزر لصفائح المعدن. وتصل دقة تحديد المواقع في آلات التحكم العددي الحديثة المخصصة للمعادن إلى ٠٫٠٠٠١ إنش، ما يجعلها ضرورية في تصنيع قطع الطيران والفضاء والسيارات والأجهزة الطبية، حيث تكون التحملات الضيقة أمراً حاسماً.
٢. ما المعادن التي يمكن تشغيلها باستخدام آلات التحكم العددي بالحاسوب؟
تتعامل آلات التحكم العددي الحاسوبي (CNC) مع مجموعة واسعة من المعادن، ومنها الألومنيوم والصلب والفولاذ المقاوم للصدأ والنحاس الأصفر والنحاس والتيتانيوم. ويُعد الألومنيوم أكثر هذه المعادن سهولةً في التشغيل، حيث يسمح بسرعات قصٍّ عالية وارتداءٍ ضئيلٍ للأدوات. أما الصلب فيتطلب آلات أكثر صلابةً وإدارة دقيقة لحرارة التشغيل. ويُشكل الفولاذ المقاوم للصدأ تحدياتٍ ناتجةً عن تصلّبه أثناء التشغيل، ما يستلزم التزامًا ثابتًا بعمق القطع واستخدام أدوات حادة جدًّا. ويتم تشغيل النحاس الأصفر والنحاس بسلاسة تامة، مع إنتاج تشطيبات سطحية ممتازة. أما التيتنيوم فيتطلب أدوات تشغيل متخصصة وتبريدًا قويًّا وتخفيضًا في سرعات القطع. ويؤثر اختيار المادة مباشرةً على اختيار الأدوات ومتغيرات القطع ومتطلبات الآلة.
٣. هل يصعب تعلُّم طريقة الطحن باستخدام التحكم العددي الحاسوبي (CNC)؟
تتطلب الطحن باستخدام الحاسب الآلي (CNC) فترة تعلُّم، لكنه يظل في المتناول للمبتدئين الملتزمين. ويمكن إنشاء الأجزاء الأساسية خلال ساعات باستخدام برامج التصميم بمساعدة الحاسوب (CAD) وبرامج التصنيع بمساعدة الحاسوب (CAM) الحديثة التي تولِّد مسارات الأدوات تلقائيًّا من النماذج ثلاثية الأبعاد. ومع ذلك، فإن الإتقان الكامل لهذه الحرفة — أي فهم سلوك المواد، وتحسين معايير القطع، وتشخيص المشكلات وإصلاحها — يستغرق عادةً ثلاث سنوات أو أكثر من الخبرة العملية المباشرة. ويوفِّر البدء بالألمنيوم على ماكينة طحن CNC مكتبية بيئة مرنة وسهلة التعلُّم لاستيعاب المفاهيم الأساسية قبل التقدُّم إلى مواد أصعب ومتطلبات تحمل أضيق.
٤. هل من الأرخص بناء جهاز تحكم رقمي حاسوبي (CNC) أم شراؤه؟
يكلّف بناء ماكينة CNC أقل من حيث تكاليف المواد الأولية، لكنه يتطلب استثماراً كبيراً في الوقت لتصميمها وتجميعها وضبطها وضبط إعداداتها بدقة. أما بالنسبة لهواة هذا المجال الذين يقدّرون تجربة التعلُّم، فإن البناء الذاتي (DIY) يوفّر فوائد تعليمية إلى جانب التوفير المالي. ومع ذلك، فإن شراء ماكينة مصنَّعة تجارياً يوفّر أداءً مثبتاً، ودعماً من الشركة المصنِّعة، ووثائق فنية شاملة، وتغطية ضمانية. وعادةً ما تستفيد بيئات الإنتاج أكثر من شراء معدات عالية الجودة تقلل من أوقات التوقف عن التشغيل إلى أدنى حدٍّ ممكن. لذا، ينبغي أن تأخذ في الاعتبار قيمة وقتك، ومستوى مهاراتك التقنية، والتطبيقات المقصودة عند اتخاذ هذا القرار.
٥. كم تبلغ تكلفة ماكينة CNC للمعادن؟
تتراوح أسعار آلات المعادن المُبرمجة رقميًا (CNC) بين ٢٠٠٠ دولار أمريكي للمطاحن الهوائية المصغَّرة المخصصة لهواة الاستخدام، و٥٠٠٠٠٠ دولار أمريكي فأكثر لمعدات الإنتاج الصناعية. وتتراوح تكلفة المطاحن المصغَّرة المُبرمجة رقميًا (CNC) المناسبة لمعالجة الألومنيوم والصلب الخفيف بين ٢٠٠٠ و٨٠٠٠ دولار أمريكي. أما الماكينات المكتبية ذات القدرة المحسَّنة على قص الصلب فتتراوح أسعارها بين ٨٠٠٠ و٢٥٠٠٠ دولار أمريكي. وتبلغ تكلفة المعدات الصناعية الخفيفة ما بين ٢٥٠٠٠ و٧٥٠٠٠ دولار أمريكي، في حين تبدأ أسعار ماكينات الإنتاج الكاملة من علامات تجارية مثل Haas أو Mazak من حوالي ٧٥٠٠٠ دولار أمريكي. وبجانب سعر الشراء، يجب تخصيص ميزانية إضافية بنسبة ١٥–٢٥٪ لتغطية تكاليف التشغيل خلال السنة الأولى، والتي تشمل أدوات القطع والسوائل التبريدية والبرامج الحاسوبية والصيانة.